
Abstract
Biodegradable polymers with micro and nano-cellulose present attractive properties and the highly reactive surface of cellulose resulting from the high density of hydroxyl groups are great at this scale. Therefore, this chapter has the objective to discuss cellulosic nanostructured films, types of processing involving the production of bionanocomposites and other important applications of them in non-biocomposite areas. A brief description of the definition, terminology, and methods of obtaining cellulose nanostructures as procedures used in the functionalization of the cellulose surface to improve the hydrophilic character and the compatibility with polymer matrices will be presented.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The demands for biodegradable products, made from renewable and sustainable resources, and present low environmental impact are increasing by the consumers, industry, and the government [112]. The use of these polymer-based materials is important because of the growing need for using renewable and environmentally friendly resources. Collagen, chitin, starch, poly (hydroxybutyrates) (PHB), poly (hydroxyalkanoates) (PHA), polylact acid (PLA) and polycaprolactones (PCL) are examples of biodegradable polymers of high interest [104].
However, many of these materials have their use limited by high cost, poor physical properties, such as humidity sensibility, structure instability and low mechanical properties [6]. In order to improve these properties, natural fibers such as cellulose in micro and nano scale may be used, maintaining the all bio-based character of the material. Furthermore, since they are renewable, inexpensive and environmentally friendly resource, cellulose fibers and its micro e nanocomponents such as microfibrils and nanocellulose are used to manufacturing biodegradable nanocomposites either as nanofiller in a polymer matrix or as an all cellulose-based component film.
There is a wide variety of cellulose sources that can be applied in composites and nanocomposites field, such as kenaf [28, 61], sisal [20, 21, 29, 30, 31, 110, 114], sugar cane bagasse [54, 85, 96], oil palm [8, 32, 33, 43, 53, 66, 75, 93, 109], cotton [20, 21, 35, 46, 87], curaua [5, 23, 118], etc.
According to ISO standards(ISO/TS 20477:2017), cellulosic nanomaterials can be subdivided into two classes:
-
1.
cellulose nano-objects: “discrete piece of material with one, two or three external dimensions in the nanoscale” (1–100 nm). It involves cellulose nanofibers as cellulose nanocrystals (CNCs) and cellulose nanofibrils (CNFs);
-
2.
cellulose nano-structured materials: a material having an internal composition of inter-related constituent parts in which one or more of those parts is in nanoscale. Its includes cellulose microcrystals (CMCs) and microcrystalline cellulose (MCCs), cellulose microfibrils (CMFs) or Microfibrillated Cellulose (MFC), and bacterial cellulose (BCs). They also can be aggregated cellulose nanostructures.
The cellulose nanostructures can be distinguished by their different chemical and physical properties, source, obtaining method and morphology [70]. By adding these nanoscale compounds as filler into polymers even in small quantities, the properties of polymers can be improved, depending on the type of nanocellulose, the dispersion throughout the matrix and interfacial interactions between the nanocellulose and polymeric matrix.
In this chapter, we will first make a brief description of the definition, terminology, and methods of obtaining cellulose nanostructures. Next, we will present procedures used in the functionalization of the cellulose surface to improve the hydrophilic character and the compatibility with polymer matrices. We then present studies of all-cellulosic nanostructured films, types of processing involving the production of bionanocomposites and other important applications of them in non-biocomposite areas.
2 Micro and Nano-cellulose
2.1 Brief Description
Cellulose fibers can be extracted from a variety of sources such as wood pulp, residues of some industrial process (sugar cane bagasse,cassava bagasse, coconut, rice, oil palm, soy, etc., that can be used for nanocellulose production (see Fig. 1 and Table 1) and plant fibers (sisal, cotton, curaua, hemp, flax, ramie, jute, etc.). They have been widely applied in several fields such as reinforcement in material sciences, catalysis, biomedical engineering, paints, cosmetics and electronic applications due to their sustainability, biocompatibility and good mechanical properties [103].


Cellulose nanofibers extracted from a variety agro- residue
In nature, the cellulose chains are packaged in such an orderly manner that compact nanocrystals are formed, which are stabilized by inter and intramolecular hydrogen bonding [4, 67, 88]. These hydrogen bonding make the nanocrystals completely insoluble in water and in most organic solvents and lead to a material with mechanical strength only limited by the forces of adjacent atoms [69]. In the cell wall structures of vegetable plants, those cellulose nanocrystals are joined by segments of amorphous holocellulose to form the micro/nanofibrils that constitute the individual cellulose fibers [41].
The loss of the hierarchical structure of the cellulose fibers can occur by mechanical, chemical, physical and biological treatments, or by a combination of them, releasing the microfibrils [68, 92]. Depending on these factors, different cellulose nanostructures (or a mix of them) are obtained. These nanostructures present high aspect ratio, with diameters and lengths ranging from units to several microns, excellent mechanical properties, high specific surface area, biodegradability, and biocompatibility [130].
The term nanocellulose describes the cellulose fibril or crystallite containing at least one dimension in the nanoscale (1–100 nm). There are many different types of terminologies used for describing nanocelluloses as will be seen next.
The cellulose fibers disintegrated into micro dimensions are designed as cellulose microfibrils or microfibrillated cellulose (MFC). They are nanofibrils aggregates (bundles) (30–100 cellulose molecules) forming a nanostructured material with diameters of around 3–30 nm and length higher than 1 µm [39, 80]. The MFCs appear as interconnected, nano-fibrillar structure. The MFCs are obtained by mechanical disintegration of fibers which generally involves a combination of processes such as high-pressure homogenization, grinding, ultrasonication and steam explosion, obtaining an aqueous suspension displaying a gel-like behaviour [116].
During the disassembly process, the microfibrils can release more or less their individual constituents, called nanofibrillated cellulose (NFCs), cellulose nanofibers or nanofibrils (CNFs). These are composed of long and entanglement cellulosic chains and, as well as CMFs, maintain both, their amorphous and crystalline domains. The CNFs present a diameter of the 3–5 nm and length of 500–1000 nm [89]. Khalil et al. [72] disagreed with the “microfibril“term because it does not reflect the real dimensions of the fibril. Nechyporchuk and colleagues [92] reported that both cellulose, microfibrils (bundles) and elementary fibrils are referred to as cellulose nanofibrils. Depending on the production process, both CMFs and CNFs are obtained, and their morphologies also strongly depend on the cellulose source. In both cases, hemicellulose and lignin generally are removed before their productions. These nanostructures maintain the amorphous and crystalline phase of cellulose. They can aggregate to some extent during the drying process. Suspensions of CNFs can also present gel properties even at low cellulose concentrations forming an entangled network structure [92].
Microcrystalline celluloses (MCCs) are also aggregates of multi-sizes cellulose microfibrils. It is found as a fine powder and they are commonly known under the brand name Avicel®. It has a diameter of around 10–50 µm. MCCs are obtained from partially depolymerized pure cellulose, synthesized from the α-cellulose precursor. The MCC can be synthesized by different processes such as reactive extrusion, enzyme-mediated, steam explosion and acid hydrolysis. The MCC is a valuable additive in the pharmaceutical, food, cosmetic and other industries [57, 89]. MCC is characterized by a high degree of crystallinity, typically ranging between 55 and 80% [125]. CCNs can also be prepared from MCCs using NaOH/urea dissolution method and followed by regeneration, neutralization, and ultrasonication [112].
Bacterial cellulose (BCs) or microbial cellulose is a type of cellulose microfibrils produced extracellularly by specific bacteria. The Acetobacter xylinum is the most efficient producer of bacterial cellulose and this occurs in a culture medium containing carbon and nitrogen sources [2, 68, 91]. Bacterial cellulose result from direct synthesis, and not from the destruction of the primary structure of cellulose fibers, as in case of CNFs and CNCs. BCs present an average diameter of 20–100 nm and lengths in micrometre, they entangle to form a stable network structured as ribbon-shaped fibrils. BCs do not require any pre-treatment to remove impurities or contaminants such as lignin, pectin, and hemicellulose, i.e. the bacteria produce high-purity cellulose material with a distinct crystallinity of 80–90%. These peculiar properties of BCs make them an attractive material for use in biomedical applications [2, 70, 76, 80, 92].
Cellulose nanocrystals (CNCs) are also called nanocrystalline cellulose (NNCs), cellulose whiskers and rod-like cellulose, the area high crystalline cellulosic material resulting from acid hydrolysis of native cellulose with mineral acids, removing the amorphous phase of cellulose and leaving intact the crystalline phase. In order to obtain CNCs, the native lignocellulosic fibers should be previously submitted to a treatment of delignification process prior to the hydrolysis. CNCs present elongated rod-like aspect and their surface can be negatively charged when sulfuric acid (the most utilized acid) is employed for extraction. The charged surface of CNCs prevents the aggregation in aqueous suspension due to electrostatic repulsion between particles. They are considered a rigid and no defect crystal. Their diameter and length depends on the cellulose source: CNCs present diameters of around 5–30 nm and length of 100–500 nm for plants source, of around 100 nm to several microns for CNCs from tunicate and algae cellulose [2, 80, 92]. Lin and Dufresne [80] have reported several studies that showed the values of CNCs’ elastic modulus ranging from 100–206 GPa, values similar to Kevlar and potentially stronger than steel.
Figure 2 shows some examples of nanostructures obtained from bleached sugarcane bagasse. As it can be observed, the type of treatment applied to the same fiber results in different nanostructures, with different crystallinities and thermal behaviour.

TEM micrographs showing the morphology of nanostructures from bleached sugar cane bagasse. a After enzymatic hydrolysis (10 mg of Enzyme Viscozyme (1000 FBG/g) and 33 mg of Enzyme FiberCare (5000 ECU/g)/g of biomass and reaction time of 3 days at 45 °C) [29]; b after acid hydrolysis with sulfuric acid solution (6 M) for 45 min at 45 °C
The thermal properties of these cellulosic materials are important to determine their processing temperature range and use. The thermal degradation of lignocellulosic materials begins with an initial decomposition of the hemicelluloses, followed by lignin pyrolysis, depolymerization, combustion and oxidation of carbides. Thus, the MFCs and NFCs had a thermal degradation temperature higher than the fibers (350 °C) due to the removal of much of the amorphous material. The thermal degradation of CNCs usually starts at temperatures lower than MFCs and NFCs (200–300 °C), due to the presence of sulfate groups in the obtaining of the nanocrystals. The CNCs with lower sulfate content on their surface present higher thermal stability [23, 29, 34, 89, 105]. The combination of sulfuric and hydrochloric acids during the hydrolyses to obtain the CNCs generates nanoparticles with better thermal stability due to the reduced presence of sulfate groups on their surface, also causing a decrease in the stability of CNCs in suspension [105]. Studies have found that CNC obtained by enzymatic hydrolysis exhibited superior thermal stability, compared to CNC obtained by chemical hydrolysis using sulfuric acid [13]. Uschanov et al. [128] studied the esterification of MCCs, CNCs and regenerated cellulose with different kind of long-chain fatty acid as oleic, decanoic, linoleic and tall oil fatty acids (TOFA), a product of a mixture of 10% or less of saturated fatty acids and 90% or more of unsaturated octadecanoic (C18) acids. Thermal stability of CNCs was poorer than that of MCC or regenerated cellulose. They concluded that the modification weakened the thermal stability and the degradation temperature seemed to be dependent on the nature of the fatty acid used. Fatty acid chain length and double bond content affected the reactivity between cellulose and fatty acid; a longer chain length and the increase on double bond content decreased the degree of substitution (DS). Lee and colleagues [77] modified the surface of BC using organic acids (acetic, hexanoic and dodecanoic acids) via esterification reactions. As well as Uschavov et al. [128], they observed that the thermal degradation behaviour of organic acid modified BC sheets decrease with the increase of carbon chain length of the organic acids used. Agustin et al. [3] produced BC esters using different chloride acids and showed that the temperature at maximum weight loss rate (Tmax) increased after esterification. The thermal stability of CNCs from white and coloured cotton was investigated in dynamic and isothermal (180 °C) conditions under an oxidizing atmosphere [35]. The thermal stability of white cotton CNCs, under dynamic conditions, was slightly higher than of coloured cotton CNCs. However, the colored-CNCs were more thermally stable, in isothermal conditions, than white-CNCs. This behaviour was attributed to lower sulfonation on coloured cotton CNCs surfaces than on white cotton CNCs surface.
Cellulose nanostructures or nanocellulose in general, have gained attention from researchers and industry because of their high Young modulus (130 GPa) [18], which is higher than that of the S-glass (86–90 GPa) and comparable to Kevlar (131 GPa), rendering them good reinforcement in natural and synthetic polymer matrices [103]. The inherent hydrophilic nature of nanocellulose limited its widespread application. Surface modifications of nanocellulose diminish its hydrophilicity which will be briefly discussed further ahead.
2.2 Obtaining Different Types of Micro and Nano-cellulose by the Mechanical, Chemical and Enzymatic Process
The nanocellulose materials can be obtained by different processes with the result in specific or a mix of morphologies, physical properties, and consequently different applications.
The mechanical process for extraction involves refining or high shear homogenization, microfluidization and sonication, which result in microfibrils and nanofibrils. Refining and homogenization are performed in the presence of water, producing microfibrils (MFCs)/nanofibrils (CNFs) through a relatively narrow space of a disk apparatus between the rotor and the stator. In the microfluidization process, the suspension is subjected to high pressure to pass through a Y or Z type geometry interaction chamber [132]. Sonication is performed on a fiber suspension to separate the microfibrils or nanofibrils beams from the cell wall of the fibers through cavitation [99]. The cavitation leads to a formation of powerful oscillating high intensive waves. These microscopic gas bubbles expand and implode breaking down cellulose fibers to microfibrils/nanofibrils [105].
The chemical treatment involves strong acid hydrolysis applied to cellulosic fibers allowing dissolution of amorphous domains and therefore longitudinal cutting of the microfibrils which generate cellulose nanocrystals (CNCs) also known as whiskers. During the acid hydrolysis process, the hydronium ions penetrate the cellulose chains in the amorphous regions promoting the hydrolytic cleavage of the glycosidic bonds, under a controlled period of time and temperature, keeping the crystallites intact [35, 40, 124]. Sulfuric acid (H2SO4) is generally used as a hydrolyzing agent because its reaction with the surface hydroxyl groups via an esterification process allows the grafting of anionic sulfate ester groups. The presence of these negatively charged groups induces the formation of a negative electrostatic layer covering the nanocrystals and promoting their better dispersion in water [40]. CNCs prepared using hydrochloric (HCl) acid or a mix of HCl/H2SO4 for hydrolysis exhibit good thermal but tend to aggregate in water [23]. Their geometrical dimensions depend on the origin of the cellulose source and hydrolysis conditions, but the length is usually in the range of a few hundred nanometers, and the width or diameter is in the range of a few nanometers. An important parameter for cellulose nanocrystals (CNCs) is the aspect ratio, which is defined as the ratio of the length to the diameter (L/d) [40].
Organic acids or a mix of them with mineral acid have been used to extract CNCs and concomitantly to produce carboxylated CNFs and CNCs [17, 64, 119] using mechanical assistance (ultrasound or micro fluidics).
The enzymatic process usually involves bulk of enzymes that act synergistically in the hydrolysis of cellulose since a single enzyme is not able to degrade cellulose [44, 80, 117, 130]. The most used bulks for enzymatic hydrolysis contains predominantly endoglucanase and/or exoglucanase [44, 55, 101, 117]. Celobiohydrolases or exoglucanases are a type of cellulase able to attack cellulose by the end of chains, resulting in cellobiose units. Endoglucanases randomly hydrolyze the amorphous regions, resulting in cellulose nanocrystals, in the single crystal range, since most of the fibers are in the form of crystalline structure entwined in an amorphous cellulose phase.
Both ethanol and nanocelluloses (CNFs and CNCs) were produced using eucalyptus cellulose pulp as raw material for enzymatic hydrolysis route [13]. The solid residues from ethanol production after 24 h of hydrolysis at 50 °C was characterized as CNFs. If the hydrolysis time was increased to 144 h and the temperature reduced to 35–40 °C, CNCs with a crystallinity index of 83%, length of 260 nm and diameter of 15 nm were found in this solid residue. Yarbrough et al. [130] studied the production of nanocellulose of different sizes and aspect ratios using enzymatic treatments (endo- and exoglucanases) with mechanical refinement and acid hydrolysis. The authors related that the majority of commercial cellulase cocktails are optimized for the highest conversion of cellulose to sugars, which is not desired to obtain cellulose nanocrystals. Then, they compared nanocellulose production using T. reesei, a classic fungal cellulase system containing predominantly exoglucanases, with that of C. bescii, a bacterial enzyme system that contains complex multifunctional enzymes. They showed that CNC produced by C. besciisystem is more uniform than that produced by the T. reesei, after a reaction time of 48 h, due to the difference between the cellulases excreted by C. bescii and the cellulolytic agents in fungal excretion of T. reesei.
Bacterial celluloses (BCs) are produced by fermentation of low molecular weight sugars using bacteria from Acetobacter species. Therefore they are biosynthetic products. Acetobacter xylinum produces extracellular cellulose microfibrils to provide a firm floating matrix, allowing the embedded bacteria to stay in close contact with the atmosphere [100]. During the biosynthesis, the glucose chains are produced inside the bacterial body and outgrowth through tiny pores present on the cell envelope. By joining several glucose units, microfibrils are formed and further aggregate as ribbons. BCs are commonly regarded as a material with better biocompatibility than other types of nanocellulose, but their production is a little limited due to high synthesis cost and low yield [80].
In Table 2 is presented morphology and thermal properties of a variety of sources obtained from the different process and its classification.
2.3 Functionalization or Surface Modification of Micro and Nano-cellulose
The chemical modification on the cellulose surface can improve their interaction with apolar matrices, in addition to reducing their hydrophobicity. Esterifications and silanizations are most commonly used in the preparation of cellulose for composite applications [60, 90].
Cellulose can also be modified by the formation of ionic groups on its surface. The oxidation of the cellulose surface, by plasma or corona treatment, can generate carboxylic acids groups that improve their interaction with the matrix in the composites [62]. Modifications by sulfonation, carboxylation or graphitization, in addition to modification by acetylation/alkylation and treatment with silane agents, can also be used. In sulfonation treatments, sulfuric acid solutions in moderate concentration are used, obtaining partial sulfonation on the cellulose surface in aqueous suspension with colloidal appearance, due to repulsive forces of the sulfate groups adhered to the surface of the cellulose. Carboxylation can result in more hydrophilic cellulose surfaces. An effective way of inducing controlled oxidation on the cellulose surface, in order to create carboxylic groups, involves treatment with 2,2,6,6-tetramethylpiperidine-1-oxyl (TEMPO) radical where the hydroxyl groups are selectively converted into carboxylic groups, generating a negative charge on cellulose surface, not aggregating when dispersed in water, forming bi-refringent suspensions [62]. Among methods of modifying polymers, grafting is a versatile method for promoting the polymer in a variety of functional groups. Polymeric materials with good properties can be obtained by grafting, and changing parameters such as polymer type, degree of polymerization and dispersibility in the main and in the side chains, in addition to the density and uniformity of grafts, it can be combined the best properties of two or more polymers in a physical unit, in this case, the cellulose [108].
Lignocellulosic fibers from sugarcane bagasse were chemically modified by Pasquini et al. [95] using dodecanoyl chloride and pyridine, and toluene, octadecanoyl chloride, and pyridine. The modified fibers were incorporated into low-density polyethylene (LDPE) with improved dispersion and surface adhesion to the matrix. However, in spite of the better compatibility of the modified fibers with the matrix, these composites did not present improvements in the mechanical properties than those whose fibers were not treated; this fact can be due to the degradation that the chemical treatment caused to the fibers, reducing its degree of polymerization (DP).
The chemical modification of cellulose nanofibers or nanocrystals follows the same principles as those applied to the fibers, Ljungberg et al. [83, 84] modified the surface of cellulose nanocrystals (CNCs) obtained from tunicates in order to incorporate them in atactic [83] and isotactic polypropylene (PP) [84]. In both cases, the surface treatments in the CNCs were the same; the neutral suspension of CNCs was first dried and redispersed in toluene using ultra Turrax equipment; however, the CNCs did not stand in suspension and decanted. A grafting of PP-g-MA on CNCs surface was also made, but redispersing these grafted CNCs in toluene also precipitated due to the agglomerations. Finally, the aqueous suspension of CNCs was mixed to the surfactant polyoxyethylenenonylphenyl ether phosphate ester (BNA-Ceca ATO Co.) in the ratio of 4:1 surfactant: CNCs, the pH was adjusted to 8 with KOH and the suspension was lyophilized and redispersed in toluene, and this suspension did not precipitate. Subsequently, these suspensions of whiskers in toluene were mixed to the PP solubilized in toluene and films were prepared by casting with the evaporation of the toluene in a vacuum oven. Transparent nanocomposite films were obtained with the introduction of surfactant, resulting in good CNCs dispersion in PP and higher mechanical properties than pure PP films.
Uschanov et al. [128] obtained dispersed CNCs in toluene by modifying their surface with pyridine and toluene sulfonyl chloride (TsCl) solution in an inert atmosphere and adding fatty acids in the same molar concentration of TsCl. The final product was filtered, washed with methanol and ethanol and finally dried in a vacuum oven. However, such modifications have caused a decrease in thermal stability since the degradation temperature depends on the nature of the fatty acid and its degree of substitution on the cellulose surface.
Lif et al. [79] prepared hydrophobic microfibrillated cellulose (MFCs) by adding sodium periodate in the aqueous suspension at room temperature for 1 h. After MFCs were washed with water, they were dispersed in methanol. Octadecylamine and sodium cyanoborohydride was added to the MFCs in methanol, and the solid was washed with methanol, acetone and redispersed in octane. However, in order to disperse these hydrophobic MFCs in an organic solvent, neutral surfactants (without ions) were also used, which gave MFCs dispersed in diesel for up to 30 days.
Stenstad et al. [120] also modified MFCs with cerium-induced grafting; coating with hexamethylenediisocyanate by the introduction of glycidyl methacrylate (GMA) and graphitization of anhydrides. Cerium grafting reactions were carried out in suspensions of MFCs dispersed in HNO3 solution under an inert atmosphere and adding ceric (IV) ammonium nitrate (NH4)2Ce(NO3)6, followed by the addition of GMA for the polymerization. Cerium (IV) ions are strong oxidizing agents for alcohols with 1,2-glycol groups, forming chelating complexes that decompose forming free radicals in the cellulose, and in the presence of GMA monomers, these radicals enable the formation of grafted polymers on the surface of the fibers, and for each added GMA monomer, an ester group is introduced. The coating with hexamethylenediisocyanate was performed in MFCs dispersed in THF under an inert atmosphere. Hexamethylenediisocyanate and catalyst 1,4-diazabicyclo[2, 2, 2] octane (DABCO) were added and the mixture was stirred for 2 h at 50 °C. Samples were washed with THF and to the isocyanate-coated MFCs suspension, bis-3-amino propylamine and 3-diethylamino propylamine solubilized in THF were added. Grafting diisocyanates promote the formation of a hydrophobic layer on the surface of the microfibril. Isocyanates rapidly react with hydroxyls forming urethane bonds. So reactions must occur in dry solvents and any further reaction should occur immediately after the isocyanate graphitization. The amines were added to the isocyanate-functionalized MFCs to introduce positive charges to its surface because amines readily react with isocyanate forming urea bonds. For grafting anhydrides, diisopropylamine a catalyst was added to the isocyanate-coated MFCs dispersed in THF, under an inert atmosphere. Succinic or maleic anhydrides were dissolved in dry THF (0.8 M concentration) and these solutions were added to the MFCs suspension. With the introduction of anhydrides, vinyl groups were formed on the surface of the fiber and could be a starting point for the polymerization of water-insoluble monomers as an alternative to cerium-induced GMA graphitization.
Siqueira et al. [115, 117] modified the CNCs and MFCs surfaces using a long-chain isocyanate by different methods. After the chemical modification, crystalline structure destruction was not observed. Compared to CNCs, a higher grafting density was necessary to disperse MFCs in a nonpolar liquid medium.
Lin and colleagues [81] extracted CNCs from linter by acid hydrolysis with sulfuric acid (30% v/v) at 60 °C for 6 h, followed by centrifugation and neutralization with ammonia. These whiskers were acetylated with acetic anhydride solution and pyridine. After the reaction, the acetylated cellulose was washed, purified and dried. Subsequently, films were prepared by casting from a mechanical mixture of PLA solubilized in chloroform and acetylated cellulose. The nanocomposite films showed improvement in the mechanical properties of up to 61% at the maximum tensile (with 6% acetylated cellulose) and 40% in the elastic modulus (with 10% acetylated cellulose), when compared to the matrix, due to introduction of filler with high stiffness and good interfacial adhesion with PLA. Improvements in the thermal properties of nanocomposites and increase in crystallinity index were also observed. van der Berg et al. [11] isolated CNCs from tunicates via hydrolysis with sulfuric acid and with hydrochloric acid. The CNCs were dried by lyophilization and redispersed in water and organic solvents such as dimethyl sulfoxide, formic acid, m-cresol, dimethylformamide and dimethyl pyrrolidone. The CNCs were not superficially treated, and even then, they showed good dispersion in these solvents, especially those extracted with sulfuric acid and in the proportion of 1 mg/1 mL of CNCs in the solvent. However, an excessive time was used in the ultrasound to disperse the CNCs in the solvents, being able to cause breakage in the cellulosic chains, reducing their length and, consequently, the aspect ratio (L/D).
Qu and co-workers [102] extracted CNCs from wood pulp with sulfuric acid solution (15%) at 80 °C for 4 h, the mixture was filtered and washed until neutrality, the filtrate was placed in a flask with ethyl alcohol, and acetic acid was added to adjust the pH between 4 and 5. MEMO (3-Methacryloxypropyltrimethoxysilane) was added to modify the cellulose surface with silane agent and to enable its incorporation into PLA by casting. The modified CNCs presented lower thermal stability than the unmodified CNCs because the MEMO modifier presented lower stability than the CNCs, but the morphological integrity of them was maintained. The obtained nanocomposites presented higher tensile strength with 1% by mass of CNCs and 1% of v/v MEMO.
CNCs of ramie fibers were modified by Fischer esterification HCl-catalyzed reaction using di-and tricarboxylic organic acids (malonic, malic and citric acids) [119]. Some properties of modified CNCs were compared to respective CNCs obtained by acid hydrolysis using only HCl. Contrary to what the researchers supposed, a little effect of organic acid pKa was found. The functionality of the free carboxylic acid was introduced to the CNCs surface. The morphology and crystallinity of unmodified and modified CNCs were similar. The results showed that modifying CNCs with bio-based organic acids proved to be an efficient way to introduce carboxylic acid functionality on CNCs surface.
Pommet et al. [100] found a preferential growth of BCs on the surface of the natural fiber than freely in the culture medium composed by fructose, yeast extract, peptone, Na2HPO4 and citric acid. They proposed a green way to modify natural fibers by attaching bacterial cellulose nanofibers to the surface of these fibers using them as a substrate during the fermentation process of bacterial cellulose. The fermentation process in presence of natural fibers led to the formation of pellicles based on bacterial cellulose, preferably around the natural fibers. An increase in the mechanical strength of the BCs coated fibers was also observed due to the strong hydrogen bonding between the hydroxyl groups present in the BCs and the natural lignocellulosic fibers [48, 68]. So, the coating of bacterial cellulose onto cellulose fibers was considered a new form of controlling the interactions between fibers and polymer matrices because facilitates the good distribution of BCs within the matrix and improve interfacial adhesion between the fibers and the polymer matrix through mechanical interlocking.
The hydrophilic surface of BCs became hydrophobic via esterification reaction with organic acids (acetic, hexanoic and dodecanoic acids) [77]. The authors verified that the degree of surface hydroxyl group substitution decrease with the increase of carbon chain length of the organic acids used.
BCs were acetylated with acetic anhydride in the presence of iodine as a catalyst [58]. The substitution degree (DS) increased when the iodine concentration increased. They verified that the nanostructural morphology preservation is limited by conditions of temperature, time and iodine amount. The better conditions of reaction were 80 °C for 60 min and the amount of catalyst must be less than 0.125 mM. The acetylated BCs showed hydrophobic surface and good mechanical properties which favour the interactions of modified BC and the hydrophobic non-polar polymer matrix. For more drastic reactions conditions, the crystalline structure of BCs was lost.
Thus, there are different types of cellulose/nanocellulose modification reactions as described above. The following three main strategies can be observed: (i) use of a surfactant to functionalize the cellulose/nanocellulose; (ii) chemical reaction and modification of cellulose/nanocellulose in aqueous media and (iii) chemical reaction and modification of cellulose/nanocellulose in an organic solvent.
2.4 All-Based Micro and Nano-cellulose Films
In the literature, there are reported lots of studies of films obtained by casting and still few studies about continuous casting with MFCs, NFCs or CNCs.
Iwamoto et al. [63] studied CNFs films and acrylic composites reinforced with CNFs obtained by casting and extracted from Pinus commercial cellulose pulp. The fibrillation process occurred in the grinder mill with the following numbers of passes: 1; 3; 5; 9; 15 and 30. After 30 passes, the elastic modulus and mechanical tensile strength of CNFs films and acrylic nanocomposites containing CNFs decreased, indicating the decrease of CNFs aspect ratio. CNFs showed a decrease in the crystallinity and in the degree of polymerization with the increase of passes through the grinder, indicating that mechanical shear process causes degradation of cellulose. Therefore, it is necessary to ensure the effective fibrillation of fibers through the grinder, but without cellulose degradation and a decrease of CNFs aspect ratio due to mechanical shearing. In this way, it is necessary to control the fibrilation parameters and consider that each lignocellulosic fiber needs different procedures to obtain the desired final structure.
Siqueira et al. [115] addressed the study of films structured with MFCs by microfluidizer and CNCs by acid hydrolysis obtained from the loofah (Luffa cylindrical). The films were obtained by casting, i.e. by water evaporation of aqueous suspension. CNCs had a length of 242 ± 86 nm, the diameter of 5 ± 1 nm and aspect ratio of 47. MFCs had a diameter of 55 ± 15 nm and the length could not be measured. CNCs films achieved a tensile strength of 68 ± 24 MPa and elastic modulus of 2.4 ± 0.2 GPa, while MFCs films showed a tensile strength of 53 ± 19 MPa and elastic modulus of 3 ± 1 GPa. They concluded that CNCs films present greater mechanical resistance than CMFs films.
Sisal CNCs and MFCs were used to prepared cellulosic membranes. The films were obtained by casting at room temperature for five days followed by drying at 60 °C overnight [10]. The water vapour sorption and gas barrier (carbon dioxide, nitrogen, and oxygen) properties of films were evaluated. It was observed that the water diffusion coefficients were higher for CNCs films than for CMFs. This behaviour was associated with the presence of residual lignin, extractive and fatty acids at the surface of MFCs based films. The CNFs films were also much more permeable to gases than MFCs, indicating that gas molecules penetrate slower in CMFs films because of longer diffusion path. Additionally, it was supposed that the entanglements of these long flexible nanoparticles and lower porosity of the films acted as barrier domains, leading to the tortuosity of the diffusion pathway.
Bufalino [14] developed CNFs films from sawdust residues of three Amazonian species (C. goeldiana, B. parinarioides, and P. gigantocarpa) and eucalyptus (E. grandis). The fibers were pretreated with sodium hydroxide and peroxide to remove lignin and hemicelluloses. Films were produced by conventional casting from CNFs obtained with the following passes in grinder: 10; 20; 30 and 40 passes. There was observed an improvement in tensile strength and elastic modulus on CNFs films obtained from the largest number of passes in the grinder. A decrease in the opacity with the increase in the number of passes through grinder was also observed. The colour of the films varied among the species and was related to the residual lignin, different for each species. Figure 3 shows the colour variation index and transparency of the CNFs films according to the number of passes through the grinder and according to the four species studied. It is concluded that the number of passes through the grinder and the plant species influence the mechanical and optical properties of CNFs films.

Variation of color aspect index and transparency of CNFs films in relation to vegetable origin and the number of passes through grinder [111]
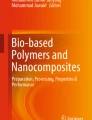
Recent works report the use of continuous casting for a scale up production of nanocellulose based films. Claro et al. [19] investigated the morphological structure, thermal and mechanical properties of CNCs and CNFs films from curaua leaf fiber and eucalyptus pulp, obtained by continuous casting. The process of continuous casting produced 6 m of dry nanocellulose film per hour and allows the films to not crack. Figure 4 showed the continuous casting scheme and CNCs/CNFs films obtained by this method.

a Scheme of the continuous casting process, curaua and eucalyptus, b CNCs films and, c CNFs films [19]
CNCs and CNFs suspensions were slowly deposited on a polyester substrate. The coating knife regulates the thickness of the sample and disperses the suspension on a polyester substrate in a pulling speed of 10 cm/min. The equipment presents two drying ovens; the first was set at 105 °C and the second at 30 °C, where the sample undergoes a rapid drying process. CNFs and CNCs films presented mechanical anisotropy due to the orientation of the nanofibers in suspension towards the continuous processing, as shown in Fig. 5.

Mechanical properties under tensile test of fibers sheets and films of CNFs and CNCs from curaua (C) and eucalyptus pulp (E): a tensile strength; b Young’s modulus; c elongation at break; d stress-strain curve of machine direction (L) and e cross direction (T) [19]
CNCs films presented higher mechanical resistance (34–36 MPa) in the longitudinal direction of processing and orientation of the nanocrystals. On the other hand, CNFs films presented higher mechanical resistance (12–18 MPa) in the transversal direction of processing and the orientation of the nanofibrils. Therefore, the continuous casting process becomes a viable process for CNCs and CNFs films with different properties and structural morphology than in conventional casting, which is due to the orientation of nanofibers and the rapid drying process.
3 Processing and Applications of Micro and Nano-cellulose Based on Biodegradable Polymers
Micro and nano-cellulose present relative high mechanical properties showing great potential as reinforcement in new biocomposites, innovative bioplastics, and advanced reinforced composite materials [98]. They also present high stiffness, strength, low density and excellent biodegradability and they can be used as a reinforcing material for different polymers, especially biodegradable ones.
Micro and nanocellulose are obtained as dilute suspension and they can be applied to polymer matrix in aqueous solution or freeze-dried aiming better dispersion. CNFs or CNCs are usually dispersed in water, thus, the simplest processing method consists of mixing the cellulose nanostructures in aqueous suspension with water-soluble polymers. This mixture can be cast and the liquid evaporated, resulting in films of nanocomposites, the conventional casting process. This method frequently results in well-dispersed nanostructures, as this avoids the aggregation of the nanomaterial due to the intercalation of the matrix and nanocellulose, preserving its individualized state. This wet casting/evaporation processing method can be extended to other liquids to cover a broader range of polymer matrices [39], but it will be necessary a solvent exchange from water to the polymer solvent, in order to guarantee the dispersion of CNC or CNF through the polymer matrix. However, when it is necessary for high-volume production, the casting or wet processing can be difficult to scale up. The dilute suspension presents stability when it is surface charged by sulfate groups, resulted from acid hydrolysis (CNCs)or from the presence of residual hemicelluloses (CNFs) [39]. But the use of micro/nano cellulose as reinforcement in polymer nanocomposites still presents some challenges and limitations due to their low thermal stability compared to the polymers, their hydrophilicity, the strong hydrogen bonds between adjacent cellulose fibrils, and poor dispersion and compatibility with nonpolar solvents and nonpolar matrices. In order to overcome some of these problems of dispersion in hydrophobic polymers, the nanocellulose structures can be dispersed in an organic solvent, chemically modified, or grafted with nonpolar molecules. However, the use of them as reinforcements in a wide variety of bio-based polymers, obtained from polysaccharides and proteins, resulted in an increase in the moisture, mechanical and barrier resistance of these materials without compromising their biodegradability [15]. The efficiency of micro/nanocelluloseas reinforcement depends on several factors, such as the good interaction between the polymer and the cellulose, good dispersion, addition of the appropriate amount of filler, among others.
The good interaction between the polymer matrix and the cellulose nanostructures, that is, the good interfacial adhesion or compatibility, together with a good dispersion, are characteristics that provide a more efficient tensile transfer from the polymer matrix to the rigid dispersed phase, resulting in an increase in the mechanical strength of the obtained nanocomposite. The compatibility between the polymer and the micro/nanocellulosecan be more easily achieved when nanocomposites are prepared with polar polymers, i.e. polymers that present polar groups in their chains, such as polyesters, polyether, polyamides, etc., which could be more compatible with the hydroxyls present in the cellulose chains, thus generating higher interfacial adhesion, resulting in much more efficient stress transfer. This good adhesion, allied to randomly dispersed micro/nanocellulose, may also provide a decrease in the permeability of water or other solvents through the polymer as it would hinder the path to be covered by the solvent molecules throughout the nanocomposite.
An important parameter to control is the amount of CNCs that should be introduced to the polymer in order to obtain nanocomposites with improved properties. For fillers with fiber aspects, the percolation threshold is related to the aspect ratio of nanofibres according to the following expression:
where (L/d) is the aspect ratio of the nanofiber, assuming a cylindrical shape, and (\({\Phi}_{c}\)) is the percolation threshold in a volumetric fraction. If it is necessary to obtain the massic fraction, \({\Phi}_{c}\) should be multiplied by the density, which for cellulose is 1.5 g/cm3 [47]. Below the percolation threshold, few improvements in the properties are observed, but when slightly larger amounts than the percolation threshold are incorporated, a three-dimensional network of nanostructures is formed, where statistically a nanocrystal will touch each other randomly, causing significant improvements in properties, especially in mechanical.
Different techniques have been utilized to produce micro- or nanocellulose-polymer composites: casting-evaporation, melt compounding, electrospinning and solution blow spinning among others.
The processing of materials reinforced with micro/nanocellulose by traditional methods in the molten state is vulnerable and susceptible to agglomeration and poor dispersion of them in the polymeric matrix. In the specified case of CNCs, most studies only found interesting results when they were dispersed in a solvent, and this suspension was mixed with the polymer solubilized in the same solvent, i.e. via casting. Thus, most studies use diluted suspension because lyophilized cellulose nanomaterials aggregate through hydrogen bonding and nanoscale is lost. Normally, lyophilized cellulose nanomaterials incorporated in polymer material request a new dilute suspension by sonication system. The simplest method consists of mixing the dilute suspension of CNC with a polymer material such as starch, for example, making the CNCs well dispersed in the polymer matrix.
Starches are abundant, cheap, biodegradable and a renewable resource material, which makes them attractive, and when together with a plasticizer, under suitable conditions of temperature and shear, the TPS (thermoplastic starch) is formed, which can be molded or mixed with other resins. The major drawback of TPS is its hydrophilicity, in addition to its poor mechanical properties. However, its use, besides reducing costs, can also improve the compatibility of cellulose nanostructures with the polymer matrix, due to the similarity of its chemical structures, which would increase the mechanical properties of the nanocomposite, that is, a compensation of losses due to the use of TPS.
CNCs extracted from cassava bagasse were investigated as reinforcement agent in natural rubber (NR) matrix. The nanoparticles in aqueous suspension were mixed with the NR latex emulsion in fraction varying from 0 to 10 wt% (dry basis). The films were obtained by casting of the mixtures. The favourable interactions between the NR matrix and CNCs filler were confirmed by the relatively high reinforcing effect. An increase from 2.2 MPa for the unfilled matrix to 102 and 154 MPa for the NR film reinforced with the nanofiller was observed [96].
The CNFs were extracted from wheat straw using steam explosion, acidic treatment and high shear mechanical treatment [71]. These nanofibrils were dispersed in regular maize starch (TPS) using glycerol as a plasticizer and high shear mixer. The films were obtained by casting. The results revealed improvement in crystallinity with the addition of CNFs. Mechanical properties increased with the increase of CNFs concentration. Barrier properties also improved with the addition of CNFs up to 10%, but further addition decreased properties due to possible CNFs agglomeration because caused reduction in matrix homogeneity and cohesion. The authors proposed that the increase in CNFs content led to the formation of denser microcrystal network, thereby increasing the mechanical properties. This dense network should decrease the diffusivity through the sample. But this increase in CNFs content may compromise the adhesion level between the nanofiller and the matrix, and the mechanical performance, also causes an increase in the diffusivity of water.
Waxy maize starch nanocrystal (WSNC) and cellulose nanocrystals (CNCs) extracted by acid hydrolysis from microcrystalline cellulose (MCC) were united in order to investigate possible synergistic effects on the normal maize starch matrix plasticized by glycerol [51]. A homogeneous distribution of the nanofillers was demonstrated and the use of CNCs and WSNC upgraded mechanical results, but no significant differences in barrier properties were obtained as compared to the use of only WSNC.
Thomas et al. [122] report another series of studies involving the use of cellulosic nanostructures (MFCs) reinforcing natural rubber (NR) latex matrix. In their specific study, ultra-fine nanocellulose from jute fibers was prepared by steam explosion method and it was used as the reinforcing agent in NR latex along with cross-linking agents, as Zinc-based and sulfur were used during the processing. The nanocomposite films were prepared from pre-vulcanized latex by casting on a glass plate followed by drying at room temperature. The mixture of the aqueous suspension in various proportions of MFCs (0–3 wt%), the latex and the cross-linking agents were done by ball milling, followed by ultra-sonication and drying. The results revealed that the distribution of the filler among the matrix was homogeneous for all the compositions. By adding 2% MFCs, a network by H-bonding interaction was created. The increase of MFCs content in the NR matrix caused a substantial increase in the mechanical properties of the nanocomposite. The vulcanizing agents used for the crosslinking in the NR matrix created a kind of Zn/cellulose complex, forming a network between the layers of NR matrix, improving the dispersion of the MFCs in the NR matrix.
Reports regarding the environmental biodegradability of the starch/CNFs nanocomposites were performed by Babaee et al. [7]. Their study investigated the effect of the addition of unmodified and acetylated CNFs extracted from the kenaf bast fibers (Hibiscus cannabinus) in starch glycerol/matrix. The nanofibers were acetylated with acetic anhydride and pyridine under reflux. The nanocomposites were prepared using the solution casting method. The influence of acetylation of CNFs on its biodegradation by white rot fungus (T. versicolor) and physicomechanical properties of nanocomposites into the matrix were investigated.
This study showed that both acetylated and non-acetylated CNFs can be used to produce a starch nanocomposite. The mechanical tests showed that the tensile strength and elastic modulus of both nanocomposites increased, in comparison to the matrix, but these improvements were lower for the acetylated ones. The storage modulus and the tan δ peak position of both nanocomposites showed improvement when compared to the matrix. Regardless of the type CNFs, their addition resulted in an increase in the Tg of the nanocomposites. Besides that, the moisture absorption of the nanocomposites reduced by addition of the acetylated nanofibers compared to the non-acetylated one. Furthermore, the fungal biodegradability results showed a longer decomposition period for nanocomposites. But, the acetylated nanocomposite needs a longer time for degradation, and it became more sustainable by replacing the hydroxyl groups with acetyl groups.
Palm oil industry generates a large amount of cellulose-rich residues as oil palm mesocarp fiber (OPMF). Targeting the use of agro-residues as raw materials for cellulose nanocrystals (CNCs) production, de Campos et al. [32, 33] obtained these CNCs from oil palm mesocarp fiber via sulfuric acid hydrolysis and microfluidization, obtaining a stable aqueous suspension and increase in cellulose crystallinity (Fig. 6). The influence of CNCs on properties of cassava starch plasticized with glycerol films was investigated. The reinforcing effect of the CNCswas significant only for loading of up to 6 wt% of CNCs, increasing the elastic modulus. Below percolation threshold, elongation at break was even higher than neat starch films. Above the percolation threshold, there was a formation of a percolating network, leading to CNCs agglomeration and decreasing the mechanical properties of the starch bionanocomposites.

Nanocomposites of chitosan with cellulose are environmentally friendly and the films presented improved physical properties. The CNFs-Chitosan nanocomposites resulted in materials with improved functional properties, in which a wide range of applicability in the field of food packaging, biomedical, water treatment, etc. could be developed. In general, the nanocomposites are obtained by a solvent casting method, electrospinning, and sol-gel transition. Chitosan (cationic) and CNCs (anionic) can be mixed to produce polyelectrolyte complexes using titration. Besides, a two-phase (chitosan and cellulose) based nanocomposites were achieved, and researchers also successfully developed a multi phase material with a high capacity of heavy metal absorption. Furthermore, blends of chitosan and cellulose/nanocellulose resulted in a material with antibacterial activity, metal ions adsorption, odour treatment properties etc. Other commonly used methods for blending are electrospinning, casting and sol-gel transition [1].
Bionanocomposites were developed by casting/evaporation wheat gluten (WG) and (CNCs) from bagasse pulp and TiO2 nanoparticles [42]. The results demonstrated that CNCs and titanium dioxide nanoparticles improved the mechanical and water vapour barrier properties of gluten films. An optimal content of 7.5% of CNCs and 0.6% of TiO2 nanoparticles improved the functional properties of WG based materials, according to tensile tests and water resistance of the bionanocomposites. The molecular mobility of amorphous WG chains was not affected by the cellulosic nanofiller. But an increment in Tg of WG/CNC could be verified with TiO2 nanoparticles incorporation. This behaviour ascribed the strong interfacial interaction between the TiO2 nanoparticles and the matrix, without disruption in the regularity of the WG chains. Paper sheets coated with the aforementioned nanocomposite exhibited excellent antimicrobial activities i.e. 100, 100 and 98.5% against S. cervisiae, E. coli, and S. aureus respectively, for 3 layers coated paper after 2 h of exposure to UVA light illumination.
On the other hand, there are some studies demonstrating that it is possible and feasible to incorporate CNC into TPS matrices in the molten state on a torque rheometer at 140 °C, and also using a twin screw extruder [32, 34, 36]. It was observed that the CNCs improved the mechanical properties of TPS in addition to decreasing their sensitivity to moisture, and any modification of these materials was necessary due to their compatibilities and chemical similarities. Lyophilization of CNCs has been the technique most used to ensure the effective dispersion of the nanoparticles through the polymeric matrix obtained by extrusion, but there are still agglomerations of nanofibers in a polymer matrix [59].
Thus, another way of incorporating cellulose nanostructures into polymers is by the melt processing of polymer nanocomposites. Extrusion and injection-moulding processes are industrially common methods; they are cheap, fast and solvent-free techniques. Due to the hydroxyl groups of cellulose, better results were obtained when cellulose nanostructures were incorporated in polar polymers or starch because strong nanofiller-matrix interactions are expected. The use of polar polymers, such as polyamides, to obtain nanocomposites with CNCs showed promising results in the increase of mechanical properties, however, it was necessary a previous treatment of CNCs, with surface coating with polyamide 6, to increase their thermal resistance in order to support the processing temperatures of polyamides [22]. There are also several studies of poly (lactic acid) (PLA) or poly (Ɛ-caprolactone) to obtain fully biodegradable nanocomposites, because they are polar and biodegradable polymers [29, 37], but they are still more expensive than commodities polymers, such as polyethylene or polypropylene. About the dispersion of hydrophilic cellulose nanostructures in conventional hydrophobic polymers by the extrusion process, it is generally necessary to match the surface properties of the filler and the matrix, i.e. modify the cellulose surface using a surfactant or covalently graft hydrophobic chains with hydroxyls, or also coating the cellulose nanomaterial with chains compatible with the matrix.
In this way, the main issues to overcome for an efficient melt processing of cellulose nanostructures reinforcing polymer nanocomposites are the aggregation of nanocellulose due to the drying process prior to melt processing, the irregular dispersion within the matrix, the low thermal stability, structural integrity after shear pressure of melt processing and orientation towards processing [39].
Film extrusion is a process in which the melt polymer is forced through a planar matrix, in which the film can be formed by blowing or not [59]. When cellulose nanofibers are added to the melt polymer to form films, some problems may arise: film breakdown; thermal degradation of the polymer matrix and/ornanocellulose; alignment of the nanocellulose and increase in viscosity due to the high aspect ratio of the particles [59]. Many studies have shown that the challenge of obtaining extruded polymeric films reinforced with nanocellulose, with improvement on mechanical and barrier properties, is the good dispersion of the nanocellulose throughout the polymer matrix [59]. Martínez-Sanz et al. [86] prepared PLA films reinforced with CNCs by extrusion and observed an elastic modulus of 2.2 GPa and mechanical tensile strength of 61 MPa, much better results than for pure polymer.
Thermoplastic starch (TPS) reinforced with microfibrillated cellulose (MFCs) were prepared via extrusion. The yield strength was improved by ~50% and stiffness by ~250% upon adding 20 wt% MFC compared to neat TPS [78].
de Campos et al. [29] dispersed CNCs in TPS and PCL nanocomposites by the aqueous suspension. The authors first obtained CNCs from sisal by alkali treatment followed by sulfuric acid hydrolysis. The CNCs neutral suspension was dispersed in starch prior to extrusion to obtain TPS and TPS/PCL nanocomposite. They observed greater dispersibility of the CNC with lower concentration. High concentration of CNC in nanocomposite presented agglomeration and compromised mechanical performance, while lower CNC concentration improved the mechanical properties. The displacement and narrowing of the carbonyl band of the blend with 5% CNC showed the interaction between carbonyl groups of PCL with OH groups of CNC, and avoided the interaction between CNCs, preventing their aggregation.
Electrospinning is a technology widely used for fibers formation. This technique uses electrical forces to produce polymer fibers with diameters ranging from 2 nm to several micrometres using bio-based polymer solutions or synthetic polymers is a process that offers capabilities for producing nanofibers and fabrics with controllable pore structure [12]. Electrospun fibers have been applied in various areas, such as, nanocatalysis, tissue engineering scaffolds, protective clothing, filtration, biomedical, pharmaceutical, optical electronics, healthcare, biotechnology, defense and security, and environmental engineering, due to its smaller pores and higher surface area than regular fibers [12]. The technique consists of feeding a polymer solution into a stream of pressurized air using a concentric nozzle. When the aerodynamic forces overcome the solution surface tension, a solution jet jettisons towards a collector and the solvent is evaporated forming polymer fibers that are collected as non-woven mats [27].
Recent studies showed that the use of poly (ethylene oxide) (PEO) as a matrix to obtain nanocomposite fibers containing CNCs and CNFs by electrospinning [73]. The incorporation of CNCs increased the elastic modulus in two times and mechanical tensile strength in 2.5 times in relation to pure PEO [131]. The incorporation of CNFs also increased the elastic modulus and mechanical tensile strength in more than two times in relation to neat PEO, indicating the potential use of cellulose nanofibers as reinforcement in nanocomposites obtained by electrospinning [129].
Solution Blow Spinning (SBS) is a technique for commercial-scale nanofiber production, with lower cost compared to electrospinning [27]. The SBS process is compatible with a wider variety of solvents than electrospinning and eliminates the necessity of using high voltages [26, 94] and it is a great advantage to be more portable, because with the commercial airbrush systems, depositing fibers on a broad range of collectors and surfaces are facilitated[9, 126]. The applications for SBS include their use in sensors and biosensors, wound dressings, tissue sutures, drug delivery materials, filter membranes and adsorbents [27, 94]. da Silva Parize et al. [27] prepared bio-based nanocomposites of PLA and CNCs by SB-Spinning (Fig. 7). CNCs were obtained from Eucalyptus kraft pulp by sulfuric acid hydrolysis (CNC) and esterified with maleic anhydride (CNCAM), they were applied in PLA solubilized into dimethyl carbonate (DMC) as a solvent. The authors observed that CNCs of both sulfate groups and modified with maleic anhydride acted as nucleating agents and tends to favour the formation of PLA crystals of higher stability since the CNCs of both methods presented crystallinity of around 64%. It is assumed that a fraction of the CNCs are on the surface of the PLA fibers since the hydrophilicity of the composite films increased significantly.

Adapted from da Parize et al. [27]
CNCs from Eucalyptus kraft pulp applied in PLA nanofibers.
4 General Applications
Nanocellulose and cellulose microfibrils present various potential applications and have the advantage of being derived from natural sources and often a vegetal residue. There are several potential applications, such as barrier [6] for liquid and gaseous materials, reinforcement of plastics and cement, sensors of oil and gas industry, medical devices as special dressings and prostheses [25, 80], in paints, coatings, films and foams, cosmetics, photonics and in electrical as field effect transistors (FET) [49] and electronic industries, solar cells, etc. [24].
The use of nanocellulose as reinforcement is already well understood. Both microfibrils, nanofibrils and cellulose nanocrystals improve especially the mechanical properties as well as thermal properties. The mechanical reinforcement is related to cellulose hydrogen bonding network within the polymer matrix.
MFCs-, CNFs- and CNCs-based polymer nanocomposites provide improvements in barrier properties. These characteristics are dependent on the fibrils morphology of cellulose because their morphology can act as a barrier for the penetration, as well as diffusion of liquid and even gaseous materials into the cellulose-based film [89].
Cellulose-based composite has been applied also as sensor materials. The gas-sensing material can be fabricated from inorganic semiconductor metal oxides, inserting a small amount of metal atom or organic conducting polymer [127]. However, in both systems, they are not entirely satisfactory. The mixture of both and the cellulose can result in a flexible and conductive material. Because cellulose can hold inorganic particles and consequently gain flexibility, being suitable for use as a gas sensor [127].
Lin and Dufresne [80] reported a series of applications of nanocellulose as biomedical materials. They highlighted these nanostructures as a “gif” provides by Nature. Its physical properties, special surface chemistry, biocompatibility, biodegradability and low toxicity make the nanocellulosea potential source of production of diverse biomedical materials as tissue bioscaffolds for cellular culture, drug excipient and drug delivery, immobilization and recognition of enzyme/protein and development in substitutes/medical materials like blood vessel, cartilage and tissue repair
Nanocellulose applied to photonic have the main interest related to have the liquid crystalline behaviour of CNCs which gives rise to iridescent films of defined optical character and because both CNCs and CNFs may form optically transparent stand-alone films. The evaporation of aqueous suspensions from CNCs can form chiral nematic, iridescent and coloured films which depends on polydispersity of the CNC sizes [2].
Another topic of great interest is a nanocellulose-based coating for controlled release of drugs, in the form of membranes. In addition, modified CNC can be used with aromatic groups, which can control the release of amino acids, being a promising candidate in the immobilization of proteins, preserving the structural integrity of the protein and increasing the activity and long-term storage stability [121].
In food industry nanocellulose acts as a food stabilizer. They have a better affinity with water than with oil and in some cases, nanocellulose may be substituted for oil in some cases to produce low-calorie foods acting as a functional food ingredient [52]. The barrier properties increase the protection and preservation of products and can increase the shelf-life of food [76].
5 Conclusions
Microfibrils and cellulose nanofibers can be obtained by several methods and their performance in determined applications depends on the extraction methodology and their dispersion in the matrix. In this way, the improvements that the microfibrils and nanocellulose could give to the polymer nanocomposite depend upon their type and dispersion and also the good interface interactions or compatibility between the microfibrils and nanocellulose and polymer. These are characteristics that provide a more efficient tensile transfer from the polymer matrix to the rigid dispersed phase, resulting in the mechanical improvement of the obtained composites.
References
Abdul Khalil HPS, Saurabh CK, Adnan AS et al (2016) A review on chitosan-cellulose blends and nanocellulose reinforced chitosan biocomposites: Properties and their applications. Carbohydr Polym 150:216–226
Abitbol T, Rivkin A, Cao Y et al (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88
Agustin MB, Nakatsubo F, Yano H (2016) Products of low-temperature pyrolysis of nanocellulose esters and implications for the mechanism of thermal stabilization. Cellulose 23:2887–2903. https://doi.org/10.1007/s10570-016-1004-0
Alemdar A, Sain M (2008) Biocomposites from wheat straw nanofibers: morphology, thermal and mechanical properties. Compos Sci Technol 68:557–565. https://doi.org/10.1016/j.compscitech.2007.05.044
Araujo MAM, Sena Neto AR, Hage E et al (2015) Curaua leaf fiber (Ananas comosus var. erectifolius) reinforcing poly(lactic acid) biocomposites: formulation and performance. Polym Compos 36:1520–1530. https://doi.org/10.1002/pc.23059
Azeredo HMC, Rosa MF, Mattoso LHC (2017) Nanocellulose in bio-based food packaging applications. Ind Crops Prod 97:664–671. https://doi.org/10.1016/j.indcrop.2016.03.013
Babaee M, Jonoobi M, Hamzeh Y, Ashori A (2015) Biodegradability and mechanical properties of reinforced starch nanocomposites using cellulose nanofibers. Carbohydr Polym 132:1–8. https://doi.org/10.1016/j.carbpol.2015.06.043
Bahrin EK, Baharuddin AS, Ibrahim MF et al (2012) Physicochemical property changes and enzymatic hydrolysis enhancement of oil palm empty fruit bunches treated with superheated steam. BioResources 7:1784–1801. https://doi.org/10.15376/biores.7.2.1784-1801
Behrens AM, Casey BJ, Sikorski MJ et al (2014) In situ deposition of PLGA nanofibers via solution blow spinning. ACS Macro Lett 3:249–254. https://doi.org/10.1021/mz500049x
Belbekhouche S, Bras J, Siqueira G et al (2011) Water sorption behavior and gas barrier properties of cellulose whiskers and microfibrils films. Carbohydr Polym 83:1740–1748. https://doi.org/10.1016/j.carbpol.2010.10.036
van der Berg O, Capadona JR, Weder C (2007) Preparation of homogeneous dispersions of tunicate cellulose whiskers in organic solvents. Biomacromol 8:1353–1357. https://doi.org/10.1021/bm061104q
Bhardwaj N, Kundu SC (2010) Electrospinning: A fascinating fiber fabrication technique. Biotechnol Adv 28:325–347. https://doi.org/10.1016/j.biotechadv.2010.01.004
Bondancia TJ, Mattoso LHC, Marconcini JM, Farinas CS (2017) A new approach to obtain cellulose nanocrystals and ethanol from eucalyptus cellulose pulp via the biochemical pathway. Biotechnol Prog 33:1085–1095. https://doi.org/10.1002/btpr.2486
Bufalino L (2014) Filmes de nanocelulose a partir de resíduos madeireiros da Amazônia. UFLA 106
Carmona VB, Corrêa AC, Marconcini JM, Mattoso LHC (2015) Properties of a biodegradable ternary blend of thermoplastic starch (TPS), Poly(ε-Caprolactone) (PCL) and Poly(Lactic Acid) (PLA). J Polym Environ 23:83–89. https://doi.org/10.1007/s10924-014-0666-7
Chen Y, Wu Q, Huang B et al (2015) Isolation and characteristics of cellulose and nanocellulose from lotus leaf stalk agro-wastes. BioResources 10:684–696
Chen L, Zhu JY, Baez C et al (2016) Highly thermal-stable and functional cellulose nanocrystals and nanofibrils produced using fully recyclable organic acids. Green Chem 18:3835–3843. https://doi.org/10.1039/C6GC00687F
Chin KM, Sung Ting S, Ong HL, Omar M (2018) Surface functionalized nanocellulose as a veritable inclusionary material in contemporary bioinspired applications: a review. J Appl Polym Sci 135. https://doi.org/10.1002/app.46065
Claro PIC, Corrêa AC, de Campos A et al (2018) Curaua and eucalyptus nanofibers films by continuous casting: mechanical and thermal properties. Carbohydr Polym 181:1093–1101. https://doi.org/10.1016/j.carbpol.2017.11.037
Corradini E, Teixeira EM, Paladin PD et al (2009) Thermal stability and degradation kinetic study of white and colored cotton fibers by thermogravimetric analysis. J Therm Anal Calorim 97:415–419
Corradini E, Imam SH, Agnelli JM, Mattoso LHC (2009a) Effect of coconut, sisal and jute fibers on the properties of starch/gluten/glycerol matrix. J Polym Environ 17:1–9. https://doi.org/10.1007/s10924-009-0115-1
Corrêa AC, de Morais Teixeira E, Carmona VB et al (2014) Obtaining nanocomposites of polyamide 6 and cellulose whiskers via extrusion and injection molding. Cellulose 21:311–322. https://doi.org/10.1007/s10570-013-0132-z
Corrêa AC, de Teixeira EM, Pessan LA, Mattoso LHC (2010) Cellulose nanofibers from curaua fibers. Cellulose 17:1183–1192. https://doi.org/10.1007/s10570-010-9453-3
Costa SV, Pingel P, Janietz S, Nogueira AF (2016) Inverted organic solar cells using nanocellulose as substrate. J Appl Polym Sci 133. https://doi.org/10.1002/app.43679
Czaja WK, Young DJ, Kawecki M, Brown RM (2007) The future prospects of microbial cellulose in biomedical applications. Biomacromol 8:1–12
da Silva Parize DD, Foschini MM, de Oliveira JE et al (2016) Solution blow spinning: parameters optimization and effects on the properties of nanofibers from poly(lactic acid)/dimethyl carbonate solutions. J Mater Sci 51:4627–4638. https://doi.org/10.1007/s10853-016-9778-x
da Silva Parize DD, de Oliveira JE, Williams T et al (2017) Solution blow spun nanocomposites of poly(lactic acid)/cellulose nanocrystals from Eucalyptus kraft pulp. Carbohydr Polym 174:923–932. https://doi.org/10.1016/j.carbpol.2017.07.019
Davoodi MM, Sapuan SM, Ahmad D et al (2010) Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater Des 31:4927–4932. https://doi.org/10.1016/j.matdes.2010.05.021
de Campos A, Teodoro KBR, Teixeira EM et al (2013) Properties of thermoplastic starch and TPS/polycaprolactone blend reinforced with sisal whiskers using extrusion processing. Polym Eng Sci 53:800–808. https://doi.org/10.1002/pen.23324
de Campos A, Correa AC, Cannella D et al (2013) Obtaining nanofibers from curaua and sugarcane bagasse fibers using enzymatic hydrolysis followed by sonication. Cellulose 20:1491–1500. https://doi.org/10.1007/s10570-013-9909-3
de Campos A, Tonoli GHD, Marconcini JM et al (2013) TPS/PCL composite reinforced with treated sisal fibers: property, biodegradation and water-absorption. J Polym Environ 21:1–7. https://doi.org/10.1007/s10924-012-0512-8
de Campos A, de Neto ARS, Rodrigues VB et al (2017a) Production of cellulose nanowhiskers from oil palm mesocarp fibers by acid hydrolysis and microfluidization. J Nanosci Nanotechnol 17:4970–4976. https://doi.org/10.1166/jnn.2017.13451
de Campos A, Sena Neto AR, Rodrigues VB et al (2017b) Bionanocomposites produced from cassava starch and oil palm mesocarp cellulose nanowhiskers. Carbohydr Polym 175:330–336. https://doi.org/10.1016/j.carbpol.2017.07.080
de Morais Teixeira E, Pasquini D, Curvelo AAS et al (2009) Cassava bagasse cellulose nanofibrils reinforced thermoplastic cassava starch. Carbohydr Polym 78:422–431. https://doi.org/10.1016/j.carbpol.2009.04.034
de Morais Teixeira E, Corrêa AC, Manzoli A et al (2010) Cellulose nanofibers from white and naturally colored cotton fibers. Cellulose 17:595–606. https://doi.org/10.1007/s10570-010-9403-0
de Morais Teixeira E, Bondancia TJ, Teodoro KBR et al (2011) Sugarcane bagasse whiskers: Extraction and characterizations. Ind Crops Prod 33:63–66. https://doi.org/10.1016/j.indcrop.2010.08.009
de Morais Teixeira E, de Campos A, Marconcini JM et al (2014) Starch/fiber/poly(lactic acid) foam and compressed foam composites. RSC Adv 4:6616. https://doi.org/10.1039/c3ra47395c
dos Santos RM, Flauzino Neto WP, Silvério HA et al (2013) Cellulose nanocrystals from pineapple leaf, a new approach for the reuse of this agro-waste. Ind Crops Prod 50:707–714. https://doi.org/10.1016/j.indcrop.2013.08.049
Dufresne A (2018) Cellulose nanomaterials as green nanoreinforcements for polymer nanocomposites. Philos Trans R Soc A Math Phys Eng Sci 376:20170040. https://doi.org/10.1098/rsta.2017.0040
Dufresne A, Castaño J (2016) Polysaccharide nanomaterial reinforced starch nanocomposites: a review. Starch/Staerke 1–19. https://doi.org/10.1002/star.201500307
Eichhorn SJ, Dufresne A, Aranguren M et al (2010) Review: current international research into cellulose nanofibres and nanocomposites. J Mater Sci 45:1–33. https://doi.org/10.1007/s10853-009-3874-0
El-Wakil NA, Hassan EA, Abou-Zeid RE, Dufresne A (2015) Development of wheat gluten/nanocellulose/titanium dioxide nanocomposites for active food packaging. Carbohydr Polym 124:337–346. https://doi.org/10.1016/j.carbpol.2015.01.076
Fahma F, Iwamoto S, Hori N et al (2010) Isolation, preparation, and characterization of nanofibers from oil palm empty-fruit-bunch (OPEFB). Cellulose 17:977–985. https://doi.org/10.1007/s10570-010-9436-4
Filson PB, Dawson-Andoh BE (2009) Characterization of sugars from model and enzyme-mediated pulp hydrolyzates using high-performance liquid chromatography coupled to evaporative light scattering detection. Bioresour Technol 100:6661–6664. https://doi.org/10.1016/j.biortech.2008.12.067
Flauzino Neto WP, Silvério HA, Dantas NO, Pasquini D (2013) Extraction and characterization of cellulose nanocrystals from agro-industrial residue—Soy hulls. Ind Crops Prod 42:480–488. https://doi.org/10.1016/j.indcrop.2012.06.041
Forsman N, Lozhechnikova A, Khakalo A et al (2017) Layer-by-layer assembled hydrophobic coatings for cellulose nanofibril films and textiles, made of polylysine and natural wax particles. Carbohydr Polym 173:392–402. https://doi.org/10.1016/j.carbpol.2017.06.007
Garcia de Rodriguez NL, Thielemans W, Dufresne A (2006) Sisal cellulose whiskers reinforced polyvinyl acetate nanocomposites. Cellulose 13:261–270. https://doi.org/10.1007/s10570-005-9039-7
Gardner DJ, Oporto GS, Mills R, Samir MASA (2008) Adhesion and Surface Issues in Cellulose and Nanocellulose. J Adhesion Sci Technol 22:545–567. https://doi.org/10.1163/156856108X295509
Gaspar D, Fernandes SN, De Oliveira AG et al (2014) Nanocrystalline cellulose applied simultaneously as the gate dielectric and the substrate in flexible field effect transistors. Nanotechnology 25. https://doi.org/10.1088/0957-4484/25/9/094008
Ghaderi M, Mousavi M, Yousefi H, Labbafi M (2014) All-cellulose nanocomposite film made from bagasse cellulose nanofibers for food packaging application. Carbohydr Polym 104:59–65. https://doi.org/10.1016/j.carbpol.2014.01.013
González K, Retegi A, González A et al (2015) Starch and cellulose nanocrystals together into thermoplastic starch bionanocomposites. Carbohydr Polym 117:83–90. https://doi.org/10.1016/j.carbpol.2014.09.055
Gómez HC, Serpa A, Velásquez-Cock J et al (2016) Vegetable nanocellulose in food science: a review. Food Hydrocoll. 57:178–186
Harmaen AS, Khalina A, Azowa I et al (2015) Thermal and biodegradation properties of poly(lactic acid)/fertilizer/oil palm fibers blends biocomposites. Polym Compos 36:576–583. https://doi.org/10.1002/pc.22974
Hassan ML, Bras J, Hassan EA, et al (2012) Polycaprolactone/ Modified Bagasse Whisker Nanocomposites with Improved Moisture-Barrier and Biodegradability Properties. J Appl Polym Sci 1–10. https://doi.org/10.1002/app
Henriksson M, Henriksson G, Berglund LA, Lindström T (2007) An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur Polym J 43:3434–3441. https://doi.org/10.1016/j.eurpolymj.2007.05.038
Henrique MA, Silvério HA, Flauzino Neto WP, Pasquini D (2013) Valorization of an agro-industrial waste, mango seed, by the extraction and characterization of its cellulose nanocrystals. J Environ Manage 121:202–209. https://doi.org/10.1016/j.jenvman.2013.02.054
Hindi SSZ (2017) Microcrystalline cellulose: the inexhaustible treasure for pharmaceutical industry. Nanosci Nanotechnol Res 4:17–24. https://doi.org/10.12691/nnr-4-1-3
Hu W, Chen S, Xu Q, Wang H (2011) Solvent-free acetylation of bacterial cellulose under moderate conditions. Carbohydr Polym 83:1575–1581. https://doi.org/10.1016/j.carbpol.2010.10.016
Hubbe MA, Ferrer A, Tyagi P et al (2017) Nanocellulose in thin films, coatings, and plies for packaging applications: a review. BioResources 12:2143–2233
Hubbe M, Rojas OJ, Lucia L, Sain M (2008) Cellulosic Nanocomposites: a review. BioResources 3:929–980. https://doi.org/10.15376/biores.3.3.929-980
Ibrahim Nor Azowa, Hadithon Kamarul Arifin, Abdan K (2010) Effect of fiber treatment on mechanical properties of kenaf fiber-Ecoflex composites. J Reinf Plast Compos 29:2192–2198. https://doi.org/10.1177/0731684409347592
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85. https://doi.org/10.1039/C0NR00583E
Iwamoto S, Nakagaito AN, Yano H (2007) Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl Phys A Mater Sci Process 89:461–466. https://doi.org/10.1007/s00339-007-4175-6
Jia C, Chen L, Shao Z et al (2017) Using a fully recyclable dicarboxylic acid for producing dispersible and thermally stable cellulose nanomaterials from different cellulosic sources. Cellulose 24:2483–2498. https://doi.org/10.1007/s10570-017-1277-y
Johar N, Ahmad I, Dufresne A (2012) Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Ind Crops Prod 37:93–99. https://doi.org/10.1016/j.indcrop.2011.12.016
Kaisangsri N, Kerdchoechuen O, Laohakunjit N (2014) Characterization of cassava starch based foam blended with plant proteins, kraft fiber, and palm oil. Carbohydr Polym 110:70–77. https://doi.org/10.1016/j.carbpol.2014.03.067
Kalia S, Boufi S, Celli A, Kango S (2014) Nanofibrillated cellulose: surface modification and potential applications. Colloid Polym Sci 292:5–31. https://doi.org/10.1007/s00396-013-3112-9
Kalia S, Dufresne A, Cherian BM t al (2011) Cellulose-based bio- and nanocomposites: a review. Int J Polym Sci 2011
Kamel S (2007) Nanotechnology and its applications in lignocellulosic composites, a mini review. Express Polym Lett 1:546–575
Kargarzadeh H, Mariano M, Huang J et al (2017) Recent developments on nanocellulose reinforced polymer nanocomposites: a review. Polym (United Kingdom) 132:368–393
Kaushik A, Singh M, Verma G (2010) Green nanocomposites based on thermoplastic starch and steam exploded cellulose nanofibrils from wheat straw. Carbohydr Polym 82:337–345. https://doi.org/10.1016/j.carbpol.2010.04.063
Khalil HPSA, Davoudpour Y, Aprilia NAS, Mustapha A, Hossain S, Islam N, Dungani R (2014) Nanocellulose-based polymer nanocomposite: isolation, characterization and applications. In: nanocellulose polymer nanocomposites. John Wiley & Sons, Inc., p 273–309. ISBN: 978-1-118-87190-4
Kim JH, Shim BS, Kim HS et al (2015) Review of nanocellulose for sustainable future materials. Int J Precis Eng. Manuf Green Technol 2:197–213
Lam NT, Chollakup R, Smitthipong W et al (2017) Characterization of cellulose nanocrystals extracted from sugarcane bagasse for potential biomedical materials. Sugar Tech 19:539–552. https://doi.org/10.1007/s12355-016-0507-1
Lamaming J, Hashim R, Sulaiman O et al (2015) Cellulose nanocrystals isolated from oil palm trunk. Carbohydr Polym 127:202–208. https://doi.org/10.1016/j.carbpol.2015.03.043
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90:735–764
Lee KY, Quero F, Blaker JJ et al (2011) Surface only modification of bacterial cellulose nanofibres with organic acids. Cellulose 18:595–605. https://doi.org/10.1007/s10570-011-9525-z
Lendvai L, Karger-Kocsis J, Kmetty Á, Drakopoulos SX (2016) Production and characterization of microfibrillated cellulose-reinforced thermoplastic starch composites. J Appl Polym Sci 133. https://doi.org/10.1002/app.42397
Lif A, Stenstad P, Syverud K et al (2010) Fischer-Tropsch diesel emulsions stabilised by microfibrillated cellulose and nonionic surfactants. J Colloid Interface Sci 352:585–592. https://doi.org/10.1016/j.jcis.2010.08.052
Lin N, Dufresne A (2014) Nanocellulose in biomedicine: current status and future prospect. Eur Polym J 59:302–325. https://doi.org/10.1016/j.eurpolymj.2014.07.025
Lin N, Huang J, Chang PR et al (2011) Surface acetylation of cellulose nanocrystal and its reinforcing function in poly(lactic acid). Carbohydr Polym 83:1834–1842. https://doi.org/10.1016/j.carbpol.2010.10.047
Liu Q, Lu Y, Aguedo M et al (2017) Isolation of high-purity cellulose nanofibers from wheat straw through the combined environmentally friendly methods of steam explosion, microwave-assisted hydrolysis, and microfluidization. ACS Sustain Chem Eng 5:6183–6191. https://doi.org/10.1021/acssuschemeng.7b01108
Ljungberg N, Bonini C, Bortolussi F et al (2005) New nanocomposite materials reinforced with cellulose whiskers in atactic polypropylene: effect of surface and dispersion characteristics. Biomacromol 6:2732–2739. https://doi.org/10.1021/bm050222v
Ljungberg N, Cavaillé JY, Heux L (2006) Nanocomposites of isotactic polypropylene reinforced with rod-like cellulose whiskers. Polymer (Guildf) 47:6285–6292. https://doi.org/10.1016/j.polymer.2006.07.013
Mandal A, Chakrabarty D (2011) Isolation of nanocellulose from waste sugarcane bagasse (SCB) and its characterization. Carbohydr Polym 86:1291–1299. https://doi.org/10.1016/j.carbpol.2011.06.030
Martínez-Sanz M, Lopez-Rubio A, Lagaron JM (2012) Optimization of the dispersion of unmodified bacterial cellulose nanowhiskers into polylactide via melt compounding to significantly enhance barrier and mechanical properties. Biomacromol 13:3887–3899. https://doi.org/10.1021/bm301430j
Miao X, Lin J, Tian F et al (2016) Cellulose nanofibrils extracted from the byproduct of cotton plant. Carbohydr Polym 136:841–850. https://doi.org/10.1016/j.carbpol.2015.09.056
El Miri N, Abdelouahdi K, Barakat A et al (2015) Bio-nanocomposite films reinforced with cellulose nanocrystals: rheology of film-forming solutions, transparency, water vapor barrier and tensile properties of films. Carbohydr Polym 129:156–167. https://doi.org/10.1016/j.carbpol.2015.04.051
Mishra RK, Sabu A, Tiwari SK (2018) Materials chemistry and the futurist eco-friendly applications of nanocellulose: status and prospect. J Saudi Chem Soc 22:949. https://doi.org/10.1016/j.jscs.2018.02.005
Moon RJ, Martini A, Nairn J et al (2011) Cellulose nanomaterials review: structure, properties and nanocomposites
Nakagaito AN, Iwamoto S, Yano H (2005) Bacterial cellulose: the ultimate nano-scalar cellulose morphology for the production of high-strength composites. Appl Phys A Mater Sci Process 80:93–97. https://doi.org/10.1007/s00339-004-2932-3
Nechyporchuk O, Belgacem MN, Bras J (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25
Nikmatin S, Syafiuddin A, Irwanto DAY (2017) Properties of oil palm empty fruit bunch-filled recycled acrylonitrile butadiene styrene composites: effect of shapes and filler loadings with random orientation. BioResources 12:1090–1101. https://doi.org/10.15376/biores.12.1.1090-1101
Oliveira JE, Moraes EA, Costa RGF et al (2011) Nano and submicrometric fibers of poly(D, L -lactide) obtained by solution blow spinning: process and solution variables. J Appl Polym Sci 122:3396–3405. https://doi.org/10.1002/app.34410
Pasquini D, de Teixeira EM, da Curvelo AA et al (2008) Surface esterification of cellulose fibres: processing and characterisation of low-density polyethylene/cellulose fibres composites. Compos Sci Technol 68:193–201. https://doi.org/10.1016/j.compscitech.2007.05.009
Pasquini D, de Teixeira EM, da Curvelo AA S et al (2010) Extraction of cellulose whiskers from cassava bagasse and their applications as reinforcing agent in natural rubber. Ind Crops Prod 32:486–490. https://doi.org/10.1016/j.indcrop.2010.06.022
Pelissari FM, Sobral PJDA, Menegalli FC (2014) Isolation and characterization of cellulose nanofibers from banana peels. Cellulose 21:417–432. https://doi.org/10.1007/s10570-013-0138-6
Peng Y, Gardner DJ, Han Y et al (2013) Influence of drying method on the material properties of nanocellulose I: thermostability and crystallinity. Cellulose 20:2379–2392. https://doi.org/10.1007/s10570-013-0019-z
Petersson L, Oksman K (2006) Preparation and properties of biopolymer-based nanocomposite films using microcrystalline cellulose. In: ACS Symposium Series. pp 132–150
Pommet M, Juntaro J, Heng JYY et al (2008) Surface modification of natural fibers using bacteria: depositing bacterial cellulose onto natural fibers to create hierarchical fiber reinforced nanocomposites. Biomacromol 9:1643–1651. https://doi.org/10.1021/bm800169g
Pääkko M, Ankerfors M, Kosonen H et al (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromol 8:1934–1941. https://doi.org/10.1021/bm061215p
Qu P, Zhou Y, Zhang X et al (2012) Surface modification of cellulose nanofibrils for poly(lactic acid) composite application. J Appl Polym Sci 125:3084–3091. https://doi.org/10.1002/app.36360
Ran F, Tan Y (2018) Polyaniline-based composites and nanocomposites. Elsevier, Amsterdam
Rodrigues APH, de Souza SD, Gil CSB et al (2017) Biobased nanocomposites based on collagen, cellulose nanocrystals, and plasticizers. J Appl Polym Sci 134:. https://doi.org/10.1002/app.44954
Rojas J, Bedoya M, Ciro Y (2015) World’ s largest science, technology & medicine open access book publisher current trends in the production of cellulose nanoparticles and nanocomposites for biomedical applications. Cellul Asp Curr Trends 193–228. https://doi.org/10.5772/61334
Roman M, Winter WT (2004) Effect of sulfate groups from sulfuric acid hydrolysis on the thermal degradation behavior of bacterial cellulose. Biomacromol 5:1671. https://doi.org/10.1021/bm034519+
Rosa MF, Medeiros ES, Malmonge J a., et al (2010) Cellulose nanowhiskers from coconut husk fibers: effect of preparation conditions on their thermal and morphological behavior. Carbohydr Polym 81:83–92. https://doi.org/10.1016/j.carbpol.2010.01.059
Roy D, Semsarilar M, Guthrie JT, Perrier S (2009) Cellulose modification by polymer grafting: a review. Chem Soc Rev 38:2046. https://doi.org/10.1039/b808639g
Salehudin MH, Salleh E, Muhamad II, Mamat SNH (2014) Starch-based biofilm reinforced with empty fruit bunch cellulose nanofibre. Mater Res Innov 18:S6-322–S6-325. https://doi.org/10.1179/1432891714z.000000000977
Santana JS, do Rosário JM, Pola CC et al (2017) Cassava starch-based nanocomposites reinforced with cellulose nanofibers extracted from sisal. J Appl Polym Sci 134:1–9. https://doi.org/10.1002/app.44637
Scatolino MV, Bufalino L, Mendes LM et al (2017) Impact of nanofibrillation degree of eucalyptus and Amazonian hardwood sawdust on physical properties of cellulose nanofibril films. Wood Sci Technol 51:1095–1115. https://doi.org/10.1007/s00226-017-0927-4
Shankar S, Rhim JW (2016) Preparation of nanocellulose from micro-crystalline cellulose: the effect on the performance and properties of agar-based composite films. Carbohydr Polym 135:18–26. https://doi.org/10.1016/j.carbpol.2015.08.082
Silvério HA, Flauzino Neto WP, Dantas NO, Pasquini D (2013) Extraction and characterization of cellulose nanocrystals from corncob for application as reinforcing agent in nanocomposites. Ind Crops Prod 44:427–436. https://doi.org/10.1016/j.indcrop.2012.10.014
Siqueira G, Bras J, Dufresne A (2009) Cellulose whiskers versus microfibrils: influence of the nature of the nanoparticle and its surface functionalization on the thermal and mechanical properties of nanocomposites. Biomacromol 10:425–432. https://doi.org/10.1021/bm801193d
Siqueira G, Bras J, Dufresne A (2010) Luffa cylindrica as a lignocellulosic source of fiber, microfibrillated cellulose, and cellulose nanocrystals. BioResources 5:727–740. https://doi.org/10.15376/biores.5.2.727-740
Siqueira G, Fraschini C, Bras J et al (2011) Impact of the nature and shape of cellulosic nanoparticles on the isothermal crystallization kinetics of poly(ε-caprolactone). Eur Polym J 47:2216–2227. https://doi.org/10.1016/j.eurpolymj.2011.09.014
Siqueira G, Tapin-Lingua S, Bras J et al (2010) Morphological investigation of nanoparticles obtained from combined mechanical shearing, and enzymatic and acid hydrolysis of sisal fibers. Cellulose 17:1147–1158. https://doi.org/10.1007/s10570-010-9449-z
Souza SF, Lopez A, Cai JHUI, Wu C (2010) Nanocellulose from curava fibers and their nanocomposites. Mol Crust Liq Cryst 522:342–352. https://doi.org/10.1080/15421401003722955
Spinella S, Maiorana A, Qian Q et al (2016) Concurrent cellulose hydrolysis and esterification to prepare a surface-modified cellulose nanocrystal decorated with carboxylic acid moieties. ACS Sustain Chem Eng 4:1538–1550. https://doi.org/10.1021/acssuschemeng.5b01489
Stenstad P, Andresen M, Tanem BS, Stenius P (2008) Chemical surface modifications of microfibrillated cellulose. Cellulose 15:35–45. https://doi.org/10.1007/s10570-007-9143-y
Tan L, Mandley SJ, Peijnenburg W et al (2018) Combining ex-ante LCA and EHS screening to assist green design: a case study of cellulose nanocrystal foam. J Clean Prod 178:494–506. https://doi.org/10.1016/j.jclepro.2017.12.243
Thomas MG, Abraham E, Jyotishkumar P et al (2015) Nanocelluloses from jute fibers and their nanocomposites with natural rubber: preparation and characterization. Int J Biol Macromol 81:768–777. https://doi.org/10.1016/j.ijbiomac.2015.08.053
Tonoli GHD, de Morais Teixeira E, Corrêa C et al (2012a) Cellulose micro/nanofibres from Eucalyptus kraft pulp: preparation and properties. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2012.02.052
Tonoli GHD, de Morais Teixeira E, Corrêa CC et al (2012b) Cellulose micro/nanofibres from Eucalyptus kraft pulp: Preparation and properties. Carbohydr Polym 89:80–88. https://doi.org/10.1016/j.carbpol.2012.02.052
Trache D, Hussin MH, Hui Chuin CT et al (2016) Microcrystalline cellulose: Isolation, characterization and bio-composites application—a review. Int J Biol Macromol 93:789–804
Tutak W, Sarkar S, Lin-Gibson S et al (2013) The support of bone marrow stromal cell differentiation by airbrushed nanofiber scaffolds. Biomaterials 34:2389–2398. https://doi.org/10.1016/j.biomaterials.2012.12.020
Ummartyotin S, Manuspiya H (2015) A critical review on cellulose: from fundamental to an approach on sensor technology. Renew Sustain Energy Rev 41:402–412. https://doi.org/10.1016/j.rser.2014.08.050
Uschanov P, Johansson LS, Maunu SL, Laine J (2011) Heterogeneous modification of various celluloses with fatty acids. Cellulose 18:393–404. https://doi.org/10.1007/s10570-010-9478-7
Xu X, Liu F, Jiang L et al (2013) Cellulose nanocrystals vs. cellulose nano fi brils: a comparative study on their microstructures and e ff ects as polymer reinforcing agents. ACS Appl Mater Interfaces 5:2999–3009. https://doi.org/10.1021/am302624t
Yarbrough JM, Zhang R, Mittal A et al (2017) Multifunctional cellulolytic enzymes outperform processive fungal cellulases for coproduction of nanocellulose and biofuels. ACS Nano 11:3101–3109. https://doi.org/10.1021/acsnano.7b00086
Zhou C, Chu R, Wu R, Wu Q (2011) Electrospun polyethylene oxide/cellulose nanocrystal composite nanofibrous mats with homogeneous and heterogeneous microstructures. Biomacromol 12:2617–2625. https://doi.org/10.1021/bm200401p
Zimmermann T, Bordeanu N, Strub E (2010) Properties of nanofibrillated cellulose from different raw materials and its reinforcement potential. Carbohydr Polym 79:1086–1093. https://doi.org/10.1016/j.carbpol.2009.10.045
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
de Campos, A., Corrêa, A.C., Claro, P.I.C., de Morais Teixeira, E., Marconcini, J.M. (2019). Processing, Characterization and Application of Micro and Nanocellulose Based Environmentally Friendly Polymer Composites. In: Inamuddin, Thomas, S., Kumar Mishra, R., Asiri, A. (eds) Sustainable Polymer Composites and Nanocomposites. Springer, Cham. https://doi.org/10.1007/978-3-030-05399-4_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-05399-4_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05398-7
Online ISBN: 978-3-030-05399-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)