
Abstract
In many applications in electronic power, and high-voltage engineering, there is a need to improve the electrical properties of existing insulation systems and/or to develop novel insulation materials with properties more suitable with the changing requirements, particularly in the electrotechnical area. During the last few decades, a considerable attention has been given to the possible use of polymeric nanocomposites systems, usually a nonconductive polymer containing nanometric inorganic fillers, as a replacement to the neat polymers offering better electrical and thermal properties. There is almost, nowadays, a consensus among the scientific community that such property enhancements can only be achieved when the nano-fillers present a reasonably good size dispersion and spatial distribution within the host polymer. However, due to nano-fillers’ strong tendency to agglomerate and their generally poor compatibility with commonly used polymers, to reach optimal dispersions has been found challenging in most cases. In order to improve the polymer/particles’ compatibility and therefore to avoid agglomeration and poor-dispersion problems, polyhedral oligomeric silsesquioxanes (POSS) appear to be a filler of choice since they are by nature nanoscaled molecules bearing built-in functionalities which can be selected according to the chemical nature of the host polymer. This chapter summarizes the investigations that were reported so far on the electrical properties of epoxy/POSS, PE/POSS, and PP/POSS systems. The general conclusion is that in the case of polyolefin/POSS composites, nanoscale dispersion was found to be hard to reach despite the selection alkyl-type POSS and the dielectric properties were not found to be strongly improved while in the case of epoxy/POSS systems, the selection of appropriate POSS compounds and a carefully chosen resin/additive/hardener ratio allow nanoscale dispersion accompanied with noticeable improvements of the dielectric properties.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction to Dielectric Properties of Polymeric Systems
Dielectric properties of polymers usually refer to polymer and their composites exhibiting very low conductivity (<10−12 S/m) under moderate electrical field and temperature conditions, which is the case for the overwhelming majority of natural and synthetic polymers. This means that when a step voltage is applied across such material, a decaying current will be monitored without reaching a steady-state level before hours with, often, this steady-state level being lower than the sensitivity of the measuring electrometer or amperemeter. Such typical curve is shown in Fig. 1a for cable-grade cross-linked polyethylene (XLPE). In the more general case where an arbitrary electrical field function is applied across the material, the observed current density (in 1D) is related to the material conductivity and its dielectric response function according to:

a Contribution of the dielectric response function and the conductivity to the measured current as a function of time across XLPE after a voltage step; b imaginary permittivity of epoxy as a function of frequency and temperature showing several relaxation mechanisms
where J(t) is the current density, E(t) is the applied electrical field, σ the conductivity, and f(t) the dielectric response function. A more complete description of the above equation and its implications can be found in a number of well-known textbooks (see [1,2,3] for example, as these books are recent enough to not be plagued by the use of the Gaussian (cgs) system of units that was popular in older books on the theory of electric polarization and dielectrics). When an harmonic electrical field is applied, the use of the complex representation and the assumption of linearity allow simplifying Eq. (1). The relative complex dielectric permittivity is then related to the dielectric response function with:
where the negative sign between the real and the imaginary parts is the usual convention in electrical engineering (the current leading the voltage for a capacitive load). This expression does not include the contribution of the direct conduction to the imaginary part of the permittivity. In practice, since this contribution cannot be separated from the contribution to dielectric losses from relaxation mechanisms when a frequency-domain measurement is conducted, a \(\sigma /\omega \varepsilon_{0}\) term should be added to the imaginary part of Eq. (2).
Polar polymers will exhibit a frequency-dependent complex permittivity according to their relaxation mechanisms that are conventionally labeled α, β, … as a function of their appearance from the highest to the lowest temperature. This appearance is characterized by a maximum value of the imaginary permittivity at a frequency corresponding to the reciprocal of the relaxation time. A good example of such typical relaxation mechanisms for an amorphous polymer is depicted in Fig. 1b. When a second phase, more usually inorganic or sometimes organic (for polymer blends, for example), is mixed with a nonconductive polymer forming a two-phase composite material, an additional relaxation mechanism is observed most of the time. This is essentially a result of the difference in the materials’ conductivity, the inorganic phase being more conductive than the organic phase, leading to accumulation of charge carriers at the phases’ boundary. Accordingly, this mechanism is called interfacial polarization or Maxwell–Wagner–Sillars (MWS) polarization. A similar mechanism, but at the macroscopic level, can occur near the electrodes, particularly when ionic conduction occurs, and accordingly is called electrode polarization, as shown in Fig. 1b.
For applications of polymeric systems as insulating material under moderate to high electrical field, one of the most critical dielectric properties are obviously the dielectric breakdown strength and the dielectric endurance. The breakdown strength usually refers to the highest electrical field that can be withstood before breakdown when the voltage, either AC or DC, across the insulating material is increased linearly, as defined in the ASTM D149 or the IEC Publication 60243-1 standards. A typical setup used for this type of measurement is illustrated in Fig. 2a. Since the experimental value of a breakdown field bears a statistical nature, the data from a set of breakdown tests on a given material is normally treated with statistical methods. These statistical methods are reviewed in details in the IEEE Std-930 [4]. Figure 2b is a typical example of a so-called Weibull plot of breakdown tests on four different materials, SEBS and SEBS-based composites containing 5, 10, and 20 wt% of zinc oxide.

(Reprinted from [6], copyright 2018, with permission from Elsevier)
a Typical dielectric breakdown measurement setup (© 2018 IEEE, reprinted, with permission, from [5]) and b typical results for SEBS/ZnO composites, showing the Weibull plots as well as the statistical shape and scale parameters of the Weibull function. The curve lines are the 95% confidence bounds.
2 PE/POSS and PP/POSS Systems
Various types of polyolefin-compatible POSS with favorable solubility parameters have been investigated as possible fillers to enhance the dielectric properties of either polyethylene or polypropylene. Figure 3 illustrates the chemical structure of some of the cage-structured POSS molecules that are possible candidates to be used for the fabrication of PE- or PP-based composites. These three POSS compounds, namely octamethyl-POSS (OmPOSS, Fig. 3a), octaisobutyl-POSS (OibPOSS, Fig. 3b) and octaisooctyl-POSS (OioPOSS, Fig. 3c), bear in common alkyl-type radical groups that are expected to provide an adequate compatibility with an olefin host polymer. Accordingly, they have been investigated by several authors [7,8,9,10,11,12,13,14,15,16,17,18] as a potential enhancement additive to polyethylene or polypropylene. OmPOSS and OibPOSS are crystalline solids with densities of, respectively, 1.5 and 1.13 g/cm3, and are commercially available in the form of a white powder (Fig. 3d), while OioPOSS is a viscous liquid having a density of 1.01 g/cm3 [19].

2.1 Compounding Techniques and Microstructure
The most natural and industrially scalable method to compound solid, or liquid, fillers with either PE or PP is melt compounding using either an internal mixer or an extruder. Other compounding routes such as chemical blending and/or mechanical alloying have also been reported [9, 13, 14, 17]. Regardless of the chosen compounding technique, nanoscale dispersion of POSS, which basically means that all POSS molecules are separated from each other and uniformly dispersed within the host polymer, have been found very difficult to achieve in PP and particularly in PE, despite the apparent compatibility between the radical groups and the matrix.
In the case of PP matrices, the quality of the dispersion has been reported to increase with the increase of the length of the alkyl groups. SEM and TEM micrographs of PP/POSS composites prepared by melt mixing and containing either 3 or 10 wt% of POSS were reported in [7]. Figure 4 illustrates the fracture surface SEM micrographs of PP/OmPOSS (4a) and PP/OioPOSS (4b) composites, where 10–20 μm OmPOSS agglomerates are visible in Fig. 4a while no agglomerate was observed for 3wt% PP/OioPOSS composites as shown in Fig. 4b. Takala and coauthors [8] reported similar results with somewhat smaller aggregates when PP/OmPOSS composites were compounded with a twin-screw extruder rather than a mixer.

(Reprinted from [7], copyright 2018, with permission from Elsevier)
PP/OmPOSS (a) and PP/OioPOSS (b) SEM micrographs in each case containing 3 wt% of POSS.
In the case of PE, good dispersion of POSS has been found even more difficult than in the case of PP. An extensive study on the effect of processing parameters and processing techniques on the microstructure of PE/POSS composites has been conducted by Guo and coauthors [11,12,13,14,15,16,17,18]. Figure 5 illustrates the SEM micrographs of ultra-high-molecular-weight polyethylene (UHMWPE)/OibPOSS composites compounded by mechanical alloying. More details on this fabrication technique can be found in the literature [13, 20]. Microscale agglomerates were observed both at 1 and 5 wt% loadings. The use of chemical blending to fabricate PE/POSS composites was investigated in [9, 14, 17]. Submicrometric dispersion (~500 nm) was claimed in [9] as well as submicrometric and micrometric agglomerates in [14] when xylene dissolution was used for either OmPOSS, OibPOSS, or OioPOSS. POSS was found to crystallize in the case of OmPOSS and OibPOSS and to form droplets in the case of the liquid-type OioPOSS upon precipitation of the solution as shown in Fig. 6a, b, and c, respectively. However, when OibPOSS was treated by high-energy ball milling prior to chemical compounding with LDPE, an improved dispersion was reached [17] and that improved microstructure was found to lead to a significant enhancement of the dielectric properties [17], as shown in Fig. 13.

SEM images of a UHMWPE, b UHMWPE/OibPOSS (99/1), and c UHMWPE/OibPOSS (95/5) (reproduced from [13])

SEM images of a LDPE/OmPOSS, b LDPE/OibPOSS and c LDPE/OioPOSS compounded by chemical blending and in each case containing 1 wt% of POSS (© 2018 IEEE, reprinted, with permission, from [14])
Solid OmPOSS and OibPOSS were also found to be hardly dispersed at nanoscale when melt compounding was used as the fabrication technique for PE-based composites. However, at low concentration, a nanoscale dispersion of OioPOSS was observed for LDPE composites prepared by twin-screw extrusion. Figure 7 is, particularly, good illustration of how the increase of the length of the alkyl groups increases the dispersion with the agglomerates changing from microsize (Fig. 7a) to submicrosize (Fig. 7b) and finally to nanosize (Fig. 7c) as the length of the POSS alkyl groups increases [12].

(Reprinted from [12], copyright 2018, with permission from Elsevier)
SEM images of a LDPE/OmPOSS, b LDPE/OibPOSS and c LDPE/OioPOSS compounded by melt blending (extrusion) and in each case containing 1 wt% of POSS.
2.2 Breakdown Strength and Erosion Resistance
Data on the dielectric breakdown strength of PP/POSS or PE/POSS composites is mainly available for AC breakdown strength with the measurements conducted according to the short-term procedure described in the ASTM standard and with the use of an experimental setup similar to the one illustrated in Fig. 2a. The three main contributions regarding the data available in the literature are from Huang et al. [9], Takala et al. [8], and Guo et al. [11] with the most complete set of data being provided by Guo and coauthors who reported extensive investigations of the breakdown strength of LDPE/POSS composites as a function processing and microstructure. These results were somewhat disappointing as POSS was found to be barely able to improve the matrix dielectric breakdown strength and in fact in most of the cases a decrease was found, particularly when the microstructure exhibited microsize agglomerates, while in the best cases the dielectric breakdown strength of PE/POSS composites was similar or just slightly better to that of PE. Fabrication was found to significantly influence the breakdown strength through change in the filler dispersion, with good filler dispersions and relatively small POSS aggregates leading to the best results. Typical results (for an undisclosed type of POSS [9]) are illustrated in Fig. 8 showing a gradual decrease of breakdown strength as the concentration of POSS is increased with the almost inevitable simultaneous increase of agglomeration. Similarly, results reported by Takala et al. for PP/OmPOSS composites did not show any improvement of the AC breakdown strength of PP up to 10 wt% of loading. However, a slight improvement was observed by the same authors in the case of PP/OioPOSS composites for concentrations between 2 and 10 wt% (Fig. 9).

(Reprinted from [9], copyright 2018, with permission from Elsevier)
Weibull plots of the dielectric strength for LDPE and LDPE/POSS. The numerical values are the electrical field at percentile 63.2% of the Weibull cumulative probability function (this value is commonly referred as the material breakdown strength).

AC breakdown strength of PP/POSS composites as a function of POSS content: a PP/OmPOSS and b PP/OioPOSS. © 2018 IEEE, reprinted, with permission, from [8]
Much more detailed results were reported by Guo and coauthors in a series of paper [12,13,14,15,16,17,18], with [17] summarizing the main findings for the case of LDPE/OibPOSS composites. Figures 10 and 11 illustrate the variation of the AC breakdown strength of LDPE-based composites as a function of type and the amount of POSS when the composites were fabricated by chemical blending (Fig. 10) and melt compounding (Fig. 11). In all these data, the only case where a slight improvement of the ACBD was observed was for 1 wt% LDPE/OioPOSS composites either produced by chemical blending or extrusion. This was also the case for which the best dispersion was observed as shown in Figs. 6c (chemical blending) and 7c (melt blending). Despite an exhaustive investigation on various compounding methods, only microcomposites, not nanocomposites, were obtained in the case of the two solid POSS—OmPOSS and OibPOSS. However, when a reasonable, without any large agglomerates, dispersion of the POSS inclusions was achieved, the ACBD strength was maintained or did not suffer from a significant decrease. Figure 12 illustrates the case mentioned in the previous section of LDPE/OibPOSS composites compounded by chemical blending. At 5 wt%, large agglomerates were observed leading to a marked decrease of the ACBD (Fig. 12a). When ball milling was used prior to chemical blending, the agglomerates were reduced in size and the dielectric strength was maintained as shown in Fig. 12b.

AC breakdown strength of PE/POSS composites compounded by chemical blending. IoPOS stands for Octaisooctyl-POSS. © 2018 IEEE, reprinted, with permission, from [14]

(Reprinted from [12], copyright 2018, with permission from Elsevier)
Weibull plot and Weibull parameters for the AC breakdown strength of PE/POSS composites compounded by melt blending. LDPE50 and LDPE200 mean LDPE that was extruded at 50 and 200 rpm, respectively. IO means octaisooctyl-POSS and the number at the end of the label is the weight concentration of POSS.

AC breakdown strength of LDPE and LDPE/OibPOSS composites containing 1 and 5 wt% of POSS and compounded by chemical blending: a without ball milling prior to the chemical blending and b with ball milling prior to the chemical blending. The scale (α) and shape (β) parameter of the Weibull best fits are inserted in the figures. © 2018 IEEE, reprinted, with permission, from [17]
2.3 Dielectric Response
Similarly to PP or PE, alkyl-type POSS are nonpolar and nonconductive in nature and accordingly their inclusion in a polyolefin matrix is not expected to increase significantly the material dielectric losses or its conductivity. Low-loss materials like PE and PP are characterized by nearly frequency-independent losses over several decades, typically between subaudio and microwave frequencies, where the dielectric losses reach very low values, in the vicinity of 10−4, and does not vary by more than one or two decades for the whole measurable frequency range. A very good text describing such behavior can be found in one of the classic textbooks of the dielectric literature (see Chap. 4 of [21]). Figure 13 illustrates, for the temperature range from 20 to 80 °C, the typical spectrum of the real and imaginary parts of the relative permittivity of LDPE as measured by a modern frequency-domain dielectric spectrometer. The dielectric losses stay very low for the whole frequency range, often lower than the sensitivity of the measurement equipment which led to negative values for the intermediate frequency range (not plotted in the log–log graph). The real part of the dielectric constant is frequency-independent and its value decreases with temperature as predicted by the Clausius–Mossotti equation [1, 2]. At room temperature, the inclusion of either type of POSS hardly affects the dielectric response of PE, at less up to 5 wt%. Figure 14 shows the frequency-domain dielectric response of various PE/POSS composites at room temperature. In every case, with the exception of the LDPE/OioPOSS at very low frequency, the dielectric losses for the whole frequency range remained very low, in fact at the limit the sensitivity of the measuring equipment. As the dielectric constant of POSS is higher than the one of LDPE, a slight increase of the dielectric constant of the composites can be expected. The dielectric constant of LDPE/OmPOSS and LDPE/OibPOSS was indeed found to increase compared to the neat polymer but it was not the case for LDPE/OioPOSS. The lowering, to a value lower than either the base polymer or the nanoparticle introduced into the matrix, of the dielectric constant when a nearly nanodispersion of the inclusions is reached, although in complete contradiction of the usual mixing laws, has been reported several times for various polymer/filler systems [22, 23]. Consequently, the fact that the system for which the best dispersion is observed, the LDPE/OioPOSS composites, shows the lowest dielectric constant seems to be in good agreement with the literature on the dielectric properties of nanocomposites. Using a different and less-sensitive equipment, Huang et al. [9] found similar results, measuring either an increase or a decrease of the dielectric constant for LDPE/POSS composites depending on the microstructure, and low dielectric losses in all cases.

Relative real permittivity (a) and relative imaginary permittivity (b) as a function of frequency and temperature for LDPE. © 2018 IEEE, adapted, with permission, from [15]

(Reprinted from [12], copyright 2018, with permission from Elsevier)
Relative real permittivity (a) and relative imaginary permittivity (b) as a function of frequency and temperature for LDPE/POSS composites compounded by melt mixing. IO means octaisooctyl-POSS and the number at the end of the label is the weight concentration of POSS.
Another impact of the state of dispersion of the POSS aggregates on the composite dielectric response can be observed at higher temperature as it can be shown in Fig. 15. The cases presented in this figure are 5 wt% LDPE/OmPOSS exhibiting agglomerates of dozens of microns and 5% LDPE/OioPOSS having a much finer dispersion. In the latter case, a noticeable increase of the low-frequency losses, the so-called low-frequency dispersion (see Chap. 5 of [21]), due to charge fluctuations was observed at high temperature. This is related to the fact that nanoscale dispersion leads to lower percolation thresholds compared with microscale counterpart, which allows the onset of leakage current through the sample. A similar effect was observed in the case of zinc oxide containing dielectrics [24].

3 Epoxy/POSS Systems
3.1 Classification, Processing, and Additives
Epoxy resins (ER) are a common sight in polymer engineering. They typically consist of two components: the resin with at least one epoxide group within its molecular structure, and a hardener which interacts with the resin during a thermally accelerated curing process [25]. At the end of the curing process, they combined to a thermosetting material in a shape governed by a mold, usually made of stainless steel or similar metals. This process results in a complex 3D structure, which is made even more elaborate due to the use of a number of additives and stabilizers that can be found in commercially available epoxy resins. Without these additives, the polymer would degrade quickly due to oxidation, UV radiation and other influences, and added accelerants ensure that the curing time is in a range that allows timely manufacturing of mass market products. Additionally, release agents are often used at the interface between metallic mold and curing polymer, to ensure the complete product can be ejected without excessive use of mechanical forces. All these additives are trade secrets of the individual polymer suppliers, and information on them is rarely disclosed. This is compounded by the fact that ER classifications are not always distinctly clear in literature.
A broad classification of ER can be made based on the synthesis method used [26, 27]. Many engineering ER are based on variations of diglycidyl ether of bisphenol-A and novolac, depending on the operating temperatures the product needs to withstand. Much research is done on the former, mostly due to a combination of easy availability, cost, potting times and convenient processing temperatures. These can then be combined with a multitude of available hardeners, with amine or anhydrite-based systems being very common. All these elements need to be kept in mind when analyzing the response of ER as a result of adding additional elements like POSS into this mix, since the additives of one specific type of ER might interact with POSS in unpredictable ways. POSS can be considered a subset of reactive diluents.
Diluents are additives that have traditionally been used to control viscosity for easier processing, without major changes to the behavior of the cured ER system [27, 28]. Nonreactive diluents include solvents like toluene, acetone, and phenols among others, which cannot react with and therefore bond to the forming network, and are assumed to have negligible influence on the final properties of the ER [26, 29]. Due to the low boiling and flash points of such nonreactive diluents, they are assumed to leave the polymer matrix during degassing and curing, even though work has been published that showed some potential effects of diluents on properties of ER-based composites, but without giving explanation of the potential causes of said effects [30]. Further studies have shown that it is very likely that trace elements of nonreactive diluents can remain in such systems, which might affect dielectric properties [31, 32].
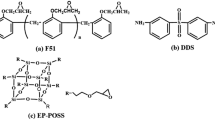
More interesting in the context of this work are reactive diluents. These are solvents or chemicals that can become part of the ER network during the curing process, and therefore have the potential to directly affect physical properties of the ER system. These can contain an epoxy themselves, or be nonepoxy-based, like phenols, lactone compounds, divinyl ethers, polyols, lauric acid, or polyurethanes [33,34,35,36]. Epoxy-based reactive diluents are chemicals with one or more epoxide groups as part of their molecular structure, with most POSS used falling in the category of polyepoxies [37], compared to monoepoxies like glycidyl hexadecyl ether, which would have only a single epoxy group [38]. Although there are monoepoxide POSS variations available, they tend to be outperformed by their polyepoxy alternatives, not just in terms of dielectric properties [39]. The subsequent sections will focus on measured effects on a number of dielectric parameters as a result of the use of POSS as an additive to ER.
3.2 Breakdown Strength and Erosion Resistance
While there is a wealth of literature regarding thermal and mechanical properties of POSS-modified epoxies, surprisingly little work has been done on the electrical properties. One of the first publications focusing on the dielectric properties was by Horwath et al. in 2005, where they showed a five times increase of time to failure when subjected to corona, compared to unmodified epoxy [40]. They were, like many others afterward, considering POSS as the smallest possible silica-type nanoparticle, instead of treating them as molecules. Hence there was an attempt on explaining the results using the same theories as established for nanodielectrics at the time [41]. It took almost eight years until these early results were independently confirmed by other research groups [42, 43]. Further work followed, all results showing a significant impact of POSS on the corona resistance of ER [37, 44]. In the case of polyepoxy POSS containing only three reactive groups, microsize agglomerates were found to occur when the load was increased above 2.5 wt% and at the same time, the corona resistance was found to decrease from an optimal value at low concentration, as illustrated in Fig. 16 and discussed in more details in [44]. When polyepoxy POSS containing eight reactive groups were used instead, it was possible to maintain a dispersion of the POSS particles at nanosize level up to 10 wt% and the erosion resistance was found to continuously increase with the load level as illustrated in Fig. 17 and discussed in more details in [37]. Similarly, it was also found by Bocek and coauthors [45] that a good and homogeneous dispersion of POSS up to 36 wt% can be achieved when octaepoxy POSS was used. While the fact that additional load content leads to diminishing returns when agglomerates start to form was not surprising, that the best-performing ER composites were those with the lowest amount of additives was. But these results are a clear indication that the amount of assumed “nanoparticles” have little effect on the corona resistance, and that the change to the ER structure is the main driver for the observed improvements. This is in line with observations on the effect of POSS as flame retardant additive in ER, where the improved resistance to thermal decomposition is attributed to restrictions in the degree of freedom of chain motions as direct result of increased POSS content [46, 47].


An important measure for electrical applications is the maximum value to the electrical field that an insulating polymer can withstand without long-term damage. Methods of assessing this are AC, DC, and impulse voltage breakdown tests. Even though the value of short-term breakdown data for practical engineering purposes is debatable, due to the simplicity of the test it is a popular technique. For material designers the results are very useful to gauge if changes to the material lead to improvements, compared to the reference material they started with. The investigations on POSS-modified ER show no significant change in breakdown data for most research groups that measured them [43, 48], while others showed that there is the tendency of POSS–ER to have improved breakdown strength [49]. For data shown with no change in breakdown strength, the authors did not confirm how they adjusted the epoxy–hardener ratio to account for the additional epoxides in the ER system. The materials sections in [43, 48] do indicate the epoxy–hardener ratio was not adjusted, which would of course mean the resulting samples would not have been mixed with the stoichiometric ratio, which in turn could have affected the breakdown strength negatively. Looking at the Weibull parameters available for samples where the stoichiometry was considered [42, 49], an increase can be observed not only of the scale, but also the shape parameter. This is particularly interesting, since that would indicate a material which has a more reliable long-term performance, which is in line with the corona resistance results above. Actually, quite similar results than in the case of corona resistance were reported [37, 44] for the AC breakdown strength as measured by the short-term procedure. Indeed, as illustrated in Fig. 18, the breakdown strength was found to initially increase at low concentration and then to decrease when agglomeration started to occur, while it was found to remain at a higher value than the neat polymer when the eight reactive groups POSS was used up to 20 wt%. However, since there is no experimental long-term data regarding withstand voltage available at the time of writing, these results need to be considered carefully. The correct mixture of resin, hardener, and POSS needs to be considered, since it has been shown that changes of the ratio away from the stoichiometric ratio do affect the breakdown strength significantly [38].

AC breakdown strength for ER/POSS composites for two different type of POSS. The breakdown strength of the unload neat epoxy was 214 ± 5.0 kV/mm. The absolute values of breakdown strength have to be considered carefully as they are dependent on many experimental parameters (reported in [37, 44]). The error bars are the 90% confidence bounds calculated according to [4]
3.3 Glass Transition Temperature of POSS/Epoxy Resins
The glass transition temperature in epoxies is linked with the structure of the cross-linked 3D network established during curing. Accordingly, the measurement of the Tg as function of POSS content is a good indicator if there are widespread changes to the amorphous structure of the polymer, which might help explaining the observed dielectric behavior. The glass transition temperature established via DMA indicates an increase with increased POSS content up to about 10%, with a slower increase after this threshold [50]. Zhang et al. relate this behavior to two separate causes: the increase of rigid silica-like structure to replace soft polymer chains, which require increased energy to move, thus increasing Tg; secondly, the increased amount of potentially unreacted POSS once the additive content is too high, leading to diminishing returns with increased amounts of POSS. Villanueva et al. found similar increase of Tg up until 10% when measuring with DSC, but a drastic drop of the glass transition temperature once they exceeded this amount when a short-curing cycle was used [51]. With a long-curing cycle, a monotonic decrease of the Tg as function of POSS content was observed in the same study, along with increased activation energies for all POSS samples when compared to reference ER systems. Complementary to these results, Takala et al. used DSC to establish Tg in their composites with a long-curing cycle and noticed a reduction in line with results discussed above [48]. Samples investigated by other groups have not seen any significant change of Tg, which was there attributed to the correct stoichiometry [42, 44].
3.4 Dielectric Response
The dielectric response of fully cured ER features a main relaxation peak related to the glass transition (α) and a subglassy secondary relaxation peak (β) as well as contributions from charge carriers at low frequencies/high temperatures as illustrated in Fig. 1b. When the dispersion of POSS remains at the nanoscale level, the inclusion of POSS does not change significantly the epoxy dielectric response, even for concentration as high as 20 wt%, as illustrated in Fig. 19a. However, as soon as microsize agglomeration occurs, an additional relaxation mechanism, originating from the accumulation charge carriers at the agglomerates/polymer boundaries, is observed as illustrated in Fig. 19b. At high temperature, the addition of POSS was found to slightly increase the losses due to low-frequency dispersion while it did not affect significantly the behavior of the α relaxation process, except for high loads (~20 wt%), for which cases the glass temperature was also found to be affected [37]. The dielectric response of both monoepoxy and octaepoxy POSS composites is also reported in [45] in the form of isochronal plots of the dissipation factor at power frequency for two different curing temperatures. These results seem to be somewhat in agreement with those illustrated in Fig. 19, with the dielectric loss of the epoxy matrix not being significantly affected when the dispersion remained homogenous while a noticeable increase was observed at high temperature, including the occurrence of an interfacial relaxation peak, for the composites for which agglomerations were found (composites containing monoepoxy POSS or high concentration of octaepoxy POSS). A detailed report on the frequency-domain dielectric response of rubbery epoxy network containing covalently bonded POSS groups is provided by Kourkoutsaki and coauthors [52]. Although this system is quite different from the POSS composites previously presented, it was also observed in that case that the inclusion of POSS in the formulation of rubbery epoxy networks leads to practically no change in the magnitude and frequency localization of the secondary relaxation processes, similarly to what is shown in Fig. 19.

4 Conclusions
A number of favorable results reported in the literature related to the dielectric properties of polymeric nanocomposites [53, 54] were also observed in the case of POSS-based composites. One of them, the resistance to erosion due the exposure to corona discharge, is probably the most significant improvement as it was found to be sharply enhanced both in the cases of PE/POSS and ER/POSS composites. This is quite significant as this parameter is probably more related to the long-term performance of high-voltage insulation systems since many degradation processes, such as electrical treeing, involve the action of partial discharges. In the case of ER/POSS composites, the short-term AC breakdown strength was also found to be noticeably improved as long as the dispersion of the POSS particles remains at the nanoscale level. This was possible up to 20 wt% when POSS with eight reactive groups was used and when a careful attention was paid to keep the right resin/hardener stoichiometric ratio, taking into account the additive’s reactive groups. In the case of PE/POSS composites, whatever the type of POSS or the processing technique, nanoscale dispersion was found to be very difficult to reach, being reported only in the case of POSS with longest alkyl groups (OioPOSS) at low concentration. This also coincides with the case for which the most favorable results were reported.
The dielectric response of PE/POSS and ER/POSS composites remained essentially unchanged most of the time when compared with the neat polymer. In the case of PE-based composites, when nanoscale dispersion was obtained, low-frequency dispersion due to charge fluctuation was observed at temperature above 30 °C. All the other cases were characterized by only a slight increase of the dielectric constant with no significant changes of the dielectric losses. For ER/POSS composites, agglomeration of the POSS molecules was found to lead to an interfacial relaxation process located between the α and β processes. When nanoscale dispersion was reached, no change in the dielectric response was observed for the ER/POSS composites as compared with the neat polymer. As a concluding remark, both in the case of PE and ER, actually more particularly in the case of ER, as long as a reasonable dispersion is achieved, POSS has shown the potential to enhance the polymer dielectric properties in the context of its usage as an insulating material.
References
Kremer F, Schönhals A,(eds) (2003) Broadband dielectric spectroscopy. Springer-Verlag, Berlin
Jonscher AK (1983) Dielectric relaxation in solids. Chelsea Dielectrics Press, London
Runt, JP Fitzgerald JJ (eds) (1997) Dielectric Spectroscopy of Polymeric Materials: Fundamentals and Applications. ACS, Washington D.C
IEEE Standard 930 (2005) IEEE guide for the statistical analysis of electrical insulation breakdown data. IEEE Dielectrics and Electrical Insulation Society
Daran-Daneau C, David E, Fréchette MF, Savoie S (2012) Influence of the surrounding medium on the dielectric strength measurement of LLDPE/clay nanocomposites. In: IEEE international symposium on electrical insulation, pp 654–658
Helal E, David E, Fréchette M, Demarquette NR (2017) Thermoplastic elastomer nanocomposites with controlled nanoparticles dispersion for HV insulation systems: correlation between rheological, thermal, electrical and dielectric properties. Eur Polymer J 94:68–86
Fina A, Tabuani D, Frache A, Camino G (2005) Polypropylene–polyhedral oligomeric silsesquioxanes (POSS) nanocomposites. Polymer 46:7855–7866
Takala M, Karttunen M, Salovaara P, Kortet S, Kannus K, Kalliohaka T (2008) Dielectric properties of nanostructured polypropylene-polyhedral oligomeric silsesquioxane compounds. IEEE Trans Dielectr Electr Insul 15:40–51
Huang X, Xie L, Jiang P, Wang G, Yin Y (2009) Morphology studies and ac electrical property of low density polyethylene/octavinyl polyhedral oligomeric silsesquioxane composite dielectrics. Eur Polymer J 45:2172–2183
Horwath, J, Schweickart D (2009) Inorganic fillers for corona endurance enhancement of selected polymers. In: IEEE international power modulator and high voltage conference (IPMHVC), pp 644–647
Guo M (2017) Polyethylene/polyhedral oligomeric silsesquioxanes composites: electrical insulation for high-voltage power cables, Ph.D. thesis, École de Technologie Supérieure
Guo M, David E, Fréchette M, Demarquette NR (2017) Polyethylene/polyhedral oligomeric silsesquioxanes composites: dielectric, thermal and rheological properties. Polymer 115:60–69
Guo M, Fréchette M, David E, Demarquette NR (2015) Polyethylene-based dielectric composites containing polyhedral oligomeric silsesquioxanes obtained by ball milling. Trans Electr Electron Mater 16:53–61
Guo M, Fréchette M, David E, Demarquette NR, Daigle JC (2017) Polyethylene/polyhedral oligomeric silsesquioxanes composites: electrical insulation for high voltage power cables. IEEE Trans Dielectr Electr Insul 24:798–807
Fréchette M, Guo M, David E, Min D, Li S (2017) The dielectric response of polyethylene/polyhedral oligomeric silsesquioxanes composites at various temperatures. IEEE conference on electrical insulation and dielectric phenomenon, pp 501–504
Guo M, David E, Fréchette M, Demarquette NR (2016) Low-Density Polyethylene/Polyhedral Oligomeric Silsesquioxanes Composites Obtained by Extrusion. In: IEEE conference on electrical insulation and dielectric phenomena, pp 647–650
Guo M, Fréchette M, David E, Demarquette NR (2016) Influence of fabrication techniques on the dielectric properties of PE/POSS polymeric composites. In: IEEE electrical insulation conference, pp 297–300
Guo M, Fréchette M, David E, Demarquette NR Daigle JC (2014) Polyethylene-based nanodielectrics containing octaisobutyl polyhedral oligomeric silsesquioxanes obtained by solution blending in xylene. In: IEEE conference on electrical insulation and dielectric phenomena, pp 731–734
DeArmitt C (2013) Polyhedral oligomeric silsesquioxane handbook http://phantomplastics.com/wp-content/uploads/2013/08/POSS-Handbook.pdf
Suryanarayana C (2001) Mechanical alloying and milling. Prog Mater Sci 46:1–184
Jonscher AK (1996) Universal relaxation law. Chelsea Dielectrics Press, London
Roy M, Nelson JK, MacCrone RK, Schadler LS, Reed CW, Keefe R, Zenger W (2005) Polymer nanocomposite dielectrics—the role of the interface. In: IEEE Trans. on dielectrics and electrical insulation, vol 12. pp 629–643
Tsekmes IA, Morshuis PHF, Smit JJ, Kochetov R (2015) Enhancing the thermal and electrical performance of epoxy microcomposites with the addition of nanofillers. IEEE Electr Insul Mag 31(3):32–42
Helal E, Pottier C, David E, Fréchette M, Demarquette NR (2018) Polyethylene/thermoplastic elastomer/Zinc Oxide nanocomposites for high voltage insulation applications: dielectric, mechanical and rheological behavior. Eur Polymer J 100:258–269
Nicholson JW (2012) The chemistry of polymers, Royal Society of Chemistry, London
Lee H, Neville K (1967) Handbook of Epoxy Resins, McGraw Hill, New York
Tesoro G (1988) In: May CA(ed) Epoxy resins-chemistry and technology, 2nd edn. Marcel Dekker, New York
Mustata F, Bicu I, Cascaval CN (1997) Rheological and thermal behaviour of an epoxy resin modified with reactive diluents. J Polym Eng 17:491–506
Wang RM, Zheng SR, Zheng YP (2011) Polymer matrix composites and technology, Woodhead Publishing, Cambridge
Liao YH, Marietta-Tondin O, Liang ZY, Zhang C, Wang B (2004) Investigation of the dispersion process of SWNTs/SC-15 epoxy resin nanocomposites. Mater Sci Eng A 385:175–181
Hong SG, Wu CS (1998) DSC and FTIR analysis of the curing behaviors of epoxy/DICY/solvent open systems. Thermochim Acta 316:167–175
Loos MR, Coelho LAF, Pezzin SH, Amico SC (2008) The effect of acetone addition on the properties of epoxy. Polimeros-Ciencia E Tecnologia 18:76–80
Bakar M, Duk R, Przybylek M, Kostrzewa M (2009) Mechanical and thermal properties of epoxy resin modified with polyurethane. J Reinf Plast Compos 28:2107–2118
Harani H, Fellahi S, Bakar M (1999) Toughening of epoxy resin using hydroxyl-terminated polyesters. J Appl Polym Sci 71:29–38
Suprapakorn N, Dhamrongvaraporn S, Ishida H (1998) Effect of CaCO3 on the mechanical and rheological properties of a ring-opening phenolic resin: polybenzoxazine. Polym Compos 19:126–132
Tang B, Liu XB, Zhao XL, Zhang JH (2014) Highly efficient in situ toughening of epoxy thermosets with reactive hyperbranched polyurethane, J Appl Polym Sci, 131
Heid T, Fréchette M, David E (2016) Enhanced electrical and thermal performances of nanostructured epoxy/POSS composites. IEEE Trans Dielectr Electr Insul 23:1732–1742
Saeedi IA, Vaughan AS, Andritsch T (2016) On the dielectric performance of modified epoxy networks. In: IEEE international conference on dielectrics
Saeedi IA, Andritsch T, Vaughan AS (2017) Modification of resin/hardener stoichiometry using POSS and its effect on the dielectric properties of epoxy resin systems. In: International symposium on electrical insulating materials (ISEIM), pp 366–369
Horwath J, Schweickart D, Garcia G, Klosterman D, Galaska M (2005) Improved performance of polyhedral oligomeric silsesquioxane epoxies. In: IEEE conference on electrical insulation and dielectric phenomena, pp 155–157
Horwath JC, Schweickart DL, Garcia G, Klosterman D, Galaska M, Schrand A, Walko LC (2006) Improved electrical properties of epoxy resin with nanometer-sized inorganic fillers. In: Conference record of the 2006 twenty-seventh international power modulator symposium, pp 189–191
Heid T, Fréchette M, David E (2014) Nanostructured epoxy/POSS composites: high performance dielectrics with improved breakdown strength and corona resistance. In: IEEE conference on electrical insulation and dielectric phenomena, pp 659–662
Huang X, Li Y, Liu F, Jiang P, Iizuka T, Tatsumi K, Tanaka T (2014) Electrical properties of epoxy/POSS composites with homogeneous nanostructure. IEEE Trans Dielectr Electr Insul 21:1516–1528
Heid T, Fréchette M, David E (2015) Nanostructured epoxy/POSS composites: enhanced materials for high voltage insulation applications. IEEE Trans Dielectr Electr Insul 22:1594–1604
Bocek J, Matejka L, Mentlik V, Trnka P, Slouf M (2011) Electrical and thermomechanical properties of epoxy-POSS nanocomposites. Eur Polym J 47:861–872
Lin Z, Lau S, Moon KS, Wong CP (2012) Polyhedral oligomeric silsesquioxanes (POSS)-filled underfill with excellent high temperature performance. In: IEEE electronic components and technology conference, pp 1599–1604
Mya KY, He CB, Huang JC, Xiao Y, Dai J, Siow YP (2004) Preparation and thermornechanical properties of epoxy resins modified by octafunctional cubic silsesquioxane epoxides. J Polym Sci Part a-Polym Chem 42:3490–3503
Takala M, Karttunen M, Pelto J, Salovaara P, Munter T, Honkanen M, Auletta T, Kannus K (2008) Thermal, mechanical and dielectric properties of nanostructured epoxy-polyhedral oligomeric silsesquioxane composites. IEEE Trans Dielectr Electr Insul 15:1224–1235
Heid T, Fréchette M, David E (2014) Nanostructured epoxy/POSS composites: high performance dielectrics with improved corona resistance and thermal conductivity. In: IEEE electrical insulation conference, pp 316–319
Zhang ZP, Liang GZ, Wang XL (2007) The effect of POSS on the thermal properties of epoxy. Polym Bull 58:1013–1020
Villanueva M, Martin-Iglesias JL, Rodriguez-Anon JA, Proupin-Castineiras J (2009) Thermal study of an epoxy system DGEBA (n = 0)/MXDA modified with POSS. J Therm Anal Calorim 96:575–582
Kourkoutsaki Th, Logakis E, Kroutilova I, Matejka L, Nedbal J, Pissis P (2009) Polymer dynamics in rubbery epoxy networks/polyhedral oligomeric silsesquioxanes nanocomposites. J Appl Polym Sci 113:2569–2582
Nelson JK (ed) (2010) Dielectric polymer nanocomposites. Springer Science + Business Media, New York, NY
David E, Fréchette M (2013) Polymer nanocomposites—major conclusions and achievements reached so Far. IEEE Electr Insul Mag 29(6):29–36
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Switzerland AG
About this chapter

Cite this chapter
David, E., Andritsch, T. (2018). Dielectric Properties of Epoxy/POSS and PE/POSS Systems. In: Kalia, S., Pielichowski, K. (eds) Polymer/POSS Nanocomposites and Hybrid Materials. Springer Series on Polymer and Composite Materials. Springer, Cham. https://doi.org/10.1007/978-3-030-02327-0_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-02327-0_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-02326-3
Online ISBN: 978-3-030-02327-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)