
Abstract
Controlled fermentation has been used for kitchen waste treatment. The most important factors affecting methane production from kitchen waste is organic loading rate and hydraulic detention time. Two main types of fermentation of kitchen waste are natural fermentation and controlled fermentation. The fermentation products are poly-3-hydroxyalkanoates (PHA) and poly-lactate (PLA).
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
6.1 Introduction
In the last century, the world had experienced various industrial revolutions, which were driven by fossil fuels such as petroleum and coal. These rapid changes also brought along serious environmental issues such as the dumping of nonbiodegradable polymers in landfills, uncontrolled release of greenhouse gases, and usage of nonrenewable energy. These concerns have sparked interest in finding alternative renewable materials such as industrial chemicals and biodegradable polymers that will reduce the environmental pollution. Despite intensive research and development in green technology and discussions by interested parties, there was no major commitment in adopting green technology at a commercial level. Even though the world has acknowledged the depletion of fossil fuel reserves and increases in oil production cost, the price per unit of chemical derived from petroleum is relatively more competitive.
However, this perception is about to change as a result of current biotechnological developments in utilizing biological agents and cheap renewable resources to produce bioproducts. Biotechnology has made a strong impact by providing a sound alternative technology that contributes to the well-being of the environment. Biological agents such as enzymes and cells are more efficient than chemical reagents. Enzymes are known for their specificity and are extremely efficient in producing intermediates or chemicals and can perform as efficient as metal catalysts. Live cells can be considered as living catalysts because of their ability to assimilate or dissimilate chemical compounds while harvesting the energy released. The abundance of organic matter, particularly the biomass generated by domestic and agricultural activities, coupled with the biocatalysts mentioned, promises a great potential in producing competitive chemicals or intermediates for the chemical industries. The production of chemicals that cannot be synthesized chemically such as citric acid, monosodium l-glutamate, and l-lysine from agricultural residues have encouraged the acceptance of biotechnology as a future technology by the chemical industry.
6.1.1 Availability and Potential of Kitchen Refuse Biomass
The potential and definition of municipal solid wastes (MSW) as renewable materials may vary depending on the economic scale of each country. In developed nations such as Japan and the United States, MSW consists of paper and paperboard products, yard trimmings, glass, metals and to some extent electrical appliances as in Fig 6.1 (1, 2) The potential for conversion of biomass into valuable products is limited because of the low volumetric discharge of organic matter. Moreover, the organic wastes collected from the municipalities are mostly being incinerated or converted into compost rather than chemicals. On the other hand, in the developing nations, the main bulk of MSW will be organic matter. Studies in eight developing countries have shown that the generation of kitchen refuse from household, restaurant and commercial venues comprised up to 60% of the total MSW content as shown in Table 6.1 (3). According to the UN estimates, 60% of the world’s population will be living in urban areas by the year 2015. It is further estimated that about 90% of the population increase between now and the year 2015 will be in urban areas. Most of that increase in urban population will be in developing countries with the MSW generation rate of between 0.5 and 1.3 kg/person/day. In a recent study by the World Bank, urban waste generation is predicted to increase substantially over the next years as GNP pre capita increases. It is predicted that a total of 31.6 million tonnes per day of waste will be generated in the next few years in Asian countries (4) With an average of 50% of the total MSW being organic-based waste, it is estimated that 15.8 million tonnes of biomass, a renewable resources, are being disposed daily in Asia alone.

Materials generated in MSW by weight (3).
Leachate is one of the immediate products of MSW disposal in the open dumping sites or landfill. Pollution due to leachate contamination of groundwater system caused by organic matters, heavy metal and toxic chemicals is inevitable in poorly designed landfills. Leachate is formed when water percolates through the dumped solid waste, extracting the organic and inorganic compounds as a result of the natural hydrolytic and fermentative processes. Generally, such leachates contain high concentrations of soluble and suspended organic and inorganic matters (5), with significant levels of heavy metals. The biochemical oxygen demand (BOD) ranges from 20,000 to 50,000 mg/L and tends to vary considerably both daily and seasonally (6). As shown in Table 6.2, the chemical properties of leachate varies widely depending on factors such as temperature, water input (rain), composition, and age of MSW.
6.2 Fermentation of Kitchen Refuse
6.2.1 Natural Fermentation Process
Based on the chemical properties and composition, the most cost-effective method in the treatment of MSW is using sanitary landfill. By exploiting the low energy requirement of anaerobic processes, the organic matter which is mainly kitchen refuse is being stabilized. Alternatively, such organic matter could be easily composted aerobically. Nonetheless, the potential energy recovery from the anaerobic treatment makes it an advantage over other methods in the selection of treatment for kitchen refuse. However, the treatment in the sanitary landfill is far from the optimal conditions, resulting in prolonged existence of organic matter and environmental problems. Without any process control parameters, the anaerobic treatment of MSW is largely dependent on the presence of natural occurring microorganisms in the landfill. A few studies have shown that landfill ecosystem harbors a consortium of microorganisms with diverse biochemical properties forming a complete food chain in stabilizing the organic matter. Among the reported and identified microorganisms in landfills are Candida spp., Bacillus spp., Cellulomonas spp., Staphylococcus spp., Acinetobacter spp., Alcaligenes spp., Enterobacter spp., Pasteurella spp., Proteus spp., Pseudomonas spp., Serratia spp., Yersinia spp., Clostridium spp., Syntrophomonas spp., Lactobacillus spp., Pediococcus spp., Leuconostoc spp., Weisella spp., Desulfuromonas spp., Methanobacterium spp., Methanosaeta spp., and Methanosarcina spp. (7–11). In addition to the diversification of microbial population in the landfills, inconsistency of MSW composition, age and poorly designed landfills makes the treatment of MSW using anaerobic fermentation difficult to control or predict (51, 52).
In general, the anaerobic fermentation of organic matter can be divided into three stages. In the first stage known as hydrolysis process, all the complex substrates such as carbohydrates, protein, and lipids are being de-polymerized into smaller compounds. The conversions are controlled by series of extra-cellular enzymes that produce long chain fatty acids and carbon dioxide. This is followed by the degradation of long chain fatty acids into carbon dioxide, hydrogen, and short fatty acids such as acetic, propionic, and butyric acids by acid forming microorganisms (acidogens). As the name implies, this stage is called acidogenesis. The final stabilization of organic matter will only occur at the final stage of the anaerobic process. At this point, the methane producing microorganisms (methanogens) which are extremophiles with narrow optimum growth conditions metabolize the short chain fatty acids mainly acetic acid to emit methane and carbon dioxide. Another pathway of methane production is via the reduction of carbon dioxide and hydrogen into methane by the hydrogen-utilizing methanogens. Methane and carbon dioxide (end-products) will be continuously emitted until all the organic matter has been depleted.
6.2.2 Controlled Fermentation
Unlike natural fermentation process that is being carried out in the landfill, controlled fermentation of kitchen refuse is done with two objectives, firstly to increase the treatment efficiency and secondly to produce value-added products from the conversion of organic matters. In general, the organic fraction of MSW will be subjected to properly designed bioreactor, which enables the operators to control the biochemical process toward the production of desirable products. The types of end products produced from MSW is also affected by different biochemical processes and microorganisms used. At present, there are two different biochemical processes that utilize MSW, nonsterile and sterile fermentations. In nonsterile fermentation, endogenous microorganisms are exploited to produce methane and organic acid cocktails mainly acetic, propionic, and butyric acids via anaerobic process. The sterile process is lactic acid fermentation using MSW as raw material using monoculture system.
6.3 Production of Methane
Anaerobic degradation of a mixed composition of kitchen refuse such as lipids, carbohydrates, and proteins requires a synergistic relationship between all microbial populations which occurs only when the optimum conditions for each group of microorganisms exist. Since the activity of methanogens is the limiting factor in the final conversion of organic matter into methane and carbon dioxide, the optimum must be set within the desirable range. Methane production from organic fraction of MSW has attracted special interest as a result of the generation of renewable energy. Anaerobic fermentation of kitchen refuse is seen as an approach to mitigate the large quantity of MSW dumped in landfills. Various methane generation systems and their potential have been reviewed by Gunaseelan (12).
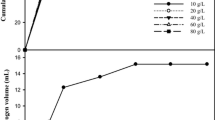
There are several important factors that affect the methane production from kitchen refuse. Firstly, the organic loading rate (OLR), which is equivalent to the amount of organic matter to be stabilized by microorganisms. As reported by Gallert and Winter (13), the highest OLR achieved was 9. 4 kg ∕ m3/day at about 65% volatile solids (VS) removal. However, the performance of a full-scale plant treating kitchen refuse is wider, between 5 and 14 kg ∕ m3/day of OLR with 55–77% VS removal efficiency. This large variation is governed by the properties of MSW and bioreactor configurations. As discussed by Chynoweth and coworkers (14), low VS content ( < 1%) can be treated with high rate bioreactors such as upflow anaerobic sludge blanket and anaerobic filter. These systems could tolerate higher OLR ( > 15 kg ∕ m3/day) because of their capability in retaining high density microorganisms. Shorter hydraulic retention time (HRT) of less than a day is required to remove high percentage of VS. For intermediate VS content of between 5 and 10%, two-stage fermentation or recycling of solid (sludge) systems is recommended. In the two-stage fermentation, the hydrolysis and acid phases is carried out in the first stage, while the methane production in the second. Insoluble matter such as lingo-cellulosic compounds is hardly digested because of their recalcitrant properties and low kinetic reaction order. Recycling of sludge assisted in stabilizing the system and compensating the biomass loss during washout. Low rate bioreactors such as plug flow digester, continuous stirred digester, or batch system are suitable for high VS content of more than 10%. Due to the high load of VS, the system can only cope up to the maximum of 5 kg ∕ m3/day of OLR and HRT between 20 and 30 days.
Complete removal of VS is crucial as the final composition of the treated kitchen refuse would determine the downstream treatment. The low content of VS could facilitate the physical separation between solid and liquid by settling method compared with highly viscous treated kitchen refuse. It has been showed that the nondegraded organic matter such as lignin and cellulose may represent up to 15% of the total COD (15). Therefore, this factor poses a great challenge for a commercial scale organic based MSW treatment plant as the quality of kitchen refuse is highly variable and inconsistent. Another important factor which is closely related to OLR is HRT. HRT is the function of microorganisms growth and washout. It also determines the size of the bioreactor which in turn influences the economic scale of the treatment plant. Sudden variations in COD would mean changes in volume of organic matter leading to daily fluctuation of HRT. In principle, if the same amount of substrate is fed daily, a population balance between the acidogens and methanogens will be maintained easily. Sudden addition of large amounts of readily digestible organic matter could result in the production of excess amounts of acids, thus creating an imbalance of anaerobic digestion (16). When this occurs, the methanogens activities tend to slow down and eventually acids will accumulate in the system. Nonetheless, with the introduction of sludge recycling system, formation of granules and fixed bed for microbial growth, the system will be stable and thus better able to withstand the effect of sudden increase of COD without affecting the bioreactor performance.
In a continuous anaerobic fermentation, the kitchen refuse should be introduced in a smaller quantity continuously or intermittently daily. Single loading pattern in a day would disturb the steady state condition of the microbial population or also known as loading shock (17). The loading shock is more detrimental to methanogens. A longer time is needed for methanogens to regain its optimum density because of slower growth rate and washout. Moreover, the condition after the loading is in favor of acidogens to produce more acids than what can be consumed by methanogens (18). Accumulation of acid compounds at the initial stage is one of the factors in lowering the methane content emitted as methanogens has narrow range of optimum growth conditions (13).
As mentioned before, the methanogens which caused the final conversion of kitchen refuse into stable end-products are very sensitive to conditions in the system. They can easily become dormant or inactive when optimum conditions are not maintained. One of the most important environmental requirements is the appropriate pH. Whilst the acidogens can function satisfactorily at any pH level above 5, the methanogens are inhibited when the pH falls below 6.2. The best operating range for methanogens is between 6.8 and 7.2, while the tolerable level is between 6.0 and 8.0 (19). The pH of the system has to be maintained within the optimum range by the system’s buffering capacity since the start-up operation commenced. Naturally, all biological systems are equipped with the ability to resist change of pH as a survival strategy. This is known as natural buffering capacity measured as alkalinity. During the microbial metabolic activity, some buffering materials such as bicarbonates, carbonates, and ammonia will be secreted into the solution.
The quantity of buffer produced is usually enough to counter the acid generated, so that the pH will remain at a constant level. Sudden changes in the acid production rate or the amount of buffering material can cause changes in pH. This means that the natural alkaline buffer in the system has been reduced and/or that acids are secreted faster than the neutralizing buffer and that the methanogens cannot keep up. The optimum anaerobic fermentation would require the ratio of volatile fatty acids: alkalinity of between 0.1 and 0.3. Typical causes of acidic pH are sudden changes in organic loading or temperature, lack of pH control, presence of toxic waste, and slow bacterial growth during start-up. Another important parameter in kitchen refuse fermentation is the release of ammonia from the degradation of protein. As reported by Angelidaki and Ahring (20), free ammonia may be responsible to the inhibition of methane producing microorganisms. Mesophilic methanogens are more susceptible to ammonia inhibition at the range of 80–150 mg/L compared to thermophilic methanogens at 250 mg/L (21, 22) as protein-based organic matter is being degraded at a higher rate during thermophilic process.
6.4 Production of Organic Acids
In any anaerobic treatment of organic compounds, a consortium of different groups of microorganisms is responsible in stabilizing the organic matter. Prior to the production of methane, by manipulating the anaerobic fermentation parameters, methanogens can be suppressed for higher production of organic acids. A simple approach is by creating an acidic condition (pH < 6. 0) during the fermentation. It has been widely reported that accumulation of organic acids such as acetic, propionic, and butyric acids would inhibit the growth of methanogens (23, 24). This is in line with findings by Inanc and coworkers (25), explaining the role of propionic acid in promoting the growth of dominant acidogenic population in anaerobic digestion of carbohydrates. This is done by shorter HRT and higher OLR which resulted in wash out of methanogens and excess of organic acids in the fermentation broth.
Even though acid phase is part of the anaerobic fermentation of kitchen refuse, it has not been intensively studied like methane production. The production of organic acids from organic wastes using plug-flow reactor as reported by Sans et al. (26), has shown promising results. With shorter HRT of 2 days, the production of organic acids mainly acetic and butyric acids was between 11.8 and 19.5 g/L. It was reported that acidic condition (intermediate products of anaerobic fermentation) not only suppressed the growth of methanogens but also reduce the production of organic acids by acidogens and hydrolytic microorganisms. This is because of negative feedback inhibition of intermediate products accumulation. To mitigate the situation, a cascade fermentation system was proposed by Argelier and coworkers (27). A series of three continuous stirred-bioreactors was used to achieve high production of organic acid up to 42 g/L. This system also demonstrated very high OLR at 12. 5 kg ∕ m3/day at only 12.5 days HRT. The system created a cascade of fermentation by different groups of microorganisms in different bioreactors. Hydrolytic microorganisms are confined at the first stage, while acidogens dominated the remaining two bioreactors.
An equally potential raw material from production of organic acids which is derived from kitchen refuse is leachate. The fermentation of leachate generated from MSW was carried out in nonsterile condition for the production of organic acids (28). An optimization trial was done to determine the best condition for endogenous acid-producing microorganisms to grow. By exploiting the different optimum pH for methane and acid producers, the production of organic acids from leachate was the highest when the pH was adjusted initially to pH 7 with no further control. Approximately 45 g/L total organic acids were produced after 5 days of treatment, with 28 g/L lactic acid, 8 g/L acetic acid, and 9 g/L propionic acid. Attempts to produce organic acids using endogenous acid-producing bacteria from kitchen refuse were not as high. When the fresh leachate was autoclaved and seeded with 10% fermented kitchen garbage, the highest organic acids achieved were only between 34 and 37 g/L. The highest selectivity of lactic acid (85%) was achieved during the treatment of leachate seeded with kitchen refuse without any pH adjustment (29).
6.5 Production of l-Lactic Acid
Homolactic bacteria, e.g., Lactobacillus bulgaricus and Lactobacillus delbruckii, have been chiefly employed for lactic acid production. The substrate may be lactose (whey), glucose (or glucose syrup), or sucrose (either pure or as beet molasses), and the fermentation is the classic example of an anaerobic process. Disaccharides are hydrolyzed to hexoses, which are catabolized via the Embden–Meyerhof pathway to pyruvate, which is finally reduced to l ( − ) lactic acid by lactic dehydrogenase. Under some conditions, the d,l-acid is produced, possibly by action of a racemase (Fig. 6.2). The normal medium includes carbohydrates and inorganic nutrients to supply nitrogen, phosphate and potassium. Additional vitamins may also be added.

Enantiomers of lactic acid (34).
L. delbruckii is used at temperature of up to 50∘C and L. bulgaricus up to about 44∘C. The latter must be used to ferment whey because L. delbruckii cannot ferment lactose. The use of a large inoculum and the relatively high temperature make rigorous sterilization of the medium unnecessary, and pH is maintained at 5.8–6 by addition of calcium carbonate. Although lactic acid is produced by an anaerobic process, small amounts of oxygen are not detrimental. The fermentation generally takes 6–7 days and, yields are in the range of 80–90 g lactic acid per 100 g carbohydrate supplied.
Homofermentative and heterofermentative lactic acid bacteria utilize either the well known EMP pathway of glucose metabolism to produce lactic acid as the main end product, or pathways of pentose metabolism resulting in lactic acid plus other products such as acetic acid, ethanol, and CO2 (30). Lactic acid bacteria, despite being able to produce acids as the main metabolic products, are rather sensitive to acids. Therefore, processes aiming for high consumption of carbon source to produce high concentrations of lactic acid have to be conducted at pH 5.5–6. According to Buchta (31), lactic acid fermentation is strongly inhibited at pH 5 and ceases at pH values below 4.5. The temperature range for optimal growth of mesophilic lactic acid bacteria is \(28\mbox{ \textendash }4{5}^{\circ }\mathrm{C}\) and that of thermophilic lactic acid bacteria is \(45\mbox{ \textendash }6{2}^{\circ }\mathrm{C}\). Lactic acid bacteria are facultative anaerobic organisms. Therefore, in practice, low oxygen tension could be tolerated and exclusion of oxygen (air) is not an absolute requirement.
Unlike mixed organic acid fermentation from kitchen refuse and leachate, l-lactic acid production is carried out under sterile conditions. Intensive research was done in Japan by Sakai and coworkers (32) to develop a novel approach in utilizing MSW as a source of renewable material. The flow diagram of the biochemical process is as shown in Fig. 6.3.

Flow diagram of l-lactic acid fermentation using food waste from municipal solid waste (32).
There were three stages of biochemical processes involved in the production of l-lactic acid. Due to the nonsterile condition and probably partially fermented starting material (minced food waste), the presence of endogenous d,l-lactic acids were detected. Thus, the removal of d,l-lactic acids was crucial as the production of poly-lactate (PLA) requires strictly l-lactic acid. This was achieved by using Propionibacterium freundenreichii which had strong affinity to utilize d,l-lactic acid rather than sugar that was present in the substrate (Stage 1). This novel feature enabled maximum conversion of sugar for the production of l-lactic acid. Upon the removal of inactive lactic acid, the food waste was saccharified using glucoamylase to release sugars in the second stage. In the last stage, the enzymatically treated food waste was subjected to lactic acid fermentation using a specific l-forming homo-fermentative strain, Lactobacillus rhamnosus (33). The serial fermentation process using food waste demonstrated the true potential of biomass conversion into lactic acid. The end product of the fermentation was of high quality with more than 98% optical purity at 82% conversion of glucose released from the saccharification process into l-lactic acid (62 g/L) (32).
Another study conducted in Malaysia, a locally isolated bacteria was used to ferment various organic biomass for the production of lactic acid (34). A high lactic acid-producing bacteria was isolated from palm oil mill effluent sludge and identified as Enterococcus gallinarium. The ability of E. gallinarium to ferment glucose into l-lactic acid was never reported before. Initial fermentation trial was conducted using food waste produced a promising results with 85% optical purity and production of l-lactic acid at approximately 39 g/L. Additional trials were also carried out on sago starch and rice as raw materials for l-lactic acid production. However, food waste was far more superior in the production of l-lactic acid. This was largely due to better nutrient composition and C/N ratio for growth and acid production which is lacking in sago starch and rice.
6.6 Potential Applications of Kitchen Refuse Fermentation Products
The introduction of biotechnology into the chemical industry should not be considered the new era of technology, but rather as the reintroduction of an old player. Prior to the industrial revolution and the readily available petroleum, biotechnology had played a major role in providing chemicals such as ethanol, methane, acetone, butanol, and acetic acid. In the past years, with growing public awareness on environmental issues, uncertainties regarding fossil fuel supply and the rising production cost of petroleum, biotechnology has been sourced out as an alternative pathway of chemicals synthesis. Since then, a few existing biotechnologies such as organic acid production have been revisited and researched to fit into the needs of the current chemical industry. One of the most promising products from bioconversion of biomass is biodegradable polymer for plastic production.
6.6.1 Production of Poly-3-Hydroxyalkanoates Using Organic Acids
A major obstacle in the commercial application of bioplastics, poly-3-hydroxyalkanoates (PHA), is the high production cost compared to conventional petrochemical plastics. One of the determining factors in the economics of PHA production on the industrial scale is raw material cost. A number of nutrients, including carbon, nitrogen source, and mineral salts are required to support both cell growth and metabolite formation in any microbial reaction. Downstream processing, mainly the extraction of PHA from cells, attributes to the costly process of bioplastic synthesis (35). Much effort has been spent in optimizing the PHA production process and reducing costs such as inexpensive and scaleable PHA production and recovery schemes to produce low-cost PHAs that are competitive with traditional thermoplastics. Hassan et al. (36–38) successfully used organic acids from palm oil industry coupled with PHA production using Rhodobacter sphaeroides andAlcaligenes eutrophus. Such processes could lead to lower PHA production cost. Another potential raw material for PHA production is MSW or leachate. This organic biomass has the properties that makes it an attractive material to produce high amounts of PHA – being high in organic carbon, low in nitrogen content, and nontoxic.
Poly-3-hydroxybutyrate (PHB), the best known member of the PHA group, can be accumulated intracellularly by a number of microorganisms. The most studied organism for PHB production is Ralstonia eutropha (formerly known as A. eutrophus). The commercial interest has been focused on R. eutropha strain because it is capable of accumulating very high PHB levels within the cells in a short time (39). R. eutropha produces PHB on a variety of substrates, such as glucose, fructose, and organic acids. There have been many reports on the use of acetic and propionic acids (40–43). However, only a few have referred to lactic acid as a sole carbon source in PHB production by R. eutropha (44).
Based on the kitchen refuse fermentation, the mixture of organic acids produced is suitable for the synthesis of PHA using R. eutropha. In synthesis of PHA, acetic and propionic acid monomers will be polymerized into hydroxybutyrate (HB) and hydroxyvalerate (HV) monomers. Therefore, with the total HB monomer of 76.9 and 23.1% of HV, a P3(HB)-3-(HV) will be formed which is a good quality bioplastic (Fig. 6.4). Two-step fermentation was employed in the fed-batch fermentation of PHB using organic acids from leachate. This approach was also useful in preventing contamination with higher initial cell density seeded during initial fermentation stage. In the first step of the fed-batch fermentation, the R. eutropha was supplied with ammonium nitrate (nitrogen source) in addition to organic acids (carbon source) to give a final medium C/N of 20. This is crucial to build up the population density rather than the production of PHA. Once the desirable cell density is achieved, the nutrient supply is switched to nitrogen-free media with C/N higher than 30. This will minimize the cell growth and encourage the cells to conserve and store the carbon inside the cells as PHA.

PHA product from kitchen refuse (28).
Prior to the conversion of organic acids from leachate into PHA, ammonium content in the fermentation broth needs to be controlled. Direct utilization of the broth may result in low PHB yield as low C/N ratio will encourage growth rather production of PHA. Ammonium content after the fermentation was more than 500 mg/L. Mordenite zeolite (particle size < 75 μm) at concentration of 40 g per 100 ml of broth was able to remove more than 90% of ammonium. The fermentation using R. eutropha was carried with partially purified organic acids under sterile condition. R. eutropha had high affinity towards lactic acids than other organic acids. Nevertheless, most of the organic acids were finally consumed in the production of PHA but at different uptake rates. Overall, PHA fermentation process using organic acids derived from leachate yielded 6.9 g/L PHA at 85% of cell content (28).
6.6.2 Production of Poly-Lactate Using Organic Acids
One of the recent plastics emerging in the market is polylactic acid or poly-l-Lactide (PLA). PLA is a potential substitute to petroleum based plastics in a number of applications including disposables such as plates and utensils, where degradability would be the strong point. Recently, Cargill, as part of its strategy to add value to grain processing, entered the plastics derived from corn. Its new carbohydrate-based polymer was called NatureWorkTM PLA, and it was strongly promoted as a renewable, biodegradable plastic (45).
PLA is the crystalline form of lactic acid polymers. PLA belongs to the family of poly(α-hydroxy) acids, one of the sub-categories of the polyesters. Notable members of this same family are polyglycolic acid (PGA), the various forms of PLA (poly-l-lactic acid, poly-d-lactic acid, stereo copolymer poly-l, d-lactic or PLA-X acid, PLA/PGA copolymers and PLA-X/PGA copolymers). However high-molecular-weight polymers of glycolic and lactic acid are possible to obtain by direct condensation reaction. Polyglycolide and polylactide are typically made by ring-opening polymerization of their respective cyclic diester dimmers, glycolide, and lactide.
Unlike PHB, the synthesis of PLA from l-lactic acid is using a series of chemical reactions (32). The l-lactic acid produced from food waste was first subjected to a purification step. Impurities such as protein, salts, acetic, and propionic acids present in the fermentation broth were separated from l-lactic acid using a combination of esterification, distillation, and hydrolysis processes. n-Butanol was used to form butyl lactate ester which has a specific boiling point of 130∘C which was then distilled. The concentrated butyl lactate was then hydrolyzed at \(95\mbox{ \textendash }11{0}^{\circ }\mathrm{C}\) to produce high purity of l-lactic acid. The polymerization ofl-lactic acid commences with a stepwise increment of reaction temperature from 135∘C up to 160∘C at 10 mmHg. Subsequently, the lactide reaction mixture was distilled at 180∘C at 5 mmHg to final purification step. The final product contains high optical purity of PLA at 98.8% at 95% yield (Fig. 6.5).

Polymerization process of l-lactic acid produced food waste (32).
The main advantage of PLA compared with petroleum-based polymer is the recyclable feature of the PLA polymer. A simple solubility test was carried out between PLA and polyethylene. In the presence of 10% ammonia at 80∘C, after the PLA was completely solubilized while polyethylene remains as it is (Fig. 6.6). This unique feature enables the PLA to be reused and remolded into a new product. Such technology is now ready to be commercialized with the installation of PLA demonstration plant at Kyushu Institute of Technology, Japan. The total energy requirement for the production of 1 kg PLA is 14.4 Mcal.

Chemical recycle of poly-lactate by ammonia (a) PLA – left, polyethylene – right, 10% ammonia – top; (b) reaction at 80∘C; (c) after 2 h) (33).
6.6.3 Environmental Mitigation of Greenhouse Gases Effect
The survival and sustainable growth of living organisms on the earth’s surface for thousand of years is partly attributed to the balance of climatic factors such as atmospheric gases and solar energy. This equilibrium is obtained through the adsorption and reflection of solar energy from the sun and back into space. In this process, the atmospheric gases have the ability to adsorb and release the energy at a steady state. The trapped heat allows the earth’s atmosphere to warm up, also known as the “natural greenhouse effect,” creating a suitable environment for living organisms. These atmospheric gases or greenhouse gases (GHG) comprise of water vapor, carbon dioxide, methane, nitrous oxide, and ozone. However, the rapid industrial development which began in the eighteenth century in Europe followed by America in the nineteenth century and then in Asia shortly after that, has caused a shift in the equilibrium of the GHG. Atmospheric concentrations of carbon dioxide have increased by 30%, methane concentrations have more than doubled and nitrous oxide concentrations have risen by about 15% (46). As a result, this has enhanced the heat-trapping capability of the earth’s atmosphere. The increased concentrations of GHG are likely to accelerate the rate of climate change.
Of all the GHG, methane has the highest heat trapping capacity or global warming potential (GWP) which is 23 times more than carbon dioxide (47). It has been recognized that the largest source of methane is from the anthropogenic activities mainly from landfills, municipal, and industrial wastewater treatment facilities and agricultural sectors (48–50). This is largely due to the rich organic content in the wastes generated at the end of the food and agricultural sectors. Due to the nature of the waste, anaerobic digestion/treatment is employed as it is the best and cost-effective method to reduce the polluting strength, which unfortunately emits a large quantity of methane into the atmosphere. General estimates of methane concentration from different sources are presented in Table 6.3.
Reducing methane emission from landfills seems to be a good approach in mitigating the GWP. This is done by utilizing aerobic systems for treating organic matter that will completely stop the methane release. However, the high operational cost especially high energy requirement for aeration and disposal of the large quantity of sludge produced may deter the industry from applying aerobic treatment. As such, anaerobic process is still the choice of the industry due to cost-effectiveness. Alternatively, the current landfill system could adopt a methane recovery system or installation of anaerobic bioreactor for kitchen refuse fermentation which not only reduces the release of methane, but also represents a new source of energy. Being renewable and combustible, generation of electricity from methane is a promising mitigation step to reduce the concentration of methane in the atmospheric gases. In addition, it eliminates the undesirable smell from the landfills. Lastly, the life span of the landfill system could be prolonged as the volume of wastes is reduced.
6.7 Integrated Zero Discharge Concepts of Municipal Solid Waste Management and Handling
Continuous increase in the prices of fossil fuels and rapid depletion of its reserves have renewed global interest in exploring alternative renewable energy sources. For decades, the world has largely depended on fossil fuels as its source of energy and petroleum-based chemicals. However, growing attention is now given to renewable sources such as wood fuels, agricultural wastes, animal wastes, MSW, and effluents. In addition to being renewable and sustainable, these types of energy sources are considered environmentally friendly. As such, they have great potentials for mitigating climate change. In particular, biomass as renewable resources hold great promise as a component of Kyoto Protocol strategies for the reduction of greenhouse gas emissions to acceptable levels.
Historically, an increase in the demand for cheap chemicals or intermediates to feed the rapidly growing industrial era and new discoveries of synthetic polymers in 1950s have encouraged the growth of petrochemical industries. The industries were largely based on the technology to convert petroleum into materials such as polyethylene, polypropylene, nylon, polyesters, and epoxy resins. All these polymers are synthesized from seven main precursors i.e., ethylene, propylene, butylenes, benzene, toluene, xylenes, and methane, which have become the backbone of the diverse petrochemical industry. It is estimated that 90% of the organic chemicals produced annually were synthesized from fossil fuels. Coal was once the main source of chemicals but because of the complexity of its conversion processes when compared to the more readily available and competitive petroleum and gas, the utilization of coal was limited only for energy.
There is a lot of potential for the utilization of waste for the production of organic acids and biodegradable plastics. The strategy is to have a zero waste technology, combining with the current waste management in most of the industries. Organic acids are the major key in this technology which is able to generate income and protecting the environment from pollution. A new paradigm is required that looks at waste not as a problem to be buried or burned but as an opportunity to recover valuable resources, create jobs, save money, and reduce pollution. The philosophy has arisen out of the realization that the wastefulness of our industrial society is compromising the ability of nature to sustain our needs and the needs of future generations. “Zero Waste” is a whole system approach that aims to fundamentally change the way in which materials flow through human society. The goal is an industrial system directed toward material recovery rather than material destruction.
References
Tanaka M (1999) Recent trends in recycling activities and waste management in Japan. J Mater Cycles Wastes Manag 1:10–16
USEPA (2001) Municipal waste in the united states: facts and figures, EPA/625–91/014, Washington, DC
Shimura S, Yokota I, Nitta Y (2001) Research for MSW flow analysis in developing nations. J Mater Cycles Waste Manag 3:48–59
Einsiedel NV (2000) Final disposal of municipal solid waste: critical considerations of solid waste disposal in Asian cities. (http://www.aeetc.org/project/watersoil/landfilldocADB.html)
Berrueta J, Gutierrez A, Fueyo G (1996) Anaerobic treatment of leachates in a pilot scale upflow anaerobic sludge blanket reactor – strategy of start-up. J Chem Technol Biot 67:302–314
Lema JM, Mandez R, Blazquez R (1988) Characteristic of landfill leachate and alternatives for their treatment: a review. Water Air Soil Pollut 40:223–250
Boothe DDH, Smith MC, Gattie DK, Das KC (2001) Characterization of microbial populations in landfill leachate and bulk samples during aerobic bioreduction. Adv Environ Res 5:285–294
Calli B, Mertoglu B, Roest K, Inanc B (2006) Comparison of long term performances and final microbial compositions of anaerobic reactors treating landfill leachate. Bioresour Technol 97:641–647
Huang L, Chen Y, Zhou H, Luo S, Lan C, Qu L (2003) Characterization of methanogenic Archaea in the leachate of a closed municipal solid waste landfill. FEMS Microbiol Ecol 46:171–177
Pourcher A, Sutra L, Hébé I, Moguedet G, Bollet C, Simoneau P, Gardan L (2001) Enumeration and characterization of cellulolytic bacteria from refuse of landfill. FEMS Microbiol Ecol 34:229–241
Kim DH, Kim SH., Shin HS (2009) Hydrogen fermentation of food waste without inoculum addition. Enzyme Microb Technol 45:181–187
Gunaseelan VN (1997) Anaerobic digestion of biomass for methane production: a review. Biomass Bioenerg 13:83–114
Gallert C, Winter J (1997) Mesophilic and thermophilic anaerobic digestion of source-sorted organic wastes: effect of ammonia on glucose degradation and methane production. Appl Microbiol Biotechnol 48:405–410
Chynoweth DP, Owens JM, Legrand R (2001) Renewable methane from anaerobic digestion of biomass. Renew Energ 22:1–8
Barlaz MA, Schaefer E, Weiland P (1989) Bacterial population development and chemical characteristics of refuse decomposition in a simulated sanitary landfill. Appl Environ Microbiol 55:55–65
Mechichi T, Sayadi S (2005) Evaluating process imbalance of anaerobic treatment of olive mill wastewaters. Process Biochem 40:139–145
Nebot E, Romero LI, Quiroga JM Sales D (1995) Effect of the feed frequency on the performance of anaerobic filters. Anaerobe 1:113–120
Masse L, Massé DI (2005) Effect of soluble organic, particulate organic, and hydraulic shock loads on anaerobic sequencing batch reactors treating slaughterhouse wastewater at 20∘C. Process Biochem 40:1225–1232
Oremland RS (1988) Biochemistry of methane production, In: Zehnder, AJ Stumm W (eds) Biology of anaerobic microorganisms Wiley, New York, pp 707–770
Angelidaki I, Ahring BK (1993) Thermophilic anaerobic digestion of livestock waste: the effect of ammonia. Appl Microbiol Biotechnol 38:560–564
Braun R, Huber P, Meyrath J (1981) Ammonia toxicity in liquid piggery manure digestion. Biotechnol Lett 3:159–164
Koster IW, Lettinga G (1984) The influence of ammonia–nitrogen on the specific activity of pelletized methanogens sludge. Agr Wastes 9:205–216
Borzacconi L, Lōpez I, Anido C (1997) Hydrolysis constant and VFA inhibition in acidogenesis phase of MSW anaerobic degradation. Water Sci Technol 36:479–484
Liu T (1998) Anaerobic digestion of solid substrates in an innovative two-phase plug-flow reactor (TPPFR) and a conventional single-phase continuously stirred-tank reactor. Water Sci Technol 38:453–461
Inanc B, Matsui S, Ide S (1996) Propionic acid accumulation and controlling factors in anaerobic treatment of carbohydrate: effects of H2 and pH. Water Sci Technol 34:317–325
Sans C, Mata-Alvarez J, Cecchi F, Pavan P, Bassetti A (1995) Volatile fatty acids production by mesophilic fermentation of mechanically-sorted urban organic wastes in a plug-flow reactor. Bioresour Tech 51:89–96
Argelier S, Delgenes J, Moletta R (1998) Design of acidogenic reactors for the anaerobic treatment of the organic fraction of solid food waste. Bioprocess Eng 18:309–315
Hamed J (2003) Comparison of municipal and kitchen waste leachates for the production of organic acids and polyhydroxyalkanotes. Masters Thesis, University Putra Malaysia
Phang LY (2001) Continuous production of organic acids from palm oil mill effluent and kitchen garbage. Masters Thesis, University Putra Malaysia
Kascak JS, Kominek J, Roehr M (1996) Lactic acid. In: Rehm HJ, Reed G (eds) Biotechnology, vol 6, 2nd edn. VCH Verlagsgesellschaft, Weinheim, Germany pp 294–303
Buchta K (1983). Organic acids of minor importance, In: Rehm HJ, Reed G (eds) Biotechnology vol 3, 1st edn. Verlag Chemie, Weinheim, pp 467–478
Sakai K, Taniguchi M, Miura S, Ohara H, Matsumoto T, Shirai Y (2004) Making plastics from garbage: a novel process for poly-lactate production from municipal food waste. Res Anal 7:63–74
Sakai K, Murata Y, Yamazumi H, Tau Y, Mori M, Moriguchi M, Shirai Y (2000) Selective proliferation of lactic acid bacteria and accumulation of lactic acid during an open fermentation of food waste with intermittent pH adjustment. Food Sci Technol Res 6:140–145
Cheong WC (2002) Production of l-lactic acid using various carbon sources by Enterococcus gallinarium. Master Thesis, Universiti Putra Malaysia
Yamane T (1993) Yield of poly-d-(–)-3-hydroxybutyrate from various carbon sources: a theoretical study. Biotechnol Bioeng 41:165–170
Hassan MA, Shirai Y, Kusubayashi N, Abdul Karim MI, Nakanishi K, Hashimoto K (1997) The production of polyhydroxybutyrate from anaerobically treated palm oil mill effluent by Rhodobacter sphaeroides. J Ferment Bioeng 83(5):485–488
Hassan MA, Shirai Y, Umeki H, Abdul Karim MI, Nakanishi K, Hashimoto K (1997) Acetic acid separation from anaerobically treated palm oil mill effluent for the production of polyhydroxy- butyrate by Alcaligenes eutrophus. J Biosci Biotech Biochem 61(9):1465–1468
Hassan MA, Nawata O, Abdul Rahman N, Phang LY, Shirai Y, Ariff AB, Abdul Karim MI (2002) Production of polyhydroxyalkanoates from palm oil mill effluent within a zero emission system. J Chem Eng Jpn 35:9–14
Linko S, Vaheri H, Seppala J (1993) Production of poly-3-hydroxybutyrate by Alcaligenes eutrophus on different carbon sources. Appl Microbiol Biotechnol 39:11–15
Salehizadeh H, Van Loosdrecht MCM (2004) Production of polyhydroxyalkanoates by mixed culture: recent trends and biotechnological importance. Biotechnol Adv 22:261–279
Steinbüchel A, Lütke-Eversloh T (2003) Metabolic engineering and pathway construction for biotechnological production of relevant polyhydroxyalkanoates in microorganisms. Biochem Eng J 16:81–96
Tsuge T (2002) Metabolic improvements and use of inexpensive carbon sources in microbial production of polyhydroxyalkanoates J Biosci Bioeng 6:579–584
Yan Q, Du G, Chen J (2003) Biosynthesis of polyhydroxylalkanoates (PHAs) with continuous feeding of mixed organic acids as carbon sources by Ralstonia eutropha. Process Biochem 39:387–391
Linko S, Vaheri H, Seppala J (1993) Production of poly-3-hydroxybutyrate on lactic acid by Alcaligenes eutrophus H16 in a 3-l bioreactor. Enzyme Microb Biotechnol 15:401–406
Cargill (2005). Developing products that protect the environment (http://www.cargill.com/about/citizenship/developingproducts.htm)
Ehhalt D, Prather M (2001) Atmospheric chemistry and greenhouse gases. In: Joos F, McFarland M (eds) Climate change 2001: the scientific basis, Cambridge University Press, Cambridge, pp 241–287
Intergovernmental Panel on Climate Change (IPCC) (1992) Climate change 1992, the supplementary report to the IPCC scientific assessment. Cambridge University Press, Cambridge, pp 25–27
Bogner J, Spokas K, Burton E, Sweeney R, Corona V (1995) Landfills as atmospheric methane sources and sinks. Chemosphere 9:4119–4130
El-Fadel M, Massoud M (2001) Methane emission from wastewater management. Environ Pollut 114:177–185
Hunte C, Hettiaratchi P, Meegoda JN, Hettiarachchi CH ASCE Conf. Proc. 226, 6 (2007) Denver, CO, USA, Settlement of Bioreactor Landfills during Filling Operation
Wang LK, Hung YT, Lo HH, Yapijakis (2006) Waste treatment in the food processing industry. CRC Press, NY, 333 p
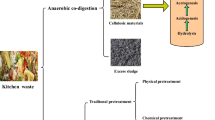
Beno Z, Boran J, Houdkova L, Dlabaja T, Sponar J (2009) Cofermentation of kitchen waste with sewage sludge. Chemical Engineering Transactions. Vol. 18, pp 677–682
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2010 Springer Science+Business Media, LLC
About this chapter
Cite this chapter
Hassan, M.A., Yacob, S., Chung, C.W., Shirai, Y., Hung, YT. (2010). Kitchen Refuse Fermentation. In: Wang, L., Tay, JH., Tay, S., Hung, YT. (eds) Environmental Bioengineering. Handbook of Environmental Engineering, vol 11. Humana Press, Totowa, NJ. https://doi.org/10.1007/978-1-60327-031-1_6
Download citation
DOI: https://doi.org/10.1007/978-1-60327-031-1_6
Published:
Publisher Name: Humana Press, Totowa, NJ
Print ISBN: 978-1-58829-493-7
Online ISBN: 978-1-60327-031-1
eBook Packages: EngineeringEngineering (R0)