
Abstract
An increasing number of poorly soluble drugs emerging from discovery organizations is a major challenge for drug development. Formulation approaches such as particle size reduction, use of solubilizers, and complexing agents, in addition to lipid formulations, have been conventionally used but with limited success. When such approaches fail to provide desired bioavailability, amorphous formulations can be used as an alternate approach. However, amorphous formulations face significant challenges owing to their inherent physical and chemical instability. One way to achieve amorphous stability is by developing an amorphous solid dispersion (ASD) with a stabilizing polymer. In the ASD preparation, polymer and active pharmaceutical ingredient (API) are coprocessed by either spray drying, melt extrusion, or fluid-bed layering techniques. Although these techniques provided adequate solution for many APIs, some compounds commonly referred to as “brickdust” were not readily amenable to these techniques either due to their high melting points and thermal instability or due to insufficient solubility in volatile organic solvents. An innovative technology, known as microprecipitated bulk powder (MBP) technology, was developed utilizing the exceptional solubility power of super solvents such as dimethylacetamide (DMA) and the concept of solvent-controlled coprecipitation to produce an ASD. The details of MBP technology covering the development of product from intermediate to final dosage form including theoretical aspects of coprecipitation, relevant properties of API and polymer, manufacturing process, and in-process controls are presented in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Solubility
- Amorphous
- Amorphous solid dispersion
- Coprecipitation
- Microprecipitated bulk powder (MBP)
- Physical stability
- Ionic polymer
- Active pharmaceutical ingredient (API)
- Miscibility
- Vemurafenib
1 Introduction
Over the past several decades, amorphous solid dispersion (ASD) technology has been increasingly utilized to address the challenges of poorly soluble compounds, which are becoming more prevalent in the current drug discovery environment. From the first practical application of solid dispersions in improving the solubility and bioavailability in the pharmaceuticals, the science and practice of amorphous technology have advanced considerably (Sekiguchi and Obi 1961; Chiou and Riegelman 1970; Leuner and Dressman 2000; Williams et al. 2010). Since then, various techniques have evolved and handful of compounds have made their way to the market using amorphous technology.
Despite extensive research and advancement in this area, application of ASD technology has not gained widespread use in the pharmaceutical industry, and still remains a niche technology applicable only to small number of compounds. The primary reasons for this reluctant adoption can be attributed to fear over the inherent physical instability of the amorphous material during manufacturing, storage, and dissolution, as well as lack of accessibility of robust and commercially viable manufacturing facilities.
With regard to manufacturing technologies, considerable progress was made with the introduction of spray drying and melt extrusion processes, enabling successful commercialization of several challenging molecules (Williams et al. 2010; Repka et al. 2013). Recently, advancement in supercritical fluid and cryogenic freezing technologies has shown promise in demonstrating the production of fine powders of ASDs (Yang et al. 2010). However, despite extensive research, the use of these technologies is limited to thermally stable low melting drug molecules or compounds soluble in volatile organic solvents. Effective technologies for the so-called brickdust-like molecule remain elusive. Moreover, as drug discovery becomes more sophisticated with respect to maximizing receptor binding, the percentage of such difficult compounds will be ever growing in modern pharmaceutical drug discovery.
To address the needs of such challenging compounds, a solvent-controlled coprecipitation technology, also known as microprecipitated bulk powder (MBP) technology, was developed in the late 1990s and is covered in detail in this chapter (Albano et al. 2002; Shah et al. 2012). The MBP technology has been applied to numerous development compounds in preclinical and clinical stage including a recently marketed product Zelboraf®.
2 Precipitation and Coprecipitation
The MBP technology is based on solvent–antisolvent precipitation. Precipitation occurs when the concentration of a compound in solution exceeds its saturation solubility. Solvent-controlled crystallization is a well-established process in the chemical industry and is briefly reviewed here before starting the discussion about solvent-controlled amorphous precipitation (McKeown et al. 2011). It should be noticed that the driving force for both processes, crystallization and amorphous coprecipitation , is supersaturation but the key difference lies in the rate at which the supersaturation conditions are created for the binary system comprised of drug and polymer. For crystallization, it is generally understood that formation of precipitate in supersaturated solution starts with the onset of nuclei formation. The onset of nuclei formation starts, hypothetically, from the formation of an interface between the solid and the solution (De Yoreo and Vekilov 2003). When molecules adhere to the nuclei in an orderly fashion with a specific motif, crystalline solid emerges. This self-assembly of molecules into crystal is governed by such factors as the degree of supersaturation, purity of solute, and diffusion rate, and it occurs usually after a certain induction period. If molecules adhere to the nuclei in a disorderly manner due to the lack of induction period, an amorphous solid emerges.
During crystallization, the degree of supersaturation is carefully controlled to obtain a desired polymorphic form and crystal habit. In general, crystallization occurs in the crystallization zone, which lies in between solubility line and precipitation line of a solubility phase diagram (Fig. 10.1).

Schematics of solubility phase diagram. Crystallization can occur in crystallization zone which lies in between solubility line and precipitation line, whereas amorphous precipitation occurs by jumping into precipitation zone by passing crystallization zone
If the system is shocked and forwarded to the precipitation zone with minimum time in crystallization zone, owing to huge solubility differentials, molecules seek immediate release of the excess energy (supersaturation) by disorderly stochastic precipitation in the form of amorphous solid . This extreme supersaturation condition can be created by adding drug solution to the larger volume of antisolvent together with reduced temperature. Upon contact with the chilled antisolvent, the solubility of compound rapidly falls below the saturation solubility, resulting in the precipitation as amorphous solid.
Coprecipitation occurs when the two compounds exceed their saturation solubility simultaneously. Coprecipitate usually forms in such a way that a minor component is incorporated in the matrix of a major component where polymer further inhibits nucleation. Although precipitation and coprecipitation are commonly used in the chemical industry, its application in pharmaceutical industry has been quite limited. The term “coprecipitation” in pharmaceutical literature was first used to produce ASDs by precipitating drug and polymer together by changing the solubility conditions (Simonelli et al. 1969). Coprecipitation was induced by either addition of organic antisolvent to drug solution or by evaporation of the solvent but not the aqueous solvent. In rare attempts when aqueous phase was used as antisolvent to induce precipitation, the resulting material was partially crystalline, suggesting the use of aqueous antisolvent was not suitable for producing amorphous form (Kislalioglu et al. 1991).
3 MBP Development
In principle, both orderly process of crystallization and disorderly process of amorphous solid formation can occur from supersaturated solution. It will be a competition between the orderly assembly of molecules with greater reduction of free energy (thermodynamically favored) and the stochastic assembly of molecule to noncrystalline amorphous solid for immediate release of energy (kinetically favored). MBP process is designed to maximize amorphous solid formation and to minimize the crystal formation by kinetically prompting rapid energy release. This was achieved by introducing drug solution to cold antisolvent with appropriate agitation in the presence of an amorphous polymer to further reduce molecular mobility.
Amorphous ionic polymer plays a key role in MBP manufacture. Polymer almost always precipitates stochastically, providing multiple heterogeneous sites for drug precipitation. Precipitate formation is governed by the polymer and growth can occur in all directions without restriction. Polymer further hinders diffusion of drug molecules by acting as physical barrier, as well as by nonspecific interaction with drug molecules. Result is the coprecipitation of drug and polymer in the form of ASD, in which drug molecules are imbedded in the polymer matrix. Among the various pharmaceutical polymers that provide favorable conditions for precipitation in aqueous antisolvent are ionic polymers , such as hypromellose acetate succinate (HPMCAS) and polymethacrylates (Eudragit L100, Eudragit L100-55, and Eudragit S100).
Thus, the MBP technology takes advantage of the solvent-controlled coprecipitation of a drug and ionic polymer under controlled conditions to produce stable ASD. By virtue of coprecipitation, the amorphous drug is molecularly dispersed in the polymer to provide a stable ASD, referred to as MBP. The fast quenching that occurs during precipitation also helps in retaining the intermolecular interactions between drug and polymer. The rapid coprecipitation is achieved by maintaining the solvent–antisolvent ratio, temperature, and shear rate . Additionally, the rate of addition of the drug and polymer solution into antisolvent and subsequent dispersion are also critical for the rapid extraction of solvent. Insufficient agitation and inappropriate solvent to antisolvent ratio may affect the simultaneous precipitation of drug and polymer resulting in drug- or polymer-rich domains that may result in phase separation and/or crystallization.
The MBP process is particularly useful for compounds that have low solubility in volatile solvents such as acetone, ethanol, or compounds that have high melting point or are thermally labile. By design, MBP process can be carried out either in acidic or in basic conditions, depending on the ionic nature of the molecule and polymer used. Although the concept of MBP appears seemingly simple and straightforward, the design and execution of MBP could be tricky because generating amorphous form in aqueous phase is counterintuitive. The successful implementation requires a thorough understanding of active pharmaceutical ingredient (API) properties, polymer properties, and processing parameters including the solvent, antisolvent , temperature, shear force, and drug loading in the solvent.
The following section provides a detailed guidance with regard to the key formulation and processing parameters that need to be understood to obtain a viable product.
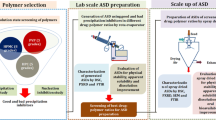
3.1 Process Overview
The MBP manufacturing process starts from dissolution of drug and an ionic polymer in polar nonvolatile (super) solvents such as dimethylacetamide (DMA), dimethylformamide (DMF), dimethylsulfoxide (DMSO), or n-methylpyrrolidone (NMP). These organic solvents have higher solubilization power than polar volatile organic solvents such as acetone, methanol, or tetrahydrofuran (THF). The drug polymer solution is then delivered to the “pH-controlled” and “temperature-controlled” aqueous media (antisolvent) to cause instant coprecipitation of drug and polymer upon contact with aqueous media. Organic solvent diffuses out from the initial precipitate and water diffuses in until chemical potential of inside and outside of the precipitate becomes equal. Constant agitation during coprecipitation expedites the solvent exchange and the time to reach the chemical potential equilibrium. The formation of coprecipitates, solvent exchange within the coprecipitates, and maturation of solid mass (coprecipitates) continue until all drug solution has been added and the chemical potential equilibrium is reached. After completion of coprecipitation , the solid precipitates are isolated via filtration or centrifugation. These solid precipitates contain relatively high amount of organic solvent, which is equal to that of the solvent composition in the reaction vessel viz around 10 %. This residual solvent must be removed from the precipitate to below the acceptable level (ICHQ3 Guidance 2009). The organic solvent removal is achieved by washing the coprecipitates with aqueous medium until residual organic solvent falls below the set value, viz 0.1 %. Once organic solvent level falls below the set value, the precipitate is further processed for drying. Typically, the precipitate contains high amount of water in the range of 60–90 %, and the efficient removal of water is a key process in MBP manufacture. After drying, based on the particulate properties, the final dried powder can be further processed (milling and densification) to be ready for the final formulation.
The key process aspects in MBP include:
-
Total solid content (API and polymer) in organic solvent is in the range of 10–40 % by weight
-
Ratio of solvent to antisolvent can be from 1:5 to 1:20 depending on the solubility profile of the drug
-
Temperature of aqueous phase (antisolvent) is typically 5 ± 3 °C
-
The precipitate is collected as wet cake by vacuum filtration or by a centrifugal filtration device
-
Final MBP can be dried in a forced air oven or fluid bed dryer typically at 45± 5 °C
The schematic of the MBP process is shown in Fig. 10.2.

Schematic of MBP process. MBP process is comprised of several unit operations including stock solution preparation, controlled coprecipitation, filtration, washing cycles, isolation of MBP, drying, and downstream processing
3.2 API Properties
During the early drug discovery phase, basic physicochemical properties of molecule are determined. Ordinarily, these sets of data are useful to support clinical candidate selection, early chemical process development, and formulation development. Even promising clinical candidates face dire consequences of termination (No Go decision) when conventional formulations fail to provide adequate bioavailability to enable efficacy and toxicology evaluation. Various formulation strategies can be employed to rescue molecules with poor “drug-like” biopharmaceutical properties. Among these strategies, amorphous formulation strategy is one of the most remarkable formulation approaches. Furthermore, within the various ASD technologies, MBP provides the best alternative because of its versatility, excellent API recovery rate (> 90 %), ability to handle small quantity of material (less than gram), and an excellent track record. The process can be readily scaled up from few milligrams to kilograms with minimal investment in equipment and facilities. Ability to handle a small quantity of API with good recovery is a particularly attractive feature in early drug development where the availability of drug substance is oftentimes limited.
However, not all drug substances can be candidates for MBP technology. Therefore, it is logical to critically examine API properties to (a) assess if the molecule is feasible for MBP, (b) guide selection of suitable polymer and drug loading for a feasible candidate, and (c) identify the optimal process conditions. The key physicochemical properties are listed in Table 10.1.
3.3 Solubility of API
Understanding solubility behavior of API is probably the most critical factor in MBP development. API must be highly soluble in organic solvent and must be insoluble in acidic water. Commonly used solvents for MBP are DMA, DMF, DMSO, or NMP. Practicality dictates that the API must have greater solubility than 3 % in the solvent. Acidified water is the most commonly used antisolvent. The amorphous drug must be insoluble in this aqueous media, and in practice, this translates into less than 0.01 mg/mL.
When the coprecipitation process is complete, the solvent composition in the reaction vessel is around 10 % if the solvent to antisolvent ratio is targeted to be 1:10, for example. API must have minimal solubility at this composition to ensure maximum recovery of the API. One should be mindful that API solubility in this solvent mixture is that of amorphous form (not of crystalline form!) which is higher than crystalline API. The API concentration in the supernatant after initial coprecipitation should always be monitored. Needless to say, if drug has good solubility in this solvent composition, then only a partial amount of drug will be precipitated as MBP. Not only will recovery be low but the unprecipitated drug in solution may also precipitate out during subsequent rinsing and washing cycles without the protection of polymer. If that happens, crystalline API seeds adhering to MBP particles can promote crystallization of amorphous drug, jeopardizing the entire MBP batch.
If API is a basic molecule, attention should be paid to the pH of antisolvent and the pKa of the molecule. The pH of aqueous buffer should be controlled at a level not to exceed the pKa of API to minimize API solubility. Ideally, the pKa of the drug should not be higher than 5 to ensure complete precipitation during initial coprecipitation and to minimize dissolution during subsequent rinsing and washing cycles. Like other precipitation processes, there may be sensitivity to the type of counterion used for pH control, and in some cases, it may be critical to select optimal counterion that provides best mode for the production of ASD.
3.4 Chemical Stability of API
Total solid mass, i.e., total amount of API and polymer in organic solvent, can range from 10 to 40 % w/w. Since many polymers dissolve slowly, heat may be applied to aid dissolution and to reduce the solution viscosity. Temperature as high as 80 °C has been used if the API has acceptable stability under these conditions. MBP is formed by coprecipitation of drug and polymer in acidic or basic media (mostly in acidic media), and it may stay exposed to this aqueous media from several hours to several days to weeks during precipitation, rinsing, washing, and storage. This is an important consideration since acid- or base-labile compound may degrade during MBP manufacture. Therefore, it is important to conduct risk assessment using the stability profile of the API and use this as a guide to select the pH and buffer.
3.5 Assessment of MBP Feasibility
MBP is an excellent ASD technique, particularly during early phase of drug development and for toxicology-enabling studies. Because of the excellent recovery rate and flexibility in scale, even milligram quantity drug can be processed to enable animal pharmacokinetic (PK) studies. This makes MBP technique particularly attractive for early drug assessment studies.
When due consideration is given to the physicochemical properties of the API and aforementioned precautions, the MBP technique works well in most instances. However, the authors did encounter some molecules that were very difficult to convert to amorphous MBP. The following are our findings from many years of experience.
3.5.1 Molecular Weight
The authors have applied MBP technology to hundreds of newly discovered compounds to enable toxicology and animal PK studies. In general, drugs with molecular weight greater than 500 had a higher propensity for conversion to amorphous MBP, whereas drugs with molecular weight less than 500 needed greater effort and closer attention. This observation is in good agreement with other researchers in the ASD field (Zhou et al. 2002). It is suggested that large molecules may assume more complex conformations and molecular configurations which retard nucleation and crystal growth, thereby making them more prone to conversion to amorphous state, and vice versa.
3.5.2 API Hydrophobicity
Hydrophobicity is measured by evaluating the partitioning behavior of a drug between n-octanol and an aqueous buffer. High log P suggests that the molecule favors van der Waals type nonpolar interactions, whereas low P indicates that molecule favors polar interactions such as H bonding or dipole–dipole interaction. Experimentally, it has been observed that molecules with high log P have a better chance of forming stable MBP than molecules with low log P. A low log P suggests that the molecule is likely to have a high affinity toward polar solvents like water. It can be postulated that when water is used as an antisolvent , the low log P molecule may show high affinity toward water, resulting in phase separation during the MBP process (Qian et al. 2010).
3.5.3 H-bonding Donor and Acceptors
The MBP process uses mostly polar aprotic organic solvents and water as the antisolvent. One can imagine various interactions taking place in the reaction vessel including ionic, H bonding, dipole–dipole, and van der Waals interaction. At the end of the MBP process, when all solvents including water and organic solvent are removed, leaving the drug molecule imbedded in a polymer matrix, depending on functional group of drug and polymer, only a few interactions are possible between drug–drug, drug–polymer, and polymer–polymer molecules. A system that maximizes drug–polymer interaction while minimizing drug–drug and polymer–polymer interaction would be the best in stabilization of ASD. Over the many years of experience, molecules with high H-bonding acceptors were found to form more stable MBP, and one can speculate this may help in drug–polymer interaction.
It is almost ironic to examine physicochemical properties of an API against Lipinsky’s rule of 5 (Lipinski 2000). The molecules that would be rejected based on Lipinsky’s rule are good candidates for MBP suggestive of the saying that the stone the builders rejected has become the cornerstone.
3.6 Polymer Properties
Earlier chapters in this book have provided a detailed treatise on the selection of polymers in the development of stable ASDs of poorly soluble compounds. The importance of the polymer cannot be over emphasized as it is the polymer that helps maintain the amorphous state during processing, storage, and dissolution, leading to a viable ASD product. This is true for any ASD that is manufactured and stabilized by the help of a polymer. An important consideration for MBP is the exclusive use of an ionic polymer. Due to the nature of the MBP process, the use of an ionic polymers is a requirement. In addition to enabling the processing, ionic polymer can add an additional stabilization effect through ionic interaction with the drug molecule (Rumondor et al. 2009). Cellulosic polymers, specifically HPMCAS, have been shown to be superior in maintaining supersaturation during dissolution, presumably due to the formation of colloidal aggregates in solution (Curatolo et al. 2009).
The most commonly used polymers for the MBP process are HPMCAS (L, M, and H grades) and polymethacrylate-based polymers, e.g., Eudragit L100, L100-55, and S100. Other ionic polymers such as cellulose acetate phthalate (CAP), hypromellose phthalate (HP), polyvinyl acetate phthalate (PVAP), and cationic polymer Eudragit E100 can also be used. The polymer use levels are determined based on the drug loading and amorphous form stability.
The selection and use of the polymer should be adequately supported by safety data and appropriate toxicological assessment. For example, some polymers have residual synthetic materials that may include monomers, low molecular weight impurities, and processing aids such as surfactants and stabilizers. All of these may have a negative impact on safety. It may be necessary to establish appropriate controls around the additives to ensure safety and stability. For example, presence of surfactants such as polysorbate 80 and sodium dodecyl sulfate in the Eudragit L100-55 may limit the levels that can be safely used based on toxicological assessments(Evonik 2014). Furthermore, these additives can affect the performance of the MBP either negatively by lowering the T g or positively by micellization. Finally, for compounds with narrow window of absorption, polymer selection could be critical in translating the in vitro results to in vivo performance, and polymer selection can play an important role. Commonly used polymers for MBP are listed in Table 10.2.
3.7 Drug Loading
For the sake of visualization, ASD can be viewed analogous to a solid solution where drug (solute) is dissolved in a polymer (solvent) . Solubility is a thermodynamic parameter which is a function of temperature, pressure, and composition. If solubility of drug is high in a polymer, more drug can be incorporated in the polymer matrix, thus achieving a higher drug loading. However, the solubility of drug in polymer at room temperature is typically quite low, making it impractical to achieve the solubility and miscibility limit. Generally, ASDs are supersaturated systems, i.e., higher drug levels are incorporated in the polymer than allowed by its solubility limit. The most important aspect in developing supersaturated amorphous systems is the assurance of physical stability over the period of product shelf life. It is generally understood that the degree of supersaturation may influence the kinetics of physical instability, that is, the higher the supersaturation, the faster the phase separation. Since polymer provides the framework for stabilizing the amorphous drug, selecting the polymer and defining maximum drug loading while maintaining long-term physical stability are two critical goals in ASD development.
Based on the aforementioned primary factors, the drug loading can be initially selected at the small production scale and then further refined as the process is scaledup. Due to the uncertainty around amorphous form stability during long-term storage, a conservative approach is to operate at 5–10 % below the maximum drug loading determined during the small scale study . As more experience is gained, it may be possible to further increase the drug loading without compromising the stability and quality of the ASD.
3.8 MBP Process Design
MBP is a complex engineering process with multiple unit operations. Every step is important because any mismatched operational parameters can negatively impact the formation of amorphous MBP and the maintenance of amorphous state during subsequent processing and storage. In this section, process requirements are discussed in detail.
3.8.1 Solvent
The selection of organic solvent is primarily based on solubility and stability of the API and the polymer. Other factors that affect the selection of organic solvent include:
-
Miscibility of solvent with the antisolvent: Solvent must be miscible with the antisolvent . This is an important factor as the rapid precipitation is primarily afforded by rapid mixing of solvent and antisolvent. If organic solvent is partially miscible, precipitation inefficiency may result owing to liquid-phase separation . In addition, the extraction of solvent out of the precipitates will not be efficient in subsequent washing and rinsing cycles.
-
Permissible residual solvents: Level of residual solvents must be controlled based on the International Conference on Harmonization (ICH) solvent classification guidance permissible daily limit (ICHQ3 Guidance 2009). In addition, the impact on the T g of the amorphous product and stability of the amorphous form must be considered.
-
Stability of API in the solvent to support the manufacturing at the desired scale.
-
Viscosity of the solution to maintain uninterrupted smooth flow rates during precipitation.
The most commonly used solvents for MBP are DMA, DMF, DMSO, and NMP. Other solvents such as alcohols and acetone may also be used, but they are less favored for MBP because if there is adequate solubility in these solvent, other means of ASD manufacture such as spray drying or fluid bed granulation/layering may be feasible. List of solvents with their relevant properties is summarized in Table 10.3.
3.8.2 Antisolvent
Selection of antisolvent depends on the properties of API, polymer, and the selected solvent. Both polymer and API should be insoluble in antisolvent system even when mixed with 10–20 % of the solvent. There can be many choices of antisolvents; however, water is almost exclusively used in the MBP process. In fact, the use of water makes MBP unique compared to other coprecipitation techniques, where other organic antisolvents may be used. MBP, in this regard, represents a special subset of coprecipitation techniques. Use of aqueous media along with ionic polymer and dispersing mechanism to produce finely dispersed homogeneous ASD particles forms the core of MBP technology. Additionally, the aqueous precipitation provides material with superior particulate and wetting properties. This is attributed to the removal of solvent during precipitation process, i.e., as the solvent diffuses out of the droplet, the material that is left is of a sponge-like porous nature filled with aqueous fluid. The aqueous fluid in the pores is eventually removed during drying, thus leaving material with superior wetting, compaction, and dissolution properties.
Acidic cold water is typically used in MBP when an anionic polymer is used. The pH and temperature are controlled to maximize the precipitation of drug and polymer. Acidic water at pH around 2 and temperature around 2–8 °C usually provides adequate conditions for most drug molecules unless the API is a strong basic molecule. Weakly basic molecules of pKa up to 5 have been processed successfully using aqueous buffer systems of pH up to 4.
3.8.3 Operation
A schematic representation of MBP process is shown in Fig. 10.3. The different steps (left to right) are (a) crystalline drug, (b) dissolution in DMA, (c) coprecipitation in acidic water, (d) cold acidic water rinse, and (e) final MBP.

Pictorial view of MBP processes (Shah et al. 2012)
3.8.4 Description and Details of Unit Operations
-
Stock solution preparation: Predetermined amounts of drug and polymer are dissolved in the solvent. In a small laboratory-scale operation, both drug and polymer can be added together to a vessel containing solvent and dissolved using standard laboratory mixer. As the scale increases, stock solution preparation becomes nontrivial. Usually, the polymer takes a long time to dissolve and often heating is needed. The homogenizer mixer can be used to improve the process efficiency. Chemical stability of drug and possible formation of solvates have to be investigated during this process. Total solid content of up to 40 % has been demonstrated (Shah et al. 2013). However, if solid content is too high, viscosity of stock solution can cause transfer and diffusion problems, impacting droplets/particle formation during coprecipitation and solvent exchange during washing and rinsing steps. Therefore, total solid contents should be decided based on the solution transfer efficiency, coprecipitation mechanism, and resulting particulate properties.
-
Coprecipitation: Coprecipitation is the most critical step in the entire MBP processes. There are two viable manufacturing modes of coprecipitation—batch mode and continuous mode (see Fig. 10.4). In batch mode, stock solution containing drug and polymer is delivered to a vessel containing a large volume of aqueous media. At the small laboratory scale, stock solution can be added carefully to the reactor containing aqueous media, while contents in the reaction vessel are being stirred by an overhead propeller or homogenizer. At larger scale, the stock solution can be sprayed over the antisolvent while stirring, or sprayed into the antisolvent in a manner that allows the solution to be rapidly taken up in cavitational zone to break the precipitate into finer particles. Coprecipitation occurs instantly when drug polymer solution contacts the cold acidic water. In continuous mode, streams of stock solution and acidic water are continuously pumped into a homogenizer chamber where two streams of liquid are mixed and sheared by high-speed rotors to produce fine droplets of the coprecipitate. The precipitate along with the solution is then pumped into a holding tank or to the filtration unit. Regardless of the precipitation mode, reaction temperature, shear rate, and mixing time, the solvent to antisolvent ratio has significant impact on initial MBP formation (see Fig. 10.5).
Fig. 10.4 
MBP manufacture reactors showing batch mode reactor (left) and continuous mode reactor (right)
Fig. 10.5 
Effect of shear rate, reactor temperature, and mixing time in MBP formation. The risk of crystallization during MBP manufacture increases with the increase of temperature, mixing time, and shear rate


-
Coprecipitation parameters: Critical coprecipitation parameters that should be under tight control are reaction temperature, shear rate , mixing time, and solvent to antisolvent ratio.
Temperature control during coprecipitation plays a significant role in producing a quality ASD. When the stock solution is added to the aqueous media, substantial amount of heat is generated due to heat of mixing. Additional energy input from high shear mixing can add additional heat to the system. Unless dissipated, the heat can cause undesired impact on the quality of MBP, resulting in poor drug recovery and inadequate conversion to amorphous state (Fig. 10.5). Incomplete conversion may leave dreaded crystalline seeds in the MBP. As discussed, any crystalline seeds in the system may propagate crystallization; therefore, should be avoided at any cost.
Extensive research has shown that the best temperature range is 5 ± 3 °C. The positive temperature deviation coupled with high shear may result in the traces of crystalline API in the MBP cake and the final MBP powder. The impact of temperature, shear, and mixing time is shown in Fig. 10.5. These parameters should be carefully controlled to achieve high quality and consistency of amorphous material.
The effects of shear rate (2500, 4000, 5000 rpm), mixing time (30, 60, 180 min), and reaction temperature (2, 10, 15 °C) were examined during laboratory-scale production of MBP using Eudragit L100-55 polymer and investigational drug ROX35. It was found that the high-speed mixing during coprecipitation was detrimental in amorphous MBP formation, presumably due to localized energy input to the precipitate at the point of contact. Temperature of the vessel also played a key role in MBP integrity. At higher temperature, more undesirable crystalline API was found in MBP. Duration of coprecipitation and subsequent mixing time was crucial in MBP stability; longer duration was found to be detrimental. This observation suggests that as soon as coprecipitation is complete, unnecessary additional mixing should be avoided.
The overall impact of the various parameters was found to be in the following order: shear rate > mixing time > temperature. The combination of slower shear, shorter mixing time, and lower reaction temperature consistently produced quality amorphous MBP. A similar observation was made in the experiment with continuous mode procedure.
In summary, it was observed that, from process perspective, shear force is the most sensitive parameter in the formation of amorphous coprecipitate. Shorter mixing and churning time was considered more favorable in production of MBP.
-
Solvent removal, washing, and isolation: At the end of coprecipitation, the precipitates contain substantial amount of organic solvent depending on solvent to antisolvent ratio used. During subsequent washing and rinsing cycles, the residual organic solvent must be removed from the precipitate. Washings are typically conducted with acidic water maintained at 2–8 °C and can be performed either on the filter media or by resuspending the material in acidic water. Depending on the process selected, care should be taken to ensure that the washing is complete. In addition to the number of washings, washing time, temperature, and pH of the washing solution need to be controlled. Although all washings are performed with the cold-acidified water, the last wash is generally carried out with purified water only to minimize residual acidic component in the final MBP. As mentioned before, the solvent exchange during precipitation and washing steps produces sponge-like material with high porosity that in turn offers rapid dissolution and high compressibility (Fig. 10.6)
Fig. 10.6 
Microstructure of MBP particle reproduced using 3D printing (courtesy of Dr. Siegfried Krimmer)

-
Isolation: The wet MBP can be isolated by vacuum-assisted filtration, filter press, or a centrifugal filter. Filtration efficiency mainly depends on the particle size of the precipitate; however, other factors such as type of polymer as well as drug loading can also influence the filtration efficiency. Depending on the filtration and washing mechanism used to remove the residual organic solvent, the wet solids can be isolated by using impeller-driven scrapper or scoops. Care should be taken to ensure removal of most of the free liquid during filtration step. The resulting wet solid can be dried immediately or can be held in proper storage conditions for later drying. Usually, refrigerated conditions are preferred to minimize risk of crystallinity and/or microbial growth. In batch mode, several sub-batches of coprecipitates can be collected for drying.
-
Drying: Drying of wet cake is the second most critical step in the MBP process as the product is subjected to elevated temperature for an extended period of time to drive off the excess water. After final isolation, typical wet MBP cake contains about 60–90 % of its mass as water. Obviously, removing this amount of water out of MBP cake is not a trivial matter. It is well documented in literature that combination of heat and moisture is the number one culprit in amorphous material destabilization. In this drying step, both heat and moisture are present, the same elements that should be avoided. The key success factor for overcoming these destabilizing forces is an efficient and rapid drying process. Typically, a forced-air oven, filter dryer, agitated conical or spherical dryer, drum dryer, or fluid bed dryer has been used. For compounds with a high tendency to crystallize, fluid bed dryer provides the best mode of drying. As a rough rule of thumb, the product temperature should be maintained 50 °C below the T g of ASD during drying to have the least impact on the product quality (Taylor and Zografi 1997).
-
Milling: On a microscopic level, the MBP particle is homogenous material which contains the amorphous drug either molecularly dispersed or nanoscale dispersed in the polymer matrix. On a macroscopic level, the bulk powder properties of MBP can vary substantially. To normalize material properties for downstream processing, the MBP material can be milled using standard milling technologies such as impact milling or air-jet milling. Bulk density of the powder ranges between 0.1 and 0.3 g/cc and may require further densification prior to the final dosage form manufacture.
The key formulation and process factors are summarized in Table 10.4.
4 In-Process Characterization
As discussed in the previous section, MBP is a highly complex industrial process comprising of multiple unit operations including (a) stock solution preparation in which API and polymer are mixed in a common solvent, (b)dissolution in which API and polymer are heated and agitated to ensure complete dissolution without any residual crystals, (c) coprecipitation in which stock solution is brought in contact with antisolvent such as chilled acidic water in a controlled manner to induce well-dispersed amorphous coprecipitate, (d) isolation in which the coprecipitated solid is separated from the suspension by means of filtration or centrifugation, (e) washing and rinsing in which the coprecipitated solid is further rinsed with water to reduce residual organic solvent, (f) drying in which the washed cake is dried to remove excess water, and finally (g) milling in which dried material is delumped and milled to a target particle size. As part of in-process evaluation, it is important to ensure that amorphous state is maintained throughout the manufacturing process, as it not only helps in establishing the controls but also to troubleshoot the process in case of failure. The whole operation can take a few days to several weeks that may be performed in multiple locations/sites depending on the batch sizes and the logistics.
It is important to establish the critical quality attributes for each operational step. Above all, keeping the product as non-crystalline amorphous state during each operation is the utmost critical element in the MBP process. During the initial dissolution operation, API should be completely dissolved and no crystalline seeds should be found anywhere in the vessel. Any residual crystalline seeds can potentially act as further nucleation sites in subsequent steps. Heating may be applied to aid dissolution of drug and polymer and to reduce the viscosity. If need be, the drug–polymer solution can be filtered prior to precipitation to ensure no undissolved material is introduced into precipitation step. Needless to say, controlled coprecipitation is at the heart of the MBP process. First, drug and polymer must be precipitated together in such a way that drug molecules are incorporated uniformly in the polymer matrix at a molecular level. Second, coprecipitate should disperse in aqueous media as uniform fine particles without forming large solid aggregates. Well-dispersed MBP suspension maximizes solvent–antisolvent exchange and ensures optimal downstream processing. Any mishandling of the wet cake in subsequent operations may cause phase separation leading to crystallization. As such, drying is another key operation in the MBP process where material can convert to crystalline state if proper care is not taken.
Although crystallinity is the most critical parameters in MBP manufacture, residual solvent level and water content are equally important. ICH guideline dictates the allowable organic solvent level in the final pharmaceutical product. It has been observed that residual organic solvent, if not removed, can negatively impact stability of ASD either by lowering the T g or by dissolving drug in micro-domains, resulting in recrystallization during storage. Water content in any ASD is critical since it can adversely impact stability of the ASD by lowering its T g. Although MBP is best prepared in aqueous media using water as the antisolvent and the penultimate wet cake is more than 70 % water, however, establishing appropriate moisture control is critical for long-term storage. Because of the presence of water, one should be mindful of bioburden as the wet cake can support mold or fungi growth. Particle size of the precipitate and its microstructure have significant impact on downstream processing and performance of drug product.
The following subsections address the key in-process control parameters.
4.1 Crystallinity
Ensuring complete amorphous state is a key element in any ASD manufacturing process. Analytically, amorphousness is only assumed by lack of crystallinity. Various techniques can be employed, but two techniques are most useful. The first technique, X-ray diffraction (XRD) is the primary tool in assessing crystallinity and is useful in assessing successful MBP production. Secondly, birefringence examination using a cross-polarized light microscope (PLM) is utilized. Occasionally, birefringence can be used for fast feedback. Only after assurance of the lack of crystallinity, the process can move to the next step of the manufacturing chain.
Wet MBP cake is typically 60–90 % water causing X-ray signal substantially attenuated. Any small suspect crystalline peak can become quite large when material is dried. Any suspect peaks in the wet cake, therefore, should be examined thoroughly to investigate potential incomplete conversion. XRD is not a sensitive tool in the determination of trace levels of crystallinity. Secondary techniques such as Raman spectroscopy should be employed where applicable.
4.2 Residual Solvent
Typically, nonvolatile solvents such as DMA, DMSO, DMF, or NMP are used in manufacture of MBP and these are only removed by the rinsing and washing operation. Higher level of organic solvent not only poses health concerns but can also raise long-term MBP stability concerns. High level of organic solvent has been shown to induce crystallization in the MBP. One can postulate that residual organic solvent can lower the glass transition temperature, and thereby increase molecular mobility. In addition, it can dissolve the drug which can crystallize over a period of time. Usually, three to five washing cycles are sufficient to reduce the organic solvent level to below 0.1 %. This is dependent on the particle size, type of polymer, and design of the vessel. GC methods are commonly used for the detection of organic solvents. Organic solvent level of less than 0.1 % has been found to be acceptable without any negative impact on the quality of the MBP.
4.3 Moisture
The wet MBP cake after filtration generally contains about 60–90 % water by weight, and this must be removed to an acceptable level. Thus, the drying step is one of the most critical steps in MBP manufacturing and should be closely monitored. Water level in the cake can be monitored by water activity of the outlet air and further confirmed by more sensitive moisture measurements such as potentiometric titration.
4.4 Bioburden
Drying is a unit operation where multiple batches of coprecipitate can be combined to gain production efficiencies. In such cases, wet MBP can be stored in a refrigerator for an extended period, but only if the amorphousness of wet MBP is ensured. It has been observed that, if not properly stored, mold and fungi can grow in the wet cake. Bioburden tests should be performed prior to drying in cases where the wet cake needs to be stored for extended period of time before drying.
4.5 Tiered Testing
MBP is a complex multiunit operational process. Identifying and assessing quality of MBP at each step expedites the successful development of MBP. The following tiered approach can be used to assess MBP during early screening (Table 10.5).
5 Characterization of MBP
The MBP is a special type of ASD obtained from a controlled coprecipitation process and differs from other ASDs in physicomechanical properties such as porosity, surface area, bulk density, microstructure, flow properties, wettability, etc. Nevertheless, the overall characterization scheme of MBP is the same as any other ASD, which will be described elsewhere in this book. This may include crystallinity by XRD, glass transition temperature evaluation by differential scanning calorimetry (DSC), molecular structure by IR and Raman, solubility assessment and dissolution profile, and micromeritics such as bulk density, particle size, porosity, flowability, etc. Physicomechanical properties of MBP are addressed in Examples of Bioavailability Enhancement section of this chapter.
6 Formulation for Preclinical Toxicology Studies
As noted earlier, the efficiency and versatility of the MBP technology makes it an ideal option for preparing formulations for preclinical studies. Owing to the flexibility of dosing, liquid formulations are preferred for preclinical PK and toxicological studies. However, the development of liquid formulations of ASD such as MBP requires a careful consideration of stability, wettability, and dispersibility, as well as storage and holding time. High concentrations of ASD suspensions tend to exhibit gelling and difficulty in dosing, especially upon storage over time. Further, given the hydrophobic nature of the drug, poor wettability and dispersibility can present problems in reconstitution of the powder.
In developing liquid formulations for toxicological dosing, the liquid intake volume in animals, especially rodents, can be quite limiting. For example, at 5 mL/kg, the volume intake in a rat is around 1 mL for a single dose which limits the total amount of dispersion that can be administered. At high dose levels, the solids’ concentration achievable in such small volumes can be a major challenge.
6.1 Toxicological Vehicle Selection
The vehicle used to prepare amorphous MBP suspension should be able to maintain the physical stability of the ASD for at least 4 h and preferably 24 h to support the typical time period of constitution, mixing, and dosing in toxicology studies. Vehicle pH is often critical for amorphous formulations containing enteric polymers. The vehicle pH should be on the acidic side to minimize the API and polymer dissolution.
The inclusion of nucleation inhibitors such as silicon dioxide can modulate nucleation process, thus prolonging the suspension stability. Particle size control of amorphous formulations is essential for homogeneity and withdrawability for dosing accuracy.
6.2 Evaluation of MBP Toxicology Formulation
A standard approach is to prepare various concentrations of MBP suspension in a vehicle with different additives. Stability of MBP formulation should be monitored both chemically and physically. The amorphous nature of MBP can be investigated by XRD or other techniques. To be viable, MBP suspension should demonstrate at least 4 h, preferably 24 h stability in the toxicology vehicle.
6.2.1 Effect of MBP Concentration
The effect of MBP concentration in aqueous vehicles has been studied by the authors. Physical stability of various concentrations of MBP suspension (up to 100 mg/mL) was examined in aqueous vehicles containing Klucel LF as a wetting and suspending agent. Solid residue was analyzed by XRD after 4 h of mixing. The relative level of crystallinity by XRD suggested that the higher concentration MBP suspension (e.g., 100 mg/mL) was more stable than the lower concentration MBP (e.g., 5 mg/mL).
6.2.2 Effect of Additives
Commonly used additives in the toxicology vehicle are preservatives and stabilizers. Use of antimicrobial preservatives in aqueous vehicles is needed if toxicology vehicle is not prepared fresh but prepared in bulk for later use. Unfortunately, certain preservatives such as methyl and propyl parabens may influence the physical stability of the MBP negatively. For example, in the study described above, the relative stability of MBP suspensions prepared without parabens was better than that of the suspension with the parabens. Therefore, the use of preservatives in these preparations should be carefully evaluated.
Based on extensive research and years of experience, it has been shown that dispersing agents can be quite useful. The inclusion of small amounts of dispersing agents in the suspension was found to prolong the MBP suspension stability over extended periods of time during the conduct of toxicology studies.
Although pH of the vehicle prevents dissolution of API, the ingress of water into polymeric system cannot be avoided and that can have a negative impact on the stability. In some cases, use of hydrophilic fumed silica was found to prolong the stability of MBP formulation during toxicology enabling studies. It is postulated that the nano-sized silica particles adhered to the MBP particles. This results in amorphous MBP particles being “coated” with silica agglomerates, thus minimizing fusion, nucleation, and crystallization (Planinsek et al. 2011).
7 Design of Final Dosage Form
The powder obtained after drying needs to be processed into final dosage form. From practical perspective, the particulate properties of MBP such as bulk density, porosity, particle size, and size distribution are similar or slightly superior to spray-dried material. The two key features of the MBP particulate properties that standout quite favorably compared to other amorphous technologies are high porosity and superior wetting. They are attributed to the nature of the process, i.e., solvent extraction versus surface drying and the use of aqueous medium as antisolvent. These characteristics can have direct impact on the downstream processing (densification) and dissolution. In contrast to melt-extruded products where the compaction to final dosage form is limited due to porosity of the extrudate, the high porosity of MBP provides superior compaction properties without loss of dissolution. The particulate properties of the MBP depend on the MBP processing and factors ranging from preparation of solvent (solid content) to the final step of drying can influence the particulate properties. To produce granules suitable for high-speed tablet machines, the intermediate powder of MBP is densified using preferably dry granulation method. The densified material with additional excipients such as disintegrant and lubricant can be converted into capsules or tablet. More details about the downstream processing are presented in the other chapters in this book.
8 Examples of Bioavailability Enhancement
Experimental drug ROX45J is a potent kinase inhibitor demonstrating an excellent efficacy and toxicology profile during early preclinical studies. Unfortunately, an unacceptable bioavailability (3.9 % in dog) put this candidate in danger of premature termination. Subsequent effort to enhance bioavailability using nanomilling proved to be insufficient (11 % in dog).This molecule has no measurable pKa in physiological pH ranges and showed aqueous solubility of 0.0001 mg/mL. The compound decomposed upon melting at 230 °C. Solubility in acetone was less than 0.5 % and the compound also showed tendency to form solvate. These physicochemical properties made it difficult to make an ASD using either hot-melt extrusion or spray-drying processes.
Employing MBP technology, ASD of ROX45J was developed at a 50 % drug loading using Eudragit L100 as a stabilizing polymer. MBP of this compound was tested in dogs, resulting in an outstanding bioavailability improvement (89 %) as seen in Table 10.6. This molecule progressed to clinical studies for a full evaluation, which was possible only because of MBP technology (Dupont et al. 2004).
9 Challenges and Future Innovation in MBP Technology
Since the introduction of MBP technology in the late 1990s, it has made tremendous progress, enabling advancements of hundreds of compounds into preclinical and clinical studies. Zelboraf® is the culmination of these efforts and technical advancements (Chapman et al. 2011; Heakal et al. 2011). The development and marketing of this important oncology medicine were only possible because of the application of the MBP technology:
Despite its successes and advancements, MBP is still in a stage of infancy with much room for improvement. One of the major challenges that the authors observed was that certain molecules are very difficult to convert to stable amorphous MBP. Although they identified the anecdotal cause and effect relationships over many years of experience, no robust theoretical relationship has been established. As discussed in the API section, the relationship of API physicochemical properties to successful conversion to a stable MBP must be further explored.
Polymers are limited to several ionic polymers due to the design of the coprecipitation process as well as the available safety data of polymers. Excipient manufacturers are striving to design additional polymers with different functional groups exhibiting different solubility and interaction potential. This certainly will broaden MBP applications. As discussed earlier, the authors observed the drug–polymer interaction as one of the key elements in the success of MBP. Increased pool of polymers may expand the usefulness of MBP and move the technology beyond the current limitations.
MBP is a complex process with several unit operations, and appropriate in-process controls are absolutely essential. The scale-up from laboratory scale to production scale is challenging and complex. This technology has been developed with the capacity to produce several tons supply; however, additional process efficiency may be feasible by further investing in understanding and optimizing the key unit operations. Continuous manufacturing must evolve in order to reduce production cost and increase productivity (Mascia et al. 2013).
10 Summary
A solvent-controlled coprecipitation technology, known as MBP technology, can be used for the manufacture of ASDs of poorly soluble drugs. In this technology, a solution containing drug and polymer is carefully delivered to an antisolvent in order to induce fine droplets of coprecipitates, which are then isolated, rinsed, washed, dried, and milled. MBP produced by this technique is an ASD with unique physicochemical and physicomechanical properties that provides enhanced bioavailability not seen from products manufactured using other ASD techniques. MBP is a complex engineering process comprising multiple unit operations. The critical operational parameters related to this process have been fully described in this chapter.
MBP technology is particularly useful for highly insoluble so-called brick dust-like compounds where other conventional amorphous techniques fail. Compounds that can benefit by application of MBP technologies are molecules with the following properties:
-
Poor solubility in water, typically less than 0.001 mg/mL
-
Poor solubility in volatile organic solvent, typically less than 1 %
-
High melting point, typically higher than 200 °C
-
High lipophilicity with log P greater than 3
-
High molecular weight greater than 500
-
High H-bonding acceptors greater than 7
It is believed that in MBP, the drug molecule is dispersed in an inert polymer carrier at a molecular or nanoscale level. The drug molecules in MBP are immobilized by the polymer preventing drug molecules to migrate, resulting in inhibition of nucleation and crystallization. Furthermore, the polymer protects the amorphous drug from moisture enabling maintenance of physical stability.
The solid dispersion produced by the MBP process can achieve high degree of supersaturation during dissolution in the GI tract resulting in enhanced absorption with minimum food effect. If desired, MBP formulations can even be engineered to provide sustained release profiles. The MBP technology provides a viable alternative for ASD technology when other technologies such as spray drying and hot-melt extrusion are not suitable.
References
Albano A, Phuapradit W, Sandhu H, Shah N (2002) Amorphous form of cell cycle inhibitor having improved solubility and bioavailability. U.S. Patent. 6,350,786
Chapman PB, Hauschild A, Robert C, Haanen JB, Ascierto P, Larkin J, Dummer R, Garbe C, Testori A, Maio M, Hogg D, Lorigan P, Lebbe C, Jouary T, Schadendorf D, Ribas A, O’Day SJ, Sosman JA, Kirkwood JM, Eggermont AM, Dreno B, Nolop K, Li J, Nelson B, Hou J, Lee RJ, Flaherty KT, McArthur GA, Group B-S (2011) Improved survival with vemurafenib in melanoma with BRAF V600E mutation. N Engl J Med 364(26):2507–2516
Chiou WL, Riegelman S (1970) Oral absorption of griseofulvin in dogs: increased absorption via solid dispersion in polyethylene glycol 6000. J Pharm Sci 59(7):937–942
Curatolo W, Nightingale J, Herbig S (2009) Utility of hydroxypropylmethylcellulose acetate succinate (HPMCAS) for initiation and maintenance of drug supersaturation in the GI milieu. Pharm Res 26(6):1419–1431
De Yoreo JJ, Vekilov PG (2003) Principles of crystal nucleation and growth. Rev Mineral Geochem 54(1):57–93
Dupont J, Bienvenu B, Aghajanian C, Pezzulli S, Sabbatini P, Vongphrachanh P, Chang C, Perkell C, Ng K, Passe S, Breimer L, Zhi J, DeMario M, Spriggs D, Soignet SL (2004) Phase I and pharmacokinetic study of the novel oral cell-cycle inhibitor Ro 31–7453 in patients with advanced solid tumors. J Clin Oncol 22(16):3366–3374
Evonik (2014) Eudragit L100–55product profile. Evonik, Germany
Heakal Y, Kester M, Savage S (2011) Vemurafenib (PLX4032): an orally available inhibitor of mutated BRAF for the treatment of metastatic melanoma. Ann Pharmacother 45(11):1399–1405
ICHQ3 Guidance (2009) International Conference on Harmonisation of Technical Requirements for Registration of Pharmaceuticals for Human Use; Impurities: Guideline for Residual Solvents Q3C(R4). http://westpalmbeachanalytic.homestead.com/Q3C_R4__Guide_Res_Solv.pdf
Kislalioglu MS, Khan MA, Blount C, Goettsch RW, Bolton S (1991) Physical characterization and dissolution properties of ibuprofen: eudragit coprecipitates. J Pharm Sci 80(8):799–804
Leuner C, Dressman J (2000) Improving drug solubility for oral delivery using solid dispersions. Eur J Pharm Biopharm 50(1):47–60
Lipinski CA (2000) Drug-like properties and the causes of poor solubility and poor permeability. J Pharmacol Toxicol Methods 44(1):235–249
Mascia S, Heider PL, Zhang H, Lakerveld R, Benyahia B, Barton PI, Braatz RD, Cooney CL, Evans JM, Jamison TF, Jensen KF, Myerson AS, Trout BL (2013) End-to-end continuous manufacturing of pharmaceuticals: integrated synthesis, purification, and final dosage formation. Angew Chem Int Ed Engl 52(47):12359–12363
McKeown RR, Wertman JTA, Dell’Orco PC (2011) Crystallization design and scale-up. In: am Ende DJ Chemical enginnering in the pharmaceutical industry R & D to manufacturing. John Wiley & Sons, New Jersey, pp 213–248
Planinsek O, Kovacic B, Vrecer F (2011) Carvedilol dissolution improvement by preparation of solid dispersions with porous silica. Int J Pharm 406(1–2):41–48
Qian F, Huang J, Hussain MA (2010) Drug-polymer solubility and miscibility: stability consideration and practical challenges in amorphous solid dispersion development. J Pharm Sci 99(7):2941–2947
Repka MA, Langley NA, DiNunzio J (2013). Melt extrusion materials, technology and drug product design. AAPS press and Springer, New York
Rumondor AC, Stanford LA, Taylor LS (2009) Effects of polymer type and storage relative humidity on the kinetics of felodipine crystallization from amorphous solid dispersions. Pharm Res 26(12):2599–2606
Sekiguchi K, Obi N (1961) Studies on absorption of eutectic mixtures I. A comparison of the behavior of eutectic mixtures of sulfathaiazole and that of ordinary sulfathaiazole in man. Chem Phar Bull 9(11):866–872
Shah N, Sandhu H, Phuapradit W, Pinal R, Iyer R, Albano A, Chatterji A, Anand S, Choi DS, Tang K, Tian H, Chokshi H, Singhal D, Malick W (2012) Development of novel microprecipitated bulk powder (MBP) technology for manufacturing stable amorphous formulations of poorly soluble drugs. Int J Pharm 438(1–2):53–60
Shah N, Iyer RM, Mair HJ, Choi DS, Tian H, Diodone R, Fahnrich K, Pabst-Ravot A, Tang K, Scheubel E, Grippo JF, Moreira SA, Go Z, Mouskountakis J, Louie V, Ibrahim PN, Sandhu H, Rubia L, Chokshi H, Singhal D, Malick W (2013) Improved human bioavailability of vemurafenib, a practically insoluble drug, using an amorphous polymer-stabilized solid dispersion prepared by a solvent-controlled coprecipitation process. J Pharm Sci 102(3):967–981
Simonelli AP, Mehta SC, Higuchi WI (1969) Dissolution Rates of High Energy Polyvinylpyrrolidone (PVP)-Sulfathiazole Coprecipitates. J Pharm Sci 58(5):538–549
Taylor LS, Zografi G (1997) Spectroscopic characterization of interactions between PVP and indomethacin in amorphous molecular dispersions. Pharm Res 14(12):1691–1698
Williams IRO, Watts AB, Miller DA (2010) Formulating poorly soluble drugs. AAPS press and Springer, New York
Yang W, Williams RO, Donald EO (2010) Pharmaceutical cryogenic technologies. In: Williams III RO, Watts AB, Miller DA (eds) Formulating poorly soluble drugs. AAPS press and Springer, New York, pp 443–500
Zhou D, Zhang GGZ, Law D, Grant DJW, Schmitt EA (2002) Physical stability of amorphous pharmaceuticals: Importance of configurational thermodynamic quantities and molecular mobility. J Pharm Sci 91(8):1863–1872
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Controlled Release Society
About this chapter
Cite this chapter
Shah, N., Sandhu, H., Choi, D., Chokshi, H., Iyer, R., Malick, A. (2014). MBP Technology: Composition and Design Considerations. In: Shah, N., Sandhu, H., Choi, D., Chokshi, H., Malick, A. (eds) Amorphous Solid Dispersions. Advances in Delivery Science and Technology. Springer, New York, NY. https://doi.org/10.1007/978-1-4939-1598-9_10
Download citation
DOI: https://doi.org/10.1007/978-1-4939-1598-9_10
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4939-1597-2
Online ISBN: 978-1-4939-1598-9
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)