
Abstract
Ceramic materials are well suited for tribological applications due to their superior hardness, high wear resistance, good chemical resistance, stability at high temperatures, etc. Ceramic pairs are commonly used in extreme environmental applications, such as high loads, high speeds, high temperatures and corrosive environments. This present chapter briefly discusses the friction and wear behaviour of ceramics and ceramic matrix composites. Friction of ceramics depends largely on fracture toughness besides normal load, sliding speed, temperature, etc. Wear mechanisms in ceramics involve fracture, tribo-chemical effects and plastic flow. In case of ceramic matrix composites, the incorporation of the secondary phase into ceramic matrix results in the improvement of both mechanical properties and friction performance. In nano-ceramics, reduction in microstructural scale yields significant improvements in wear resistance. Tribological behaviour of ceramics in biological environment is also highlighted.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
The word ‘ceramic’ owes its origin to the Greek term ‘keramos’, meaning ‘a potter’ or ‘pottery’. Keramos is related to an older Sanskrit root meaning ‘to burn’. A ceramic is an earthy material usually of silicate nature and is defined as a combination of one or more metals with a non-metallic element. According to the American Ceramic Society, ceramics are defined as inorganic, non-metallic materials, which are typically crystalline in nature, and are compounds formed between metallic and non-metallic elements such as aluminium and oxygen, calcium and oxygen, and silicon and nitrogen. Ceramics belong to a wide range of hard refractory inorganic materials. These are prepared by heating the base powder material to a high temperature such that sintering or solid state reaction takes place. As a result, the material so formed achieves a number of remarkable properties that make them well suited for tribological applications. These characteristics include superior hardness leading to high resistance to wear, low coefficient of expansion leading to high dimensional stability, low reactivity leading to good chemical resistance, and ability to maintain their physical properties at high temperatures.
Ceramics are categorized into oxides ceramics, non-oxide ceramics and ceramic-based composites. Oxide ceramics include alumina (Al2O3), sapphire (hard form of alumina), magnesium oxide (MgO), zirconia (ZrO2) and yttrium oxide (Y2O3). The non-oxide group includes different nitrides (TiN, CrN, Si3N4, cubic BN, etc.), carbides (TiC, SiC, ZrC, etc.) and diamond. Generally, oxide ceramics are oxidation resistant, chemically inert and electrically insulating while having low thermal conductivity. Non-oxide ceramics are low oxidation resistant, electrically conducting, thermally conductive and very hard. Ceramic-based composites are produced to combine the above to achieve better properties, i.e. sialon (solid solution of aluminium oxide and silicon nitride) and zirconia-toughened alumina composite. Table 7.1 presents the properties of some common ceramics used in tribological applications. Physical properties of the ceramics largely depend on the manufacturing process and thus the method of manufacturing (e.g. hot pressed or reaction bonded) is always included in material specifications. A ceramic component is produced by sintering a compacted ceramic powder. High-purity ceramic powder is an essential requirement for producing a dense ceramic part. The powder is milled properly to have an optimum particle size distribution. The large particles in the ceramic powder are avoided as they can introduce defects and act as regions of stress concentration under load leading to premature failures. Compacted ceramic powder, known as a green body, is sintered at an appropriate temperature for a certain period of time to obtain a dense part. The sintering process is vital since the amount and the method of applying energy as well as the sintering time determines the bonding properties between the powder particles and the amount of porosity in the component.
Each of the ceramics has their merits and demerits. Alumina-based ceramics are usually hard but brittle. These are commonly used in cutting tools, wear parts, grinding wheels, mechanical seals, supports for heating appliances, etc. Zirconia has exceptionally high fracture toughness, typically two to three times higher than that of alumina. Hence, it is very resistant to impacts and used in applications that require ductility. In such situations, alumina is unsuitable. Zirconia undergoes phase changes with temperature. Under normal atmospheric pressure and at ambient temperature, zirconia contains monoclinical crystalline structure that remains stable up to 1,100 °C. Then it converts to tetragonal between 1,100 and 2,300 °C, thereafter becomes cubic. These phase changes are reversible but accompanied with significant variations in density. This puts a barrier to design and manufacture component parts with pure zirconia. In fact, such parts do crack during cooling. As a remedy, tetragonal or cubic zirconia is stabilized at low temperatures by doping the same with CaO, MgO or Y2O3. This partially stabilized zirconia (PSZ) is a metastable state that recovers the monoclinical structure easily under the effect of mechanical or thermal stress.
Sialon (silicon aluminium oxynitride) has remarkable hardness and fracture toughness, high wear resistance and thermal conductivity. Thus it is used in cutting tools, wire die plates, extruders, etc. Silicon carbide and silicon nitride have good mechanical properties and excellent resistance to thermal stress. Thus these are particularly suitable for high-temperature applications. In oxidizing environment, they produce a coating of hydrated SiO2 that enhances wear resistance. Silicon nitride is used to manufacture ball bearings for aeronautical applications, machine tools, engine valves, etc. due to their superior mechanical properties at high temperatures. However, the only drawback is that these require very high temperatures for processing.
Boron nitride and diamond offer excellent hardness and high fracture toughness. Thus they are commonly used in cutting tools for machining hard and abrasive materials. Diamond is used for machining of non-ferrous materials since it gets oxidized at 700 °C in contact with iron and its alloys. For high-speed machining of steel components, cubic boron nitride tool is used due to its stable chemical composition.
Ceramic materials contain strong ionic-covalent bonds resulting in good chemical stability and excellent mechanical properties. The strength of these interatomic bonds also leads to the fragility of ceramic materials. To avoid this, ceramic materials are often reinforced with a second phase in the form of whiskers. Whiskers are typically less than a micron in diameter and 5–20 μm in length. Whiskers improve the mechanical properties of the ceramic matrix by preventing crack propagation. Alumina when reinforced with tetragonal zirconia can prevent crack growth easily. If a crack nucleates within the material, the tetragonal zirconia grains undergo significant mechanical stress which in turn transforms tetragonal zirconia to its monoclinical form accompanied with an increase of material volume. This prevents crack propagation significantly. Another technique of crack arrest in a ceramic material is to introduce microcracks and voids in the ceramic during its manufacture.
2 Friction of Ceramics
Ceramics combine low density with excellent mechanical properties (e.g. high strength, stiffness, hardness) up to high temperatures. Ceramic pairs are commonly used in extreme environmental applications, such as high loads, high speeds, high temperatures and corrosive environments. The mechanical behaviour of ceramics differs from that of metals due to different nature of interatomic forces: covalent or ionic bonding in ceramics compared to metallic bonding in metals. Because of the different nature of bonds, ceramics show limited plastic flow at room temperature and correspondingly much less ductility than metals. Although adhesive forces are present between ceramic pairs, low real area of contact leads to relatively low friction in comparison to metallic pairs in the presence of oxide films. In clean environments, friction coefficients of ceramic couples do not reach the high values as observed in clean metals in high vacuum. Friction coefficients of polycrystalline ceramics in self-mated condition are usually high, 0.5–0.9, in vacuum and in dry gases. But in air, the values range from 0.3 to 1.0 [1–4].
Friction coefficient of ceramics decreases with an increase in fracture toughness. The occurrence of fracture leads to higher friction as it provides an additional mechanism for the dissipation of energy at the sliding contact. Figure 7.1 shows the coefficient of friction as a function of fracture toughness for a sharp diamond pin (5 μm tip radius) on SiC, Si3N4, Al2O3 and ZrO2 disks produced with various hot-pressing conditions [5]. Fracture is readily produced in concentrated contacts, e.g. a sharp hard pin sliding against a flat.

Schematic variation of coefficient of friction as a function of fracture toughness (redrawn with data from [5])
Figure 7.2 shows results from experiments where a 60° diamond cone was slid over the (0001) face of a silicon carbide single crystal [6]. At low loads, no fracture occurred with plastic grooving and friction was low. The increase for loads above ~4 N is associated with fracture along the sliding path. With increase in load, fracture occurred leading to higher friction.

Typical variation of coefficient of friction with normal load for diamond cone sliding on silicon carbide (adapted from [6], Copyright 1981, with permission from Elsevier)
The role of normal load, sliding speed, temperature and test duration on friction of ceramics may be interpreted in terms of changes in the tribo-chemical surface films and also the extent of fracture in the contact zone. Load and speed affect the temperature at the interface. Figure 7.3 shows the effect of sliding speed on friction coefficient of silicon carbide and silicon nitride in self-mated sliding in air [7]. The similar behaviour has been reported in alumina and zirconia also. With sliding speed, the interface temperature increases, and this enhances the tribological film formation on the sliding surfaces leading to a decrease in friction.

Schematic variation of coefficient of friction with sliding speed for self-mated silicon carbide and silicon nitride (adapted from [7], Copyright 1985, with permission from Springer)
But at lower speed range, a different behaviour is observed. Figure 7.4 shows the effect of sliding speed on friction of hot-pressed silicon nitride on itself at a normal load of 10 N and ambient air in a pin-on-disk rig [5]. At low speeds, Si3N4 forms a surface layer in air containing water vapour. Since the shear strength of this layer is lower than the bulk ceramic, the coefficient of friction is lowered. As the speed is raised, the tribo-chemically reacted layer ceases to provide protection, and the coefficient of friction rises. The increased surface shear stress causes cracking and an increase in surface roughness resulting in the rise in the coefficient of friction.

Schematic variation of friction with sliding speed of self-mated silicon nitride at low-speed range (redrawn with data from [5])
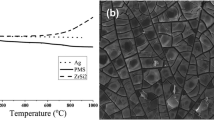
Friction of ceramics usually increases at elevated temperatures. Figure 7.5 shows the variation of coefficient of friction as a function of temperature for alumina and magnesia–partially stabilized zirconia, sliding in self-mated pairs in air [8]. The removal of absorbed water from the interface results in the initial rise in friction with temperature.

Variation of coefficient of friction with temperature for self-mated magnesia–partially stabilized zirconia and alumina (adapted from [8], Copyright 1984, with permission from Elsevier)
3 Wear of Ceramics
Ceramic materials differ from metals in the nature of interatomic bonding, and this leads to very limited capacity for plastic flow at room temperature. Compared to metals, ceramics are more inclined to respond to stress by brittle fracture. In oxide ceramics, crack growth is sensitive to environmental factors, which affect the mobility of wear surface dislocations and hence influence plastic flow. Such chemo-mechanical effect is known as Rehbinder effect. Unlubricated sliding of ceramics results in significant tangential forces, which may lead to fracture rather than plastic flow. Sliding wear mechanisms in ceramics can involve fracture, tribo-chemical effects and plastic flow. Transitions between regimes dominated by each of these commonly lead to sharp changes in wear rate with load, sliding speed or environmental conditions. Mild wear in ceramics is associated with a low wear rate, smooth surfaces, finely divided wear debris, steady friction traces and mechanisms of wear dominated by plastic flow or tribo-chemical reactions. Severe wear causes higher wear rate along with a rougher surface, angular wear debris, a fluctuating friction trace and mechanisms of wear dominated by brittle intergranular fracture. Ceramic materials obey the Archard equation well enough. Typical values of non-dimensional wear coefficient for engineering ceramics undergoing severe wear are 10−4 to 10−2, while for mild wear, 10−6 to 10−4.
Figure 7.6 shows the effect of sliding speed on wear rate of hot-pressed silicon nitride on itself at a normal load of 10 N and ambient air in a pin-on-disk rig [5]. At low speeds, Si3N4 forms a surface layer in air containing water vapour, and this provides the source for wear debris. As the speed is raised, the tribo-chemically reacted layer ceases to provide protection. The increased surface shear stress causes cracking and a transition occurs from mild wear (tribo-chemical) to severe wear (extensive brittle fracture).

Schematic variation of wear rate with sliding speed of self-mated silicon nitride (redrawn with data from [5])
Figure 7.7 shows how transition in wear rate takes place in Si3N4 influenced by the change in humidity of the surrounding air [9]. In humid environment, Si3N4 forms silica and hydrated silica film is formed at the interface. The film being soft with low shear strength reduces the coefficient of friction and wear rate. Similar drop in wear rate as a function of relative humidity has been observed for SiC. In alumina and zirconia, strong sensitivity to water causes the wear rate to increase, typically tenfold in comparison with dry sliding. In the presence of water, the surface plasticity of these ceramics increases and crack growth is enhanced resulting in higher wear rate. Such chemically induced fracture phenomenon is known as stress corrosion cracking or static fatigue, and the chemo-mechanical effect in which mechanical properties of many materials change as a result of exposure to many liquids is known as Joffe–Rehbinder effect. For different ceramics, the wear volume and the friction coefficient are found to be dependent on temperatures, but the trend of behaviour is not unique and varies from one ceramic material to another.

Typical variation of wear rate with humidity for self-mated silicon nitride in a pin-on-disk test in air (redrawn with data from [9])
Ceramic materials respond to conventional lubricants in the same way as metals. Effective lubrication decreases wear rate. However, chemical effects play a significant role even under lubricated conditions. Surface oxidation of Si3N4 and SiC occurs even in mineral oils, and wear of these ceramics under lubricated conditions is due to tribo-chemical action. Boundary lubricants such as stearic acid function on ionic materials such as Al2O3 whereas SiC (with covalent bonding) is not effectively lubricated by stearic acid. Zirconia is susceptible to a phenomenon called thermo-elastic instability where contact between asperities in thin-film-lubricated sliding causes intense local power dissipation and consequent heating. The local temperature rise significantly distorts the topography of the surface and causes further asperity contact to be concentrated in the same area. This instability results in very high flash temperatures and rapid wear. Such phenomenon commonly occurs in the lubricated sliding of materials with low thermal conductivity and high thermal expansion coefficients. Poor performance of zirconia under some lubricated sliding conditions is attributed to this phenomenon.
4 Ceramic Wear Mechanisms
Ceramics being brittle solids wear by fracture. Fracture takes place when the applied mechanical stress exceeds the fracture strength which is a complex function of composition, grain boundary energy release rate, grain fracture energy release rate, defects, residual stresses, etc. Under mild wear regime, the macroscopic contact stresses remain below the fracture strength, but the asperity contact (determined by surface roughness) exceeds the fracture criteria leading to localized fracture. This results in grain boundary cracking and grain pull-outs. Thus surface roughness is a key parameter for ceramic wear. Ceramics in general possess high compressive strength and weak tensile strength. Thus in most cases tensile stresses cause the onset of wear particularly in a mild wear regime. Tensile stresses at an asperity cause microfracture at the surface as well as subsurface grain boundary dislocations. On the other hand, if contact pressure is sufficiently high to cause fracture, compressive stresses play a key role in causing wear.
Large body of wear data for ceramics are usually plotted as wear regime maps as a function of load and speed where wear transitions can be observed. Wear maps proposed by several researchers may be classified into two groups. The first group is the one that uses the experimental variables as the axes, the most obvious examples being normal load and sliding velocity, but can also include temperature, sliding distance and so on. These maps are in general straightforward to interpret but the disadvantage is that the wear rate is system specific. Thus the wear rate read off a map is unlikely to be transferable to another wear geometry or engineering system and therefore cannot be used for design. The other group of map uses dimensionless axes. These tend to be more widely applicable and can cover a wide range of operating conditions. Accordingly, wear is classified into mild, severe and ultra-severe regimes. In mild wear regime, abrasion and microfracture are the two dominant wear mechanisms. In severe wear regime, brittle fracture in the form of intergranular cracking is observed as the dominant wear mechanism. In ultra-severe wear regime, gross fracture in the form of intragranular cracking and delamination cracks are seen. Typical wear maps for Al2O3 and Si3N4 under dry and paraffin oil-lubricated conditions are shown in Figs. 7.8 and 7.9. The results are from tests conducted by using a ball-on-three flats geometry on a four-ball wear tester with identical materials in air at room temperature. Wear volumes per unit time are listed in the figures. Various wear mechanisms are also listed in the figures. The interaction of lubricant with ceramics extends the pressure–velocity boundary towards the higher values for a transition from mild to severe wear. It is evident that the wear regime maps for ceramics are material specific.

Wear regime maps for Al 2 O 3 sliding on itself at room temperature in a ball-on-three flats geometry on a four-ball wear tester (a) under dry conditions and (b) under paraffin oil-lubricated conditions (adapted from [10], Copyright 1996, with permission from Elsevier)

Wear regime maps for Si 3 N 4 sliding on itself at room temperature in a ball-on-three flats geometry on a four-ball wear tester (a) under dry conditions and (b) under paraffin oil-lubricated conditions (adapted from [10], Copyright 1996, with permission from Elsevier)
Under high-speed, high-load conditions, accelerated cracking is attributed to thermal shock stresses which acts in addition to the mechanical induced tensile stress. A thermal shock stress is modelled as [10]
where E is the Young’s modulus, α the linear expansion coefficient, ν the Poisson’s ratio, T the flash temperature, and T * the bulk temperature from nominal contact.
There are many wear studies and proposed wear models on ceramics in the literature. Evans and Marshall [11] proposed a wear volume model assuming sharp indenters. They presented a lateral fracture model based on the extension of lateral cracks due to the residual stresses caused by indentation. In this model, the wear volume is given by
where P is the normal load; K c , E and H are the fracture toughness, elastic modulus and hardness, respectively, of the material; l is the distance slid; and α 3 is a material-independent constant.
Hsu and Shen [12] proposed an empirical model for wear volume calculation, in the case of blunt indenters, taking into account the presence of pre-existing cracks and third-body wear particles on asperity contacts and incorporating the effect of temperature on wear volume. The proposed proportionality relationship for wear volume is given by:
where T * and T 0 are the temperatures of the interface and the ambient, respectively; σ max is the maximum tensile stress; and c is the cone crack length.
5 Ceramic–Metal Contacts
In case of ceramic–metal contacts, both the metal and the ceramic are found to contribute to the friction and wear behaviour. In dry conditions, the friction coefficient is influenced by the metallic counterface and the operating load–speed combination. This in fact controls the temperature at the interface and thus the degree of oxidation at the metallic surface. For steels and cast irons, the coefficient of friction varies widely in the range 0.2–0.8, while for softer materials like brass, aluminium, copper and bronze, the same varies in the range 0.2–0.5 [8, 13–15]. These values usually increase at higher temperatures [15]. In general, metals adhere to the ceramic surface to form a transfer film since strong adhesion exists between clean metal and ceramic surfaces, and plastic flow stress of most metals is less compared to ceramics. The adhesion is hindered by the presence of contaminants and as a result lower friction is observed in such cases. At higher temperatures, the contaminants get removed and metals get softened enhancing the possibility of adhesion and transfer film formation resulting in an increase in friction.
Wear of metallic counterface depends on the type of ceramic materials. With softer ceramics like partially stabilized zirconia, wear is less while with harder ceramics like alumina, wear is more [16]. Sometimes the chemical reaction at the interface enhances the wear of the ceramic as in case of machining steel and cast iron using silicon-based cutting tools [17]. In some cases, cracks form in the ceramic due to the frictional heat generated at the interface and wear takes place both in the ceramic and the metal though large difference in the hardness exists between the two [15].
6 Ceramic–Polymer Contacts
Polymer–ceramic contacts yield low friction and wear characteristics as compared to polymer–metal contacts. The best known application of this type of contact is orthopaedic endoprostheses where alumina is used in prosthetic designs with a counterface of ultra high molecular weight polyethylene (UHMWPE). The low friction and wear behaviour in such applications is attributed to the chemical inertness, good wettability and high resistance against scratching for alumina [18, 19]. The good surface finish of alumina is retained for the lifetime of the prosthetic implant and this reduces the wear of the polyethylene. As the hardness of ceramic is higher than the polymer, it is expected that wear takes place mainly in the polymer. The surface finish and porosity of the ceramic control the wear rate of the polymer in such cases. Wear of the polymer increases with increase in surface roughness of the ceramic and is dominated by abrasive wear. The surface irregularities present on the ceramic surface get filled by polymer particles and the surface gets smoothened. Thus initial high wear rate is decreased with use.
7 Ceramic Matrix Composites
The majority of ceramic composites contain a ceramic matrix of alumina, silicon nitride, silicon carbide, glass or carbon with metallic or ceramic fibres or particulates as reinforcements. The incorporation of the secondary phase into ceramic matrix results in improvement of both mechanical properties and tribological performance. Ceramics are resistant to high temperatures and have in general good wear resistance but poor friction performance often limits their application. Ceramic composites provide a solution in such cases. Graphite–fibre-reinforced glass offers reduced friction comparable to those of resins, while the wear resistance remains similar to that of ceramics and glasses [20]. Alumina matrix composite with silicon carbide whiskers reinforcements offers lower brittle wear rate in comparison to pure alumina which is brittle in nature [21]. In such cases, silicon carbide whiskers act as a mechanical barrier to the path of crack propagation, thereby leading to reduced brittle wear of the composite. Tribological behaviour of ceramic matrix composites strongly depends on the microstructure of the matrix, nature of inclusions, the bonding between the matrix and inclusions and test conditions along with the processing route used in the manufacturing of the composite [22–26].
Another class of ceramic composite is cermet which is a composite of ceramic and metallic materials. Cermets combine a hard phase (the ceramic) with a soft phase (the metallic binding). Hence, they possess both hardness and ductility. If a crack is formed within the ceramic, the propagation of the same to adjacent grains gets arrested by the more ductile metallic phase in contact. Cermets are classified into two groups: tungsten–carbide (WC)-based cermets and other carbide-based cermets. WC-based cermets are usually produced from WC powders of 1–10 μm grain diameter being mixed with a cobalt-binding agent (5–20 % by weight) through sintering at a temperature of around 1,500 °C. During initial stages of sliding of WC–Co cermets, preferential wear of the binding phase (Co) is observed and subsequently cracking and loosening of the carbide grains take place. The hardness and wear rate of WC–Co cermets strongly depend on the concentration of Co. With increase in Co concentration, hardness decreases and wear rate increases. It is also observed that the wear resistance of WC can be improved through the addition of other carbides such as TaC, TiC and NbC. Apart from WC-based cermets, other carbide-based cermets include TiCN–Ni, TiC–Ni, TiC–NiMo and TiCN–WC–N. These materials are in general harder than WC-based cermets and hence have greater wear resistance. For all the cermets, the wear rate linearly decreases with increase in hardness, irrespective of sintering conditions or starting powder, and follows the classical Archard’s equation of wear given by \( V=k\frac{ Wx}{H} \), where V is the wear volume, k is the non-dimensional wear coefficient (which typically ranges from 10−6 to 10−1), x is the sliding distance, W is the applied load (N), and H is the hardness of the material (GPa). Thus hardness is among the important parameters in determining the wear resistance of cermet materials. Such a strong dependence of hardness on wear rate implies that cermets behave more like a metallic material at the tribocontact situations. Also the mechanism of material removal is dominated by abrasive wear. However, Archard’s model is valid for metallic materials that undergo plastic deformation during contact. In case of cermets, the amount of metallic binder is limited to 20 wt% and hence the wear cannot be controlled entirely by deformation-dominated abrasion. Moreover, the wear behaviour of the cermets does not follow the material removal behaviour of classical brittle materials (brittle fracture and cracking). The high resistance of the cermets can be explained from the wear model proposed by Roberts [27]:
where P* is the minimum load required to produce fracture from a point contact (N), β is the constant relating hardness to indentation diagonal (2.16 for Vickers indentation), η is a constant, θ is the geometrical constant (~0.2), KIC is the fracture toughness of the material indented (MPa m1/2), and H is the hardness of the material indented (GPa). Incorporating the typical material property for cermets yields an estimated load (P*) of more than 100 N. This indicates that the material removal in cermets is highly unlikely to occur by severe brittle fracture under the tribological contact regime. Thus the cermets show high wear resistance.
8 Nano-ceramics
Nanostructured materials are defined as materials with structural units having a size scale of less than a 100 nm in any dimension, and such materials combine unique physical or functional properties that cannot be obtained in materials with structural units having length scale in microns or larger. The main challenge in nanoceramic development is the restriction in grain growth during processing, which is often difficult in conventional sintering techniques. New advanced sintering techniques, namely, spark plasma sintering and sinter-hot isostatic pressing are used for synthesizing bulk nanostructured ceramics. It is experimentally observed that reduction in microstructural scale yields significant improvements in the wear resistance of ceramics. This grain size dependence of wear resistance is attributed to two reasons. First, as hardness and yield strength improve considerably, the rate of accumulation of plasticity-controlled damage during the initial deformation-controlled wear reduces. Second, the smaller flaw sizes yield a considerable increase in the plasticity-induced critical stress that controls the subsequent brittle-fracture-controlled wear. Significantly lower material damage by pull-out is observed in ultra-fine-grained (400 nm) alumina ceramics compared with the coarser-grained (2.2 μm) counterpart [28]. Nanocomposite design leads to reduction in wear rate by reducing the dimension and rate of grain pull-out [29]. The fracture mode changes from intergranular to transgranular on reinforcing Al2O3 matrix by intergranular SiC nanoparticles, and the suppression of twins and dislocation pile-ups by the transgranular SiC nanoparticles leads to the improved wear behaviour of the Al2O3–SiC nanocomposites. Wear resistance is found to improve on dispersing nanocrystalline SiC in Al2O3 during sliding wear [30] and erosive wear [31]. It has also been reported that the higher hardness of the nanostructured cemented carbides leads to significant improvement in wear resistance. In general microstructural refinement in nanostructured ceramics or composites leads to better wear resistance, and nanoceramic composites can be used in the mild wear zone for wider spectrum of operating conditions than conventional micron-sized materials.
9 Bio-ceramics
Biomaterials are defined as synthetic materials that can be designed to perform a specific biological activity. The basic difference of biomaterials from structural materials is their ability to remain in a biological environment without causing damage to the surroundings and without getting damaged in the process. Biomaterials are classified into three groups: bioinert, bioactive and bioresorbable. Bioinert materials induce no interfacial biological bond with bone or cells. Al2O3, ZrO2 belong to this category. Bioactive materials attach directly to tissues and form biological bonds. Examples are 45S5 bioglass and calcium phosphates (e.g. hydroxyapatite, HA). Bioresorbable materials get gradually resorbed during post-implantation period and finally get replaced by new tissues. Examples are tricalcium phosphate (TCP) and bone cement. Sufficient knowledge about the tribological properties of biomaterials is essential. For example, the wear of orthopaedic alloys produces the wear debris particles that have to be assessed with respect to amount, size and shape. The surface properties along with the biological reactivity of biomaterials in simulated body fluids are important. Many bioceramic materials, particularly those based on calcium phosphate, form an apatite layer at the tribological contact, and thus the friction and wear properties depend on such an apatite layer. Biomaterials should not release wear debris particles to a significant extent and this requires extremely high wear resistance for these materials. Also friction coefficient values in articulating surfaces should be very low to minimize trauma to patients. Pure HA does not show acceptable wear resistance, even under water lubrication, and the value of wear factor lies in the range of 7 × 10−6 to 1 × 10−5 with high dependence on roughness properties [32]. CaP-based biocomposite with mullite (3Al2O3 2SiO2) reinforcement shows superior wear resistance though friction coefficient is on the higher side. For HA composites, the wear mechanism in dry contacts is mainly guided by microcracking, delamination, plowing and fatigue cracking. In simulated body fluids, the main wear mechanism for the mullite-containing HA composites is mild abrasion and/or plowing, subsequently leading to mild fracture and removal of the grains. Among HA–mullite composite materials, HA (30 wt%)–mullite ceramics possess the best combination of coefficient of friction and wear resistance under both dry and simulated body fluid conditions.
10 Summary
Ceramics are inorganic, non-metallic materials, typically crystalline in nature, and compounds formed between metallic and non-metallic elements such as aluminium and oxygen, calcium and oxygen, and silicon and nitrogen. Ceramics are prepared by heating the base powder material to a high temperature such that solid state reaction takes place. Ceramic materials contain strong ionic-covalent bonds resulting in good chemical stability and excellent mechanical properties along with the fragility of ceramic materials. To avoid this, ceramic materials are often reinforced with a second phase in the form of whiskers to prepare ceramic matrix composites. Ceramic pairs show low friction due to low real area of contact in presence of oxide films. Wear of metallic counterface depends on the type of ceramic materials, softer ceramics yielding low wear than harder ones. Polymer–ceramic contacts yield low friction and wear characteristics compared to polymer–metal contacts. Ceramic matrix composites provide good friction performance. Microstructural refinement in nanostructured ceramics or composites leads to better wear resistance. Bio-ceramics provide good tribological performance in biological environment.
References
Sasaki S (1989) The effects of the surrounding atmosphere on the friction and wear of alumina, zirconia, silicon carbide and silicon nitride. Wear 134:185–200
Fischer TE, Anderson MP, Jahangir S, Salher R (1988) Friction and wear of tough and brittle zirconia in nitrogen, air, water, hexadecane and hexadecane containing stearic acid. Wear 124:133–148
Yust CS, Carignan FJ (1985) Observation on the sliding wear of ceramics. ASLE Trans 28:245–253
Woydt M, Habig K-H (1989) High temperature tribology of ceramics. Tribol Int 22:75–87
Ishigaki H, Kawaguchi I, Iwasa M, Toibana Y (1985) Friction and wear of hot pressed silicon nitride and other ceramics. In: Ludema KC (ed) Wear of materials. ASME, New York, pp 13–21
Adewoye OO, Page TF (1981) Electron microscopy study of surface and subsurface friction damage in single crystal SiC. Wear 73:247–260
Cranmer DC (1985) Friction and wear properties of monolithic silicon based ceramics. J Mater Sci 20:2029–2037
Hannink RHJ, Murray J, Scott H (1984) Friction and wear of partially stabilized zirconia: basic science and practical applications. Wear 100:355–366
Fischer TE, Tomizawa H (1985) Interaction of tribochemistry and microfracture in the friction and wear of silicon nitride. In: Ludema KC (ed) Wear of materials. ASME, New York, pp 22–32
Hsu SM, Shen MC (1996) Ceramic wear maps. Wear 200:154–175
Evans AG, Marshall DB (1981) Wear mechanisms in ceramics. In: Rigney DA (ed) Fundamentals of friction and wear of materials. American Society for Metals, Metals Park, OH, pp 439–452
Hsu SM, Shen M (2004) Wear prediction of ceramics. Wear 256:867–878
Zum Gahr KH (1989) Sliding wear of ceramic-ceramic, ceramic-steel and steel-steel pairs in lubricated and unlubricated contact. Wear 133:1–22
Stachowiak GW, Stachowiak GB, Batchelor AW (1989) Metallic film transfer during metal-ceramic unlubricated sliding. Wear 132:361–381
Carter GM, Hooper RM, Henshall JL, Guillou MO (1991) Friction of metal sliders on toughened zirconia ceramic between 298 and 973 K. Wear 148:147–160
Cooper CV, Rollend CL, Krouse DH (1989) The unlubricated sliding wear behavior of a wrought cobalt-chromium alloy against monolithic ceramic counterfaces. ASME J Tribol 111:668–674
Bhattacharya SK, Ezugwu EO, Jawaid A (1989) The performance of ceramic tool materials for the machining of cast iron. Wear 135:147–159
Dowson D, Harding PT (1982) The wear characteristics of UHMWPE against a high density alumina ceramic under wet and dry conditions. Wear 75:313–331
Abdallah AB, Treheux D (1991) Friction and wear of ultrahigh molecular weight polyethylene against various new ceramics. Wear 142:43–56
Minford E, Prewo K (1985) Friction and wear of graphite-fibre-reinforced glass matrix composites. Wear 102:253–264
Yust CS, Leitnekar JM, Devore CE (1988) Wear of an alumina-silicon carbide whisker composites. Wear 122:151–164
Reis P, Davim JP, Xu X, Ferreira JMF (2005) Tribological behaviour of colloidally processed sialon ceramics sliding against steel under dry conditions. Tribol Lett 18(3):295–301
Reis P, Filho V, Davim JP, Xu X, Ferreira JMF (2005) Wear behavior of advanced structural ceramics: α-sialon matrix reinforced with β-sialon fibers. Mater Des 26:417–423
Reis P, Davim JP, Xu X, Ferreira JMF (2006) Friction and wear behaviour of β-silicon nitride-steel couples under unlubricated conditions. Mater Sci Technol 22(2):247–252
Reis P, Davim JP, Xu X, Ferreira JMF (2007) A note on tribological behaviour of α-sialon/steel couples under dry conditions. Mater Des 28:1343–1347
Filho VXL, Davim JP, Cairo CA, Ferreira JMF (2009) Preparation and characterization of SiAlON matrix composites reinforced with combustion synthesis rod-like SiAlON particles. Int J Refractory Metals Hard Mater 27:647–652
Roberts SG (1999) Depth of cracks produced by abrasion of brittle materials. Scripta Mater 40(1):101–108
Wang X, Padture NP, Tanaka H, Ortiz AL (2005) Wear-resistant ultra-fine-grained ceramics. Acta Mater 53:271–277
Merino JLO, Todd RI (2005) Relationship between wear rate, surface pullout and microstructure during abrasive wear of alumina and alumina/SiC nanocomposites. Acta Mater 53(12):3345–3357
Rodrigues J, Martin A, Pastor JY, Llorca J, Bartolome JF, Moya JS (1999) Sliding wear of nanocomposites. J Am Ceram Soc 82(8):2252–2254
Davidge RW, Twigg PC, Riley FL (1996) Effects of silicon carbide nano-phase on the wet erosive wear of polycrystalline alumina. J Eur Ceram Soc 16:799–802
Kalin M, Jahangir S, Ives LK (2002) Effect of counterface roughness on abrasive wear of hydroxyapatite. Wear 252:679–685
Acknowledgements
Authors gratefully acknowledge the publishers (ASME, Elsevier, Springer, etc.) of a number of technical/research papers used for preparation of this article.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendices
Revision Questions
-
1.
What makes ceramic materials well suited for tribological applications?
-
2.
What is the main problem of design and manufacture of components with pure zirconia? How is it overcome?
-
3.
How is fragility of ceramic materials reduced?
-
4.
How does friction of ceramics vary with fracture properties? Explain the reason.
-
5.
How does friction of ceramics depend on sliding speed?
-
6.
Why does friction of ceramics usually increase with temperature?
-
7.
How does wear of Si3N4 depend on humidity?
-
8.
What is the effect of lubricant on wear of ceramics?
-
9.
Why do cermets show high wear resistance?
-
10.
What yields improvement in wear resistance of nano-ceramics?
Answers to Revision Question
-
1.
Superior hardness leading to high resistance to wear, low coefficient of expansion leading to high dimensional stability, low reactivity leading to good chemical resistance, ability to maintain their physical properties at high temperatures, etc.
-
2.
Zirconia undergoes phase changes with temperature. Under normal atmospheric pressure and at ambient temperature, zirconia contains monoclinical crystalline structure that remains stable up to 1,100 °C. Then it converts to tetragonal between 1,100 and 2,300 °C, thereafter becomes cubic. These phase changes are reversible but accompanied with significant variations in density. This puts a barrier to design and manufacture component parts with pure zirconia.
As a remedy, tetragonal or cubic zirconia is stabilized at low temperatures by doping the same with CaO, MgO or Y2O3. This partially stabilized zirconia (PSZ) is a metastable state that recovers the monoclinical structure easily under the effect of mechanical or thermal stress.
-
3.
Ceramic materials are often reinforced with a second phase in the form of whiskers that improve the mechanical properties of the ceramic matrix by preventing crack propagation. Another technique is to introduce microcracks and voids in the ceramic during its manufacture.
-
4.
Friction coefficient of ceramics decreases with an increase in fracture toughness. The occurrence of fracture leads to higher friction as it provides an additional mechanism for the dissipation of energy at the sliding contact.
-
5.
In general, friction of ceramics decreases with sliding speed. With increase in sliding speed, the interface temperature increases and this enhances the tribological film formation on the sliding surfaces leading to a decrease in friction.
-
6.
The removal of absorbed water from the interface results in the rise in friction with temperature.
-
7.
Wear rate of Si3N4 decreases with increase in humidity of the surrounding air. In humid environment, Si3N4 forms silica and hydrated silica film is formed at the interface. The film being soft with low shear strength reduces the coefficient of friction and wear rate.
-
8.
Ceramic materials respond to conventional lubricants in the same way as metals. Effective lubrication decreases wear rate. However, chemical effects play a significant role even under lubricated conditions. In a wear regime map, the interaction of lubricant with ceramics extends the pressure–velocity boundary towards the higher values for a transition from mild to severe wear.
-
9.
Material properties of cermets are such that these require a typically high load to produce fracture from point load. This indicates that the material removal in cermets is highly unlikely to occur by severe brittle fracture under the tribological contact regime. Thus the cermets show high wear resistance.
-
10.
First, as hardness and yield strength improve considerably, the rate of accumulation of plasticity-controlled damage during the initial deformation-controlled wear reduces. Second, the smaller flaw sizes yield a considerable increase in the plasticity-induced critical stress that controls the subsequent brittle-fracture-controlled wear.
Rights and permissions
Copyright information
© 2013 Springer Science+Business Media New York
About this chapter
Cite this chapter
Sahoo, P., Davim, J.P. (2013). Tribology of Ceramics and Ceramic Matrix Composites. In: Menezes, P., Nosonovsky, M., Ingole, S., Kailas, S., Lovell, M. (eds) Tribology for Scientists and Engineers. Springer, New York, NY. https://doi.org/10.1007/978-1-4614-1945-7_7
Download citation
DOI: https://doi.org/10.1007/978-1-4614-1945-7_7
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4614-1944-0
Online ISBN: 978-1-4614-1945-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)