
Abstract
Recent food processing technology innovations have been centered around producing foods with fresh-like attributes through minimal processing or nonthermal processing technologies. Instead of using thermal energy to secure food safety that is often accompanied by quality degradation in processed foods, the newly developed processing modalities utilize other types of physical energy such as high pressure, pulsed electric field or magnetic field, ultraviolet light, or acoustic energy to process foods. An improvement in food quality by the new processing methods has been widely reported. In comparison with its low-energy (high-frequency) counterpart which finds applications in food quality inspection, the use of high-intensity ultrasound, also called power ultrasound, in food processing is a relatively new endeavor. To understand the effect of high-intensity ultrasound treatment on food quality, it is important to understand the interactions between acoustic energy and food ingredients, which is covered in Chapter 10. In this chapter, the focus will be on changes in overall food quality attributes that are caused by ultrasound, such as texture, color, flavor, and nutrients.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
22.1 Introduction
Recent food processing technology innovations have been centered around producing foods with fresh-like attributes through minimal processing or nonthermal processing technologies. Instead of using thermal energy to secure food safety that is often accompanied by quality degradation in processed foods, the newly developed processing modalities utilize other types of physical energy such as high pressure, pulsed electric field or magnetic field, ultraviolet light, or acoustic energy to process foods. An improvement in food quality by the new processing methods has been widely reported. In comparison with its low-energy (high-frequency) counterpart which finds applications in food quality inspection, the use of high-intensity ultrasound, also called power ultrasound, in food processing is a relatively new endeavor. To understand the effect of high-intensity ultrasound treatment on food quality, it is important to understand the interactions between acoustic energy and food ingredients, which is covered in Chapter 10. In this chapter, the focus will be on changes in overall food quality attributes that are caused by ultrasound, such as texture, color, flavor, and nutrients.
The interaction of acoustic energy with a food is mainly substantiated through a liquid medium because cavitation and cavitation-induced physical and chemical actions play an important role in food quality alterations in an ultrasound-processed food. The chemical effects of cavitation include free radical generation, production of hydrogen peroxide, among others. The physical effects of cavitation include localized high temperature and pressure, shock waves, and microstreaming. At a solid and liquid interface, the water jet formed by an imploding transient cavitation is also a factor that may contribute to changes in the overall properties of a food product. It is noteworthy that all these chemical and physical effects of ultrasound are microscopic. The interplay of these cavitation-induced chemical and physical activities with a food, however, is manifested through macroscopic changes that can be perceived by consumers and may be expressed with terms such as texture, color, and flavor. Nevertheless, it is not the intention of this chapter to translate microscopic activities into changes in overall quality attributes of foods since there are no sufficient data from systematic studies on the changes in a selected food quality attribute as affected by ultrasonic process parameters. Until now, there has been no reliable measure to quantify cavitation and cavitation-induced activities in a food system. No reports have documented an attempt to correlate cavitation activity to process conditions that can be used to predict quality changes. Therefore, wherever appropriate, a descriptive approach is employed to provide an argument for quality alterations in a food product caused by ultrasound. As a result, the conclusion that might be drawn is strictly limited to the specific food and ultrasound parameters used in the studies, which might still be far away from optimal process conditions.
22.2 Texture
Texture is a physical characteristic describing the flow behavior or responses to deformation of a liquid or solid food product. As a key food quality attribute, texture is mainly determined by the microstructure of the product. The presence of texturizing ingredients, such as proteins, as well as the interactions between food components during processing or storage, also plays an important role in food texture. The texture of ultrasound-treated foods can thus be determined by the structure or property changes of proteins and enzymes during sonication. For instance, it has been reported that ultrasound produced structural changes followed by functional changes in bovine serum albumin (BSA) (Gülseren et al., 2007). Such changes in a protein may be attributed to the mechanical, thermal, and/or chemical effect of sonication. Ultrasound also alters the activity of food enzymes. In some studies, an increased enzymatic activity, such as the activity of proteolytic enzyme, was reported after ultrasonication (Ronscale et al., 1992), while other reports have documented the use of ultrasound to inactivate food enzymes (Raviyan et al., 2005). In addition, high-intensity ultrasound is known to reduce particle sizes in a liquid food. Banerjee et al. (1996) ascribed the improved mechanical properties in protein-based films to fat globule size reduction by ultrasound. In solid foods, ultrasound may damage the cell wall structure of vegetables, thereby inducing changes in the texture (Gabaldón-Leyva et al., 2007). In this section, the effect of ultrasound treatment on the texture of food products, such as tomato juice, bell peppers, yogurt, edible films, and meat, will be discussed. The texture changes under different sonication conditions are summarized in Table 22.1.
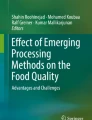
There are a number of studies about changes in proteins and enzymes by an ultrasound treatment and their effects on food texture. Yogurt produced with ultrasound-treated milk showed a stronger and firmer structure than that with untreated milk (Fig. 22.1, Vercet et al., 2002a). An improvement in rheological properties of tomato juice was reported after inactivation of detrimental enzymes, i.e., endopolygalacturonases and pectinmethylesterase, with manothermosonication (MTS) (Vercet et al., 2002b). Gülseren et al. (2007) noticed that ultrasound-treated BSA became more susceptible to heat denaturation. Sonication also increased the surface hydrophobicity and reduced the particle sizes of BSA. Denaturation of serum proteins, such as α-lactalbumin and β-lactoglobulin, was observed in milk treated by continuous thermosonication (Villamiel and De Jong, 2000). Some researchers have postulated that hydrophobic amino acid groups, which were originally located inside a protein, might have been exposed by a high level of denaturation or unfolding of the protein in ultrasound-treated samples (Iametti et al., 1996; Qi et al., 1997). The exposed hydrophobic amino acid groups might have induced aggregation of proteins, which finally yielded a stronger and firmer structure in yogurt made with the sonicated milk than in the control (Totosaus et al., 2002).

Oscillation tests of MTS-treated (filled symbols) and control (empty symbols) yoghurts. Storage modulus, G ′ (circles). Loss modulus, G ″ (squares). Source: Vercet et al. (2002a)
Tenderness is one of the most important quality aspects in cooked meat. Two primary muscle components that contribute to meat tenderness are myofibrillar protein and connective tissues such as collagen (Tarrant, 1998). Improved meat tenderness in ultrasound-assisted cooking was reported by Pohlman et al. (1996). Meat tenderness can also be improved by ultrasound before postmortem or aging processes (Dickens et al., 1991; Dolatowski et al., 2000; Jayasooriya et al., 2007; Pohlman et al., 1997a; Smith et al., 1991). Jayasooriya et al. (2004) proposed that proteolysis of myofibrillar protein was the major mechanism of meat tenderization. The enzymes responsible for the proteolysis of myofibrillar protein include calpains (calcium-activated proteinase) present in sarcoplasm and cathepsins (lysosomal cystein proteinase). Stangi and Bernard (1968) observed that an ultrasound treatment on rat and beef skeletal muscles caused a release of cathepsin and thus an increase in calpain activity in treated muscles. An enhanced postmortem proteolysis of ultrasound-treated lamb skeletal muscles was reported with a release of lysosomal enzymes found in treated lamb liver samples (Ronscale et al., 1992). Ultrasound treatment could also increase the activity of calpains by an increase of calcium released from sarcoplasmic reticulum and/or cathepsins released from lysosomes (Ronscale et al., 1992). Got et al. (1999) treated beef semimembranosus muscles before the aging process with ultrasound and observed an immediate increase of calcium in the cytosol. The improved tenderness by an ultrasound treatment before postmortem or aging may thus be attributed to the release of calcium and cathepsin. During aging, a high degradation of myofibrillar protein in ultrasound-treated meat may also be accompanied by a high activity of calpains caused by released calcium and cathepsin. In the case of meat treated by ultrasound after postmortem or aging, and before cooking, disruption of muscle structures may play an important role in increased meat tenderness.
In contrast to the reports on improved tenderness of ultrasound-treated meats, several studies found that ultrasound has no effect on meat tenderness (Lyng et al., 1997, 1998; Pohlman et al., 1997b). The authors suggested that the low ultrasound intensity (UI) (0.29–1.55 W/cm2) used in their studies might have been responsible for that result. It was noted that for those studies where improved meat tenderness was reported, the UIs were in the range of 22 and 2,400 W/cm2 (Dickens et al., 1991; Pohlman et al., 1996, 1997a). The low acoustic energy input during a treatment could be insufficient to disrupt muscle structure and/or to release calcium and cathepsin. The different experimental conditions in ultrasound treatments may also play a role. For instance, Lyng et al. (1998) applied ultrasound to one side of the steak which had a thickness of 2.5 cm, but Jayasooriya et al. (2007) exposed both sides of their meat samples (0.2 cm thickness) to ultrasound by turning it over at half of the total treatment time. The thicker sample and one-side treatment may have prevented ultrasound from reaching the inside of the meat, rendering the treatment less effective.
In addition to traditional ultrasound treatments, hydrodynamic shock waves have also been used to tenderize meat. Hydrodynamic shock waves are generated by the explosion of a small amount of an explosive in a liquid medium (water). If an object submerged in water has an acoustic match with the water, the shock waves can pass through the object (Kolsky, 1980). Since meat compositionally contains approximately 75% water, it is easy to achieve a close acoustic match (Price and Schweigert, 1978). It has been reported that such shock waves cause disruption of myofibrillar structure and direct alteration of muscle proteins, resulting in meat tenderization (Zuckerman and Solomon, 1998). The hydrodynamic shock wave method has been proven effective in improving the tenderness of beef and other meat products (Callahan et al., 2006; Liu et al., 2006; Schilling et al., 2002; Solomon et al., 1997; Spanier and Romanowski, 2000).
Improved mechanical properties in edible films prepared using ultrasound-treated whey protein concentrate (WPC) and sodium caseinate (SC) were reported by Banerjee et al. (1996). The tensile strength of ultrasound-treated WPC and SC films was increased by up to 224%. A longer exposure time yielded a higher tensile strength at all acoustic energy levels. Transmission electron micrographs (TEMs) of ultrasound-treated WPC films showed a more orderly and condensed knit matrix of proteins, fat, and other components than that in the control. With the TEM observations, the authors also confirmed that the ultrasound treatment reduced the particle size of milk components in the film solution. Increased molecular interactions may be induced due to smaller particle sizes, leading to a high level of molecular order (Banerjee et al., 1996). High chain order polymers can be related to the high cohesion in edible films (Gontard and Guilbert, 1994), which may contribute to the high film strength of ultrasound-treated WPC films.
In an ultrasound-assisted brine process, ultrasound showed a negative effect on the firmness of bell peppers (Gabaldón-Leyva et al., 2007). A rapid softening in ultrasound-treated samples occurred in 30 min, while the softening was not observed until 120 min for peppers from a brine process without ultrasound. It was reported that a thermal or physical treatment can cause losses in cell wall rigidity and intracellular adhesion, which could enhance water movement from tissue to brine (Heredia-Léon et al., 2004; Lazarides and Mavroudis, 1995). The combined action of ultrasound and thermal treatment thus would induce changes in bell pepper cells, causing a decrease in the firmness of the processed peppers.
22.3 Flavor
A limited number of reports have been published on flavor changes in ultrasound-treated food products, which include flavor improvement in Mahon cheese, generation of off-flavor in edible oil, and loss of active aroma compound in apple juice. The effect of ultrasound on flavor is directly related to the physical and chemical effects of cavitation. Until now, almost all the reports on flavor/aroma alterations caused by sonication have been experimental, with an emphasis on reporting findings rather than elucidating the mechanisms. Nevertheless, an effort is made in this section to summarize studies conducted on the impact of ultrasound on flavor changes in selected food products (Table 22.2).
An ultrasound-assisted brining process was used to prepare Mahon cheese, a noncooked pressed cheese salted in brine. During ripening, the acoustically brined cheese showed a higher concentration of free fatty acid (FFA), and more intense aroma and flavor than the conventionally brined counterpart (Sánchez et al., 2001a). In addition, the acoustically brined cheese had a higher level of total free amino acids (TFAAs) in all the stages of ripening than the conventionally brined counterpart (Sánchez et al., 2001b). It was proposed that the reduced fat globule sizes and sonication-induced protein denaturation might be responsible for the high FFA and TFAA in the cheese (Sánchez et al., 2001a, b). Villamiel and De Jong (2000) reported reduced fat globule sizes in milk after sonication at 20 kHz and 8 W/ml. Good homogenization was also observed in ultrasound-treated milk at 20 kHz and 3 W/ml (Wu et al., 2001). On the other hand, ultrasound treatment can denature whey protein in milk (Villamiel and De Jong, 2000), and the resulting denatured whey protein might be less resistant to proteolysis than the native whey protein during cheese ripening (Sánchez et al., 2001b). Mahon cheese is classified as a semisoft cheese, which is surface ripened with microflora (Scott, 1998). Normally, the surface-ripened soft cheese shows a high level of proteolysis and lipolysis on the external area or surface of the cheese (Gripon, 1997). Consequently, the Mahon cheese with small-sized fat globules and denatured surface proteins would have a high lipolytic and proteolytic activity during surface ripening and thus high levels of FFAs, TFFAs, and aroma intensity.
Free radicals produced by ultrasound in the aqueous phase may catalyze the degradation of flavor compounds (geosmin and volatile fatty acids) and the oxidation of sunflower oil to generate off-flavors (Chemat et al., 2004b; Yoo et al., 1995, 1997). It is known that sonolysis of water due to cavitation forms hydrogen (H•) and hydroxyl (•OH) radicals (Stanley et al., 2004). Yoo et al. (1995, 1997) proposed that the H• and •OH radicals generated by water sonolysis were mainly responsible for the degradation of geosmin and volatile fatty acids. A deterioration of sunflower oil was also found during emulsification by ultrasound, with oxidized volatile compounds produced from the oil (Chemat et al., 2004b). Hydroxyl radicals (•OH) were believed to initiate lipid peroxidation in liposome (Jana et al., 1986, 1990a, b). Since hydroperoxide can be produced by lipid peroxidation (Jana et al., 1986, 1990a, b), the homolysis of hydroperoxide would finally lead to the formation of off-flavors (Grosh, 1987). Sunflower oil directly treated by ultrasound also shows quality degradation as indicated by high peroxide values (Chemat et al., 2004a). Similar off-flavors were detected in sunflower oil treated by an ultrasonic cutting device (Schneider et al., 2006). The authors suggested that the off-flavors might be a result of oxidation of the sunflower oil catalyzed by the metallic part of the ultrasound horn (Chemat et al., 2004b). Additionally, metal ions, such as copper, that occur naturally in edible oil might be involved in cavitation-related reactions, which may also contribute to the formation of oxy radical species, thus inducing generation of volatile off-flavors (Chemat et al., 2004b).
In a study to treat commercial apple juice in an open system by thermosonication to achieve a 5-log reduction of E. coli K12 population, the concentration of 1-butanol-3-methyl acetate, a major active aroma compound in apple juice, was 6,071 ppb in untreated juice and was 502 and 40 ppb in thermal- and thermosonication-treated juice, respectively (unpublished data). The loss of 1-butanol-3-methyl acetate during sonication might have been caused by the degassing effect of ultrasound or by the physical (localized high temperature and pressure) or chemical (radical) reactions associated with cavitation. More studies are needed to ascertain the mechanism for the reduction of 1-butanol-3-methyl acetate in sonicated apple juice.
Ultrasound-assisted aging was applied to process rice and maize wines (Chang, 2004; Chang and Chen, 2002). The hypothesis was that localized high temperature and pressure generated by ultrasound might accelerate the aging process of wines and produce more flavor and taste. The wine was circulated through a 10 mm orifice atomizer where ultrasound treatment was applied up to 16 times. After treatment the concentration of acetaldehyde (unpleasant stingy flavor) decreased, and ethyl acetate (apple and/or fruit flavor) increased in the ultrasound-treated rice wine. Polyols in rice wine, causing a sense of greasy aftertaste in the mouth, were decreased by the ultrasound treatment (Chang and Chen, 2002). In contrast, the content of acetaldehyde in an aged maize wine following ultrasound treatment was higher than that of the conventionally aged maize wine. The polyols content in a maize wine aged with ultrasound was higher, whereas the concentration of ethyl acetate, a pleasant flavor compound, in the ultrasound-aged maize wine was lower (Chang and Chen, 2002). It appears that ultrasound-assisted aging is appropriate only for certain wines and hence further research must be conducted to determine if ultrasound-assisted aging is appropriate for a specific wine.
22.4 Color
Color changes in a food product may affect the overall acceptability of the product for consumers. Several researchers have documented the effect of ultrasound on the color of liquid and solid food products, including milk, orange juice, apple cider, dehydrated rabbiteye blueberry, blanched watercress, and meat. Table 22.3 summarizes the reports on color changes of ultrasound-treated foods and experimental conditions used in the studies.
Nonenzymatic browning in milk model (0.1 M phosphate buffer, pH 6.6, 3% (w/v) sodium caseinate, and 2% (w/v) glucose) and fruit juice model (0.1 M citrate buffer, pH 3.5, and 12% (w/v) glucose) systems was studied with a continuous MTS system (Vercet et al., 2001). Brown pigments in MTS-treated milk model system increased with treatment time compared to heat-treated milk, which was probably caused by the Maillard reaction. Browning was also observed in MTS-treated artificial fruit juice. Due to the absence of amine groups in the juice, the authors suggested that a mechanism other than Maillard reaction may have played a role (Vercet et al., 2001). The ultrasound treatment of glucose in an aqueous phase could yield glucosyl radical and polymers in the presence of oxygen, which could contribute to the formation of browning pigments (Portenlänger and Heusinger, 1994; Vercet et al., 2001). In a nitrogen-protected MTS system, the browning index of MTS-treated orange juice was significantly lower than that treated by a commercial thermal method, but was significantly higher than that of raw juice (Lee et al., 2005). In a report by Valero et al. (2007), orange juice was sonicated by both batch and continuous systems. An increase in brown pigments in ultrasound-treated orange juice was observed only in the continuous system. Valero et al. (2007) attributed this result to greater exposure of the orange juice to oxygen in the continuous system.
In another color parameter, lightness was found to increase in ultrasound-treated liquid foods. For instance, orange juice sonicated with a continuous system showed an increase in lightness with treatment time (Zenker et al., 2003). The authors postulated that partial precipitation of suspended, insoluble particles in the juice probably contributed to the increase in lightness. In ultrasound-treated apple cider, the turbidity was significantly (p < 0.05) lower than that of untreated or thermally treated samples. Particle separation and reduction in particle sizes by ultrasound were suggested as the possible cause of the low turbidity (Ugarte-Romero et al., 2006). Less darkness was also observed in ultrasound-treated apple cider compared to the untreated counterpart. Since polyphenol oxidase (PPO) is known to promote browning or darkening in apple cider (Zárate-Rodríguez et al., 2000), the PPO inactivation plus removal of particulates by ultrasound may thus help to produce less dark colors in ultrasound-treated samples (Ugarte-Romero et al., 2006).
Other ultrasound-assisted processes, such as osmotic dehydration and blanching, could also indirectly affect the color of processed fruits and vegetables. Dried rabbiteye blueberries processed by ultrasound-assisted osmotic dehydration exhibited more reddish and yellowish colors than those processed without ultrasound treatment (Stojanovic and Silva, 2007). Thermosonication used in the blanching of watercress resulted in darker and less yellowish colors than in raw watercress (Cruz et al., 2007). There was no significant (p < 0.05) difference in lightness and yellowish colors between conventional and thermosonication blanching. However, the thermosonication-blanched watercress showed a greener color than the conventionally blanched one. Compared to conventional blanching, the thermosonication blanching also developed green color at a higher rate. Ultrasonication may help to expel gases inside the intercellular space and enhance blanching medium transfer into the product due to enhanced mass transfer induced by ultrasound. As a result, the light refraction from the cell surface and hence the color perception of the product will be changed (Bower, 1992).
Ultrasound treatment has been reported to alter meat colors. One observation was that ultrasound-treated meat showed lighter, less red, and more yellow colors than untreated meat (Pohlman et al., 1997a). Since high-intensity ultrasound was reported to generate heat on meat surfaces (Dickens et al., 1991; Eggleton et al., 1965; Gersten, 1965), the color changes during sonication might be caused by thermal denaturation of myoglobin and hemoglobin pigments on product surfaces (Marten et al., 1982). In other reports, however, no color changes were found in ultrasound-treated meat products (Jayasooriya et al., 2007; Pohlman et al., 1997b). The low ultrasound intensity (UI) and short treatment times used in those studies might not allow any measurable changes in meat proteins and pigments. For example, in the study of Pohlman et al. (1997b), the UI was 1.55 W/cm2, while that used by Pohlman et al. (1997a) was 22 W/cm2. Jayasooriya et al. (2007) also used a relatively low UI (12 W/cm2) and shorter treatment time (up to 240 s) than Pohlman et al. (1997a).
22.5 Nutrients
Interactions between ultrasound and chemical compounds in a food that provides nutritional values are complicated. Unfortunately, not much research has been conducted and reported to elucidate the underlying mechanisms for the observed reduction or enhancement in nutritional values after an ultrasound treatment and during storage. Therefore, this section is not aimed at drawing any conclusions about the effect of ultrasound on food nutrients. Instead, it only serves to report the limited findings documented in current publications. A summary of the studies dealing with the effect of ultrasound on nutrients is given in Table 22.4.
The release of anthocyanin and phenolics was reported for rabbiteye blueberries processed by ultrasound-assisted osmotic dehydration (Stojanovic and Silva, 2007). Anthocyanin and phenolics loss was higher after 3-h ultrasound-assisted osmotic dehydration than when treated by osmotic dehydration only. It was proposed that the surface cell rupture caused by cavitation might contribute to the release of anthocyanin and phenolics in berry samples (Stojanovic and Silva, 2007). In addition, the final product, dried blueberries, was found to retain higher anthocyanin and phenolics in ultrasound-treated samples compared to those dried with conventional osmotic dehydration.
It was reported that L-ascorbic acid in distilled water was degraded by ultrasound treatment, possibly due to the generation of H• and •OH radicals (Portenlänger and Heusinger, 1992). Degradation of (all-E)-astaxanthin, a carotenoid, in ethanol by ultrasound treatment was also reported (Zhao et al., 2006). Degradation of oxidation-sensitive nutrients, such as thiamin and riboflavin in milk, as well as ascorbic acid and carotenoids in orange juice, was analyzed after a continuous MTS treatment (Vercet et al., 2001). The MTS treatment showed no effect on the concentration of thiamin and riboflavin in milk. In contrast, the contents of ascorbic acid and carotenoids in orange juice decreased by around 10% after the MTS treatment.
Zenker et al. (2003) observed that ascorbic acid concentration in thermally treated orange juice was slightly higher than in thermosonication-treated juice immediately after the treatment. Similar results were reported by Lee et al. (2005) in which the ascorbic acid concentration in MTS-treated orange juice was lower than that in thermally pasteurized juice (Lee et al., 2005). Interestingly, during storage, ascorbic acid retention in ultrasound-treated orange juice could be better than that in a thermally processed juice. In Zenker et al.’s report (2003), the loss of ascorbic acid in thermal-treated orange juice was faster than that in ultrasound-treated juice, ultimately resulting in higher ascorbic acid content in ultrasound-treated orange juice after 35-day storage. Lee et al. (2005) also found a higher retention of ascorbic acid in MTS-treated orange juice than in thermally processed juice after 63-day storage (Fig. 22.2). The lower degradation of ascorbic acid in thermosonicated orange juice was attributed to degassing of juice by ultrasound (Zenker et al., 2003). Dissolved gases, including oxygen, can act as nuclei to form bubbles, which could float to the surface and be removed from the juice. This degassing effect could lower the dissolved oxygen level in the juice and hence reduce oxidative degradation of ascorbic acid during storage. In another study (Feng, 2005), improvement in ascorbic acid retention of MTS-treated juice was observed in two out of six storage tests. The dissolved oxygen levels in MTS- and thermal-pasteurized orange juice were about same during storage, and oxygen levels became negligible after 50 days. There might be factors other than dissolved oxygen that contribute to degradation reactions in juice. It has been found that during MTS treatment, due to strong cavitation activities, some metal ions, including iron, manganese, and nickel, were released from the metal container wall. These metal ions may function as catalysts to speed up some degradation reactions. More studies are needed to better understand the degradation reactions in ultrasound treatment of juice products.

Changes in ascorbic acid concentration in orange juice for samples treated with different methods during storage at 4°C. Source: Lee et al. (2005)
References
Banerjee, R., Chen, H., and Wu, J. (1996). Milk protein-based edible film mechanical strength changes due to ultrasound process. Journal of Food Science, 61, 824–828.
Bower, J. (1992). Food theory and application. New York, NY, Macmillan.
Callahan, J. A., Berry, B. W., Solomon, M. B., and Liu, M. N. (2006). Hydrodynamic pressure-processed beef semitendinosus muscle using a steel reflector bowl. Journal of Muscle Foods, 17, 105–113.
Chang, A. C. (2004). The effects of different accelerating techniques on maize wine maturation. Food Chemistry, 86, 61–68.
Chang, A. C., and Chen, F. C. (2002). The application of 20 kHz ultrasonic wave to accelerate the aging of difference wines. Food Chemistry, 79, 501–506.
Chemat, F., Grondin, I., Costes, P., Moutoussamy, A., Shum Cheong Sing, A., and Smadja, J. (2004a). High power ultrasound effects on lipid oxidation of refined sunflower oil. Ultrasonics Sonochemistry, 11, 281–285.
Chemat, F., Grondin, I., Shum Cheong Sing, A., and Smadja, J. (2004b). Deterioration of edible oils during food processing by ultrasound. Ultrasonic Sonochemistry, 11, 13–15.
Cruz, R. M. S., Vieira, M. C., and Silvia, C. L. M. (2007). Modelling kinetics of watercress (Nasturtium officinale) color changes due to heat and thermosonication treatments. Innovative Food Science and Emerging Technologies, 8, 244–252.
Dickens, J. A., Lyon, C. E., and Wilson, R. L. (1991). Effect of ultrasonic radiation and some physical characteristics of broiler breast muscle and cooked meat. Poultry Science, 70, 389–396.
Dolatowski, Z., Stasiak, D. M., and Latoch, A. (2000). Effect of ultrasound processing of meat before freezing on its texture after thawing. Electronic Journal of Polish Agricultural Universities. Agricultural Engineering, 3(2). Available online http://www.ejpau.media.pl/series/volume3/issue2/engineering/art-02.html. Accessed on April 9, 2007.
Eggleton, R. C., Kelly, E., Fry, F. J., Chalmer, R., and Fry, W. J. (1965). In: Kelly, E. (ed.), Ultrasonic energy, pp. 117–136. Urbana, IL, University of Illinois Press.
Feng, H. (2005). Manothermosonication for Dual-Inactivation of Thermoresistant Pectin-Methyl-Esterase and Acid Tolerant Foodborne Pathogens in Orange Juice. CAPPS Project Final Report.
Gabaldón-Leyva, C. A., Quintero-Ramos, A., Barnard, J., Balandrán-Quintana, R. R., Talamás-Abbud, R. T., and Jiménez-Castro, J. (2007). Effect of ultrasound on the mass transfer and physical changes in brine bell pepper at different temperature. Journal of Food Engineering, 81, 374–379.
Gersten, J. W., and Kelly E. (ed.). (1965). Ultrasonic energy. Urbana, IL, University of Illinois Press.
Gontard, N., and Guilbert, S. (1994). Bio-packaging: Technology and properties of edible and/or biodegradable material of agricultural origin. In: Mathlouthi, M. (ed.), Food packaging and preservation, pp. 159–181. Glasgow, UK, Blackie Academic and Professional.
Got, F., Culioli, J., Berge, P., Vignon, X., Astruc, T., Quideau, J. M., and Lethiecq, M. (1999). Effects of high-intensity ultrasound on ageing rate, ultrastructural and some physico-chemical properties of beef. Meat Science, 51, 35–42.
Gripon, J.-C. (1997). Flavor and texture in soft cheese. In: Law, B. A. (ed.), Microbiology and biochemistry of cheese and fermented milk, pp. 193–206. London, UK, Blackie Academic and Professional.
Grosh, W. (1987). Reactions of hydroperoxide-products of low molecules. In: Chan, H. W. S. (ed.), Autoxidation of unsaturated lipids, pp. 95–139. Orlando FL, Academic.
Gülseren, İ., Güzey, D., Bruce, B. D., and Weiss, J. (2007). Structural and functional changes in ultrasonicated bovine serum albumin solutions. Ultrasonics Sonochemistry, 14, 173–183.
Heredia-Léon, J. C., Talamás-Abbud, R., Mendoza-Guzmán, V., Solís-Martínez, F., Jimenez-Castro, J., and Barnard, J. (2004). Structural and physical properties of dried Ananheim chilli peppers modified by low-temperature blanching. Journal of the Science of Food and Agriculture, 84, 59–65.
Iametti, S., De Gregori, B., Vecchio, G., and Bonomi, F. (1996). Modifications occur at different structural levels during heat denaturation of β-lactoglobulin. European Journal of Biochemistry, 237, 106–112.
Jana, A. K., Agarwal, S., and Chatterjee, S. N. (1986). Ultrasonic radiation induced lipid peroxidation in liposomal membrane. Radiation and Environmental Biophysics, 25, 309–314.
Jana, A. K., Agarwal, S., and Chatterjee, S. N. (1990a). The induction of lipid peroxidation in liposomal membrane by ultrasound and the role of hydroxyl radicals. Radiation Research, 124, 7–14.
Jana, A. K., Agarwal, S., and Chatterjee, S. N. (1990b). Membrane lipid peroxidation by ultrasound: Mechanism and implication. Journal of Biophysics, 15, 211–215.
Jayasooriya, S. D., Bhandari, B. R., Torley, P. J., and D’Arcy, B. R. (2004). Effect of high power ultrasound wave on properties of meat: A review. International Journal of Food Properties, 7, 301–319.
Jayasooriya, S. D., Torley, P. J., D’Arcy, B. R., and Bhandari, B. R. (2007). Effect of high power ultrasound and ageing on the physical properties of bovine Semitendinosus and Longissimus muscles. Meat Science, 75, 628–639.
Kolsky, K. (1980). Stress wave in solids. New York, NY, Dover.
Lazarides, H. N., and Mavroudis, N. E. (1995). Mass transfer kinetics during osmotic preconcentration aiming at minimal solid uptake. Journal of Food Engineering, 25, 151–166.
Lee, J. W., Feng, H., and Kushad, M. M. (2005). Effect of manothermosonication on quality of orange juice. Cincinnati, OH, AIChE 2005 Annual Meeting.
Liu, M. N., Solomon, M. B., Vinyard, B., Callahan, J. A., Patel, J. R., West, R. L., and Chase, C. C., Jr. (2006). Use of hydrodynamic pressure processing and blade tenderization to tenderize top rounds from Brahman cattle. Journal of Muscle Foods, 17, 79–91.
Lyng, J. G., Allen, P., and McKenna, B. M. (1997). The influence of high intensity ultrasound baths on aspects of beef tenderness. Journal of Meat Science, 8, 237–249.
Lyng, J. G., Allen, P., and McKenna, B. M. (1998). The effect on aspects of beef tenderness of pre- and post-rigor exposure to a high intensity ultrasound probe. Journal of the Science of Food and Agriculture, 78, 308–314.
Marten, H., Stabursvik, E., and Marten, M. (1982). Texture and color changes in meat during cooking related thermal denaturation of muscle proteins. Journal of Texture Studies, 13, 291–309.
Pohlman, F. W., Dickeman, M. E., and Kropf, D. H. (1997a). Effects of high intensity ultrasound treatment, storage, time and cooking method on shear, sensory, instrumental color and cooking properties of packaged and unpackaged beef Pectoralis muscle. Meat Science, 46, 89–100.
Pohlman, F. W., Dickeman, M. E., Zayas, J. F., and Unruh, J. A. (1996). Effects of ultrasound and convection cooking to different end point temperatures on cooking characteristics, shear force and sensory properties, composition, and microscopic morphology of beef Longissimus and Pectoralis muscle. Journal of Animal Science, 75, 386–401.
Pohlman, F. W., Dickeman, M. E., and Zayas, J. F. (1997b). The effect of low-intensity ultrasound treatment on shear properties, color stability and shelf-life of vacuum-packed beef Semitendinosus and bicep femoris muscle. Meat Science, 45, 329–337.
Portenlänger, G., and Heusinger, H. (1992). Chemical reactions induced by ultrasound and γ-rays in aqueous solutions of L-ascorbic acid. Carbohydrate Research, 232, 291–301.
Portenlänger, G., and Heusinger, H. (1994). Polymer formation from aqueous solutions of α-D-glucose by ultrasound and γ-rays. Ultrasonic Sonochemistry, 1, 125–129.
Price, J. F., and Schweigert, B. S. (1978). The science of meat and meat products. Westport, CT, Food and Nutrition.
Qi, X. L., Holt, C., McNulty, D., Clarke, D. T., Brownlow, S., and Jones, G. R. (1997). Effect of temperature on the secondary structure of β-lactoglobulin at pH 6.7, as determined by CD and IR spectroscopy: A test of the molten globule hypothesis. Biochemical Journal, 324, 341–346.
Raviyan, P., Zhang, Z., and Feng, H. (2005). Ultrasonication for tomato pectinmethylesterase inactivation: Effect of cavitation intensity and temperature on inactivation, Journal of Food Engineering, 70, 189–196.
Ronscale, P., Ceña, P., Beltran, J. A., and Jaime, I. (1992). Ultrasonication of lamb skeletal muscle fibers enhances post-mortem proteolysis. In Proceedings 38th International Congress of Meat Science and Technology, pp. 411–414. Clermont, France.
Sánchez, E. S., Simal, S., Femenia, A., Benedito, J., and Rosselló, C. (2001a). Effect of acoustic brining on lipolysis and on sensory characteristics of Mahon cheese. Journal of Food Science, 66, 892–896.
Sánchez, E. S., Simal, S., Femenia, A., Llull, P., and Rosselló, C. (2001b). Proteolysis of Mahon cheese as affected by acoustic-assisted brining. European Food Research Technology, 212, 147–152.
Schilling, M. W., Claus, J. R., Marriott, N. G., Solomon, M. B., Eigel, W. N., and Wang, H. (2002). No effect of hydrodynamic shock wave on protein functionality of beef muscle. Journal of Food Science, 67, 335–340.
Schneider, Y., Zahn, S., Hofmann, J., Wecks, M., and Rohm, H. (2006). Acoustic cavitation by ultrasonic cutting device: A preliminary study. Ultrasonic Sonochemistry, 13, 117–120.
Scott, R. (1998). Cheesemaking Practice. Maryland, Aspen.
Smith, N. B., Cannon, J. E., Novakofski, J. E., McKeith, F. K., and O’Brien, W. D., Jr. (1991). Tenderization of Semitendinosus muscle using high intensity ultrasound. IEEE Ultrasonics Symposium, 1371–1374.
Solomon, M. B., Long, J. B., and Eastridge, J. S. (1997). The hydrodyne: A new process to improve beef tenderness. Journal of Animal Science, 75, 1534–1537.
Spanier, A. M., and Romanowski, R. D. (2000). A potential index for assessing the tenderness of hydrodynamic pressure (HDP)-treated beef strip loins. Meat Science, 56, 193–202.
Stangi, N., and Bernard, B. (1968). Lysosomal enzyme activity in rat and beef skeletal muscle. Biochimica Et Biophysica Acta, 170, 129–139.
Stanley, K. D., Golden, D. A., Williams, R. C., and Weiss, J. (2004). Inactivation of Escherichia coli O157:H7 by high-intensity ultrasonication in the presence of salts. Foodborne Pathogens and Disease, 1, 267–280.
Stojanovic, J., and Silva, J. L. (2007). Influence of osmotic concentration, continuous high frequency ultrasound and dehydration on antioxidants, color and chemical properties of rabbiteye blueberries. Food Chemistry, 101, 898–906.
Tarrant, P. V. (1998). Some recent advances and future properties in research for the meat industry. Meat Science, 49, S1–S16.
Totosaus, A., Montejan, J. G., Salazar, J. A., and Guerrero, I. (2002). A review of physical and chemical protein-gel induction. International Journal of Food Science and Technology, 37, 589–601.
Ugarte-Romero, E., Feng, H., Martin, S. E., Cadwallader, K. R., and Robinson, S. J. (2006). Inactivation of Escherichia coli with power ultrasound in apple cider. Journal of Food Science, 71, E102–E108.
Valero, M., Recrosio, N., Saura, D., Muñoz, N., Martí, N., and Lizama, V. (2007). Effects of ultrasonic treatments in orange juice processing. Journal of Food Engineering, 80, 509–516.
Vercet, A., Burgos, J., and Lopez-Buesa, P. (2001). Manothermosonication of foods and food-resembling system: Effect on nutrient content and nonenzymatic browning. Journal of Agricultural and Food Chemistry, 49, 483–489.
Vercet, A., Oria, R., Marquina, P., Crelier, S., and Lopez-Buesa, P. (2002a). Rheological properties of yogurt made with milk submitted to manothermosonication. Journal of Agricultural and Food Chemistry, 50, 6165–6171.
Vercet, A., Sánchez, C., Burgos, J., Montañés, L., and Buesa, P. L. (2002b). The effects of manothermosonication on tomato pectic enzymes and tomato paste rheological properties. Journal of Food Engineering, 53, 273–278.
Villamiel, M., and De Jong, P. (2000). Influence of high-intensity ultrasound and heat treatment in continuous flow on fat, proteins, and native enzyme of milk. Journal of Agricultural and Food Chemistry, 48, 472–478.
Wu, H., Hulbert, G. J., and Mount, J. R. (2001). Effects of ultrasound on milk homogenization and fermentation with yogurt starter. Innovative Food Science and Emerging Technologies, 1, 211–218.
Yoo, Y., Takenaka, N., Bandow, H., Nagata, Y., and Maeda, Y. (1995). Decomposition of geosimin in aqueous solution by sonication. Chemistry Letter, 24, 961–962.
Yoo, Y., Takenaka, N., Bandow, H., Nagata, Y., and Maeda, Y. (1997). Characteristics of volatile fatty acids degradation in aqueous solution by the action of ultrasound. Water Research, 31, 1532–1535.
Zárate-Rodríguez, E., Ortega-Rivas, E., and Barbosa-Cánovas, G. V. (2000). Quality changes in apple cider as related to nonthermal processing. Journal of Food Quality, 23, 337–349.
Zenker, M., Heinz, V., and Knorr, D. (2003). Application of ultrasound-assisted thermal processing for preservative and quality retention of liquid foods. Journal of Food Protection, 66, 1642–1649.
Zhao, L., Zhao, G., Chen, F., Wang, Z., Wu, J., and Hu, X. (2006). Different effects of microwave and ultrasound on the stability of (all-E)-astaxanthin. Journal of Agricultural and Food Chemistry, 54, 8346–8351.
Zuckerman, H., and Solomon, M. B. (1998). Ultrastructural changes in bovine longissimus muscle caused by the hydrodyne process. Journal of Muscle Foods, 9, 419–426.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2011 Springer Science+Business Media, LLC
About this chapter
Cite this chapter
Lee, H., Feng, H. (2011). Effect of Power Ultrasound on Food Quality. In: Feng, H., Barbosa-Canovas, G., Weiss, J. (eds) Ultrasound Technologies for Food and Bioprocessing. Food Engineering Series. Springer, New York, NY. https://doi.org/10.1007/978-1-4419-7472-3_22
Download citation
DOI: https://doi.org/10.1007/978-1-4419-7472-3_22
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4419-7471-6
Online ISBN: 978-1-4419-7472-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)