
Abstract
From experiments by Smigelskas and Kirkendall [1], it was demonstrated that in a binary solution the rates at which the two types of atoms diffuse are not the same. Due to this phenomenon, it has frequently been observed that voids, or pores, form in the region of the diffusion zone from which there is a flow of mass. The formation of these voids strongly influences the mechanical properties. The Kirkendall experiment studied the diffusion of zinc and copper. Similar results have been found for a large range of binary alloys. In soldered joints, due to diffusion at the interfaces solder/substrate, void formation has been observed. For the new lead free solder alloys, the details of void formation by the Kirkendall effect have not been studied in great detail. Although a large amount of data are published, a comprehensive and detailed overview is lacking. Different researchers employ different process condition (reflow temperature and time, number of reflows, annealing temperature and time), which makes the comparison difficult. In general, only a reference is made to the occurrence of Kirkendall voids. In the first part of this paper, the principles of diffusion and the Kirkendall effect will be briefly described. This is followed by the mechanism of void formation. Finally, the effects in soldered joints will be discussed for a number of solder systems, which experience void formation by the Kirkendall effect.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
5.1 Diffusion
With diffusion, the atomic movement within a solution is meant. Diffusion can be treated either as an atomistic or as a continuum approach. In the former, the nature of the diffusing species is considered on an atomic level, whereas the latter the system is treated as a continuous medium on a more micro- and macroscopic level.
Diffusion may occur by migrating of interstitial or substitutional atoms, depending on the sites the atoms occupy in the lattice.
Usually the concentration of interstitial atoms is small and only a fraction of the available sites is occupied. This means that there are always neighboring site where the interstitial atom can jump to. For substitutional atoms, vacancies must be present in the lattice.
Assume an ideal solid solution with A, the solute component, and B, the solvent component. Due to vacancy motion, atoms can move through the lattice and the probability for jumping into the vacancy is the same for all the atoms surrounding the vacancy. This implies that the jump rate does not depend on the concentration.
When a concentration gradient exists within the solution, there will be a net flux of atoms down the concentration gradient. For a one-dimensional system, this flux can be described by Fick’s fist law of diffusion:
with D A the diffusion coefficient or diffusivity and \( {\frac{{{\text{d}}C_{A} }}{{{\text{d}}x}}} \) the concentration gradient.
The diffusion coefficient depends on the activation energy for the migration and can be expressed as:
with α the jump distance (Å), z the number of nearest neighbors, v the lattice vibration frequency (s−1), ΔS m the activation entropy (J mol−1 K−1) and ΔH m the activation enthalpy (J mol−1).
Although derived for interstitial diffusion, the equations are also applicable for any diffusing specie in a cubic lattice.
For non-steady conditions, where the concentration varies with distance and time, Fick’s second law of diffusion should be used.
This equation relates the rate of change of composition with time to the concentration profile. When the variation of D A with concentration can be ignored, the equation can be simplified.
It should be kept in mind that D is in solid solutions often dependent on the composition as can be seen in Fig. 5.1 for three gold alloys.

Variation in diffusion coefficient (D) with composition for three Au alloys [2]
In binary substitutional alloys, the situation is more complex. The rate at which the solvent and solute atoms can move to a vacancy is not equal and each atomic species must be given its own intrinsic diffusion coefficient.
J A and J B are the fluxes of A and B atoms across a given lattice plane (cross-sectional area A). If these fluxes are in opposite directions and when they are not equal, a net flux exists which should be matched by a flux of vacancies in the opposite direction of the net flux of atoms, see Fig. 5.2. When the vacancy concentration should be maintained near the equilibrium, vacancy concentration on one side of the interface vacancies should be created, while on the other side they should be annihilated. Jogged edge locations can provide a source and sink of vacancies. This means that extra atomic planes are introduced on one side while planes are annihilated on the other side of the interface, see Fig. 5.3. The velocity of any given plane can be related to the flux of vacancies crossing it:

Interdiffusion and vacancy flow [3]

The flux of vacancies causes the atomic planes to move through the specimen [3]
It can be derived that Fick’s second law for diffusion in substitutional alloys is:
in which \( \tilde{D} \) is the interdiffusion coefficient, depending on D A and D B.
with X A and X B the mole fractions of A and B, respectively.
It should be mentioned that the atomic mobility along defects (grain boundaries, surfaces, dislocations) can be considerable different from bulk diffusion. A shift in diffusion path mechanism can for instance occur with varying temperature. Atomic mobility is also influenced by electromigration.
Finally, when additional diffusing species are present in the system, the diffusivities are altered as the probability of a jump into a vacancy will change.
5.2 Kirkendall Effect
The experiment by Smigelskas and Kirkendall [1] studied the diffusion couple copper–zinc. At the original interface of the two pure metals, fine marker wires were incorporated. After annealing, the concentration profiles were determined across the interface. The interesting result of their study was that the marker wires had moved during the diffusion process. This is shown schematically in Fig. 5.4, where the upper figure represents the situation before the heat treatment, while the lower figure shows the position after diffusion had occurred. The distance of the marker movement was found to vary with the square root of time the specimen was kept at the diffusion temperature. The moving plane in which the markers are situated is called the Kirkendall plane.

Marker movement in a Kirkendall diffusion couple [2]
This marker movement could only be explained by a different speed of diffusion for the different types of atoms. In this way, the effect confirms the vacancy mechanism of diffusion, with different rates of jumping into a vacancy for both types of atoms. Cooperative movement (direct interchange and Zener-ring mechanism) of atoms can be discarded in the case the Kirkendall effect is observed.
Darken’s equations (Eqs. 5.6 and 5.8) makes it possible to determine the intrinsic diffusivities experimentally. The following assumptions are required for this derivation.
-
volume expansion/contraction due to unequal mass flow only takes place in the direction perpendicular to the interface
-
the total number of atoms per unit volume is a constant (n A + n B = constant)
-
porosity does not occur in the specimen during the diffusion process.
Two standard methods for measuring the diffusion coefficient are:
-
Diffusivity is assumed constant (Grube method)
-
Diffusivity is a function of the composition (Matano method).
Van Dal et al. [4] and Paul et al. [5, 6] studied the Kirkendall effect for various diffusion couples and showed that multiple Kirkendall planes can develop. This can be seen in Fig. 5.5. The Kirkendall planes can be either stable, unstable or virtual. By using a Kirkendall velocity plot, it is possible to explain and predict the Kirkendall plane formation.

Back-scattered electron image (BEI) of an Au_Au36Zn64 (“g-AuZn2”) diffusion couple annealed at 500°C for 17.25 h under flowing argon. After interdiffusion, the ThO2 markers introduced between the couple halves are clearly visible as two distinct straight rows of inclusions [4]
5.3 Kirkendall Void Formation
Due to the difference in diffusivity of the atoms in a binary solution, one of the components in the diffusion couple will experience a loss of mass while the other component will gain mass. As a result of the mass transfer, shrinkage and expansion will occur in the parts of the system. In this way, a state of stress is introduced in the diffusion zone. The part that suffers a loss of mass is placed under a two-dimensional tensile stress, while the side that gains mass will be placed under a compressive stress. These stress fields may bring about plastic flow.
Furthermore, if one of the components in a binary diffusion couple diffuses faster than the second component, a vacancy flux passes in the direction of the slowest component. The vacancies are both created and annihilated in the metal couple at sources and sinks such as dislocations or internal interfaces, as mentioned before. The combination of vacancy flow and vacancy condensation in combination with a state of tensile stress makes it possible that voids are formed, see Fig. 5.6.

Regions of compression and tension in a Ni-Cu diffusion couple. The formation of pores in the region in a state of tension [2]
5.4 Kirkendall Voids in Solder Joints
The evolution of the microstructure of a soldered joint is governed by the phenomena that take place during the soldering stage, where dissolution of components in the liquid metal occurs, and the subsequent solid state diffusion during its life time.
Over the last decade, effort has been undertaken to model the microstructural evolution and the occurrence of Kirkendall planes [7]. The phases can be predicted from thermodynamics and kinetics. Also the morphology of the phases plays an important role as it may influence diffusion.
It should be noted that in the case of one of the diffusion elements in the diffusion couple is deposited as a thin film, the layer may finally be completely consumed during the process, and underlying species may start to participate in the diffusion process.
A comprehensive overview of interfacial reactions between lead-free solders and common base materials is given by Laurila et al. [8]. In this review for a number of systems, values for the interdiffusion coefficient are given.
5.4.1 Diffusion Couple Sn/Cu
The phase diagram of the binary Sn/Cu system shows a series of peritectic reactions and several intermetallic compounds. In the lower temperature range (<415°C), the interfacial reactions of Cu with molten Sn-based solder result in the formation of Cu3Sn (ε) and Cu6Sn5 (η) layers. This later IMC has a stable form η′ at room temperature, but as available time for the transformation is short, the high temperature η remains as a meta-stable phase. The stable η′ may form when the system operates at elevated temperatures. Apart from this ordering, the thickness of the layers grows during operation.
5.4.1.1 Reactions During Soldering: Cu Reactions with Liquid Sn
When liquid Sn comes into contact with Cu, Cu will dissolve until the solder becomes supersaturated. Locally, high concentrations of Cu can be realized at the vicinity of the liquid–Cu interface and Cu6Sn5 crystallites can form very fast in a more or less scallop-type of uniphase layer. In addition, a Cu6Sn5 + Sn two-phase layer may form. The formation of Cu3Sn (ε) requires long contact times and the thickness of the layer, when observed is much smaller. The morphology of the phases depends on the concentration gradients, distribution of alloying elements and cooling rates.
5.4.1.2 Reactions in the Solid State: Cu Reactions with Solid Sn
In the solid state, several temperature regimes can be addressed. Up to 60°C, only the Cu6Sn5 (η′) phase will grow with an observable rate. The reaction is controlled by the release rate of Cu from the lattice. At room temperature, the main diffusing species is Cu. Above 60°C also Cu3Sn (ε) will start to grow and the fraction increases with annealing time. The growth of the Cu6Sn5 (η) phase is controlled by the diffusion of Sn in the temperature range from 60 to 200°C. At the increased temperatures, the volume diffusion of Sn dominates over the grain boundary and interstitial diffusion of Cu. In this temperature regime, the ε phase continues to grow. The initially formed morphology of the phases during soldering will have an effect on the resulting morphology during aging.
Paul studied the intermetallic growth and the Kirkendall effect in the Cu/Sn diffusion couple [6]. Cu6Sn5 and Cu3Sn layers were observed after annealing 215°C, 225 h. On the basis of the Kirkendall velocity diagram, a stable Kirkendall plane was predicted in the Cu6Sn5 layer. This was experimentally verified.
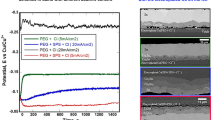
5.4.1.3 PbSn Solder/Electrodeposited Cu
Zeng et al. [9] studied the void formation during the reactions at the interface between eutectic PbSn solder and electrodeposited Cu. The study was initiated to the search for replacements for electroless Ni(P)/immersion gold (ENIG), which has a potential reliability issue due to ‘black pad’ formation. Five candidates were selected as alternative to ENIG plating: bare Cu, organic solderability preservative (OSP) on Cu, direct immersion gold (DIG) on Cu, immersion Sn on Cu and solder on Cu. They all have in common that solder will be in direct contact with Cu. The OSP will evaporate, while DIG will quickly dissolve in the solder. Sn-Cu intermetallic compounds will form during the soaking time and during aging. In this study, the microstructural development at the interface was investigated during reflow soldering (220°C) and solid state aging (up to 80 days at 150, 125 and 100°C). A large number of Kirkendall voids were observed at the interface between Cu3Sn and Cu. Mechanical testing (ball shear and pull) showed brittle fracture at the interface.
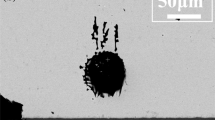
The microstructural development starts during the reflow process. After the flux has reduced the oxide layer, the Cu starts to dissolve in the molten solder. The layer adjacent to the interface becomes saturated with Cu. From the Sn–Pb–Cu phase diagram, the first IMC formed is Cu6Sn5, which forms scallop-like at the interface. The formation of the IMC takes Cu out of the saturated solder and further dissolution will take place. The phase diagram indicates that an interface between Cu and Cu6Sn5 is not stable and Cu3Sn may form in between; initially, this is a very thin layer. As the Cu6Sn5 scallops join to become a continuous layer, the fastest diffusion routes are the channels between the scallops. If the soldering is followed by aging, the Cu6Sn5 scallops will transform to a layer. It is observed that the Cu3Sn will grow faster and thicker. Kirkendall voids are introduced at the interface Cu–Cu3Sn, see Fig. 5.7. This is observed after 3 days aging at 150°C. When aging continues, the microvoids coalesced into larger voids and finally into disk-like gaps. The number of voids did not increase significantly. The disk-like voids block the diffusion path of Cu. Without the supply of Cu, Sn becomes the fastest diffusing species, slowing down the grows of Cu3Sn and eventually convert it back to Cu6Sn5. At lower temperatures, the time required to observe the formation of voids increases.

Micrographs of cross sections through SnPb solder Cu interface after reflow of the ball attachment process (time-0), a ion beam image, b electron beam image [9]
The mechanism of the formation of the intermetallic compounds and the Kirkendall voids are schematically depicted in Fig. 5.8, in which a shows the situation after reflow and b after aging.

Schematic illustration of microstructural evolution at the interface between solder and Cu: a after reflow; b after aging. The vertical arrows in (a) indicate the diffusion of Cu atoms, while those in (b) indicate the moving directions of the boundaries during aging [9]
5.4.1.4 SnPb Solder/Sputtered Trilayer Cu/Ni(V)/Al Thin Film Metallization
Liu et al. [10] studied the reactions between eutectic SnPb solder and a sputtered trilayer Cu/Ni(V)/Al thin film metallization for UBM application, see Fig. 5.9. The initial reaction products were Cu6Sn5 and Cu3Sn. The Cu layer was consumed by the Cu-Sn reaction after 1-min annealing. The scallop-type of Cu6Sn5 grains, in the as-received condition, grows during annealing in the direction normal to the UBM and gradually transform into a columnar morphology. At the interface Cu–Cu3Sn, microvoids formation takes place after one reflow. The Cu3Sn grains are grouped in clusters and Kirkendall voids are observed in the center of each cluster, see Fig. 5.10. The Cu3Sn transforms in Cu6Sn5 after annealing for more than 1 min at 220°C. The Kirkendall voids that were observed to accompany the formation of Cu3Sn disappeared when this layer transforms to Cu6Sn5. Cu is identified by marker movement as the dominant diffusing species and the out-diffusion of Cu is balanced by the in-diffusion of vacancies. The disappearance of the voids is explained by the diffusion of Sn through the Cu6Sn5 layer and the reaction with Cu3Sn to form Cu6Sn5. The volume exchange between the Sn and the vacancies eventually leads to the disappearance of the voids.

Cross-sectional schematic representation of a SnPb solder ball on the trilayer UBM [10]

TEM image of the Cu3Sn grain and the Kirkendall voids [10]
The Ni(V) layer remains almost unchanged and there is no spalling of Cu6Sn5 and Ni(V). As the reaction between Ni(V) and solder is limited, it indicates that Cu6Sn5 acts as a diffusion barrier, preventing Sn to react with Ni(V).
5.4.1.5 Eutectic SnAgCu Solder/Sputtered Trilayer Cu/Ni(V)/Al Thin Film Metallization
A study was also conducted to the wetting reaction between eutectic SnAgCu and the Al/Ni(V)/Cu thin film UBM [11]. This solder shows a somewhat different behavior compared to SnPb solder as the Cu6Sn5 IMC does not form an optimal diffusion barrier. In fact due to the higher solubility of Cu in SnAgCu, the IMC layer dissolves. Super saturation of the solder with Cu may overcome this problem. No reference is made to the formation of Kirkendall voids.
5.4.1.6 SnAg3.5Cu0.7/CuOSP Board Metallization
Bennemann et al. [12] investigated microstructural development, IMC and defect formation in solder to package and solder to board metallization interfaces. After one reflow, the Cu6Sn5 and Cu3Sn IMCs are formed. After high temperature storage, the thickness of these layers increase. Under the conditions mentioned no or only small pores are detected that were not considered to form reliability risks.
5.4.2 Diffusion Couple Sn/Ni(P)
In this section, the interaction between Sn-based solders and a Ni(P) substrate will be discussed. The interfacial reactions between Sn and Ni are described in detail by Laurila [8]. It should be noted that additional alloying components influence the evolution of the microstructure.
5.4.2.1 Sn-3.5Ag/Electroless Ni(P)
The microstructural evolution and mechanical properties were studied for soldered tensile testing specimens, as presented in Fig. 5.11a, and for UBM configurations [13, 14]. The reflow temperature was 251°C for 3 min, while the specimens were aged at different temperatures and times.

a Dimensions of the tensile testing specimen used in this study. The dimensions are in millimeters, b Schematic diagram of the interfacial layer structure in a thermally aged Sn–3.5Ag/Ni–P solder joint [14]
It appears that three interfacial layers are formed, Ni3Sn4, NiSnP and Ni3P, as depicted in Fig. 5.11b. The as soldered specimens fracture during tensile testing in the bulk solder. Fracture position for the aged specimen gradually changes to the interface of the solder/Ni3Sn4, and finally to the Ni–P/Ni substrate interface, depending on temperature and time. During aging, the intermetallic compound layer thickness increases. At the later interface also, Kirkendall voids are observed inside the Ni3P layer, see Figs. 5.12 and 5.13. Silver forms Ag3Sn IMC particles randomly distributed inside the solder matrix. It is not likely that it has a major effect on Sn-Ni interfacial reactions.

Cross-sectional view of the magnified failure path, the failure between the solder and Ni3Sn4. Kirkendall voids are visible in the Ni3P layer [14]

Crack propagates through all interface layers, including the Ni3P layer, which contains Kirkendall voids (shown by the arrows). The joint was aged at 190°C for 400 h [14]
The mechanism of the reactions of the solder with Ni–P UBM is sketched in Fig. 5.14. The formation of Ni3Sn4 caused a depletion of Ni in the Ni–P layer. This results in the formation of Ni3P, which is crystalline. Growth of Ni3Sn4 is supposed to come from the net Ni out-flux through the Ni3P layer. Diffusion through this layer is relatively easy due to the columnar grains. Sn does not diffuse up to the Ni3P layer but remains in a ternary NiSnP layer.

Schematic representation of the mechanisms in Solder-Ni–P [14]
Jeon et al. [15] found Kirkendall voids in the Ni3Sn4 layer close to the Ni3P layer, both not inside this layer.
5.4.2.2 SnAgCu Eutectic/Ni(P)
Upon reflow at 240°C, apart from the Ni3P layer, a (Cu,Ni)6Sn5 layer is formed rather than a Ni3Sn4 IMC [11]. During aging, the Ni atoms were diffusing back toward the NiSnP layer and Sn atoms were diffusing into the Ni3P layer. Kirkendall voids were found in the NiSnP layer. Because Ni is coming from (Cu,Ni)6Sn5 to the NiSnP and no P is found in the (Cu,Ni)6Sn5, the voids should have been generated by the outward diffusion of Sn.
Research by Li et al. [16] states that (Cu,Ni)6Sn4 dominates at the interface. No Kirkendall voids are found, which can be due to the low aging temperature of 80°C.
5.4.2.3 SnAg3.5Cu0.7/Electroless Ni(P) Metallization
Related work has been carried out by Benneman et al. on the microstructural development of second level interconnects using lead-free SnAg3.5Cu0.7 on an XFLGA package [12]. The interfaces solder/packaging metallization and the interface solder board metallization has been studied. The IMC morphology depends on the Ni deposition (electroless, electroplated) and the solidification. The results related to the NiAu board finish are described. Ni3Sn2 and Ni3Sn4 IMCs are observed after reflow. After high temperature storage, the Ni3P layer shows small pores and microcracks. After 1000 temperature cycles, small defects are found in the P enriched zone.
5.4.2.4 Sn–Pb/Electroless Ni(P)
He et al. [13, 14] demonstrated that the lead in the solder decreases the activity of Sn during soldering, affecting the Sn/UBM reactions. When aging, the Pb accumulates at the interface creating a Pb-rich phase, reducing the Sn activity even more as Sn has to diffuse through this area. In other words, IMC growth is slower when a Pb containing solder is applied.
Jang et al. [17] did not report Kirkendall voids in his experiments. He assumes decomposition of the Ni3P layer. The Ni diffuses through the Ni3Sn4 layer, causing it to grow, while the P returns to the Ni–P.
Zeng et al. [9] mention that Kirkendall voids observed in the Ni3Sn4 layer, near the Ni3P for eutectic SnPb solder.
5.4.3 Diffusion Couple Sn–Zn/Cu
Islam et al. [18] investigated the formation of IMC in the system Sn-Zn solder/Cu substrate during reflow and extended reflow. The formation of IMCs γ-Cu5Zn8, β-CuZn and an unknown thin Cu–Zn layer is found. Kirkendall voids are observed in this layer.
5.4.4 Diffusion Couple Sn/Ag
Silver dissolves relatively quickly in liquid Sn and the formation of the IMC Ag3Sn is mentioned [8]. When AgPd metallization is used to reduce the dissolution of Ag but mechanical problem may arise due to Kirkendall voiding. The number of investigations in this system is relatively small.
5.5 Conclusions
The Kirkendall effect manifests itself by the movement of marker planes in a diffusion couple system. It is the result of a net mass flow, accompanied by a vacancy flow in the opposite direction.
A large number of studies are dedicated to the microstructural evolution in solder-substrate systems. Apart from experimental work, models are becoming available to predict the microstructures.
No reference is found to predict the formation of Kirkendall voids. The voids are observed experimentally in many diffusion couple systems, but it receives not much attention.
IMC layers with Kirkendall voids are an easy path for crack propagation and determine the reliability of the solder joint.
References
Smigelskas AD, Kirkendall EO (1947) Trans AIME 171:130
Reed-Hill RE (1973) Physical metallurgical principles, 2nd edn. D. Van Nostrand Company, ISBN 0-442-06864-6, pp 378–406
Porter DA, Easterling, KE (1981) Phase transformations in metals and Alloys, 1st edn. Van Nostrand Reinhold, ISBN 0-442-30439-0
van Dal MJH, Gusak AM, Cserhati C, Kodentsov AA, van Loo FJJ (2001) Microstructural stability of the Kirkendall plane in solid state diffusion. Phys Rev Lett 86(15):3352–3355
Paul A, van Dal MJH, Kodentsov AA, van Loo FJJ (2004) The Kirkeldall effect in multiphase diffusion. Acta Mater 52:623–630
Paul A (2004) The Kirkendall effect in solid state diffusion, PhD thesis, Eindhoven University of Technology, ISBN 90-386-2646-0
Roönkä K, van Loo FJJ, Kivilahti JK (1998) A diffusion-kinetic model for predicting solder/conductor interactions in high density interconnections. Metal Mater Trans 29A:2951
Laurila T, Vuorinen V, Kivilahti JK (2005) Interfacial reactions between lead-free solders and common base materials. Mater Sci Eng R 49:1–60
Zeng K, Stierman R, Chiu T, Edwards D, Ano K, Tu KN (2005) Kirkendall void formation in eutectic SnPb solder joints on bare Cu and its effect on joint reliability. J Appl Phys 97:024508
Liu CY, Tu KN, Sheng TT, Tung CH, Frear DR, Elenius P (2000) Electron microscopy study of interfacial reaction between eutectic SnPb and Cu/Ni(V)/Al thin film metallization. J Appl Phys 87(2):750–754
Zeng K, Tu KN (2002) Six cases of reliability study of Pb-free solder joints in electronic packaging technology. Mater Sci Eng R38:55–105
Benneman S, Graff A, Schischka J, Petzold M, Theuss H, Dangelmaier J, Pressel K (2006) A SEM and TEM study of the interconnect microstructure and reliability for a new XFLGA package, 1st Electronics System integration Technology Conference, Dresden Germany, 5th–7th September 2006, 26–34
He M, Chen Z, Qi G (2004) Solid state interfacial reaction of Sn–37Pb and Sn–3.5Ag solders with Ni–P under bump metallization. Acta Mater 52:2047–2056
He M, Chen Z, Qi GJ (2005) Mechanical strength of thermally aged Sn–3.5Ag/Ni-P Solder joints. Metal Mater Trans A 36A:65–75
Jeon YD, Paik KW, Bok KS, Choi WS, Cho CL (2001) Studies on Ni–Sn intermetallic compound and P-rich Ni layer at the electroless nickel UBM solder interface and their effects on flip chip solder reliability. In: Electronic components and technology conference, IEEE
Li D, Liu C, Conway PP (2005) Characteristics of intermetallics and micromechanical properties during thermal ageing of Sn–Ag–Cu flip-chip solder interconnects. Mater Sci Eng A 391:95–103
Jang JW, Kim PG, Tu KN, Frear DR, Thompson P (1999) Solder reaction-assisted crystallization of electroless Ni–P under bump metallization in low cost flip chip technology. J Appl Phys 85(12):8456–8463
Islam MN, Chan YC, Rizvi MJ, Jillek W (2005) Investigations of interfacial reactions of Sn–Zn based and Sn–Ag–Cu lead-free solder alloys as replacement for Sn–Pb solder. J Alloy Compd 400:136–144
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix
Rights and permissions
Copyright information
© 2011 Springer-Verlag London Limited
About this chapter
Cite this chapter
Hermans, M.J.M., Biglari, M.H. (2011). Void Formation by Kirkendall Effect in Solder Joints. In: Grossmann, G., Zardini, C. (eds) The ELFNET Book on Failure Mechanisms, Testing Methods, and Quality Issues of Lead-Free Solder Interconnects. Springer, London. https://doi.org/10.1007/978-0-85729-236-0_5
Download citation
DOI: https://doi.org/10.1007/978-0-85729-236-0_5
Published:
Publisher Name: Springer, London
Print ISBN: 978-0-85729-235-3
Online ISBN: 978-0-85729-236-0
eBook Packages: EngineeringEngineering (R0)