
Abstract
New applications are proposed for pulsed motion of a continuously variable drive for sawmills and worm presses.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
In pulsed variable-speed drives, working and idling passes alternate. Motion is transmitted to the driven shaft by periodic pulses, as illustrated in Fig. 1, where the working section is \({{m}_{1}}{{n}_{1}}\) and the idling section is \({{n}_{1}}{{c}_{1}}{{d}_{1}}f{{d}_{3}}{{b}_{3}}{{n}_{2}}\), with the following mathematical description [1]:

Characteristic of pulsed variable-speed drive: m1n1, working pass; \({{n}_{1}}{{c}_{1}}{{d}_{{1~}}}f{{d}_{3}}{{b}_{3}}{{n}_{2}}\), idling pass.
• for the working section
• for the idling section
where \({{i}_{{\text{c}}}}\) is the mean gear ratio of the variable-speed drive; \({{\delta }}\) characterizes the nonuniformity in the motion of the driven shaft; φ and α are the angles of rotation, respectively, of the driven and drive shafts; k is the coverage of the parabolic section in the diagram; and a, A, B, R1, and R2 are constants.
To prevent interruptions of the driven shaft’s rotation—in other words, to ensure continuous rotation—several conversion mechanisms (between two and four) are used in variable-speed drives [2]. Their crankshafts are uniformly displaced by a fixed angle, while the working passes are synchronized with the idling passes of others, thereby ensuring continuous motion of the driven shaft.
However, in some machine tools, the working motion alternates with rest: specifically, in wood processing [3]. Such facilities mostly employ saw frames produced at Danilov (Yaroslavl Oblast) for domestic use and export (to 24 countries). Despite its high productivity, the R63-4B saw frame also has significant deficiencies: a considerable metal content; continuous supply of logs for sawing; and a multistep gearbox.
In continuous motion of the log, its pressure on the saw, in both cutting and idling passes, sharply increases in the upper and lower dead positions of the saw frame and especially at the beginning of upward saw motion. That may lead to slip of the supply mechanism.
Discontinuous (pulsed) supply permits synchronization and phase matching of the saw frame motion in cutting and pulsed log motion (Fig. 2). That decreases the peak load.

Pulsed-supply characteristic of saw frame: vfr velocity of saw frame; vlo, velocity of log in continuous supply; vc, velocity of log in pulsed supply.
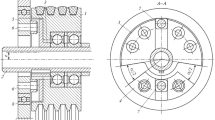
In the supply mechanism (Fig. 3), housing 1 contains the control mechanism with controlled shaft 3. Sprocket 4 on this shaft is connected by chain 5 to crankshaft sprocket 6 of the saw frame [4].

Drive mechanism of saw frame: pulsed supply drive of frame (cross section А–А); conversion mechanism; and free-play mechanism of variable-speed drive (cross section B–B).
Control mechanism 2 is connected to crankshaft 7 with a crank of variable length. The crank 8 of connecting rod 9 and the bypass coupling 10 of the free-play mechanism are connected to driven shaft 11, which, in turn, is connected to supply rollers 12. The gear ratio from crankshaft 6 to crank 7 is one. The rotation of crankshaft 6 is transmitted by means of chain transmission 5 to control shaft 3 and then to crankshaft 7. Crank 8 sets connecting rod 9 in motion. Through the free-play mechanism, this motion passes to driven shaft 11 and supply rollers 12. By adjusting crank 8, the supply is modified. Depending on the crank position, the driven shaft may acquire working motion or, alternately, will be at rest, when the saw frame is in its idling pass.
The drive of the pulsed supply mechanism in the variable-speed drive is shown in cross section А–А in Fig. 3. Housing 1 contains control mechanism 2 with control shaft 3. The control mechanism has two helical gears 13 and 14 with the same number of teeth but with opposite tooth orientation; these gears are rigidly attached to shaft 3 [6]. The control shaft, mounted on roller bearings, is placed in sleeve 15 within housing 1 and may move along the axis with respect to the external device (not shown in Fig. 3).
Gears 13 and 14 are kinematically coupled to helical gears 16 and 17, which also have the same number of teeth but with opposite tooth orientation [4]. Gear 16 is mounted rigidly on crankshaft 7, while gear 17 is able to move on the same shaft. The crankshaft–rocker conversion mechanism is based on crankshaft 8 of controllable length. Eccentric bush 18 is able to move on the eccentric pin of shaft 7 and is kinematically coupled by means of ring 19 to gear 17. Connecting rod 9 passes through a slip bearing and rests on bush 18; its other end is connected to the drive element 10 of the free-play mechanism.
Sprocket 4 is mounted on controllable shaft 3 and coupled by chain transmission 5 to sprocket 20, which is mounted on crankshaft 6 of the saw frame. The gear ratios between the pairs of helical gears in crankshaft 7 and controllable shaft 3 are equal, while the total gear ratio from crankshaft 6 to crankshaft 7 is one.
The pulsed supply mechanism operates as follows. Rotation from crankshaft 6 is passed through the chain transmission to controllable shaft 3 and then through helical gears 13 and 16 (see cross section А–А) to crankshaft 7. Then, through connecting rod 9 and the free-play mechanism, the rotation is transmitted to driven shaft 11 and hence to supply rollers 12.
The inverse pass of the free-play mechanism’s connecting rod (cross section B–B) is accompanied by the idling pass of drive element 10, and no motion is transmitted to the supply rollers 12. The pulsed supply is regulated by adjusting the total eccentricity of crankshaft 7. To that end, controllable shaft 3 is shifted along its axis. In helical pairs 13–16 and 14–17 (cross section А–А), azimuthal forces appear and rotate gear 17 on the pin of crankshaft 7. Gear 17 interacts with eccentric bush 18 through ring 19, and turns the bush relative to the eccentric pin of shaft 7, thereby changing the total eccentricity. Hence, the length of crankshaft 8 changes, altering the working path of connecting rod 9 and also the supply of rollers 12 [6].
The pulsed variable-speed drive operates as a continuously controllable mechanical transmission. It corresponds completely to the requirements for cutting logs with different geometric parameters and strength [5]. The new developments are incorporated in the design of a variable-speed drive intended for R63-4B drive frames at the Danilov woodworking-machine plant [7].
In Fig. 4, we show the contours of the existing drive and the continuously controllable drive, to the same scale. Since the modernized drive is made of ordinary machine-building steels, by traditional technology, its manufacture is no more expensive than that of the existing model. At the same time, the size and weight of the system is less, and the cutting process is more intense [5].

Comparison of the existing design (faint lines) and the continuously variable supply drive for the R63-4B saw frame.
The pulsed drive simplifies the design of machines for continuous polymer processing, such as worm presses, and decreases their size [8]. The new design (Fig. 5) has a head 1, cylinder 2, worm 3, and thrust bearing 4, in contrast to the familiar designs [9]; spindle 5 of the thrust bearing is connected to the worm. The press’s drive consists of electric motor 6 and pulsed variable-speed drive 7, connected by V-belt drive 8. Elements 9 of the free-play mechanism and pulsed variable-speed drive 7 are mounted on spindle 5, without the ability to rotate. All the components are accommodated within frame 10.

Pulsed drive of worm press.
From electric motor 6, rotation is transmitted to the drive shaft of variable-speed drive 7, and then through the conversion mechanism to the drive element of the free-play mechanism, where they are converted to rotation of its driven elements. Hence, the motion is passed to spindle 5 and the thrust bearing with associated worm 3. This configuration simplifies the press structure, decreases its size, and ensures the required range of regulation.
REFERENCES
Ryzvanovich, A.Ya., Generalov, V.A., and Kapralov, V.V., Vibrational machining with torsional spindle vibrations, Russ. Eng. Res., 2016, vol. 36, no. 9, pp. 717–721.
Kropp, A.E., Privody mashin s impul’snymi variatorami (Machine Drives with Impulse Variators), Moscow: Mashinostroenie, 1988.
Afanas’ev, P.S., Stanki i instrumenty derevoobrabatyvayushchikh predpriyatii (Woodworking Machines and Tools), Moscow: Lesn. Prom-st’, 1968.
Akulov, G.A., Kropp, A.E., Ryzvanovich, A.Ya., Yanchevskii, Yu.V., and Kasatkin, M.I., USSR Inventor’s Certificate no. 1675081, 1991.
Kropp, A.E., Ryzvanovich, A.Ya., Baranov, A.V., Drya-nichev, Yu.A., and Erochkin, M.P., USSR Inventor’s Certificate no. 462658, 1975.
Kropp, A.E., Shaposhnikov, A.V., Kasatkin, M.I., Yanchevskii, Yu.V., Prudnikov, A.N., Ryzvanovich, A.Ya., and Lapin, K.V., USSR Inventor’s Certificate no. 1257335, 1986.
Yanchevskii, Yu.V., Lapin, K.V., and Kasatkin, M.I., USSR Inventor’s Certificate no. 1337590A1, 1987.
Kropp, A.E., Shaposhnikov, A.V., Kasatkin, M.I., Maslennikov, P.V., Prudnikov, A.N., Ryzvanovich, A.Ya., Yanchevskii, Yu.V., Kozyrev, O.S., and Semenychev, V.B., USSR Inventor’s Certificate no. 618293, 1978.
Schenkel von, G., Schneckenpressen für Kunststoffe, Munich: Hanser, 1959.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by B. Gilbert
About this article

Cite this article
Ryzvanovich, A.Y., Generalov, V.A. Variable-Speed Drive Permitting Expanded Use of Pulsed Motion. Russ. Engin. Res. 41, 788–791 (2021). https://doi.org/10.3103/S1068798X21090239
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X21090239