
Abstract
The wear resistance of the working layer on a grinding belt is studied. The influence of the grinding conditions on the wear resistance is established. The wear of abrasive grains and the failure of the belt’s working layer are analyzed. On the basis of experimental data, the basic cutting parameters corresponding to optimal wear resistance are identified, and efficient cutting conditions are recommended for different materials.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
In industry, the production of many parts includes grinding by flexible tools. In machining workpieces for machine parts, flexible abrasive tools are used at every stage from preparation to finishing [1–3]. Each year, grinding belts account for a larger proportion of machining operations, not only in plane [4], circular, and centerless grinding [5] but also in roughing, finishing, and polishing of metal [6]. Belt grinding is replacing manual machining in fitting (trimming, etc.) and in shaping complex parts [7, 8].
Belt grinding occupies a special position among abrasive techniques [9]. In kinematic and dynamic terms and in terms of the accompanying physical phenomena, this technique is intermediate between grinding by a rigid (practically undeformable) wheel [10, 11] and machining by free abrasive [12]. Grinding by a flexible abrasive tool is widely used in the auto industry, shipbuilding, aviation, bearing production, woodworking, and elsewhere. Belt grinding is the most common type of flexible abrasive grinding. It may be regarded as a progressive machining technology [13, 14].
Benefits of belt grinding include constant cutting speed; flexibility and elasticity of the infinite belt; and the ability to machine large surfaces. In addition, the belt may operate in different conditions: with a rigidly attached tool; and with exceptional pliability and self-orientation, permitting more complete use of the abrasive grains’ cutting properties. The grains self-organize and settle to uniform height. They also distribute the load evenly.
Constant motion of the grains ensures the best conditions for removing chip and slurry, so that soiling is prevented. Thanks to the large contact area of the belt with the workpiece, the large number of active grains [15], and the low frictional coefficient of the binder in a metal grinding belt in comparison with the ceramic binder in a wheel (around a half or a third as much), the cutting forces and temperatures are decreased and the productivity is relatively high. Grinding belts do not require trimming and balancing, in contrast to wheels; they may be simply and quickly replaced when worn out; and they are safe to use [16].
In addition, belt grinding has certain drawbacks: in particular, relatively short belt life; and difficulty in attaining high dimensional and shape precision in individual operations and in machining sharp transitions or steps.
The performance of abrasive tools is assessed in terms of metal removal and belt life. Belt wear results from crumbling, removal, and blunting of the abrasive grains and soiling of the grinding fabric [17]. Soiling is one of the factors involved in blunting, which greatly affects belt performance.
In the present work, we investigate the wear resistance of the working layer on a grinding belt in different operating conditions, in order to improve belt performance.
EXPERIMENTAL MATERIALS AND METHODS
The performance of the grinding belt is assessed in laboratory and production conditions. The tests results are analyzed and compared.
To assess the sensitivity and discrimination of the results, belts with different characteristics are used in the tests, and the stability of the results is assessed in tests of a belt with the same characteristics from different batches.
The belt dimensions are 620 × 25 m. The grinding fabric corresponds to State Standards GOST 5009–82, GOST 13344–79, and GOST 27181–86. Fabric samples of length no less than 1.5 m from a single batch are selected. For statistical purposes, we also use belts from five, ten, twenty five, or more batches.
Each test is performed three times. We investigate high-quality constructional carbon steel 45 (State Standard GOST 1050–88) and 30KhGSN2 Cr–Si–Mn–Ni constructional alloy steel (State Standard GOST 4543–2016); and also heat-resistant nickel alloys Kh18N10Т and KhN77TYuR (State Standard GOST 5632–2014) and aluminum foundry alloy AK5M2 (State Standard GOST 1583–93). Tables 1–3 present the results for the steels and alloys.
Table 1
Steel (State Standard) | Content, % | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
C | Si | Mn | Ni | S | P | Cr | Cu | As | Ni | W | Fe | |
45 (GOST 1050–88) | 0.42–0.5 | 0.17–0.37 | 0.5–0.8 | Up to 0.25 | Up to 0.04 | Up to 0.035 | Up to 0.25 | Up to 0.25 | Up to 0.08 | – | – | ~97 |
30KhGSN2 (GOST 4543–2016) | 0.27–0.34 | 0.9–1.2 | 1–1.3 | 1.4–1.8 | Up to 0.025 | Up to 0.025 | 0.9–1.2 | Up to 0.3 | – | – | – | ~95 |
Table 2
Nickel alloy | Content, % | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
C | Si | Mn | Ni | S | P | Cr | Ce | Ti | Al | B | Pb | Fe | |
KhN77TYuR | Up to 0.07 | Up to 0.6 | Up to 0.4 | 70.076−77.4 | Up to 0.007 | Up to 0.015 | 19–22 | Up to 0.02 | 2.4−2.8 | 0.6−1 | Up to 0.01 | Up to 0.001 | Up to 1 |
08Kh18N10T | Up to 0.08 | Up to 0.8 | Up to 2.0 | 9−11 | Up to 0.02 | Up to 0.035 | 17−19 | − | 0.4−0.7 | − | − | − | ~68 |
Table 3
Aluminum alloy | Content, % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
Fe | Cu | Zn | Si | Mn | Al | Mg | Ti | Ni | all other impurities | |
AK4M2 (GOST 1583–93) | Up to 1.3 | 1.5–3.5 | Up to 1.5 | 4–6 | 0.2–0.8 | 85.9–94.05 | 0.2–0.8 | 0.05–0.2 | Up to 0.5 | 2.8 |
The component Рy of the cutting force is measured by the traditional tensosensor method [17]. UIP-1 units are used to transmit and amplify the signal from the tensosensors. The signals are recorded by means of an N-102 loop oscillograph. For quantitative assessment of Ру, the sensors are calibrated with suspended loads. The calibration graph in terms of force and signal amplitude is displayed on the oscillogram.
The apparatus employed in the experiments includes VLT-1 (sensitivity 0.01 g) and VLT-3 (sensitivity 0.1 g) laboratory scales (State Standard GOST 24104–2001); and an SOSpr 26-2 timer (error 0.2 s).
RESULTS AND DISCUSSION
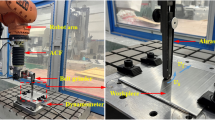
In investigating the wear resistance of the working layer on a grinding belt, we assume the grinding configuration in Fig. 1. For the grinding belt, as for any abrasive tool, specific parameters reflect the performance.

Belt grinding: (1) fabric; (2) binder; (3) grain; (4) facing; φ, contact angle; ∪АВ, contact arc; vb, belt velocity; vw, workpiece velocity; vr, roller velocity; R, roller radius; Т, belt tension; acu, cutting depth.
We assume that the key characteristic determining belt performance and the machining conditions is the wear resistance. Well-founded recommendations are required in order to ensure the best use of the grinding belt.
We will consider the following characteristics: the simple wear V and the wear rate qV.
We determine the belt wear by a linear method (using micrometers of 0.001-mm accuracy); and by weighing (engineering scales of 0.01-g accuracy). The wear is calculated when grinding steel 45 and AK5M2 alloy until the abrasive layer is blunt and also until the working layer disintegrates, in the case of the 15A25S belt, based on electrocorundum fabric of normal grain size 25 (F 60), with synthetic binder corresponding to State Standard GOST 27181–86.
Analysis shows that the measurement results are unstable, in terms of the variation coefficient. Instability is observed for both measurement methods. However, it is somewhat worse (by a factor 1.4–5.7) for the linear method. Table 4 compares the wear of the working layer on a 15A25S belt according to the linear and weighing methods.
Table 4
Workpiece | Test conditions | Wear | Belt wear | |||||
|---|---|---|---|---|---|---|---|---|
weighing method | linear method | |||||||
\({\bar {\Delta }}\), g | S 2 | V, % | \({\bar {\Delta }}\), mm | S 2 | V, % | |||
Steel 45 | Рun= 0.2 MPa vb = 25 m/s ωos = 200 rpm vw = 0.058 m/s | 0.80 | 0.020 | 17.7 | 0.27 | 0.0048 | 25.7 | B |
Рun= 0.8 MPa vb = 25 m/s ωos = 200 rpm vw = 0.058 m/s | 1.50 | 0.010 | 6.7 | 0.21 | 0.0064 | 38.1 | D | |
AK5M2 alloy | Рun= 0.2 MPa vb = 25 m/s ωos = 200 rpm vw = 0.058 m/s | 0.63 | 0.017 | 20.3 | 0.07 | 0.0002 | 18.7 | A, B |
Рun= 0.8 MPa vb = 25 m/s ωos = 200 rpm vw = 0.058 m/s | 0.72 | 0.002 | 6.9 | 0.25 | 0.0006 | 9.8 | D | |
In Fig. 2, we show empirical curves of the wear V (a) and wear rate qV (b) on the belt velocity vb for different values of the pressure Pun and cutting force Py at a cutting speed of 25 m/s, with longitudinal supply of 0.5 m/s. The grinding belt is based on 15A25S grinding fabric (consisting of 15А electrocorundum of grain size 25 with a synthetic binder corresponding to State Standard GOST 27181–86).

Dependence of wear V and wear rate qV of grinding belt on the belt speed vb when the radial force Р = 56.9 (a) and 34.3 (b) N, in grinding AK5M2 aluminum foundry alloy (1), 30KhGSN2 steel (2), steel 45 (3),Kh18N10Т alloy (4); and KhN77TYuR alloy (5): I, II, III, wear zones.
The experiments reveal three zones: I) blunting of the abrasive layer; II) normal wear; III) critical wear (disintegration of the working layer, ripping of the fabric). The workpieces in the experiments consist of high-quality constructional carbon steel 45 (State Standard GOST 1050–88) and 30KhGSN2 Cr–Si–Mn–Ni constructional alloy steel (State Standard GOST 4543–2016); and also heat-resistant nickel alloy KhN77TYuR (State Standard GOST 5632–1972) and aluminum foundry alloy AK5M2 (State Standard GOST 1583–93).
We now compare the belt performance in laboratory and production tests. In Figs. 3a–3d, we show the wear of Russian and Italian (produced by Sait) grinding fabric tested in the laboratory in different conditions.

Worn Italian (a, c, e) and Russian (b, d, f) belt fabric after grinding to blunting of the working layer (a, b) and grinding to disintegration (c, d). The Italian fabric is produced by Sait; and the Russian fabric corresponds to State Standard GOST 27181–86.
The corresponding samples tested in production conditions (at the AvtoVAZ plant) are shown in Figs. 3e and 3f. The wear in grinding a car brake shoe (Figs. 3e and 3f) consists mainly of grain blunting, with some extraction of grains and groups of grains at the edges of the wear strip, for both Russian and Italian fabric. The Russian sample (Fig. 3f) also exhibits some loss of binder integrity after grinding.
Visual inspection indicates that the laboratory and production samples are similar in appearance. Comparison of belt performance shows that the laboratory assessment resembles that in production conditions. In other words, the laboratory assessment of the belt is objective.
CONCLUSIONS
(1) On the basis of belt wear, in terms of the pressure (contact force or contact width), we may identify three experimental zones: (I) blunting of the abrasive layer; (II) normal wear; (III) critical wear (disintegration of the working layer, ripping of the fabric).
(2) We have established experimental principles for selecting the grinding conditions on the basis of the wear. The dependence of the wear on the grinding conditions has been established. The wear characteristics in typical grinding operations may be selected on the basis of experimental findings in assessing belt quality.
(3) Comparison of laboratory and production assessments of belt performance shows that they are in good agreement (correlation coefficient ρ = 0.87 ± 0.09). Hence, the laboratory assessments of the belt are objective.
(4) Our findings provide the basis for developing recommendations regarding the use of grinding belts with various materials by means of test data. Such recommendations are urgently needed by manufacturers and users of abrasive tools.
REFERENCES
Syreyshchikova, N.V. and Pimenov, D.Yu., Fundamental research and methods of quality assurance of coated abrasive, MATEC Web Conf., 2018, vol. 224, art. ID 01032. https://doi.org/10.1051/matecconf/201822401032
Syreyshchikova, N.V. and Guzeev V.I., Planning the properties of a coated abrasive by quality function deployment, MATEC Web Conf., 2018, vol. 224, art. ID 01026. https://doi.org/10.1051/matecconf/201822401026
Syreyshchikova, N.V. and Pimenov, D.Yu., Quality assessment of emery cloth-based abrasive tool using elasticity technological parameter, Procedia Eng., 2017, vol. 206, pp. 1155–1160.
Axinte, D.A., Kritmanorot, M., Axinte, M., and Gindy, N.N.Z., Investigations on belt polishing of heat-resistant titanium alloys, J. Mater. Process. Technol., 2005, vol. 166, no. 3, pp. 398–404.
Li, H., Li, X., Tian, C., et al., The simulation and experimental study of glossiness formation in belt sanding and polishing processes, Int. J. Adv. Manuf. Technol., 2017, vol. 90, no. 14, pp. 199–209.
Zhao, T., Shi, Y., Lin, X., et al., Surface roughness prediction and parameters optimization in grinding and polishing process for IBR of aero-engine, Int. J. Adv. Manuf. Technol., 2014, vol. 74, no. 58, pp. 653–663.
Xiao, G. and Huang, Y., Equivalent self-adaptive belt grinding for the real-R edge of an aero-engine precision-forged blade, Int. J. Adv. Manuf. Technol., 2016, vol. 83, no. 912, pp. 1697–1706.
Hou, B., Wang, Y., Wang, F., et al., Research on belt grinding for marine propeller blade based on the second-order osculation, Int. J. Adv. Manuf. Technol., 2015, vol. 80, no. 912, pp. 1855–1862.
Syreyshchikova, N.V., Pimenov, D.Yu., Mikolajczyk, T., and Moldovan, L., Technological support of abrasive manufacturing of products on a flexible basis by evaluating performance indicators, Procedia Manuf., 2020, vol. 46, pp. 38–43.
Novoselov, Y., Bratan, S., and Bogutsky, V., Analysis of relation between grinding wheel wear and abrasive grains wear, Procedia Eng., 2016, vol. 150, pp. 809–814.
Kozlov, A.M., Kozlov, A.A., and Vasilenko, Y.V., Modeling a cylindrical surface machined by a non-circular face tool, Procedia Eng., 2016, vol. 150, pp. 1081–1088.
Álvarez-Núñez, L.C. and Flores-Hernández, R.B., Free upper-disk rotational speed under loose abrasive grinding in conventional machines, Optik, 2010, vol. 121, no. 2, pp. 195–205.
Pandiyan, V., Caesarendra, W., Tjahjowidodo, T., and Tan, H.H., In-process tool condition monitoring in compliant abrasive belt grinding process using support vector machine and genetic algorithm, J. Manuf. Process., 2018, vol. 31, pp. 199–213.
Wang, W., Salvatore, F., Rech, J., and Li, J., Comprehensive investigation on mechanisms of dry belt grinding on AISI52100 hardened steel, Tribol. Int., 2018, vol. 121, pp. 310–320.
Shatko, D.B., Lyukshin, V.S., and Strelnikov, P.A., Development of innovative approach to diagnosis of coated abrasive surface, IOP Conf. Ser.: Mater. Sci. Eng., 2020, vol. 843, art. ID 012011.
He, Z., Li, J., Liu, Y., and Yan, J., Investigation on wear modes and mechanisms of abrasive belts in grinding of U71Mn steel, Int. J. Adv. Manuf. Technol., 2019, vol. 101, nos. 5–8, pp. 1821–1835.
Syreyshchikova, N.V. and Pimenov, D.Yu., Wear of a flexible abrasive tool, J. Frict. Wear, 2019, vol. 40, no. 2, pp. 139–145.
Funding
Financial support was provided by the Russian government (decree 211, contract 02.А03.21.0011).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by B. Gilbert
About this article

Cite this article
Syreyshchikova, N.V., Pimenov, D.Y., Kaplonek, W. et al. Operational Wear Resistance of a Grinding Belt. Russ. Engin. Res. 41, 157–161 (2021). https://doi.org/10.3103/S1068798X21020192
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X21020192