
Abstract
Insufficient understanding of the nature of the interfacial interaction of reinforcing particles with the matrix alloy during repeated remelting of cast composite materials is one of the problems that limit the increase in the volume of their industrial application. This work is aimed at establishing the effect of repeated remelting of AK12 + 10 vol % SiC aluminum matrix composites on the retention and chemical stability of silicon carbide reinforcing particles. It is shown that an increase in the number of remelting iterations was not accompanied by the appearance of new phases at the interfaces between particles and the matrix, which indicates the stability of the SiC reinforcing phase in aluminum–silicon melts under the considered temperature–time and concentration conditions. During repeated remelting of aluminum matrix composites with silicon carbide, the degree of particle distribution uniformity shifts toward a more uniform distribution (on average 0.81046 at the first iteration of remelting, 0.6901 at the second, and 0.5609 at the third) and some decrease in their average sizes occurs (from 70.74 µm at the first iteration to 65.76 µm at the second and 61.21 µm at the third), apparently owing to particle fragmentation, leading to an increase in the amount of a finer fraction. At the same time, the share of the area occupied by particles in the segments of the section under consideration remains practically unchanged (10.9293, 10.9607, and 11.6483% in the first, second, and third iterations of remelting, respectively). In the course of repeated remelting of aluminum matrix composites of the Al–SiC system, processes of redistribution of reinforcing particles occur, leading to the destruction of agglomerates even in the absence of intensive mixing by an impeller. Because of this, the uniformity of particle distribution in the structure of ingots of secondary aluminum matrix composites can be significantly improved.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
Over the past decades, cast composite materials (CM) based on aluminum and its alloys have been increasingly used in various industries in the developed countries of the world [1–3]. This is largely due to the fact that during this period, a significant amount of experimental data was accumulated on the influence of technological parameters for the production of cast aluminum matrix composites on the formation of their structure and properties. In particular, introduction of high-strength, high-modulus, refractory particles of a dispersed ceramic phase into a metal matrix makes it possible to significantly improve mechanical and tribological properties of materials at normal and elevated temperatures in comparison with unreinforced alloys [4, 5].
Aluminum matrix composites are characterized by high specific strength and rigidity, dimensional stability, damping properties, and wear resistance under dry and abrasive friction [6, 7]. This leads to significant prospects for their application in many high-tech areas, including general and special machine building, the automotive and aerospace industries, nuclear power, etc. [8]. One of the most widely used cast aluminum matrix composites at present are CMs based on the Al–SiC system [9].
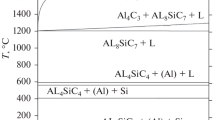
Metallurgical methods for preparing alumina-matrix composites with exogenous particles based on the mechanical mixing of powder particles into a matrix melt using an impeller are versatile, economical, and well adaptable to industrial production conditions [10]. Numerous studies show that the introduction of ceramic particles into aluminum melts is accompanied by significant technological difficulties due to the poor wettability of the particles by liquid metals [11–13]. Achieving a sufficient level of wettability of the surface of kneaded ceramic particles with aluminum melt is a necessary condition for the formation of a strong interfacial bond between the components of cast aluminum matrix composites to ensure a given level of mechanical properties and performance characteristics. On one hand, the contact angle of wetting SiC particles with aluminum melt decreases with increasing temperature [14], and on the other hand, an increase in temperature of the melt increases the likelihood of chemical reactions proceeding between the matrix and the reinforcing phase, leading to partial or complete degradation of the particles [15]. In this case, the main product of this interaction in the Al–SiC system is aluminum carbide, which is formed according to the following reaction [16]:
The Al4C3 phase is brittle; therefore, its presence significantly deteriorates mechanical properties of the cast products made of composites. There is also the possibility of forming a ternary compound:
An equally significant technological challenge is to ensure a uniform distribution of reinforcing particles in the matrix melt and, ultimately, in the volume of the solidified cast billet [17]. The uniformity of the particle distribution can be improved by increasing the mixing time [18]; however, this is associated with the intensification of interfacial reactions and the risk of erosion destruction of the impeller, which will lead to additional saturation of the melt with impurities. Thus, the production of cast aluminum-matrix composites of the required quality by metallurgical methods is inextricably linked to the search for optimal temperature–time parameters of the liquid-phase combination of the matrix and reinforcing particles.
The issues of interaction between the components of cast aluminum matrix composites also come to the fore when searching for effective methods for their recycling. The formation of aluminum matrix CM waste occurs both at various stages of the technological process of manufacturing products from them (production of castings and ingots, deformation and mechanical processing, etc.), and at the end of the life cycle of the latter. Insufficient understanding of the nature of the interfacial interaction of reinforcing particles with the matrix alloy during multiple remelting of CM is one of the problems that limit the increase in the scales of their application [19]. At the same time, the study of the behavior of reinforcing particles during the remelting of aluminum matrix composites is important not only for recycling waste from their production and consumption but also for the industrial use of ingot composites supplied as charge materials for the manufacture of shaped castings.
The purpose of this work was to study the effect of repeated remelting of aluminum matrix composites on the retention and chemical stability of silicon carbide reinforcing particles in the structure of the cast material.
RESEARCH METHODOLOGY
Industrial silumin AK12och (GOST 1583–93) was used as a matrix alloy for the preparation of recyclable aluminum matrix composites; powdered particles of green silicon carbide 63C F220 (basic fraction is 75–63 μm) served as reinforcing components. Melting was carried out in alundum crucibles with a capacity of up to 1 kg (for aluminum) in a vertical electric resistance furnace of GRAFICARBO type (Italy). The powder component of the charge was subjected to preliminary heat treatment for 2 h at t = 700°C to remove adsorbed moisture and other surface contaminants. The matrix alloy was used as delivered, loaded in pieces into a furnace heated to 600–700°C, and superheated to a temperature of 850°C. Mechanical mixing of the particles was carried out using a four-bladed AISI 316 stainless steel impeller coated with zinc oxide. After removing the slag, a sample of SiC powder was fed into the zone of mechanical mixing of the melt based on the nominal content of 10 vol % in the finished composite. The immersion of a rotating impeller under the surface of the liquid metal was accompanied by the formation of a funnel, which contributed to the transfer of the particles fed from the surface into the bulk of the matrix melt. The mixing time was 10 min at an impeller speed of 300 rpm. Upon completion of the introduction of particles from the surface of the melt, the slag was again removed, and the resulting composite suspension was poured at a temperature of 750°C into a vertical steel mold to obtain ingots with a diameter of 20 mm and a height of 100 mm.
To detect retention or degradation of reinforcing particles, three remelting iterations were carried out under fixed conditions (the holding time was 10 min; the melting temperature was 850°C at each iteration) without using an impeller, simulating the possibility of using a secondary charge in a production facility that does not have special equipment. In this case, the melt before pouring in each case was thoroughly mixed with a graphite rod to eliminate possible structural inhomogeneity.
The microstructure of the samples was studied on unetched thin sections in the light field mode using a Raztek MRX9-D inverted digital metallographic microscope (Russia) controlled by the ToupView program. Statistical processing of metallographic images was carried out using the freely distributed program ImageJ v.1.53 (https://imagej.nih.gov/ij). For each sample during the measurements, at least five different segments of the section were randomly sampled. For automated mathematical evaluation of the degree of uniformity of the distribution of reinforcing particles in the CM structure based on the analysis of metallographic images, an original software development [20] providing the following functions was used: segmentation of the image of the material structure into local areas, in each of which particles are analyzed; criterial setting of the threshold level of particle sampling for analysis; determination of particle size parameters and their area; calculation of the degree of uniformity of the distribution of reinforcing particles. The evaluation was carried out on representative metallographic images of the microstructure of alumina-matrix composites taken in different parts of the ingot at low magnifications (×50). To assess the degree of uniformity of the distribution of reinforcing particles, the images were binarized using an 8-bit function; then, the threshold level of selection of particles for calculations was determined, at the setting of which objects that were not related to the reinforcing particles were filtered out. The image was divided into 48 equal cells by creating squares of 250 × 250 pixels. The total number of particles was calculated, after which their arithmetic mean number per unit surface area was calculated. Then, the standard deviation of the average number of particles per unit area of the surface of the section was calculated. On the basis of the data obtained, the degree of particle distribution uniformity was determined as the ratio of the standard deviation to the arithmetic mean of their number. The degree of particle distribution uniformity calculated in this way can take values from 0 to 1, where the zero value is recognized as a completely homogeneous distribution, and the value 1 corresponds to an extremely uneven (clustered) distribution. In addition, dimensional parameters of the particles and the area occupied by them were determined. The given values were averaged over the parts of the considered section.
The phase composition of the initial components and cast CMs was studied by X-ray diffractometry on a D8 ADVANCE setup (Bruker, Germany) under the following survey conditions: X-ray tube—copper (CuKα radiation) using a nickel filter, X-ray tube voltage—40 kV, current—40 mA, goniometer rotation speed—4 deg/min, time constant—1 s, pulse counting rate—1 × 104 pulses/s. The survey was performed in the range of angles 2θ = 20°–70°. The phases were identified using the ICDD PDF-2 database of diffraction standards. Quantitative phase analysis was carried out by the direct method.
RESULTS AND DISCUSSION
Images of the microstructure of cast samples of aluminum matrix composites AK12och + 10 vol % SiC at different iterations of remelting are shown in Fig. 1. All images reveal structural components characteristic of the AK12och matrix alloy (dendrites of α‑solid solution and eutectic (α + Si)).

Representative images of the microstructure of the aluminum matrix composite AK12och + 10 vol % SiC at the first (a, b), second (c, d), and third (e, f) remelting iterations.
The distribution of SiC particles in the structure of composites at the first iteration of remelting is uneven; large accumulations of particles are observed, reaching 400–500 µm. At the same time, most of these conglomerates are impregnated with a melt, although in some areas, there are gas voids caused by air entrapment during mixing, which is typical of the technology of introducing reinforcing particles using an impeller. Agglomerates are present throughout the bulk of the ingot. Assessment of the state of interfacial boundaries indicates a close contact of the particles with the matrix and a good adhesive bond.
At the second iteration of remelting, large agglomerates are destroyed. The distribution of particles over the structure of composites during repeated remelting is significantly improved. An increase in the number of remelting iterations is not accompanied by the appearance of new phases at the interfaces between the particles and the matrix, which indicates the stability of the SiC reinforcing phase in aluminum-silicon melts under the considered temperature–concentration conditions. The quantitative parameters of the microstructure of recycled aluminum matrix composites AK12och + 10 vol % SiC subjected to remelting are given in Table 1.
It can be seen from Table 1 that, during repeated remelting of aluminum matrix composites with silicon carbide, the degree of particle distribution uniformity shifts toward a more uniform distribution and some decrease in their average size occurs, apparently owing to the particle fragmentation, leading to an increase in the amount of a finer fraction. In this case, the fraction of the area occupied by particles in the parts of the section under consideration remains practically unchanged.
Figure 2 shows X-ray diffraction data for the matrix alloy and SiC reinforcing particles in the initial state, as well as for the AK12och + 10 vol % SiC composite material subjected to remelting.

X-ray diffraction data of the matrix alloy, reinforcing SiC microparticles, and aluminum matrix composite AK12och + 10 vol % SiC subjected to remelting.
According to the analysis of the data obtained, the matrix alloy is characterized by the presence of pronounced Bragg diffraction peaks corresponding to aluminum and free silicon. For reinforcing particles, only the SiC phase was fixed. Phase analysis of the composite alloys AK12och + 10 vol % SiC shows the presence of phases of the matrix alloy and reinforcing particles. It is worth noting the increase in the intensity of the SiC peak at 2θ = 35.45° with an increase in the amount of remelts. Taking into account the data of optical microscopy of composites, this can be explained by an improvement in the distribution of reinforcing particles in the composite structure. Thus, judging by the data of X-ray diffraction, in the course of repeated remelting, no new phases are formed or, at least, their amount is below the detection threshold of the X-ray diffraction method. At the same time, an increase in the number of remelts contributes to a more uniform distribution of reinforcing SiC particles in the bulk of the matrix alloy.
In liquid-phase technologies for obtaining alumina-matrix composites, agglomeration of particles of the reinforcing phase is a common phenomenon [21], accompanied by a decrease in the level of macroscopic mechanical properties. It is reported that, in some cases, particle agglomeration can be avoided by increasing the mixing time to 20 min or more [22]; however, this simultaneously increases the risk of warping, partial dissolution, and erosion destruction of the impeller material, as well as enhancing chemical reactions between the particles and the melt. At the stage of preparation of a composite melt, the distribution of particles in the matrix alloy is determined by such factors as viscosity of the composite suspension and the efficiency of mixing from the point of view of the destruction of agglomerates, as well as the capture of gases during mixing of particles and the characteristics of particles that affect their sedimentation rate [23]. The performed experiments show that, in the course of repeated remelting processes, the processes of redistribution of reinforcing particles occur, leading to the destruction of agglomerates even in the absence of intense mixing by the impeller. Because of this, the uniformity of particle distribution in the structure of ingots of the secondary aluminum matrix composites can be significantly improved.
The absence of a noticeable amount of new phases at the interfaces between the particles and the matrix, according to optical microscopy and X-ray diffractometry, indicates the stability of the AK12och + 10 vol % SiC composites to repeated remelting under the considered temperature–time and concentration conditions. Suppression of interfacial reactions leading to the formation of aluminum carbide occurs owing to the presence of a sufficient amount of silicon in the aluminum melt, which shifts the thermodynamic equilibrium [24]. At the same time, the silicon content required for suppression of the interfacial reaction of SiC particles with the matrix melt depends significantly on temperature. According to [25], the excess molar free energy ΔGex for the Al–Si system can be determined by the expression
where x is the atomic fraction of silicon, and A, B, and C are binary interaction parameters that depend linearly on temperature and are determined as follows:
The calculation of the equilibrium concentration of silicon in liquid aluminum shows that, to completely suppress the formation of the Al4C3 phase owing to the interaction of SiC with the matrix melt at a temperature of 850ºC, at least 13.2 at % Si, or 13.67 wt % Si, is required. At the same time, experimental data indicate the chemical stability of Al–SiC composites at the indicated temperature even in the case of using eutectic silumins as the matrix, which is apparently due to kinetic factors. Thus, the control of the degree of interfacial interaction between the reinforcing SiC particles and the Al–Si melt during multiple remelting of cast aluminum matrix composites can be achieved both by limiting the remelting temperature and the duration of contact of the particles with the matrix melt and by using silumins with a high silicon content as a matrix, which allows using wider temperature ranges of liquid-phase processing without the risk of significant degradation of the reinforcing phase.
CONCLUSIONS
The effect of repeated remelting of AK12 + 10 vol % SiC aluminum matrix composites on the retention and chemical stability of reinforcing silicon carbide particles has been studied. It is shown that an increase in the number of remelting iterations at 850°C and exposure time of 10 min is not accompanied by the appearance of new phases at the interfaces between the particles and the matrix in noticeable amounts, which indicates the stability of the SiC reinforcing phase in aluminum-silicon melts under the considered temperature–concentration conditions. During repeated remelting, processes of redistribution of reinforcing particles occur, leading to a significant improvement in the uniformity of their distribution in the structure of the ingots.
REFERENCES
Rohatgi, P.K., Ajay Kumar, P., Chelliah, N.M., and Rajan, T.P.D., Solidification processing of cast metal matrix composites over the last 50 years and opportunities for the future, JOM, 2020, vol. 72, no. 8, pp. 2912–2926. https://doi.org/10.1007/s11837-020-04253-x
Sharma, A.K., Bhandari, R., Aherwar, A., Rimašauskienė, R., and Pinca-Bretotean, C., A study of advancement in application opportunities of aluminum metal matrix composites, Mater. Today: Proc., 2020, vol. 26, part 2, pp. 2419–2424.
Mavhungu, S.T., Akinlabi, E.T., Onitiri, M.A., and Varachia, F.M., Aluminum matrix composites for industrial use: Advances and trends, Procedia Manuf., 2017, vol. 7, pp. 178–182. https://doi.org/10.1016/j.promfg.2016.12.045
Samal, P., Vundavilli, P.R., Meher, A., and Mahapatra, M.M., Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties, J. Manuf. Processes, 2020, vol. 59, pp. 131–152. https://doi.org/10.1016/j.jmapro.2020.09.010
Kala, H., Mer, K.K.S., and Kumar, S., A review on mechanical and tribological behaviors of stir cast aluminum matrix composites, Procedia Mater. Sci., 2014, vol. 6, pp. 1951–1960.
Reddy Sunil Kumar, K., Kannan, M., Karthikeyan, R., Prashanth, S., and Rohith Reddy, B., A review on mechanical and thermal properties of aluminum metal matrix composites, E3S Web Conf., 2020, vol. 184. p. 01033.
Koli, D.K., Agnihotri, G., and Purohit, R., Advanced aluminium matrix composites: The critical need of automotive and aerospace engineering fields, Mater. Today: Proc., 2015, vol. 2, nos. 4–5, pp. 3032–3041.
Surappa, M.K., Aluminium matrix composites: challenges and opportunities, Sadhana, 2003, vol. 28, nos. 1–2, pp. 319–334.
Midling, O.T. and Grong, O., Processing and properties of particle reinforced Al–SiC MMCs, Key Eng. Mater., 1995, vols. 104–107, part 1, pp. 329–354.
Soltani, S., Azari Khosroshahi, R., Taherzadeh Mousavian, R., Jiang, Z., Fadavi Boostani, A., and Brabazon, D., Stir casting process for manufacture of Al–SiC composites, Rare Met., 2017, vol. 36, no. 7, pp. 581–590.
Hashim, J., Looney, L., and Hashmi, M.S.J., The enhancement of wettability of SiC particles in cast aluminium matrix composites, J. Mater. Process. Technol., 2001, vol. 119, nos. 1–3, pp. 329–335.
Cong, X.-S., Shen, P., Wang, Y., and Jiang, Q., Wetting of polycrystalline SiC by molten Al and Al–Si alloys, Appl. Surf. Sci., 2014, vol. 317, pp. 140–146.
An, Q., Cong, X.-S., Shen, P., and Jiang, Q.-C., Roles of alloying elements in wetting of SiC by Al, J. Alloys Compd., 2019, vol. 784, pp. 1212–1220.
Yang, Y., Li, S., Liang, Y., and Li, B., Effect of temperature on wetting kinetics in Al/SiC system: A molecular dynamic investigation, Compos. Interfaces, 2020, vol. 27, no. 6, pp. 587–600.
Sijo, M.T. and Jayadevan, K.R., Analysis of stir cast aluminium silicon carbide metal matrix composite: A comprehensive review, Procedia Technol., 2016, vol. 24, pp. 379–385. https://doi.org/10.1016/j.protcy.2016.05.052
Carotenuto, G., Gallo, A., and Nicolais, L., Degradation of SiC particles in aluminium-based composites, J. Mater. Sci., 1994, vol. 29, no. 19, pp. 4967–4974.
Sijo, M.T. and Jayadevan, K.R., Characterization of stir cast aluminium silicon carbide metal matrix composite, Mater. Today: Proc., 2018, vol. 5, no. 11, part 3, pp. 23844–23852.
Prabu, S.B., Karunamoorthy, L., Kathiresan, S., and Mohan, B., Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite, J. Mater. Process. Technol., 2006, vol. 171, no. 2, pp. 268–273.
Prusov, E. and Panfilov, A., Influence of repeated remeltings on formation of structure of castings from aluminum matrix composite alloys, Proc. METAL 2013—22nd Int. Conference on Metallurgy and Materials, Brno, 2013, pp. 1152–1156.
Shabaldin, I.V. and Prusov, E.S., Program for mathematical assessment of the degree of uniformity of the distribution of reinforcing particles in the structure of composite materials, PC Software Certificate no. 2021619286, 2021.
Deng, X. and Chawla, N., Modeling the effect of particle clustering on the mechanical behavior of SiC particle reinforced Al matrix composites, J. Mater. Sci., 2006, vol. 41, pp. 5731–5734.
Hashim, J., Looney, L., and Hashmi, M.S.J., Particle distribution in cast metal matrix composites—Part I, J. Mater. Process. Technol., 2002, vol. 123, no. 2, pp. 251–257.
Yang, Z., Pan, L., Han, J., Li, Z., Wang, J., Li, X., and Li, W., Experimental and simulation research on the influence of stirring parameters on the distribution of particles in cast SiCp/A356 composites, J. Eng., 2017, vol. 2017, p. 9413060. https://doi.org/10.1155/2017/9413060
Lee, J.-C., Byun, J.-Y., Park, S.-B., and Lee, H.-I., Prediction of Si contents to suppress the interfacial reaction in the SiCp/2014 Al composite, Acta Mater., 1998, vol. 46, pp. 2635–2643.
Lloyd, D.J., The solidification microstructure of particulate reinforced aluminium/SiC composites, Compos. Sci. Technol., 1989, vol. 35, no. 2, pp. 159–179.
ACKNOWLEDGMENTS
The study was carried out using the equipment of the interregional multispecialty and interdisciplinary center for the collective usage of promising and competitive technologies in the areas of development and application in industrial/mechanical engineering of domestic achievements in the field of nanotechnology (Agreement no. 075-15-2021-692 of August 5, 2021).
Funding
This study was funded by the Russian Science Foundation (project no. 21-79-10432, https://rscf.ru/project/21-79-10432/).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by Sh. Galyaltdinov
About this article

Cite this article
Prusov, E.S., Deev, V.B., Aborkin, A.V. et al. Formation of the Structure and Phase Composition of Cast Aluminum Matrix Composites during Multiple Remelting. Russ. J. Non-ferrous Metals 63, 624–630 (2022). https://doi.org/10.3103/S1067821222060128
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1067821222060128