
Abstract
The effect additives of TbAl3 hydride have on the magnetic properties and structure of sintered permanent magnets based on Pr–Fe–Co–Cu–B alloy with increased temperature stability is studied. Such magnetic properties as Br = 1.07 T, ВНmax = 216 kJ m−3, jHc = 2000 kA m−1, Hk = 1680 kA m−1, Hk/jHc = 0.84, and α = −0.030% °С−1 (in the temperature range of 20–100°C) are achieved.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
There are currently two main groups of rare-earth sintered hard-magnetic materials (alloys of Nd–Fe–B and Sm–Co–Fe–Cu–Zr) in which such mechanisms of magnetization as the nucleation delay of reverse domains and the delay in the displacement of domain boundaries [1] are observed, respectively. The latter group of hard-magnetic materials has better temperature stability, due to its higher Curie temperatures, but requires more complex manufacturing technology [2]. The structural state of the Nd2Fe14B phase plays an important role in the first group of hard-magnetic materials [3–5]. The structural state of the main phase can be altered substantially (e.g., to improve its stability, to create an elastic-stressed state inside it, or to create a nanoheterogeneous distribution of alloying elements), by doping the base alloy in particular, along with features of the technological processes (e.g., mechanical doping, hydride dispersion, and using additives of hydrides of rare-earth metals). This allows us to greatly enhance the technological and operational resistance of permanent magnets (PMs). PMs are doped with such elements as Dy, Tb, Pr, and Co to improve their temperature stability on the basis of Nd2Fe14В intermetallic compound.
The aim of this work was to optimize the composition of Nd–Fe–B alloy and the process for reducing the reversible temperature coefficient of magnetic induction (α) to values that correspond to sintered magnets based on Sm–Co alloys (0.03% °С−1).
EXPERIMENTAL
Our initial alloys with the chemical composition shown in Table 1 were smelted in a vacuum induction furnace from pure charge materials in a medium of especially pure argon. Their chemical composition was monitored via atomic emission spectroscopy. Magnets with the chemical composition of the C-alloy and the ratio of this alloy with the addition of TbAl3 were chosen such that the resulting chemical composition of the magnet corresponded to that of magnet B. The base alloys (1–3) and the additive alloy of TbAl3 were subjected to hydride dispersion in a dry hydrogen channel at 400°C for 1 h, and were then finely ground inside a vibration mill for 50 min in isopropyl alcohol to a mean particle size of 3 microns. Joint fine grinding with the addition of TbAl3 (1.2 wt %) was done for C magnets. The magnets were pressed in a transverse magnetic field and sintered for 2 h at T = 1100°C, after which they were thermally treated in vacuum for 2 h at T = 900°C and then slowly cooled (1–2°С min−1) to 500°C and kept at this temperature for 1 h. Magnetic measurements were made using a МН-50 hysteresigraph in a closed magnetic circuit. The reversible temperature coefficient of magnetic induction (α) was measured in the temperature range of 20–100°C on magnet samples using a vibration magnetometer, and in a magnetic circuit using a teslameter and a microwebermeter. The Curie temperature (ТС) was determined by measuring the temperature dependences of the initial magnetic permeability and magnetization. The microstructure of the magnets was investigated via optical and scanning microscopy (SEM) and local X-ray diffraction analysis (LXRDA). X-ray analysis of powders prepared from sintered magnets was done on a DRON-3M diffractometer using copper CuKα radiation and a graphite monochromator.
RESULTS AND DISCUSSION
The data from magnetic measurements of PMs at room temperature using the МН-50 hysteresisgraph in a closed magnetic circuit are presented in Table 2. Coefficient α was measured in the temperature range of 20–100°C. It was 0.060, 0.030, and 0.030% °С−1 for magnets of types A, B, and C, respectively. Analysis of these measurements shows that such parameters as residual induction Br, maximum energy product ВНmax, and coefficient α (in absolute value) were greater in magnitude for magnet A than for B- and C-type magnets. However, the other parameters (coercive magnetization force jHc and demagnetizing field intensity, at which the residual magnetization was 90% of Hk and Hk/jHc) are much lower. For B- and C-type magnets, such parameters as Br, ВНmax, and α almost coincide. Parameters jHc, Hk, and Hk/jHc were greater in magnitude for C magnets than those of B magnets.
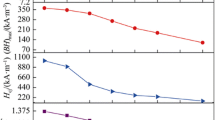
The results from measuring the magnetic properties of C-type magnets at elevated temperatures in the range of 20–100°C are presented in Table 3. These data allowed us to determine the temperature coefficient of the coercive magnetization force. It was 0.55% °С−1 in the temperature range of 20–100°С. Curie temperature ТС for the investigated magnets was found to be ~490, ~560, and ~570°C for magnets of the A, B, and C types, respectively.
SEM and LXRDA studies of microstructure showed that the chemical composition of the main phase in A-type magnets is expressed by the formula (Nd0.8Tb0.2)2(Fe0.8Co0.2)14B (at %). In addition to the main phase, ones such as (Nd,Tb)3(Fe,Co), (Nd,Tb)rich, (Nd)1.1(Fe,Co)4B4, (Nd,Tb)(Fe,Co)2 were observed. The composition of the main phase for B- and C-type magnets was (Pr0.7Tb0.3)2(Fe0.72Co0.28)14B. In the latter case, there was a gradient distribution of terbium and aluminum in the grain (which was maximal at the grain boundaries). There was no boundary high-permeability Laves phase in B- and C-type magnets.
The lower structurally sensitive parameters (jHc, Hk, and Hk/jHc) for A-type magnets, relative to those of types B and C, can be explained by there being a lower terbium content in the main magnetic phase, and by the presence of high-permeability phase (Nd,Tb)(Fe,Co)2. The data from magnetic measurements (i.e., the high values of such parameters as Br and ВНmax for A-type magnets) also testify to this phenomenon. This follows from the magnetic moment of terbium atoms being directed antiparallel to the magnetic moments of cobalt and iron atoms in a phase lattice of the (Nd,Pr)2Fe14B type, while it has lower saturation magnetization and double the values of the anisotropy field (~21 T). For comparison, the anisotropy fields for the Nd2Fe14B and Pr2Fe14B compounds were ~7 and ~9 T, respectively [1].
The more structurally sensitive parameters (jHc, Hk, and Hk/jHc) for C-type magnets compared to those of the B type are explained by the high content of terbium and aluminum in the boundary region of the main magnetic phase. A similar effect was observed earlier on sintered cobalt-free magnets of the (Nd,Pr,Tb)2Fe14B type, i.e., an increase in jHc when there was a gradient of terbium [3, 5] and/or aluminum [6].
CONCLUSIONS
It was shown that praseodymium stabilizes the structure of intermetallic compounds of the (Pr,Tb)2(Fe,Co)14B type with high contents of cobalt (up to 20 wt %). Adding TbAl3 hydride during the manufacture of sintered magnets enhances the coercive magnetization force and improves the temperature stability of magnetic induction.
REFERENCES
Mishin, D.D., Magnitnye materialy (Magnetic Materials), Moscow: Vysshaya shkola, 1991.
Horiuchi, Y., Hagiwara, M., Endo, M., et al., J. Appl. Phys., 2015, vol. 117, p. 17C704.
Shakin, A.V., Lukin, A.A., Skuratovskii, Yu.E., and Dobrynin, N.A., Perspekt. Mater., 2011, no. 3, p. 7.
Lukin, A.A., Kol’chugina, N.B., Burkhanov, G.S., Klyueva, N.E., and Skotnitseva, K., Inorg. Mater.: Appl. Res., 2013, vol. 4, p. 256.
Lukin, A.A., Metally, 1996, no. 2, p. 131.
Di, J., Ding, G., Tang, X., et al., Scr. Mater., 2018, vol. 155, p. 50.
Funding
This work was supported by the RF Ministry of Education and Science, agreement no. 14.616.21.0093 (unique identification number RFMEFI61618X0093); by the Ministry of Education, Youth, and Sports of the Czech Republic, project no. LTARF1803; and as part of a State Task from the Federal Agency for Scientific Organizations, project no. 007-00129-18-00.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by I. Obrezanova
About this article

Cite this article
Lukin, A.A., Kolchugina, N.B. Formation of the High-Coercive State in Rare-Earth Magnets. Bull. Russ. Acad. Sci. Phys. 83, 798–800 (2019). https://doi.org/10.3103/S1062873819070037
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1062873819070037