
Abstract
This article considers aspects of thermomechanical processing at T > 400°C of Ti and Ni alloys with shape memory and the properties of materials with thermal elastic transformations, depending on the thermal and thermomechanical action as well as the aspects of thermal processing of metals with thermoelastic transformations. Technologies are proposed for applying thermal processing to alloy parts with shape memory, depending on preliminary processing and the kind of workpiece (half-finished products).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Thermal processing is intended to enhance mechanical performance of metals; it is the final phase of reprocessing of metals for ensuring the physical-mechanical and performance properties necessary in a workpiece alloy.
Titanium and nickel alloys manifest thermoelastic martensite transformations such as shape memory and superelasticity [1].
The manifested effects are capable of focused work, depending on the operational conditions. Let us group the application of such materials according to their conditions of use: in in-process applications and operational conditions, respectively, the components made of those alloys show shape memory beyond and at operational temperatures, plus, they show this memory with changes in the operational parameters, such as temperature or stresses or their combinations [2].
When a material is used in certain conditions, the martensite transformation points of the alloy it is necessary to apply will correspond to the shape memory, superelasticity, or their combination. For example, the internal stresses (thermomechanical return stresses) produced in an alloy during phase transformations are set proceeding from one-time or multiple use of shape memory and/or superelasticity.
The physical and mechanical properties at which shape memory occurs are attained by thermal and thermomechanical processing of materials.
The groups of thermomechanical processing distinguished proceeding from the features of the Ti–Ni alloys are given below.
Processing forshape memory is the formation and fixation of the kind and configuration of the blank part a ready-made component must have when in service. The crystals in the material structure are arranged in a stable pattern at T > 400°C, for example, in the fabrication of springs from wire. If the configuration of the blank part is the same as the half-finished product shape and the material is exposed to plastic strain in the course of fabricating half-finished products, thermal processing for shape memory is not performed at such temperatures, for example, for pressed and hot-rolled bars, pipes, sheets, and other products with a rectangular memory.
Processing for unilateral memory. Shape memory may occur outside operational temperatures, in which case the component is forcefully strained when cooled and recovers its original dimensions upon heating.
Processing for reversible shape change. This effect consists in the spontaneous deformation of a material under direct (cooling) and reverse transformation (heating), which means original shape recovery. The effect is seen multiple times in cooling–heating cycles. In the modern terminology, this phenomenon is generally denoted as reversible shape memory (RSHM). Spontaneous strain upon cooling is conditioned by a martensite shift in the required direction. An induced martensite shift is initiated by temperature variations in the region of martensite transformation with external influences applied to the material in an austenitic or martensite state as well as in thermal cycling by phase hardening. The level and stability of an induced martensite shift depend on the sequence and kinds of martensite transformation that occur in the material. High limit strength (σh) and flowability (σflab) of the austenitic phase and thermomechanical return (σR) upon the recovery of the martensite nonelasticity strain are observed when a cell-like substructure with an increased density of defects forms in prestrengthened alloys. A material is strengthened by strain and phase hardening and also by disperse solidification. After thermal processing at T = 500–600°C, the generated reactive stresses rise by about 150%, which results in the recovery of the original shape.
Processing for producing bilateral shape memory (BLSHM). A component being cooled is first strained in one direction, then in another, and then heated and exposed to the same strain but in the reverse order [3].
Processing for correcting martensite transformation temperatures within narrow limits. Martensite transformation temperatures can be corrected in narrow limits by changing the proportion of components in the TiNi matrix by dissolving or coagulating intermetallides (Ti2Ni or TiNi3) from the Ti–Ni alloy, which correct with precision the proportion of the components in the TiNi matrix. The martensite transformation intervals, the temperatures of strain on the part in the region of martensite nonelasticity, and the recovery of this strain upon heating depend on the matrix properties.
For the dependences of the nitinol phase transformation temperature on the atom composition of Ti and Ni, see Table 1, in which the characteristic phase transformation temperatures are presented for alloys based on a Ti–Ni compound (nitinol) with inclusions of Fe and shape memory depending on the atom content of Ti and Ni and inclusions of iron in the alloy.
Table 1.
Nitinol composition in atom %, including fractions of Ti and Ni | T, °C | |||||
|---|---|---|---|---|---|---|
Ti | Ni | Fe inclusions | MS starting T of martensite transformation | MF final T of martensite transformation | AS starting T of austenitic transformation | AF final T of austenitic transformation |
52.8 | 47.2 | – | 90 | 60 | 100 | 135 |
50.0 | 50.0 | – | 50 | 20 | 55 | 75 |
49.5 | 50.5 | – | 25 | 5 | 35 | 60 |
49.25 | 50.75 | – | 0 | –20 | 10 | 30 |
49.0 | 51.0 | – | –55 | –90 | –50 | –25 |
50.0 | 47.0 | 3.0 | –90 | –160 | –72 | –60 |
For the part of the diagram of the Ti–Ni equilibrium at 700 to 1400°C, see Fig. 1.

Diagram of the states of Ti and Ni alloys: the shaded area indicates the TiNi content region.
The homogeneous region of the TiNi compound is fairly narrow and does not exceed 3% at T < 700°C. The solubility is much higher at T = 800–1000°C, which allows producing an alloy with an increased content of components. In the case of abrupt cooling (hardening), the redundant fractions of dissolved components are released as Ti2Ni or TiNi3, depending on the component enrichment level, and thus stabilize the matrix composition. The deviation of the Ti–Ni proportion in the matrix by 0.1% from the design value changes the martensite transformation temperatures by about 15°C. If we change the amounts of secondary phases (Ti2Ni and TiNi3) in the respective quenching and aging modes, it will be possible to adjust the matrix composition more precisely and, therefore, set the required martensite transformation parameters. Alloys with a fraction of Ni over 50.5% (or additionally alloyed Fe, Cu, and Co) are heated to 800°C and then aged at 400–500°C [6], which is an efficient way to adjust smoothly the martensite transformation temperatures within 10–50°C, which are related to the release of secondary phases upon quenching and their reverse dissolution upon aging [4].
Enhancement of the thermomechanical performance. The critical parameters of a concrete batch of material are its physical-mechanical and thermomechanical characteristics. If the MS–MF martensite transformation temperature ranges correspond to the required operational temperatures of component parts according to commercial specifications and control results, the internal stresses are eliminated by thermal processing [5].
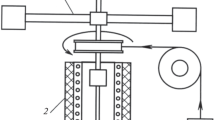
Application Procedure of Thermomechanical Processing of Nickel and Titanium Alloys. The methods of the process proposed and used in this article for making an elliptic ring from a sheet piece allow initiating shape memory for component parts shaped differently than half-finished products. For this purpose, a straight blank part is strained at a temperature lower than the final martensite transformation temperature MF and placed and rigidly fixed in a special device. When exposed to thermal processing, the blank part tends to turn straight in shape upon heating above the starting austenitic transformation temperature AS; however, its fixation with a special device impedes the recovery of the original shape and causes plastic strain. The part’s shape is fixed by heating at 450–500°C for 20–30 minutes. The special fixer must be rigid enough to perceive the thermomechanical return stresses generated in the blank part of the material and to prevent all kinds of displacement.
The internal stresses generated in the course of production at T < 400°C affect the linear dimensions of half-finished products.
It is necessary to stabilize the internal stresses when making parts from cold-rolled sheets. These sheets can swell by up to 4%, whereas bars and wire can shorten or become longer, depending on the kind of strain for which purpose thermal processing is used. The target shape is formed by straining a material in martensite form, then rigidly fixing this material and heating it in the shackled state up to 450–500°C, cooling it to normal temperatures, and releasing it from the device. The curing period at this temperature is determined by the ratio of 10 minutes per mm of the maximal workpiece section.
The blank part for the component parts configured by mechanical processing across all their surfaces can be heated in an open furnace. In this case, the allowance for machining must be at least 0.5 mm. Component parts with some of the surfaces left without mechanical processing after thermal processing are heated in a vacuum or argon according to requirements on titanium alloys.
CONCLUSIONS
The thermomechanical processing of Ti and Ni alloys with shape memory has some peculiarities in comparison with other materials. If it is necessary to make a component part with a preset shape and characteristics, the peculiarities of thermomechanical processing must be analyzed in detail. This article proposes several kinds of thermomechanical processing for Ti and Ni alloys and describes their features and application conditions. Special thermal processing technologies are proposed for parts from these alloys with shape memory, depending on their preliminary processing and the kind of workpiece (half-finished products).
REFERENCES
Khas’yanov, U. and Ugurchiev, U., Ultrasonic evaluation of the thermomechanical characteristics of TiNi blanks, J. Mach. Manuf. Reliab., 2019, vol. 48, no. 4, pp. 368–371.
Likhachev, V.A. and Petrova, N.N., Strukturnyi mekhanizm nakopleniya deformatsii pri martensitnom prevra-shchenii v TiNi (Structural mechanism of strain accumulation during martensitic transformation in TiNi), Leningrad: FTI im. Ioffe, 1984, p. 11.
Ryklina, E., Korotitskiy, A., Khmelevskaya, I., Soutorine, M., and Chernov, A., Control of phase transformations and microstructure for optimum realization of one-way and two-way shape memory effects in removable surgical clips, Mater. Des., 2017, vol. 136, p. 174.
Khas’yanova, D.U., Technological support for the quality of manufacturing TMS couplings and pipe assemblies, Cand. Sci. Dissertation, Moscow: Mosc. Technol. Univ., 2012.
Poletika, T.M., Girsova, S.L., Lotkov, A.I., and Krukovskii, K.V., The evolution of the microstructure and system of Ti3Ni4 particles upon heat treatments of a Ti-50.9 at % Ni nanocrystalline alloy, Tech. Phys., 2019, vol. 64, p. 490.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare that they have no conflict of interest.
Additional information
Translated by S. Kuznetsov
About this article

Cite this article
Polyakova, G.N., Ugurchiev, U.K. & Novikova, N.N. Thermomechanical Processing of Titanium and Nickel Alloys. J. Mach. Manuf. Reliab. 49, 71–74 (2020). https://doi.org/10.3103/S1052618820010112
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1052618820010112