
Abstract
Environmentally friendly wear-resistant coatings deposited by a developed rotating flexible tool (metal wire brush) form a layer without visible boundaries inside the coating with a thickness of 3–7 μm. Durometric studies of single-layer coatings (copper, brass, bronze, and antifriction composite consisting of tin, lead, and zinc) and two-layer coatings in combinations of copper-composite and brass-composite showed that the hardness of the latter exceeds the surface hardness of steel samples by 1.2–1.9 times. Single-layer copper M1 (HV0.02 from 1862 to 2254) and two-layer M1-composite (HV0.02 from 1960 to 2362) coatings have the highest microhardness. X-ray tensometry showed that cold-hardening is formed in the surface layer of the sample under the coating: the calculated values of σφ are σφ = 225 MPa for the copper layer and σφ = –280 MPa for the steel base adjacent to the copper. Metallographic studies showed that the formation of the two types of surface structures differs by the absence or presence of an intermediate zone located between the coating and the deformed base. The intermediate zone is formed when the tension is more than 1.8–2 mm. According to a qualitative estimate, the continuity of the coatings is 90–100%, and the porosity is 18–25%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Increasing the durability and service life of products is an important issue in mechanical engineering, in mining, metallurgical, and other industries. To solve this problem, technologies related to the deposition of coatings on contacting surfaces are developing. To obtain coatings with a high level of adhesion, various methods are used: galvanic deposition, copper plating, chromium plating, etc. However, they have drawbacks, the main ones of which is the adverse effect on the environment and the health of workers [1]. Therefore, the development and implementation of methods for the formation of coatings, excluding environmentally harmful operations while maintaining high strength characteristics of the coating, is highly relevant.
For the deposition of functional, including multilayer and composite, coatings, the method of applying coatings using a rotating flexible wire tool (RFWT), a brush, or the method of cladding with a flexible tool (CFT) are widely used. A CFT is performed due to the contact and subsequent transfer of fine particles of the donor material by the metal pile of the RFWT [2, 3].
At a high level of adhesion to the base material [4‒6], the CFT technology has a number of advantages: low energy consumption, ease of use, and environmental friendliness. The important advantages of the CFT technology also include the availability and possibility of implementation on any metal-processing machine (turning, milling, etc., including with numerical control).
The scientists at the Nosov MSTU A made great contribution to the development and theoretical description of the CFT technology: L.S. Belevskii, V.I. Kadoshnikov, V.P. Antsupov, S.I. Platov, and others [7–9, 20]. CFT research is also carried out at the Togliatti State University [10, 11]. We developed models for calculating the geometric and energy-power parameters of processing, proposed a method for estimating the stress-strain state (SSS) of the surface layer of a flat half-space during the CFT, and obtained practical results by using cladding to improve the operational properties of tribo-couplings.
Active research on the development and practical application of CFT technology is carried out in the Republic of Belarus: at the Joint Institute of Mechanical Engineering, the National Academy of Sciences of Belarus, Minsk and the Belarusian National Technical University, Minsk [12–15], where a number of authors (M.A Levantsevich, V.K. Sheleg, E.V. Pilipchuk, and others) are engaged in the research, development, and improvement of mathematical models of CFT processes.
The cladding technology was successfully tested at many metallurgical and machine-building enterprises in solving applied problems associated with increasing the wear resistance of units, parts, and mechanisms. A CFT is successfully implemented in solving problems regarding the reduction of the running-in period of parts from mining and metallurgical equipment [16, 17]. However, despite a sufficiently large number of studies and publications on this topic, there is still no complete understanding of the properties of coatings (in particular, hardness and continuity) formed by the CFT method, which demands further research.
RESEARCH GOALS AND OBJECTIVES
To combat the main negative phenomenon that occurs during the operation of friction pairs, wear, coatings mainly based on copper (brass, bronze, etc.) or aluminum are applied on the wearing surfaces. In this paper, we studied layered metal coatings formed by the RFWT using the methods of durometric analysis, X-ray tensometry, metallographic analysis, and qualitative estimate of coatings for the presence or absence of defects.
METHODS AND MATERIALS
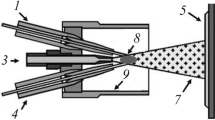
Coatings were deposited using the developed prototype device. The developed design of the CFT tool allows processing flat, cylindrical, curved, and complex surfaces, including internal ones. Device images are shown in Fig. 1. Disc metal brushes with wire corrugated pile made of steel 65G GOST 14959–79 with a diameter of 250 mm, a width of 80 mm, and a pile diameter and length of 0.3 and 70 mm, respectively, were used as a RFWT.

Prototype of a coating device: (a) rotating wire brush, (b) internal surface processing.
Durometric studies of the samples were performed using a PMT-3 device at a load of 0.196 N (GOST 9450–76). The continuity and porosity of the coatings were determined according to GOST 9.302–88.
The coatings were applied to sample plates made of steel 08kp (HV 80–90) GOST 1050–88. The average value of the roughness parameter Rа of the sample surface is 0.5–0.6 μm. Single-layer coatings made of: copper M1 GOST 859–2001, brass L63 GOST 15527–2004, bronze BrO4Ts4S17 GOST 613–79, and antifriction composite (75% copper, 4% tin, 17% lead, and 4% zinc); two-layer coatings made of combinations of materials: copper M1-composite and brass L63-composite. The constant technological parameters of the CFT for each sample are as follows: the number of passes is 6, and the rotation frequency of the RFWT is 2700 min–1 (the sliding speed of the RFWT pile relative to the part is ~35 m/s). The preload N during coating deposition was varied from 1 to 3 mm with a 0.2-mm step for each new sample.
Stresses in the clad layer were determined by X-ray tensometry using the oblique survey method [18]. Standard equipment consisting of a portable X-ray tube with two anodes and a diffracted radiation detector (non-destructive X-ray crystal diffraction analyzer “NERKA”) was used. 08kp steel plates with an applied copper coating were used as samples. The stresses were determined by the calculation method:
where E is the elasticity modulus, MPa; μ is Poisson’s ratio; dψ is the interplanar distance of the atomic diffraction planes of the steel plate (220) and its copper coating (222) taken at the angles of ψ = 0, 20, 40, and 50 degrees; and d0 is the interplanar distance for diffraction lines (222) and (220) taken at an angle of ψ = 0°.
The values of the elastic modulus and Poisson’s ratio were taken equal to 122 GPa and 0.3, respectively, for the copper coating and 220 GPa and 0.3 for steel.
RESULTS AND DISCUSSION
Steel surfaces after coating acquire the characteristic color of the donor material. The thickness of the coatings was 3–7 μm. Figure 2 shows an image of the sample surface after applying a copper (donor material is M1) coating.

Image of the sample surface after applying a copper cover. ×100.
The results of durometric analysis (Fig. 3) confirmed an increase in microhardness up to 1.9 times in all studied samples with a coating compared to a sample without a coating. The increase in microhardness is explained by the peculiarities of the CFT technology. Under the conditions of the shock-friction interaction of the brush pile with the treated surface, the surface layer is hardened while hardening occurs up to a certain limiting state of this layer. At further interaction with the RFWT pile, softening may occur [19]. Single-layer copper M1 and two-layer M1-composite coatings were determined to have the highest microhardness. Depending on the tension, their microhardness HV0.02 varies from 1862 to 2254 and from 1960 to 2362 in M1 and M1-composite copper coatings, respectively.

Durometric studies: microhardness of the studied coatings obtained by the RFWT from cast antifriction non-ferrous metals and alloys.
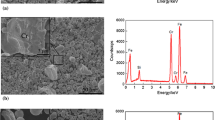
Metallographic studies of coatings showed that, in the general case, two types of surface structures formed during cladding, which differ in the absence or presence of an intermediate zone located between the coating and the deformed base, can be distinguished. The structure of the first type has a two-zone structure. The first zone represents deformed oriented grains adjacent to the unchanged base structure; the second zone is the outer fine-crystalline structure, which is characterized by the appearance of another darkened intermediate zone under the coating (Fig. 4). The thickness of the crushed grain zone is much larger than that of the first type of structure. The zone of deformed oriented grains also has a larger thickness.

Microstructure of steel 08kp with copper coating at tension of N = 1.8 mm.
The coating at low tension (0.5–0.8 mm) is formed on a deformed base while the formation of an intermediate zone is not observed. An increase in the technological parameter, tension, up to 1.8–2.0 mm leads to the appearance of an intermediate zone (see Fig. 4). In this processing mode, it can be seen that the surface layer of the base under the formed coating is noticeably compacted. This effect can be explained by cold hardening due to the shock-friction effect of the RFWT pile on the surface of the sample and coating being processed.
It is possible to indirectly confirm the formation of cold hardening in the applied layer by estimating the stresses by X-ray tensometry using the oblique survey method. Figure 5 shows the experimental dependences of the interplanar distances determined from lines (222) for a copper clad substrate and from lines (220) for a steel substrate depending on the angle ψ at oblique survey. Change (increase) in ψ depends on the interplanar distance for copper and steel substrate. This primarily characterizes the different SSS of the substrate and the clad copper film. The calculation results show that tensile stresses are formed in the copper coating and compressive residual stresses are formed in the surface layer of the steel substrate.

Dependence of the interplanar distances (a) d222 of clad copper and (b) d220 of the steel substrate on the angle oblique survey.
The calculated values according to formula (1) are: σφ = 225 MPa for the copper layer and σφ = – 280 MPa for the steel substrate adjacent to the copper. This fact confirms the appearance of the “cold hardening” effect of the part’s surface layer by the RFWT pile during cladding.
A qualitative estimate of coatings (GOST 9.302–88) formed by the CFT method on steel 08kp samples showed that there were no defects on the surface in the form of blistering or peeling of the coating. The continuity of the coatings is 90–100%, and the porosity is 18–25%. Figure 6 shows the surface topography of the coated samples.

Surface topography of steel 08kp samples: (a) without coating, (b) with a single-layer bronze BrO4Ts4S17coating, (c) with a two-layer “copper M1–composite” coating. ×400.
CONCLUSIONS
The coatings applied using the developed experimental device form a layer without visible boundaries inside the coating with a thickness of 3–7 μm. Single-layer copper M1 (HV0.02 from 1862 to 2254) and two-layer M1-composite (HV0.02 from 1960 to 2362) coatings have the highest microhardness. The microhardness of the latter exceeds the results of measurements of the steel-sample surface by 1.2–1.9 times. Metallographic studies of coatings showed the formation of surface structures of two types, which differ in the absence or presence of an intermediate zone located between the coating and the deformed surface of the sample. The intermediate zone appears at an increased tension (1.8–2.0 mm or more) while, at a low tension (0.5–0.8 mm), the formation of an intermediate zone is not observed. According to X-ray tensometry, cold hardening is formed under the coating in the surface layer of the sample. The calculated stress values were 225 MPa for the copper layer and ‒280 MPa for the surface layer adjacent to the copper. A qualitative estimate showed that the continuity of the coatings is 90–100%, and the porosity is 18–25%. Thus, coatings obtained by CFT technology have sufficiently high characteristics in terms of microhardness and continuity. This confirms the possibility of using the developed setup for obtaining wear-resistant coatings in machine-building and metallurgical manufacturing.
REFERENCES
Sheleg, V.K., Levantsevich, M.A., Pilipchuk, E.V., and Dema, R.R., Study of the performance of copper coatings formed by electroplating and deformation cladding with a flexible tool, J. Frict. Wear, 2018, vol. 39, no. 1, pp. 6–11.
Semenchenko, N.V. and Khryachkov, K.O., The method of deformation cladding with a flexible tool, Theor. Appl. Sci., 2015, no. 9 (29), pp. 105–114.
Antsupov, V.P., Teoriya i praktika plakirovaniya izdelii gibkim instrumentom (Theory and Practice of Sheathing of Products by Flexible Tool), Magnitogorsk: Magnitogorsk. Gos. Tekh. Univ. im. G.I. Nosova, 1999.
Zotov, A.V., Increasing the wear resistance of mixed sliding friction pairs of technological equipment by cladding with a flexible tool, Extended Abstract of Cand. Sci. (Eng.) Dissertation, Ulyanovsk: Ulyanovsk State Tech. Univ., 2015.
Kadoshnikov, V.I., Vdovin, K.N., Kulikova, E.V., et al., Proektirovanie novogo sposoba izgotovleniya stelmednoi kompozitsii: monografiya (Design of a New Manufacturing Method of a Steel–Copper Composition: Monograph), Magnitogorsk: Magnitogorsk. Gos. Tekh. Univ. im. G.I. Nosova, 2006.
Belevskii, L.S., Kadoshnikov, V.I., Ismagilov, R.R. et al. Improving the performance of metallic components by frictional plating, Steel Transl., 2011, vol. 41, no. 2, pp. 175–178.
Belevskii, L.S., Antsupov, V.P., and Dosmanov, V.A., Improvement of wear resistance by copper-containing coating with wire brushes, Trenie Iznos, 1989, no. 1, pp. 119–123.
Antsupov, V.P., Belov, V.K., and Savel’ev, V.B., Analysis of the surface layer parameters during deformation cladding with a flexible tool, Trenie Iznos, 1995, no. 5, pp. 912–917.
Kadoshnikov, V.I., Coating of the surface of a steel base and interaction with molten copper, Chern. Met., 2006, no. 12, pp. 10–13.
Platov, S.I., Dema, R.R., and Zotov, A.V., Model of the formation thickness clad layer for friction pairs of process equipment, Vestn. Magnitogorsk. Gos. Tekh. Univ. im. G.I. Nosova, 2013, no. 1, pp. 69–72.
Zotov, A.V. and Drachev, O.I., Evaluation of the wear resistance of cladded sliding guides, Metalloobrabotka, 2013, no. 3, pp. 5–10.
Levantsevich, M.A., Maksimchenko, N.N., and Kalach, V.N., The effect of the composition of coatings on the smooth running of mobile machine units, Progr. Tekhnol. Sist. Mahsinostr., 2013, no. 1 (46), pp. 165–170.
Basiniuk, U.L., Levantsevich, M.A., Maksimchenko, N.N., and Mardasevich, A.I., Improvement of triboengineering properties and noise reduction of tooth gears by cladding functional coatings on working surfaces of interfaced teeth, J. Frict. Wear, 2013, vol. 34, no. 6, pp. 438–443.
Levantsevich, M.A., Maksimchenko, N.N., and Kalach, V.N., The effect of the composition of coatings on the smooth running of mobile machine units, Progr. Tekhnol. Sist. Mahsinostr., 2013, no. 1 (46), pp. 165–170.
Levantsevich, M.A., Maksimchenko, N.N., and Kalach, V.N., Influence of coatings on the antiskip properties of slipping guides, Russ. Eng. Res., 2013, vol. 33, no. 4, pp. 213–216.
Belevskii, L.S., Ismagilov, R.R., Kadoshnikov, V.I., et al., Improvement of the service characteristics of metal products by friction cladding, Stanochnyi Park, 2011, no. 11, pp. 30–32.
Levantsevich, M.A., Improving the smoothness of the movement of the mobile machine units by the formation of anti-friction coatings on the sliding guides, in Perspektivnye tekhnologii: monografiya (Advanced Technologies: Monograph), Klubovich, V.V., Ed., Vitebsk: Vitebsk. Gos. Tekhnol. Univ., 2011, pp. 542–566.
Umanskii, Ya.S., Skakov, Yu.A., Ivanov, A.N., et al., Kristallografiya, rentgenografiya i elektronnaya mikroskopiya (Crystallography, X-Ray Analysis, and Electron Microscopy), Moscow: Metallurgiya, 1982.
Maksimchenko, N.N., The performance characteristics of sliding guides by the formation of antifriction coatings with a flexible tool, Extended Abstract of Cand. Sci. (Eng.) Dissertation, Minsk: Bel. Natl. Tech. Univ., 2009.
Platov, S.I., Terent’ev, D.V., Kazakov, D.V., et al., Analysis of structural changes in the surface layers of the rolls of hot-sheet rolling mills during the shock-friction coating, Trudy VII Kongressa proktachikov (Proc. VII Congr. of Rolling Mill Operators), Moscow, 2007, vol. 1, pp. 430–434.
Funding
This work was supported by the Ministry of Science and Higher Education of the Russian Federation, project no. FZRU-2020-0011.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by A. Ivanov
About this article

Cite this article
Platov, S.I., Dema, R.R., Latypov, O.R. et al. Study of Metal Coatings Deposited by Rotating Wire Tool. Steel Transl. 50, 911–915 (2020). https://doi.org/10.3103/S0967091220120128
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091220120128