
Abstract
A welding flux containing silicomanganese slag with a flux additive based on dust taken from gas cleaning facilities of aluminum industry has been studied. The following has been studied: the effect of a carbon-and-fluorine-containing additive exerted on the content of total oxygen and hydrogen in the welding seam’s metal, as well as on the impact strength in the positive and negative temperature range. To make the welding flux, silicomanganese slag produced by the West Siberian Electrometallurgical Plant has been used as a base. Also, a flux additive has been used to make carbon-and-fluorine containing dust taken from the electrostatic precipitators of RUSAL’s aluminum-producing enterprises. The samples have been welded using an ASAW-1250 welding tractor. The chemical composition of the welded samples under study has been determined according to GOST (State Standard) 10543–98 by means of an atomic emission technique using a DFS-71 spectrometer and by means of means of an X-ray fluorescence technique using an XRF-1800 spectrometer. Fractional gas analysis has been performed using a LECO TC-600 analyzer. The welded samples have been tested for impact strength in the positive and negative temperature range using a pendulum impact testing machine according to GOST (State Standard) 9454–78. Upon using a carbon-and-fluorine-containing flux additive in the welding flux based on silicomanganese slag, the amount of oxygen and hydrogen in the welding seam’s metal exhibits a decrease. At the same time, the impact strength in the positive and negative temperature range exhibits an increase. The curves for the amount of oxygen and hydrogen in the welding seam’s metal, as well as for the impact strength depending on the introduced amount of carbon-and-fluorine-containing flux additive, are plotted.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
In Russia, much attention is paid to the development of novel welding and surfacing fluxes with the use of wastes taken from metallurgical production [1‒3]. In the manufacturing of welding and surfacing materials, various slag systems have recently been used, including the use of wastes from metallurgical production [4–21], in order to reduce their production costs. A number of studies conducted earlier were devoted to improving the compositions of welding fluxes based on slag from silicomanganese production. Novel welding fluxes based on silicomanganese slag with a carbon-and-fluorine-containing additive made of dust taken from gas purification facilities of aluminum industry have been proposed in [22, 23].
In the present work, a further study of welding flux based on slag taken from the production of silicomanganese mixed with a carbon-and-fluorine-containing flux additive is presented.
EXPERIMENTAL
For the welding of samples, an ASAW-1250 welding tractor was used. The chemical composition of the studied welded samples was determined according to GOST (State Standard) 10543–98 using a DFS-71 spectrometer (atomic emission method), and an XRF-1800 spectrometer (X-ray fluorescence method). The welded samples were tested for the value of impact strength (KCV) in the positive and negative temperature range and carried out using a pendulum shock testing machine according to GOST (State Standard) 9454–78. The fractional gas analysis was performed using a LECO TC-600 analyzer.
In this work, the welding-and-technological properties of the welding flux made of silicomanganese slag and the flux additive based on the dust taken from gas purification facilities involved in aluminum industry were studied. In addition, the following effects appeared: the introduction of the carbon-and-fluorine-containing additive exerted on the content of total oxygen and hydrogen in the welding seam’s metal, as well as this additive on the physicomechanical properties of the welding seam’s metal (impact strength in the positive and negative temperature range).
As the components for the welding flux preparation, silicomanganese slag was used as the base, and dust taken from electrostatic precipitators involved in aluminum industry was used as the flux additive. The components exhibited the following chemical compositions:
—silicomanganese slag produced at the West Siberian electrometallurgical plant: 6.91–9.62 wt % of Al2O3; 22.85–31.70 wt % of CaO; 46.46–48.16 wt % of SiO2; 0.27–0.81 wt % of FeO; 6.48–7.92 wt % of MgO; 8.01–8.43 wt % of MnO; 0.28–0.76 wt % of F; 0.26–0.36 wt % of Na2O; up to 0.62 wt % of K2O; 0.15–0.17 wt % of S; 0.01 wt % of P;
—dust of electrostatic precipitators of aluminum industry (carbon-and-fluorine-containing additive) of the RUSAL combined company: 21.00–46.23 wt % of Al2O3; 18–27 wt % of F; 8–15 wt % of Na2O; 0.4–6.0 wt % of K2O; 0.7–2.3 wt % of CaO; 0.5–2.48 wt % of SiO2; 2.1–3.27 of Fe2O3; 12.5–30.2 wt % of total C; 0.07–0.90 wt % of MnO; 0.06–0.90 wt % of MgO; 0.09–0.19 wt % of S; 0.1–0.18 wt % of P.
The flux additive was performed according to a technique described in [22, 23].
The composition of the studied welding fluxes is presented below in Table 1.
The submerged arc welding was carried out line-to-line on both sides using the samples made of 09G2S steel sheets with a size of 500 × 75 mm, 16 mm thick. The process was performed with the use of Sv-08GA wire with a diameter of 4 mm. In the welding experiments, an ASAW1250 welding tractor in an operating mode at welding current strength Iw = 700 A was used; welding voltage Uw = 30 V; and welding speed Vw = 35 m/h.
RESULTS AND DISCUSSION
After the welding, the samples have been examined for the content of total oxygen and hydrogen in the welding seam’s metal, and the impact strength in the positive and negative temperature range has been determined (see Table 2).
The oxygen concentration in the welding seam’s metal exhibits a decrease with an increase in the content of the carbon-and-fluorine-containing additive in the flux (Fig. 1). In the case of submerged arc welding without any additive, comparing to the samples with a 6% carbon-and-fluorine-containing additive, the oxygen’s mass fraction decreases from 759.5 to 236.5 ppm on the average.

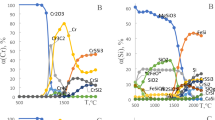
Fractional gas analysis of the samples containing 0, 2, 4, and 6% of carbon-and-fluorine-containing additives and the amount of oxygen, ppm: (1) total and surface content; (2) in silicates; (3) in aluminates; (4) in calcium aluminosilicates, in calcium silicates, and in magnesium spinels.
Upon fractional gas analysis, increasing additive content in the flux, the oxygen’s mass fraction in silicates has changed upon submerged arc welding without additives comparing to the samples with a 6% content of carbon-and-fluorine-containing additives from 628.25 to 155.1 ppm on the average. No significant changes have been found in the case of aluminates, calcium aluminosilicates, calcium silicates and magnesium spinels.
The oxygen distribution in silicates, aluminates, and aluminosilicates could be, to all appearance, connected with the oxidation level of the obtained slag and the assimilation of nonmetallic inclusions by the slag, depending on the slag’s resulting viscosity.
The analysis of the mechanical properties (impact strength in the positive and negative temperature range) has shown that the impact strength level increases when the amount of carbon-and-fluorine-containing additive increases. Upon introducing 6% of carbon-and-fluorine-containing additive into the flux, the impact strength KCV exhibits an 88% increase at a temperature of –20°C, and a 37% increase at a temperature of +20°C.
Figure 2 shows the amount of total oxygen and the impact strength in the negative and positive temperature range depending on the added amount of the flux additive.

Impact strength (KCV) (1) at +20°C, (2) at –20°C, and (3) total oxygen amount in the metal of the welding seam depending on the amount of the flux additive; (4, 5, 6) linear dependences.
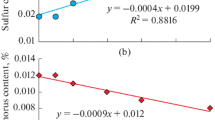
Figure 3 shows the impact strength in the negative and positive temperature range depending on the total oxygen content in the welding seam’s metal.

Impact strength depending on total oxygen amount in the metal of the welding seam: (a) at a temperature of ‒20°C, and (b) at a temperature of +20°C.
Upon changing data concerning oxygen, a correlation is observed between the impact strength and the oxygen content (see Fig. 3).
Figure 4 shows the amount of hydrogen in the welding seam and the impact strength in the negative and positive temperature range depending on the added amount of the flux additive.

Impact strength (KCV) depending on the amount of flux additive: (1) at +20°C and (2) at –20°C, and (3) total hydrogen amount in the metal of the welding seam; (4, 5, 6) linear dependences.
Figure 5 shows the impact strength in the negative and positive temperature range depending on the amount of hydrogen in the welding seam’s metal.

Impact strength depending on hydrogen amount of in metal of the welding seam: (a) at –20°C and (b) at +20°C.
The analysis has revealed that the hydrogen content in the welding seam’s metal exhibits a decrease from 2.0 cm3/100 g of metal to 1.3 cm3/100 g of metal (submerged arc welding without any additive, and with 6% of a carbon-and-fluorine-containing additive).
CONCLUSIONS
Upon using a carbon-and-fluorine-containing flux additive to the welding flux based on silicomanganese slag, the amount of oxygen and hydrogen in the welding seam’s metal exhibits a decrease, and at the same time, the impact strength increases both at positive and negative temperature values.
REFERENCES
Rybin, V.V., Kalinnikov, V.T., Brusnitsyn, Yu.D., et al., High-quality components of welding materials from minerals of the Kola Peninsula and mining waste, Materialy nauchno-tekhnicheskoi konferentsii “Nauchnye osnovy khimii i tekhnologii pererabotki kompleksnogo syr’ya i sinteza na ego osnove funktsional’nykh materialov (Proc. Sci.-Tech. Conf. “Scientific Principles of Chemistry and Processing Technology of Complex Raw Materials and Synthesis of Functional Materials Based on Them”), Apatity: Kol’sk. Nauchn. Tsentra, Ross. Akad. Nauk, 2008, vol. 1, pp. 22–23.
Naumov, S.V., Kanina, A.E., Ignatova, A.M., and Ignatov, M.N., Fractional composition of welding fluxes, Nauchno-Tekh. Vestn. Povolzh., 2012, no. 2, pp. 125–167.
Golovko, V.V. and Potapov, N.N., Special features of agglomerated (ceramic) fluxes in welding, Weld. Int., 2011, vol. 25, no. 11, pp. 889–893.
Cruz Crespo, A., Quintana Puchol, R., Perdomo González, L., Gómez Pérez, C.R., Castellanos, G., Díaz Cedré, E., and Ortíz, T., Study of the relationship between the composition of a fused flux and its structure and properties, Weld. Int., 2009, vol. 23, no. 2, pp. 120–131.
Crespo, A.C., Puchol, R.Q., Goncalez, L.P., Sanchez, L.G., Gomez Perez, C.R., Cedre, E.D., Mendez, T.O., and Pozol, J.A., Obtaining a submerged arc welding flux of the MnO–SiO2–CaO–Al2O3–CaF2 system by fusion, Weld. Int., 2007, vol. 21, no. 7, pp. 502–511.
Quintana Puchol, R., Rodríguez Blanco, J., Perdomo Gonzalez, L., Castellanos Hernández, G., and Gómez Pérez, C.R., The influence of the air occluded in the deposition layer of flux during automatic welding: a technological aspect to consider in the quality of the bead, Weld. Int., 2009, vol. 23, no. 2, pp. 132–140.
Volobuev, Yu.S., Volobuev, O.S., Parkhomenko, A.G., Dobrozhela, E.I., and Klimenchuk, O.S., Using a new general-purpose ceramic flux SFM-101 in welding of beams, Weld. Int., 2012, vol. 26, no. 8, pp. 649–653.
Potapov, N.N. and Kurlanov, S.A., A criterion for evaluating the activity of fused welding fluxes, Weld. Int., 1987, vol. 1, no. 10, pp. 951–954.
Volobuev, Yu.S., Surkov, A.V., Volobuev, O.S., Kipiani, P.N., Shestov, D.V., Pavlov, N.V., and Savchenko, A.I., The development and properties of a new ceramic flux used for reconditioning rolling stock components, Weld. Int., 2010, vol. 24, no. 4, pp. 298–300.
Povolotskii, D.Ya., Roshchin, V.E., and Mal’kov, N.V., Elektrometallurgiya stali i ferrosplavov (Electrometallurgy of Steel and Ferroalloys), Moscow: Metallurgiya, 1995.
Gasik, M.I., Lyakishev, N.P., and Emlin, B.I., Teoriya i tekhnologiya proizvodstva ferrosplavov (Theory and Technology of Ferroalloys Production), Moscow: Metallurgiya, 1988.
Konishchev, B.P., Kurlanov, S.A., Potapov, N.N., et al., Svarochnye materialy dlya dugovoi svarki. Spravochnik. Tom 1. Zashchitnye gazy i svarochnye flyusy (Welding Materials for Arc Welding: Handbook, Vol. 1: Shielding Gases and Welding Fluxes), Potapov, N.N., Ed., Moscow: Mashinostroenie, 1989.
Podgaetskii, V.V. and Rabkin, D.M., Flyusy dlya avtomaticheskoi i poluavtomaticheskoi svarki (Fluxes for Automatic and Semi-Automatic Welding), Kiev: Akad. Nauk UkrSSR, 1954.
Bublik, O.V. and Chamov, S.V., Advantages and shortcomings of ceramic (agglomerated) fluxes in comparison with fused fluxes used for the same applications, Weld. Int., 2010, vol. 24, no. 9, pp. 730–733.
Gur’ev, S.V., Pletnev, Yu.M., and Murav’ev, I.I., Investigation of the properties of welded joints produced by welding in a gas mixture and under a flux, Weld. Int., 2012, vol. 26, no. 8, pp. 646–648.
Parshin, S.G., Using ultrafine particles of activating fluxes for increasing the productivity of MIG/MAG welding of steels, Weld. Int., 2012, vol. 26, no. 10, pp. 800–804.
Barmin, L.N., Effect of the composition of flux and welding wire on the properties of deposited metal of 05N4MYu type, Weld. Int., 1989, vol. 3, no. 2, pp. 109–111.
Potapov, N.N., Feklistov, S.I., Volobuev, Yu.S., and Potekhin, V.P., A method of selecting fused fluxes in welding pearlitic-ferritic steel, Weld. Int., 2009, vol. 23, no. 10, pp. 800–803.
Pavlov, I.V. and Oleinichenko, K.A., Regulating generation of CO by varying the composition of ceramic fluxes, Weld. Int., 1995, vol. 9, no. 4, pp. 329–332.
Tolstov, I.A. and Korotkov, V.A., Spravochnik po naplavke (Surfacing Guide), Chelyabinsk: Metallurgiya, 1990.
Povolotskii, D.Ya., Roshchin, V.E., and Mal’kov, N.V., Elektrometallurgiya stali i ferrosplavov (Electrometallurgy of Steel and Ferroalloys), Moscow: Metallurgiya, 1995.
Kozyrev, N.A., Kryukov, R.E., Kryukov, N.E., Koval’skii, I.N., and Bendre, Yu.V., Carbon flux additives for welding fluxes, Svar. Proizvod., 2016, no. 5, pp. 9–14.
Kozyrev, N.A., Kryukov, R.E., Kryukov, N.E., Koval’skii, I.N., and Kozyreva, O.E., Development of new welding fluxes and flux additives for welding and surfacing of steel using metallurgical production waste. Report 1: Carbon-containing additives for welding fluxes, Chern. Metall., Byull. Nauchno-Tekh.Ekon. Inf., 2017, vol. 4, no. 1408, pp. 86–89.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by O. Polyakov
About this article

Cite this article
Kryukov, R.E., Kozyrev, N.A., Mikhno, A.R. et al. Effect of Carbon and Fluorine Added to Silicomarganese Slag Fluxes. Steel Transl. 50, 11–15 (2020). https://doi.org/10.3103/S0967091220010064
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091220010064