
Abstract—The influence of the rolling temperature and speed on the plasticity and deformability within continuous-cast billet of E76KhF and E76KhSF alloy rail steels is studied experimentally. The results indicate a complex dependence of the plasticity of E76KhF steel on the deformation temperature. In particular, for the surface layers of continuous-cast billet, the plasticity declines markedly in the range 1025–1075°C. That is not the case for the central region of the billet. The results for E76KhF steel indicate that the absolute plasticity declines considerably on moving away from the surface. This may be attributed to the larger grains in the steel and the higher concentration of nonmetallic impurities in the central zone, as confirmed by metallographic data. In particular, the mean grain size at the center of the deformed continuous-cast billet is 1.3–2.1 times greater than in the surface layer. The central zone is characterized by high concentrations of nondeforming silicate inclusions Al2O3 ⋅ SiO2, FeO ⋅ SiO2, and MnO ⋅ SiO2, which greatly impair the billet plasticity. Such inclusions are absent from the surface zone of the billet. With increase in deformation temperature of E76KhSF rail steel, the resistance to plastic deformation declines exponentially. The absolute resistance to deformation declines on moving away from the billet surface, once again on account of the larger grains in the steel and the higher concentration of nonmetallic impurities in the central zone. Decrease in the resistance to deformation from the surface layers to the center of the billet is observed at any strain rate. However, the absolute resistance to deformation increases considerably with increase in the strain rate from 1 to 10 s–1. Mathematical analysis of the experimental data yields regression equations that may be used in practice to predict the plastic and deformational properties of E76KhF and E76KhSF alloy rail steels, in specified rolling conditions. Those equations provide the basis for the development of new billet-heating conditions in rolling and new systems for rail rolling. Their validity is confirmed by industrial trials of new production conditions for rails on the universal rail and beam mill at AO EVRAZ ZSMK.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
At present, complex alloy steels form an increasing share of overall steel output, globally and in Russia. Their applicability is expanding, and new steels are being developed. By complex alloying, steel life may be extended and its operational efficiency may be increased. This approach is adopted in rail production at AO EVRAZ ZSMK, which is Russia’s leading rail supplier. Today, E76KhF and E76KhSF complex alloy steels are mainly used, in place of E76F steel.
Extensive research data now show that complex alloying decreases the plasticity [1–7] and deformability [8–15] of steels. That impairs sheet quality and increases production costs. Theoretical optimization of deformation temperatures so as to maximize the plasticity and minimize the resistance to deformation is hindered by the complexity of the structural changes in the steel on introducing various combinations of alloying elements. In the production of rails, which are characterized by a complex cross section, a further complication is the nonuniformity of deformation on rolling.
Thus, in terms of rail quality and the energy efficiency of production, we need to investigate the plasticity and resistance to deformation of alloy rail steels as a function of the rolling temperature.
In the present work, we lay out the theoretical principles for the development of new deformation conditions in rolling rail steels so as to improve rail quality and the energy efficiency of production.
EXPERIMENTAL METHODS
The research is conducted in three stages. In the first, the plasticity of E76KhF rail steel is studied experimentally, so as to determine the changes in its deformability at different rolling temperatures. In the second stage, the resistance to plastic deformation of E76KhSF rail steel is studied and, on that basis, recommendations are developed for increasing the energy efficiency in rolling—in particular, by distributing the reduction between rolling passes so as to optimize the load on the mill’s drives. In the third stage, new rolling conditions developed by analysis of the experimental data regarding the plasticity and deformability of the alloy rail steels undergo industrial trials on the universal rail and beam mill at AO EVRAZ ZSMK.
We determine the plasticity and resistance to deformation of 300 × 360 mm billets produced in the electrosteel shop at AO EVRAZ ZSMK. Samples are taken from the surface of the billet and at depths of 50, 75, and 110 mm. The samples are cut so as to obtain information regarding the plasticity and deformability of the steel in different zones of the continuous-cast billet.
We know that continuous-cast billet may be divided into three zones in terms of the grain size and distribution: the crust, columnar crystals, and the center. In addition, with a tall deformation zone (when the ratio of the capture length to the mean strip height is less than 1.5), which is typical of the first passes in rail and beam mills, the deformation is very nonuniform over the billet cross section [16, 17]. The deformation is more intense in the surface layers than at the center. Given the physical and chemical nonuniformity of the steel and the significant difference in deformation conditions, we need to study the plasticity and deformability in different zones over the billet cross section.
Note that the chemical composition of E76KhF and E76KhSF rail steels is practically the same, according to the requirements of State Standard GOST R 51685–2013. The only difference is in the permissible content of silicon and chromium; the permissible ranges for the two steels overlap. Analysis of samples from 25 melts of E76KhF and E76KhSF steels selected for the experiments shows that their chemical composition is very similar (Table 1). In other words, experimental results obtained for one of the steels may reasonably be applied to the other.
Accordingly, we investigate the plasticity for E76KhF steel and the resistance to deformation for E76KhSF steel.
The plasticity is investigated by hot torsion in a system including rotating and immobile shafts with slots to accommodate the samples; a drive for the mobile shaft (an electric motor with a thyristor drive); a resistance furnace; a unit to record the number of rotations; and thermocouples. The temperature varies over the range 900–1200°C in increments of 25°C within the range 1000–1100°C and 50°C elsewhere, since we know that the plasticity declines sharply at around 1050°C for complex alloy steels [18, 19]. In the experiments, the strain rate is 1 s–1 and does not vary, on account of the practical constraints on the equipment employed.
In analyzing the results, the plasticity is assessed in terms of the shear deformation
where l0 is the length of the initial cylindrical samples, mm; d0 is their diameter, mm; and z is the number of turns to failure.
The resistance to deformation is measured in hot upsetting by means of the Hydrawedge module of the Gleeble 3800 system. The temperature varies over the range 900–1150°C in increments of 50°C. The strain rates selected are 1 and 10 s–1; that corresponds to the actual values for rail and beam mills.
To determine the physical basis for the change in plasticity and deformability of the continuous-cast billet at rolling temperatures, we obtain metallographic data by means of an Olympus GX-51 optical microscope and a Tescan MIRA 3 LMH scanning electron microscope with a Schottky autoemission cathode. The phase composition is determined by means of a Shimadzu XRD-6000 X-ray diffraction system.
RESULTS AND DISCUSSION
The results indicate a complex dependence of the plasticity of E76KhF rail steel on the deformation temperature for layers at the billet surface and at a depth of 50 mm (Figs. 1a and 1b). In both cases, the plasticity rapidly increases between 900 and 1000°C and then declines, reaching a minimum in the range 1025–1050°C. Then the plasticity rises sharply to a maximum at 1100°C, before declining smoothly in the range 1100–1200°C.

Dependence of the plasticity of continuous-cast E76KhF rail steel billet on the deformation temperature Td for layers at the surface (a) and at depths of 50 (b), 75 (c), and 110 (d) mm: (- - -) minimum close to 1150°C.
Note that, in previous research on the plasticity of E76F rail steel, no minimum was observed in the plasticity close to the surface at around 1050°C [20].
Analysis of the plasticity data for E76KhF rail steel shows that the absolute plasticity declines considerably on moving away from the surface (Fig. 1). This may be attributed mainly to the difference in grain size. As already noted, the continuous-cast billet has a three-zone structure. At the surface (extending to depths of 15–25 mm), the crust zone is characterized by the smallest grains. Below that, the second zone (at depths of 50–60 mm) contains columnar crystals which are large and extend in the direction perpendicular to the faces. The remainder of the billet consists of the central (axial) zone, containing large crystals of different orientation.
Metallographic data for the samples after hot torsion confirm the significant increase in mean grain size from the surface of the billet to its axis: the mean grain size at the center of the deformed continuous-cast billet is 1.3–2.1 times greater than in the surface layer. The difference in grain size increases with increase in deformation temperature (Fig. 2).

Distribution of the mean grain size over the cross section of continuous-cast E76KhF rail steel billet.
The difference in plasticity over the billet cross section is also due to the presence of nonmetallic inclusions. We know that nonmetallic inclusions lead to localization of the deformation on account of their interaction with moving dislocations [21, 22]. That slows grain-boundary migration. On the basis of the metallographic data for E76KhF rail steel samples, the concentration of nonmetallic inclusions is greatest in the central zone of the billet. The central zone is characterized by high concentrations of nondeforming silicate inclusions Al2O3 ⋅ SiO2, FeO ⋅ SiO2, and MnO ⋅ SiO2, which greatly impair the billet plasticity (Fig. 3).

Microstructure of central zone in continuous-cast E76KhF rail steel billet: (a) alumosilicates (Al2O3 ⋅ SiO2); (b) spinels (MnO ⋅ Al2O3); (c) diffraction pattern.
Mathematical analysis of the experimental data yields regression equations describing the dependence of the plasticity on the deformation temperature for all the zones of the continuous-cast billet (Fig. 1). We find that, in the two zones closest to the surface, the dependence of the plasticity on the deformation temperature may be described by second-order polynomials, with a distinct maximum, except within a single range: at 1000–1100°C, the dependence is described by a second-order polynomial with a distinct minimum (Figs. 1a and 1b). Closer to the center, the dependence of the plasticity on the deformation temperature may satisfactorily be described by second-order polynomials, with a distinct maximum over the whole range 900–1200°C (Figs. 1c and 1d).
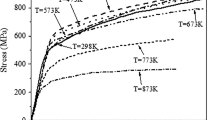
The experiments with E76KhSF rail steel show that, with increase in deformation temperature, the resistance to plastic deformation declines exponentially (Fig. 4). The absolute resistance to deformation declines on moving away from the billet surface, once again on account of the larger grains in the steel and the higher concentration of nonmetallic impurities in the central zone. Increase in grain size is accompanied by decrease in total area of the grain boundaries. That decreases the obstacles to extension of the grains in deformation and improves the access of dislocations to the grain boundaries. In turn, the nonmetallic inclusions effectively block the intragrain slip at all temperatures and strain rates [22].

Dependence of the resistance to plastic deformation of E76KhSF rail steel billet on the deformation temperature at strain rates of 1 (a) and 10 (b) s–1 at the surface (1) and at a depth of 50 mm (2).
Decrease in the resistance to deformation from the surface layers to the center of the billet is observed at any strain rate. However, the absolute resistance to deformation increases considerably with increase in the strain rate from 1 to 10 s–1 (Fig. 4). Note that considerable influence of the strain rate on the resistance to plastic deformation was also noted for rail steel of similar composition in [23–25].
The influence of the strain rate on the resistance to plastic deformation may be explained in that increase in strain rate accelerates hardening processes associated with the increase in the density of dislocations and point defects and with increase in internal frictional forces [26, 27]. The rate of softening processes remains the same.
PRACTICAL APPLICATIONS
The plots of the plasticity and the resistance to plastic deformation against the deformation temperature in Figs. 1 and 4 provide the theoretical basis for the improvement of billet heating in the rolling shop and for the design of rail-rolling systems. On that basis, it is expedient to select the billet temperature and to redistribute billet reduction among the passes so as to maximize the reduction in the range 1100–1150°C where the plasticity is a maximum and to minimize rolling in the range 1025–1075°C where the plasticity is a minimum.
In addition, given the complexity of the grooves in rail rolling, we must take account of the nonuniform distribution of plasticity between the surface and axis of the billet. That is especially important for grooves shaping the individual elements of the rail profile (head, neck, base), where the distribution of the reduction over the groove width is least uniform. The potential increase in the reduction is limited by the permissible loads on the mill equipment, including the drives of the individual stands. These loads are determined by the rolling force, which, in turn, is directly proportional to the resistance to plastic deformation.
On the basis of the dependence of the steel’s resistance to plastic deformation on the deformation rate and temperature, the change in the loads on the equipment with redistribution of the reduction among the passes may be assessed. That permits the avoidance of elevated equipment wear and decreases the risk of accidents.
The experimental results regarding the plasticity and deformability of the alloy rail steels are verified by means of industrial trials of the modified production conditions for long R65 E76KhF steel rails on the universal rail and beam mill at AO EVRAZ ZSMK. The proposed modification is to decrease the billet temperature from 1200 to 1170–1180°C and to use fewer passes in the reduction stands. As a result, the billet is rolled in the shaping grooves at the temperature corresponding to maximum plasticity (around 1100°C). Oscillographic data show that, in such intensified rolling conditions, the torques on the motor shafts in the reduction stands are within the permissible range. That indicates that the predicted resistance to plastic deformation is satisfactory.
The new rolling conditions result in lower rejection rates of the rails for surface defects. This confirms that the new rolling temperatures are advantageous. In addition, the trials indicate decrease in the fuel consumption for billet heating and in the energy consumption for rolling, while the productivity is increased.
In economic terms, the new heating and rolling conditions in rail production are expected to provide savings of 120 million rub/yr.
CONCLUSIONS
On the basis of experimental data, we have established the influence of the rolling speed and temperature on the plasticity and resistance to deformation of continuous-cast E76KhF and E76KhSF rail steel billet.
Mathematical analysis of the experimental data yields regression equations that may be used in practice to predict the plastic and deformational properties of E76KhF and E76KhSF alloy rail steels, in specified rolling conditions. Those equations provide the basis for the development of new billet-heating conditions and new systems for rail rolling. Their validity is confirmed by industrial trials of new production conditions for rails on the universal rail and beam mill at AO EVRAZ ZSMK.
REFERENCES
Dimatteo, A., Lovicu, G., DeSanctis, M., and Valentini, R., Effect of temperature and microstructure on hot ductility properties of a boron steel, Proc. 4th Int. Conf. on Crack Paths (CP 2012), Gaeta, 2012, pp. 131–138.
Jansto, S.G., Effect of melting and casting parameters on the hot ductility behavior of Nb-bearing beams, billets and slabs, Steel Transl., 2011, vol. 41, no. 9, pp. 711–718.
López-Chipres, E., Mejía, I., Maldonado, C., Bedolla-Jacuinde, A., and Cabrera, J.M., Hot ductility behavior of boron microalloyed steels, Mater. Sci. Eng., A, 2007, vols. 460–461, pp. 464–470.
Banks, K.M., Tuling, A., Klinkenberg, C., and Mintz, B., The influence of Ti on the hot ductility of Nb containing steels, Mater. Sci. Technol., 2011, vol. 27, no. 2, pp. 537–545.
Mintz, B., The influence of composition on the hot ductility of steel and to the problem of transverse cracking, ISIJ Int., 1999, vol. 39, no. 9, pp. 833–855.
Yang, B., Degischer, H.P., Presslinger, H., Xia, G., and Reisinger, P., Influence of chemical composition on high temperature tensile properties of carbon steels, BHM, Berg-Huettenmaenn. Monatsh., 2005, vol. 150, no. 9, pp. 313–320.
Crowther, D.N., The effects of microalloying elements on cracking during continuous casting, Proc. Int. Symp. on Vanadium Application Technology, Beijing: Vanitec, 2001, pp. 99–131.
Gladkovskii, S.V., Potapov, A.I., and Lepikhin, S.V., Study of resistance to deformation of EP679 martensitic-aging steel, Diagn., Resour. Mech. Mater. Struct., 2015, no. 4, pp. 18–28.
Konovalov, A.V., Smirnov, A.S., Parshin, V.S., Dronov, A.I., Karamyshev, A.P., Nekrasov, I.I., Fedulov, A.A., and Serebryakov, A.V., Study of the resistance of steels 18KhMFB and 18Kh3MFB to hot deformation, Metallurgist, 2015, vol. 59, no. 11, pp. 1118–1121.
Konovalov, A.V. and Smirnov, A.S., Viscoplastic model for the strain resistance of 08Kh18N10T steel at a hot-deformation temperature, Russ. Metall. (Engl. Transl.), 2008, vol. 2008, no. 2, pp. 138–141.
Hildenbrand, A., Molinari, A., and Baczynski, J., Self-consistent poly crystal modeling of dynamic recrystallization during the shear deformation of a Ti IF steel, Acta Mater., 1999, vol. 47, no. 2, pp. 447–460.
Marx, E., Simulation of primary recrystallization, Acta Mater., 1999, vol. 47, no. 4, pp. 1219–1230.
Manonukul, A. and Dunne, N., Dynamic recrystallization, Acta Mater., 1999, vol. 47, no. 7, pp. 4339–4354.
Ding, R. and Guo, Z.X., Microstructural modeling of dynamic recrystallization using an extended cellular automaton approach, Comput. Mater. Sci., 2002, vol. 23, pp. 209–218.
Goetz, R.L. and Seetharaman, V., Modeling dynamic recrystallization using cellular automata, Scr. Mater., 1998, vol. 38, no. 3, pp. 405–413.
Getmanets, V.V. and Shevchuk, V.Ya., Ratsional’nye rezhimy raboty blyuminga (Rational Modes of Blooming), Moscow: Metallurgiya, 1990.
Chekmarev, A.P., Pavlov, V.L., Meleshko, V.I., and Tokarev, V.A., Teoriya prokatki krupnykh slitkov (Theory of Large Ingots Rolling), Moscow: Metallurgiya, 1968.
Dzugutov, M.Ya., Plastichnost’ i deformiruemost’ vysokolegirovannykh stalei i splavov (Plasticity and deformability of high-alloyed steels and alloys), Moscow: Metallurgiya, 1990.
Birza, V.V. and Birza, A.V., Steel classification according to plasticity limit under forming, Stal’, 2010, no. 7, pp. 66–71.
Simachev, A.S., Oskolkova, T.N., and Temlyantsev, M.V., Influence of nonmetallic inclusions in rail steel on the high-temperature plasticity, Steel Transl., 2016, vol. 46, no. 2, pp. 112–114.
Golubtsov, V.A., Shubya, L.G., and Usmanov, P.G., Out-of-furnace processing and modification of steel, Chern. Metall., Byull. Nauchno-Tekh. Ekon. Inf., 2006, no. 11, pp. 47–51.
Gubenko, S.I., Parusov, V.V., and Derevyanchenko, I.V., Nemetallicheskie vklyucheniya v stali (Non-Metallic Inclusions in Steel), Dnepropetrovsk: Art Press, 2005.
Umanskii, A.A., Golovatenko, A.V., and Kadykov, V.N., Development of theoretical basis of determining energy-power parameters of rolling at implementation of new grades of rail steel, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 2017, vol. 60, no. 10, pp. 804–810.
Umansky, A.A., Dumova, L.V., Golovatenko, A.V., and Kadykov, V.N., Development of mathematical models and methods for calculation of rail steel deformation resistance of various chemical composition, IOP Conf. Ser.: Mater. Sci. Eng., 2016, vol. 150. https://iopscience.iop.org/article/10.1088/1757- 899X/150/1/012029/pdf. Accessed December 20, 2018.
Umanskii, A.A., Golovatenko, A.V., and Kadykov, V.N., Improving rail rolling modes in crimping stands of the universal rail and structural steel mill, Chern. Met., 2016, no. 11, pp. 16–21.
Gulyaev, A.P. and Gulyaev, A.A., Metallovedenie (Metal Science), Moscow: Al’yans, 2012.
Lakhtin, Yu.M. and Leont’eva, V.P., Materialovedenie (Materials Science), Moscow: Al’yans, 2013.
Funding
Financial support was provided by the Russian Ministry of Education and Science (project no. 11.6365.2017/8.9.
The research was conducted at Siberian State Industrial University using equipment at the Materialovedenie Collective-Use Center.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by Bernard Gilbert
About this article

Cite this article
Umanskii, A.A., Golovatenko, A.V., Simachev, A.S. et al. Plasticity and Deformability of Alloy Rail Steels at Rolling Temperatures. Steel Transl. 49, 384–389 (2019). https://doi.org/10.3103/S0967091219060111
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091219060111