
Abstract
Radial bamboo strips are being widely used for structural applications due to the higher yield and high strength. However, there was a sharp taper at the top of bamboo which made nodal diaphragm removed incompletely during the process of stripping. The residual bump could bring about poor bonding strength between adjacent radial bamboo strips. In addition, the traditional radial bamboo strips should be weaved before the next step of processing, which caused a lot of material wastes and consumed a lot of labor and time. In order to address these problems, a novel lumber product made of laminated radial bamboo slices was developed by the proper arrangement of core layer and surface layer. The major and minor directions of a panel were defined as the parallel- and perpendicular-to-its arrangement ones in the core layer, respectively. It was found that (1) the layups with double-layer bamboo mats and radial bamboo slices could produce better mechanical properties. The effective modulus of elasticity in major and minor direction was about 7032.5 MPa and 5016.0 MPa, respectively. The effective modulus of rupture in major and minor direction was about 81.0 MPa and 43.6 MPa, respectively; (2) the density distribution tended to be uniform, with a density of about 0.7 g/cm3 that was lower than other similar bamboo-based materials (about 1.0 g/cm3); and (3) the failures occurred in bamboo slices rather than along the bond lines, suggesting good bond quality achieved in this study.
Similar content being viewed by others


Introduction
Bamboo is a special kind of herbaceous plant. They are distributed mainly in the tropics, while naturally in the sub-tropical and temperate regions. Bamboo forests play an important role in the global carbon cycle. Bamboo has played an essential role in people's daily life since ancient times [1,2,3]. Facing the rapid loss of high-quality timber resources in recent years, bamboo has rapidly become a new substitute for wood, with its excellent mechanical properties and low price, which is widely used in various fields such as household and building materials [4,5,6]. Bamboo has the advantages of good toughness and fast growth, which is often used as the base material of composite materials in different ways [7,8,9].
Bamboo is a kind of hollow tubular structure, which is difficult to use in engineering. In recent years, researchers have processed bamboo into sheet-shaped, strip-shaped or sliver-shaped structural units, which makes bamboo better used in engineering similar to wood [10, 11]. At present, the common bamboo-based (non-)structural materials mainly include bamboo mat plywood, bamboo curtain plywood, bamboo particleboard, laminated bamboo lumber and laminated bamboo composite lumber and others [12]. With their excellent properties, the bamboo-based materials quickly occupy a large number of markets, and are widely used in furniture, construction and other industries with considerable benefits.
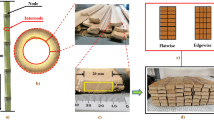
Bamboo epidermal layer (yellow side) and bamboo waxy layer (green side) has the poor bonding performance, which has been removed in some processing. As a result, it is much more costly to produce. In recent years, the appearance of radial bamboo strips could provide a new approach to solve this problem. Bamboo green and yellow sides could not be removed, which simplifies the production processing as well as meets the national standards [13]. However, there was a sharp taper at the top of bamboo which made nodal diaphragm removed incompletely during the process of stripping. The radial bamboo strips with residual bumps could not come close enough together to achieve good bonding strength (Fig. 1), which was one of the critical problems to be solved.

The shape of radial bamboo strip close to top of bamboo
Moreover, the bamboo processing businesses are mainly distributed in Asia and some Latin American countries based on labor intensive, which has brought great opportunities for the bamboo industrial development and employment in the local area [14]. Due to the low degree of automation in the production of traditional bamboo-based units (such as bamboo curtain and bamboo mat), some procedures rely on manual operation, which results in higher demand for labor [15, 16].However, the bamboo-working industries are facing tremendous burden due to the unceasing promotion of our country resident per capita national income. Therefore, it is imperative to improve automation or simplify the production processes [17,18,19].
Thereby taking radial bamboo strips as main units, a new type of overlaid laminated bamboo lumber was developed without the manual weaving process of bamboo curtain, resulting in a high production efficiency and reduction of labor costs. It would become an effective alternative for steel or wood-based formwork to deal with restriction of deforestation and carbon emission reduction.
Materials and methods
Specimen preparation
The materials used to fabricate the overlaid laminated bamboo lumber were radial moso bamboo (Phyllostachys edulis) strips of a thickness of 2.0 ± 0.5 mm, moso bamboo mats interlacing wove from bamboo slivers of a thickness of 1.0 ± 0.2 mm, poplar (Populus euramevicana cv.) veneer of a thickness of 1.0 ± 0.2 mm, and phenol–formaldehyde (PF) resin adhesive, which were provided by Fujian Heqichang Bamboo Industry, Fujian Province, China. Radial bamboo strips were made of 3- to 4-year-old moso bamboo after radial cutting three times by a special bamboo stripping machine provide by Yucheng Machinery Works, Hunan Province, China. Then, the radial bamboo strips were further cut into radial bamboo slices with a thickness of 1.0 ± 0.2 mm by a bamboo slicing machine provided by Xingtai Guangxu Machinery Plant, Guangdong Province, China at about 95% volume recovery (Fig. 2). The longitudinal length of radial bamboo strips and slices were slightly longer than the panel length in accordance with major direction.

Flow diagram of manufacturing radial bamboo slices
The yield of radial bamboo units (strips and slices) reached as high as 90% or more. In the actual production, radial bamboo strips should be wove into bamboo curtains in order to obtain the good mechanical properties, which consumed a huge amount of human and material resources. Prior studies suggested that radial bamboo units could not be wove by reforming the layups. The radial bamboo units, bamboo mats and poplar veneers with a moisture content of 10–12% were soaked in PF resin adhesive with solid content of 29% for 3 min. After that, the impregnated radial bamboo units were placed vertically for 5 min, and then placed in an oven to dry to 7–8% water content at 60 ± 2 ℃. Then, two different core layers and three different surface layers were prepared for layups (Table 1 and Fig. 3). The radial bamboo units were randomly and directionally assembly parallel to the longitudinal direction. The overall process is illustrated in Fig. 4.

A schematic layup used for making overlaid laminated bamboo lumber

Technological process
The overlaid laminated bamboo lumber was manufactured by a so-called “cold in and cold out” hot pressing method. The “cold in and cold out” meant that the temperature of the heating platen should not exceed 50 ℃ at the stage of feeding and discharge. The pre-assembly mat was put in the press, held at 130 ℃ and 1.1 MPa for 10 min, and then taken out after opening the hot platen. All specimens were kept at a relative humidity of 65 ± 5% and a temperature of 20 ± 3 ℃ until the constant weight was reached.
Testing properties
The physical and mechanical properties of overlaid laminated bamboo lumber were tested according to the standard GB/T17656-2018 [20]. The tested properties include density, elasticity and strength. 6 specimens for density from the edge and middle of each panel were 50 ± 1 mm in length and width, which should be conditioned at a relative humidity of 65 ± 5% and at a temperature of 20 ± 2 ℃ until specimens reach equilibrium. The weight and dimensions of the specimen should be measured to three significant figures. Then the density was equal to the specific gravity. The bending test used, number of replicates, and loading rate are given in Table 2. The span of each test should be established in order to maintain a span-to-thickness ratio of 20. Both rounded supports were used, with a diameter of the rounded portion being 15 ± 0.5 mm. The top surface of a specimen should be loaded at the center of the span with a uniform loading rate through a round loading block with a diameter of 30 ± 0.5 mm. The effective modulus of elasticity (MOEeff) and effective modulus of rupture (MOReff) parallel and perpendicular to the major strength direction of the specimen are given by Eqs. (1) and (2). The “eff” was the abbreviation for “effective”, which meant the outliers have been wiped off:
where b is the width (mm) of a specimen in the dry condition, t is the thickness (mm) of the specimen in the dry condition, l is the span (mm), P is the maximum load (N), Δf/Δs is the slope (N/mm) of the straight line portion of a load–deflection curve. S’eff is the abbreviation of MOReff, and Eeff is the abbreviation of MOEeff.
Results and discussion
Density
Figures 5 and 6 show the average values and coefficient of variation (C.V.) of density of six specimen at a group. It could be seen from the figure that the density with radial bamboo slices was significantly higher than that with radial bamboo strips. This was because the radial bamboo slices were easier to split when subjected to a shear stress under pressure. The splitting parts filled the space caused by bump between radial bamboo slices [21,22,23]. Simultaneously, the porosity of the core layer decreased obviously which could improve density distribution uniformity (Fig. 6) [24, 25]. There were also some differences in density among the three different surface layers. The density of group B specimens applying bamboo mats as the surface layer was the highest, then group A specimens using bamboo mat and poplar veneer and group C specimens utilizing poplar veneers in turn. The density of poplar veneer was lower than that of bamboo mat resulting in lower density of panels. When the density of surface layer and core layer was similar, the density of surface layer had a weaker effect on the density of panel which was made from radial bamboo slices [26, 27].

Density of different layups. Note group A consists of poplar veneer and bamboo mat as surface layer. Group B consists of two bamboo mats as surface layer. Group C consists of two poplar veneers as surface layer

C.V. of different layups. Note group A consists of poplar veneer and bamboo mat as surface layer. Group B consists of two bamboo mats as surface layer. Group C consists of two poplar veneers as surface layer
MOEeff and MOReff
Figure 7 shows the MOReff and MOEeff test results of the specimens. On the whole, the layups of specimen ID 1-B, 2-B and 2-C met standard requirements, which could be used as the concrete formwork. In the major direction, the MOReff and MOEeff of specimens with radial bamboo slices were higher than that with radial bamboo strips no matter which surface layers were adopted. The MOEeff of specimen ID 1-A and 1-C layups in the major direction did not in accordance with the standard. The MOEeff of specimen ID 1-B layup in the major direction met the national standard due to the interlace weave pattern of bamboo mat, which enhanced the elastic modulus of the board [28, 29]. However, MOEeff in major direction increased with increasing layers of bamboo mat. It might be because the static bending strength of poplar veneer was lower than that of bamboo mat [30, 31]. It should be noted that the MOEeff of specimen ID 2-A layup in minor direction was in line with the requirement of national standard in the major direction, and that in major direction was in accordance with the national requirement in minor direction. This could be caused by the two-ply poplar veneers on the surface, whose textures were perpendicular to the major direction [26, 32, 33].

MOReff and MOEeff of different layups in major and minor direction. Note “ ↔ ” means the baseline of standard GB/T17656-2018 [20]. Error bar indicates the C.V. of MOReff and MOEeff
Failure modes
Figure 8 illustrates the description of all the specimen failure during testing. On the minor direction, all the specimens started cracking from the tension side, then the cracks propagated through the core layer, and finally fractured in the form of splintering tension that was independent on the direction of specimens. The difference was that the cracks extend across the bamboo units of panels with radial bamboo slices, but the fracture was along with the bond line in panels with radial bamboo strips. On the major direction, the specimens also started cracking from the tension side. However, the cracks propagated through the bamboo units of panels with radial bamboo slices, and finally fractured in the form of cross-grain tension. For the panels with radial bamboo strips, the failure line spreads along with the bond line and finally presented as the form of simple tension [34].

Observed failure types in the specimens at the major and minor strength directions during bending testing
Conclusions
Based on the above results and discussion, the following key conclusions could be drawn:
-
1.
After slicing of radial bamboo strips, the MOReff and MOEeff of the overlaid laminated bamboo lumber specimens with double-layer bamboo mats were 81.0 MPa and 7032.5 MPa in the major strength direction, respectively, which were 2.6% and 12.0% higher than that made by radial bamboo strips and double-layer bamboo mats. However, the MOReff and MOEeff in the minor strength direction were 43.6 MPa and 5016.0 MPa, which were 4.8% higher and 20.6% lower than that made by radial bamboo strips and double-layer bamboo mats. Overall, they all met the required values stipulated in the standard.
-
2.
The density was 0.699 g/cm3, with a low C.V., which could improve the dimensional stability of panels. Three layups, namely specimen ID 2-B 2-C and 1-B met the required value stipulated in the standard. Moreover, the specimen ID 2-B was preferable with high strength and stability.
-
3.
The failure types were found in the form of splintering tension. The failure of the overlaid laminated bamboo lumber specimens made by radial bamboo slices appeared in the bamboo slices, but the crack(s) occurred in the bond lines for panels made by radial bamboo strips.
This study showed that it was feasible to fabricate the concrete formwork with the radial bamboo strips or slices as sandwich layer without weaving bamboo curtains, which could contribute to the reduction of the production cost effectively and the modernization of bamboo industry.
Availability of data and materials
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
Abbreviations
- PF:
-
Phenol–formaldehyde
- MOEeff:
-
Effective modulus of elasticity
- S’eff:
-
MOReff
- MOReff:
-
: Effective modulus of rupture
- Eeff:
-
MOEeff
- C.V.:
-
Coefficient of variation
- b:
-
Width of specimen in the dry condition
- t:
-
Thickness of specimen in the dry condition
- l:
-
Span
- P:
-
Maximum load
- Δf/Δs:
-
Slope of the straight line portion of a load–deflection curve
References
Scurlock JMO, Dayton DC, Hames B (2000) Bamboo: an overlooked biomass resource? Biomass Bioenergy 19:229–244. https://doi.org/10.1016/S0961-9534(00)00038-6
Song XZ, Zhou GM, Jiang H, Yu SQ, Fu JH, Li WZ, Wang WF, Ma ZH, Peng CH (2011) Carbon sequestration by Chinese bamboo forests and their ecological benefits: assessment of potential, problems, and future challenges. Environ Rev 19:418–428. https://doi.org/10.1139/A11-015
Marland ES, Stellar K, Marland GH (2010) A distributed approach to accounting for carbon in wood products. Mitig Adapt Strateg Glob Change 15:71–91. https://doi.org/10.1007/s11027-009-9205-6
Atanda J (2015) Environmental impacts of bamboo as a substitute constructional material in Nigeria. Case Study Constr Mater 3:33–39. https://doi.org/10.1016/j.cscm.2015.06.002
Manandhar R, Kim J, Kim J (2019) Environmental social and economic sustainability of bamboo and bamboo based construction materials in buildings. J Asian Archit Build 18(2):49–59. https://doi.org/10.1080/13467581.2019.1595629
Nurdiah EA (2016) The potential of bamboo as building material in organic shaped buildings. Proced Social Behav Sci 216:30–38. https://doi.org/10.1016/j.sbspro.2015.12.004
Song W, Zhao F, Yu XF, Wang CC, Wei WB, Zhang SB (2015) Interfacial characterization and optimal preparation of novel bamboo plastic composite engineering materials. BioResources 10:5049–5070. https://doi.org/10.15376/biores.10.3.5049-5070
Okubo K, Fujii T, Yamamoto Y (2004) Development of bamboo-based polymer composites and their mechanical properties. Compos Part A Appl S 35:377–383. https://doi.org/10.1016/j.compositesa.2003.09.017
Wei Y, Ji XW, Duan MJ, Li GF (2017) Flexural performance of bamboo scrimber beams strengthened with fiber-reinforced polymer. Constr Build Mater 142:66–82. https://doi.org/10.1016/j.conbuildmat.2017.03.054
Mahdavi M, Clouston PL, Arwade SR (2011) Development of laminated bamboo lumber: review of processing, performance, and economical considerations. J Mater Civil Eng 23:1036–1042. https://doi.org/10.1061/(ASCE)MT.1943-5533.0000253
Verma CS, Sharma Naresh Kr, Chariar VM, Maheshwari S, Hada MK (2014) Comparative study of mechanical properties of bamboo laminae and their laminates with woods and wood based composites. Compos Part B Eng 60:523–530. https://doi.org/10.1016/j.compositesb.2013.12.061
Guan X, Yin HN, Liu XS, Wu QR, Gong M (2018) Development of lightweight overlaid laminated bamboo lumber for structural uses. Constr Build Mater 188:722–728. https://doi.org/10.1016/j.conbuildmat.2018.08.107
Deng JC, Li HD, Wang G, Chen FM, Zhang WF (2015) Effect of removing extent of bamboo green on physical and mechanical properties of laminated bamboo-bundle veneer lumber (BLVL). Eur J Wood Wood Prod 73:499–506. https://doi.org/10.1007/s00107-015-0897-x
Gupta A, Kumar A (2008) Potential of bamboo in sustainable development. Asia Pac Bus Rev 4:100–107. https://doi.org/10.1177/097324700800400312
Vogtländer J, van der Lugt P, Brezet H (2010) The sustainability of bamboo products for local and Western European applications LCAs and land-use. J Clean Prod 18:1260–1269. https://doi.org/10.1016/j.jclepro.2010.04.015
Osses T, Kies U, Schulte A (2013) Regional shifts of employment growth in the European wood-based panel and furniture industries. Int Forest Rev 15:82–97. https://doi.org/10.1505/146554813805927165
Wang MY (2010) The rise of labor cost and the fall of labor input: has China reached Lewis turning point? China Econ J 3:137–153. https://doi.org/10.1080/17538963.2010.511905
Li S, Wan HY (2017) China’s rising labor cost: myths and realities. China Econ 12:58–79
Jiang SX, Zhang QS, Jiang SH (2002) On structure, production, and market of bamboo-based panels in China. J For Res 13:151–156
GB-T 17656 (2018) Plywood for concrete form. Chinese Standards Press of China, Beijing
Kubojima Y, Inokuchi Y, Suzuki Y, Tonosaki M (2010) Shear modulus of several kinds of Japanese bamboo obtained by flexural vibration test. J Wood Sci 56:64–70. https://doi.org/10.1007/s10086-009-1047-z
Srivaro S (2018) Potential of three sympodial bamboo species naturally growing in Thailand for structural application. Eur J Wood Prod 76:643–653. https://doi.org/10.1007/s00107-017-1218-3
Lorenzo R, Godina M, Mimendi L, Li HT (2020) Determination of the physical and mechanical properties of moso, guadua and oldhamii bamboo assisted by robotic fabrication. J Wood Sci 66:20–30. https://doi.org/10.1186/s10086-020-01869-0
Sumardi I, Ono K, Suzuki S (2007) Effect of board density and layer structure on the mechanical properties of bamboo oriented strandboard. J Wood Sci 53:510–515. https://doi.org/10.1007/s10086-007-0893-9
Vesel A, Mozetic M, Strnad S, Persin Z, Stana-Kleinschek K, Hauptman N (2010) Plasma modification of viscose textile. Vacuum 84:79–82. https://doi.org/10.1016/j.vacuum.2009.04.028
Murata K, Nakano M, Miyazaki K, Yamada N, Yokoo Y, Yokoo K, Umemura K, Nakamura M (2021) Utilization of Chinese fast-growing trees and the effect of alternating lamination using mixed-species eucalyptus and poplar veneers. J Wood Sci 67:1–8. https://doi.org/10.1186/s10086-020-01937-5
Dixon PG, Ahvenainen P, Aijazi AN, Chen SH, Lin S, Augusciak PK, Borrega M, Svedström K, Gibson LJ (2015) Comparison of the structure and flexural properties of moso guadua tre gai bamboo. Constr Build Mater 90(11):17. https://doi.org/10.1016/j.conbuildmat.2015.04.042
Ashaduzzaman M, Rana R, Khan MNH, Shams MI (2011) Suitability of muli bamboo (Melocanna baccifera) for making bamboo mat plywood. Bangladesh J Sci Ind Res 46:543–548. https://doi.org/10.3329/bjsir.v46i4.9605
Li H, Wang BJ, Wang LB, Wei PX, Wei Y, Wang PZ (2021) Characterizing engineering performance of bamboo-wood composite cross-laminated timber made from bamboo mat-curtain panel and hem-fir lumber. Compos Struct 266:1–13. https://doi.org/10.1016/j.compstruct.2021.113785
Huang ZJ, Sun YM, Musso F (2017) Experimental study on bamboo hygrothermal properties and the impact of bamboo-based panel process. Constr Build Mater 155:1112–1125. https://doi.org/10.1016/j.conbuildmat.2017.08.133
Haouzali HE, Marchal R, Bleron L, Sahban FK, Butaud JC (2020) Mechanical properties of laminated veneer lumber produced from ten cultivars of poplar. Eur J Wood Wood Prod 78:715–722. https://doi.org/10.1007/s00107-020-01546-5
Zhang YH, Qi Y, Huang YX, Yu YL, Liang YJ, Yu WJ (2018) Influence of veneer thickness, mat formation and resin content on some properties of novel poplar scrimbers. Holzforschung 72:673–680. https://doi.org/10.1515/hf-2017-0188
Haouzali HE, Marchal R, Bléron L, Sahban FK, Butaud JC (2020) Mechanical properties of laminated veneer lumber produced from ten cultivars of poplar. Eur J Wood Wood Prod 78:715–722. https://doi.org/10.1007/s00107-020-01546-5
Shaler SM (1991) Comparing two measures of flake alignment. Wood Sci Technol 26:53–61. https://doi.org/10.1007/BF00225691
Acknowledgements
Not applicable.
Funding
This study was supported by Forestry Promotion Project of Fujian Province in China [Grant #: 2021TG13].
Author information
Authors and Affiliations
Contributions
XG and HNY did the study on the layups of overlaid laminated bamboo lumber without the manual weaving process of bamboo curtain, and were major contributors in writing the manuscript. CL and WHZ performed the mechanical testing of the overlaid laminated bamboo lumber, and were the major contributors in drawing images. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
This article is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
About this article

Cite this article
Guan, X., Yin, H., Lin, C. et al. Effect of layups on the mechanical properties of overlaid laminated bamboo lumber made of radial bamboo slices. J Wood Sci 68, 40 (2022). https://doi.org/10.1186/s10086-022-02047-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s10086-022-02047-0