
Abstract
To satisfy the requirements for the precise formation of large-scale high-performance lightweight components with inner ring reinforcement, a new multidirectional loading rotary extrusion forming technology is developed to match the linear motion with the rotary motion and actively increases the strong shear force. Its principle is that the radial force and rotating torque increase when the blank is axially extruded and loaded. Through the synergistic action of axial, radial, and rotating motions, the orderly flow of metal is controlled, and the cumulative severe plastic deformation (SPD) of an “uplift-trowel” micro-area is generated. Consequently, materials are uniformly strengthened and toughened. Simultaneously, through the continuous deformation of a punch “ellipse-circle,” a high reinforcement component is grown on the cylinder wall to achieve the high-quality formation of cylindrical parts or the inner-ring-reinforcement components. Additionally, the effective strain increases with rotation speed, and the maximum intensity on the basal plane decreases as the number of revolutions increase. The punch structure also affects the axial extrusion loading and equivalent plastic strain. Thus, the proposed technology enriches the plastic forming theory and widens the application field of plastic forming. Furthermore, the formed large-scale high-performance inner-ring-stiffened magnesium components have been successfully verified in aerospace equipment, thereby solving the problems of integral forming and severe deformation strengthening and toughening. The developed technology has good prospects for mass production and application.
Similar content being viewed by others
1 Introduction
Mg and its alloys have been applied in many fields, including the automobile, electronic equipment, and aerospace industries, owing to their low density and high specific stiffness [1,2,3,4]. Recently, much work has been conducted to explore high-strength Mg-rare-earth (Mg-RE) alloys by adding RE to pure Mg alloys [5]. Because Gd and Y have similar properties and atomic radii, Rokhlin et al. [6] replaced some portion of Gd with Y and developed a Mg-Gd-Y ternary alloy. Because of the interaction between the two RE elements, the solid solubilities of Gd and Y in Mg are reduced, and the precipitation kinetics of their supersaturated solid solutions are mutually affected, thereby greatly improving the strengthening effect [7]. With the increasing Y content in Mg-Gd alloy, the number of precipitates in the alloy increases significantly, and the effect of age hardening is gradually enhanced. Simultaneously, the peak strength of the alloy gradually increases and the plasticity gradually decreases with an increase in the Y content. Furthermore, the addition of Zn to Mg-Gd-Y-Zr alloy forms a long-period stacking ordered (LPSO) phase in the as-cast and heat-treated state [8,9,10,11]. Liu et al. [12] studied the effect of the Zn content on the microstructure and properties of Mg-5Y-4Gd-xZn-0.4Zr alloy. The results showed that adding 0.5 wt.% Zn to the alloy had the most obvious hardening effect on the alloy. The peak tensile strength (TS) and yield strength (YS) of the alloy in the T6 state were 370 MPa and 300 MPa, respectively.
Severe plastic deformation (SPD) methods, such as equal channel angular pressing (ECAP) [13, 14], repetitive upsetting extrusion (RUE) [15, 16], and multidirectional forging (MDF) [17, 18], require multiple passes to obtain a large accumulative strain. Furthermore, the uniformity depends on the multipass deformation with high machine cost. HPT and extrusion with a high extrusion ratio can only form thin and small samples. These two technologies have high equipment requirements and large extrusion forces. In the rotary extrusion method, the shear structure of the die results in a large effective strain during the deformation process, thereby significantly refining the grains. At the same time, the forming process is greatly reduced, the load required for rotary extrusion forming is effectively reduced, the die loss is slowed, and the material utilization rate is improved.
Relevant design research and engineering practice show that thin-walled high-reinforced Mg/Al alloy housings are structurally efficient and reliable and possess the integration of structure and function. These lightweight components are urgently needed for aerospace and national defense high-end equipment. Furthermore, they have become mainstream structural components for improving equipment combat technology indicators, energy conservation, and emission reduction [19].
These components have the structural characteristics of a large size, thin walls, high reinforcement (meeting the stiffness requirements), and a complex shape. At the same time, they should possess high uniform strength and toughness (the difference in the tensile strength in different directions/parts is less than 10%) and impact-bearing capacity.
Owing to the large-scale integration of the structure, the light weight of the thin wall, complex shape, and harsh performance requirements are coupled with the high notch sensitivity of high-strength Mg/Al alloys. Thus, welding and cutting methods cannot meet the product use requirements; therefore, integral plastic forming should be adopted.
Plastic deformation methods, especially the SPD technique, are the best methods for refining the grains of Mg/Al alloys and improving their mechanical properties such as strength, plasticity, toughness, and fatigue life [20]. Owing to the poor plasticity of high-strength Mg/Al alloys and the difficulty of metal flow in thin-walled and high-ribbed structures, the traditional plastic processing method not only has a large forming force, but is also difficult for tools and dies to bear. Furthermore, it is difficult to demold after high reinforcement is formed. Moreover, problems such as easy cracking, uneven deformation, and strong anisotropy are present. As a result, it is impossible to form high-performance thin-walled components with high reinforcement in the inner ring owing to the existence of many defects during the traditional process. Therefore, it is urgent to propose a new technology of the shape- and property-integrated control forming for thin-walled high reinforcement Mg/Al alloy housing [21].
2 Proposal of Multidirectional Loading Rotary Extrusion
Extrusion is a pressure processing method that uses a punch to pressurize a blank placed in a die to produce plastic flow and obtain the parts corresponding to the shape of the die hole or concave convex die [22]. The deformed metal is in the state of three-dimensional (3D) compressive stress during the extrusion process. The larger the extrusion ratio is, the stronger the 3D compressive stress is. It can be used for single large deformations of low-plasticity materials and can significantly improve their microstructure and mechanical properties. However, the anisotropy caused by large extrusion deformation can only be eliminated by reverse upsetting deformation. Owing to the limitation of the height–diameter ratio (H/D < 2.5), the anisotropy caused by extrusion is difficult to eliminate [23]. Moreover, for large thin-walled inner-ring high-ribbed components, the extrusion process cannot be applied because of the large extrusion-forming force and difficult demolding.
Spinning is a technique in which a metal plate-shaped or cylindrical blank is fixed at the tail of a rotary press die with an ejector rod and rotates together with the main shaft to make the rotary wheel squeeze the blank from the end. Consequently, the blank can be continuously deformed point-by-point to form thin-walled hollow parts. Although spinning can be used to form parts with inner ribs, it cannot form high-rib components (only ring ribs smaller than 8 mm can be formed). In particular, high-strength Mg/Al alloys with low plasticity are prone to cracks, fractures, and other defects, resulting in difficult formability of the inner-ring-high-reinforcement components [24].
Rotary extrusion was developed abroad and has progressed in different alloys, die structures, and forming theories. Its development has started late in China and is mainly concentrated in several universities, such as the Harbin Institute of Technology, Hefei University of Technology, and North University of China. Currently, the existing research on rotary extrusion worldwide can be roughly divided into two categories. (i) Surface friction: There is no substantial difference between punches with a concave die cavity and traditional extrusion die. The process of punch or concave die rotation depends on surface friction to achieve deformation [25,26,27,28]. Jahedi et al. [27] conducted torsional extrusion on commercial pure Al powder at 350 °C, and found that the shear stress during deformation had a significant impact on the porosity reduction and the density increase. In tensile and hardness tests, the samples showed high tensile limit and hardness values. Kong et al. [28] employed Pb under cyclic torsional extrusion, and Cu was stretched and deformed in the torsion die. The rotational movement of the die led to a decrease in the forming force, irrespective of whether the die was extruded or stretched. A higher die rotation speed and a lower die torsion frequency led to an increase in the degree of cycle softening. When the monotonic stretching process was combined with cyclic torsion, the steady-state stretching force in each cycle decreased. (ii) Depending on the spiral-structure cavity of the die, a spiral structure is designed in the die cavity. The metal flows along the spiral structure to increase the metal deformation distance and produce a torsion effect. In addition, deformation is increased by the accumulation of strain during the extrusion process [29, 30]. Salehi et al. [29] designed a square bending channel in a concave mold cavity and analyzed the deformation power of the alloy in a square mold cavity extrusion process using the upper-bound method. Furthermore, they analyzed the friction conditions and geometry of the mold cavity on its allowable velocity field. It was found that the geometry and process parameters of the mold cavity had a significant impact on the extrusion deformation mode and the required load. To obtain a relatively uniform deformation, the friction force should be small, and the length of the die should be controlled within a certain critical value. Otherwise, the velocity field would be disordered, and the power required for extrusion would increase. Lu et al. [30] designed a spiral structure at the extrusion port and tested it using AZ31 Mg alloy. Shear deformation at the extrusion port resulted in a large number of dynamic recrystallization (DRX) behaviors, refined grains, and improved basal texture.
Rotary extrusion is a method that increases the deformation shear stress to increase the shear strain, refine the grain, and improve material properties; however, it is unable to prepare large ingots or make large and complex components. Therefore, there is an urgent need for a processing technology to form high-performance inner rings and high-rib housing parts while strengthening and toughening materials under large deformations. On the basis of long-term research and combining the advantages of extrusion, spinning, and rotary extrusion, Professor Zhimin Zhang’s team at the North University of China has developed a new multidirectional loading rotary extrusion-forming technology that matches linear motion with rotary motion and actively increases the strong shear force. Che et al. [1] designed a shear groove structure on the working face of a punch and used the groove to realize shear deformation during the rotation process. The metal flowed at the bottom of the working face of the punch through the up-and-down flow mode, and torque was generated between the groove of the punch and the blank. The corresponding vertical bar groove was designed on the inner wall of the die to prevent relative sliding between the blank and die. In this way, the female die can drive the blank to rotate without sliding, which can maximize the torque utilization.
3 Definition, Connotation and Principle of Multidirectional Loading Rotary Extrusion
3.1 Definition of Multidirectional Loading Rotary Extrusion Technology
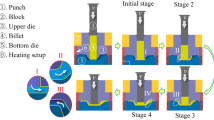
Multidirectional loading rotary extrusion is a new technology for realizing the precise formation of inner ring high-rib housing and further strengthening and toughening the materials. This method aims to increase the strong rotation torque based on the axial and radial loadings of the blank to achieve circumferential loading. Through the organic combination of the linear movement of the punch and the rotary movement of the die (with the blank), with the help of the “combined” or “open” punch to increase the strong shear force to the deformed metal, the metal is forced to flow orderly and produce SPD in the “micro-area” (marked in Figure 1). A schematic diagram of this technology is shown in Figure 1.

Schematic of multidirectional loading rotary extrusion
Compared with traditional backward extrusion, the increase in the strain value of rotary backward extrusion is mainly affected by “shear deformation” and “cumulative deformation.” On the one hand, the rotation of the open punch can cause the metal to undergo torsional deformation, and the blank will be subjected to shear deformation as well as compressive strain. Although relative sliding between the blank and punch is present and the torque generated by the punch cannot be transmitted to the blank, the strain of the alloy will still be significantly increased owing to the introduction of an external shear strain. On the other hand, the groove of the open punch can make the metal continuously complete the “bulge-leveling” flow. This promotes the metal in the contact area between the blank and open punch to realize the cyclic cumulative deformation during the rotary reverse extrusion process. In addition, rotary backward extrusion can promote the bottom metal to flow to the wall, eliminate the “deformation dead zone” in the bottom area of the traditional backward extrusion cup-shaped parts, and improve the overall strain and deformation uniformity of the cup-shaped parts.
3.2 Technical Connotation of Multidirectional Loading Rotary Extrusion
As a new forming technology, multidirectional loading rotary extrusion is significantly different from traditional forming methods, mainly in the following aspects:
-
(1)
The loading mode of the deformed body is changed. On the basis of the traditional axial and radial multidirectional loading, a strong rotating torque at the ton-meter level (400000 N·m has been realized) is added. This rotating torque not only overcomes the traditional surface friction but also produces the rotating torque required for the continuous deformation of the deformed metal “bulge-leveling” (as shown in Figure 2) and “circle–ellipse–circle” (as shown in Figure 3). As can be observed, the distribution of equivalent strain in rotary backward extrusion has three main characteristics: i) The cup-shaped parts can obtain larger equivalent strain; ii) the area of the plastic deformation in the rotating backward extrusion cup is larger; iii) the strain distribution between the inner and outer walls of the rotating backward extrusion cup-shaped parts is more uniform.
-
(2)
The motion mode of the equipment is changed. On the basis of the traditional axial and radial motions, rotary motion is added (as shown in Figure 1). The rotary motion has the characteristics of multistage variable speed, which can be organically combined with linear motion to adjust the radial and axial feed rates.
-
(3)
The stress state of the deformation zone changes. Without considering friction resistance, the traditional extrusion deformation is in a state of 3D compressive stress. Meanwhile, the multidirectional loading rotary extrusion actively increases the strong shear stress, making it become the extrusion deformation under the action of strong shear stress.
-
(4)
The structural form of the die changes. The punch transforms from an integral punch to two “combined” punches (which can be opened and closed, as shown in Figure 4(a)), or “open” curved surface with a certain shape (Figure 2(a)). The overall contact changes to a local contact, and the metal flow direction and deformation mode are controlled via the punch. Che et al. [1] conducted a detailed study of the rotary extrusion deformation of an open-slotted punch. It was found that the rotary extrusion could eliminate the deformation dead zone at the bottom of the traditional back extrusion punch, improve the metal fluidity and formability, and reduce the extrusion forming load by 31.3%, as compared with the back extrusion, by using AZ80 Mg alloy as the experimental material [1].

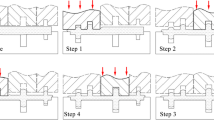
Schematic of the “bulge-trowel” deformation of an open punch

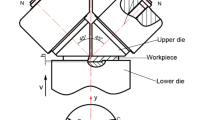
Schematics of the “circle–ellipse–circle” continuous deformation principle: (a) State before forming, (b) State of top die radial loading, (c) State of bottom die rotating, (d) State of finishing forming

Schematics of (a) multidirectional loading rotary extrusion two-lobe “combined” punch, (b) different punch structures
3.3 Two Functions of Multidirectional Loading Rotary Extrusion Technology
Function 1: The cumulative SPD and “spiral” flow can be obtained, and the uniform strengthening and toughening of materials can be realized through the combination of axial and rotary movement. This was realized using a certain shape at the bottom of the extrusion punch (similar to the structure shown in Figure 2(a)). Under the action of the extrusion axial force, the metal flows into the gap of the “open” punch to produce a “bulge.” Simultaneously, it is “smoothed” (Figure 2(c)) by relying on the shear stress generated by rotation. The continuous and reciprocating “bulge-leveled” produced cumulative SPD in the “micro-area” can refine the structure and significantly improve the mechanical properties of the materials [31, 32]. Meanwhile, the metal flow in the barrel of the extrusion is changed from linear flow to “spiral” flow in order to eliminate the anisotropy and achieve the uniform strengthening and toughening of the material [33].
Function 2: The metal in the wall is forced to flow radially and “grows” high reinforcement on the cylinder wall. The notch sensitivity is reduced, and the bearing capacity of the reinforcement on the combination of radial loading and rotary movement is improved. The punch composed of curves with a certain shape is divided into two lobes, as shown in Figure 3. Under the action of a radial force, the punch generates a radial movement. The punch changes from a circle to an ellipse, forcing the metal on the cylinder wall to flow radially and fill the rib. Simultaneously, the ellipse changes into a circle again, relying on rotational movement. With the continuous change of “circle–ellipse–circle,” the metal on the wall continuously flows radially and “grows” high ribs on the cylinder wall. After the inner ring reinforcement is formed, the two convex dies are retracted radially to complete the demolding. This can solve the problem that the inner high-reinforcement component cannot be formed integrally and realize the directional distribution of fiber tissue grows reinforcement on the thin wall. In addition, it can reduce the notch sensitivity and effectively improve the bearing capacity of the reinforcement.
4 Technical Characteristics of Multidirectional Loading Rotary Extrusion
Compared with traditional plastic forming methods, the multidirectional loading rotary extrusion technology has the following characteristics:
-
(1)
Ultrarefinement of the microstructure and directional distribution of the fiber structure of large-scale difficult-to-deform materials is realized, and the comprehensive performance of the components is improved.
The grain-refinement mechanisms of Mg alloys include continuous dynamic recrystallization (CDRX) and discontinuous dynamic recrystallization (DDRX) during rotary extrusion. Compared with conventional extrusion, the rotary extrusion method results in large tangential deformation and finer grains after DRX [34]. Figures 5 and 6 show the microstructural evolution of the rotary-extruded cylindrical parts and the effect of rotary extrusion forming on the alloy hardness, respectively. Among the pictures, Figure 5(a) shows the observation surfaces of the tube after CBE and RBE process, Figure 5(b) shows the EBSD image of the sample on 0 rad/s after CBE process, Figure 5(c) exhibits the EBSD image of the sample on 0.087 rad/s after RBE process, and Figure 5(d) inscribes the EBSD image of the sample on 0.87 rad/s after RBE process, where CBE represents conventional backward extrusion, RBE represents rotating backward extrusion. It can be found that the rotary extrusion can effectively refine grains, improve the microstructure distribution [35], and improve the comprehensive properties of products.
-
(2)
The material utilization and the production efficiency are effectively improved, and the energy consumption is reduced.
A large deformation can be achieved in a single pass using the rotary extrusion method. While realizing the formation of thin-walled cylindrical parts, the formation of high reinforcement through a single-pass uniform large deformation of rotary extrusion can be achieved. This new technology can reduce the subsequent machining sequence of components and effectively improve the production efficiency.
Figure 7 shows the structural diagram of the reinforced straight cylinder and conical cylinder before and after deformation; the gray part is the blank required for machining. It can be observed that the material utilization rate increases significantly with an increase in the formed rib height. Specifically, the material utilization rate can be increased by 10%–50% according to the different rib heights. Meanwhile, the machined components do not have a complete metal streamline, and their bearing capacity is lower than that of the extruded components. Therefore, the new technology not only solves the problem that traditional plastic processing cannot form highly reinforced inner ring members but also improves the bearing capacity and material utilization of the components.
-
(3)
Inhomogeneous deformation is effectively reduced, anisotropy is weakened, and component reliability is improved.
Traditional rotary extrusion relies mainly on friction to produce shear deformation. With an increase in friction, the degree of hindering metal flow increases, resulting in serious uneven deformation and a large forming force, further causing a large residual stress in the deformed body. As a result, the performance is inhomogeneous. Multidirectional loading rotary extrusion mainly forms cumulative SPD in the “micro-area” through the shear force generated by “uplift-troweling.” Moreover, the traditional linear flow is transformed into a spiral flow, weakening the anisotropy by changing the flow direction of the metal [33]. The experimental results show that [36] increasing the number of rotations can promote texture weakening. Figure 8 shows the pole figure (PF) on the (0001) basal plane of the bottom area of the AZ80 Mg alloy cup-shaped part under a deformation temperature of 573 K at different rotation cycles. As the number of rotation revolutions is increased, the basal texture of the alloy shows a decreasing trend, and the basal maximum texture intensity value decreases from 28.520 for N = 0 (0 rad/s) to 8.594 for the N = 50 sample (0.87 rad/s). There are T1 and T2 textures (as shown in Figure 8(a)), where T1 indicates that the c-axis is parallel to the extrusion direction, and the T2 texture indicates that the c-axis of the grain is perpendicular to the extrusion direction. The T1 texture is a typical compression texture, and the activation of the basal slip causes the basal plane of the grain to turn in a direction perpendicular to the external force. However, T2 only represents the grain direction of the tensile twins, which form an orientation difference angle of approximately 86° with the parent crystal. The aggregation of grains in these two directions leads to strong texture of the alloy. In the N = 5 sample (0.087 rad/s), only the T1 texture is formed, but the c-axis of most grains deflects around the extrusion direction, and the maximum deflection angle can reach 40°. The dispersion of the grain orientation reduces the texture strength (Figure 8(b)). A similar grain orientation is observed for the N = 50 sample. The maximum deflection angle of the grain c-axis in the extrusion direction is approximately 60°. The larger the deflection angle, the more dispersed is the texture. Finally, the sample with N = 50 exhibits the smallest base plane maximum intensity (Figure 8(c)). Therefore, increasing the number of revolutions can deflect the grain orientation of the alloy and promote texture weakening. Furthermore, the punch is not in full contact with the deformed metal, and the lubricant released slowly can be stored in its gap, which can play a positive role in lubrication and further reduce the nonuniformity of the deformation and residual stress.
-
(4)
The deformation degree is effectively improved, and the forming force is reduced.

(a) Observation surfaces, EBSD images of the sample of (b) 0 rad/s, (c) 0.087 rad/s, (d) 0.87 rad/s

Effect of rotary extrusion on alloy hardness

Structural drawings of the right-angle straight cylinder and conical cylinder with reinforcement before and after deformation: (a) Before machining, (b) After machining

Effect of the rotation revolutions on texture: a 0 rad/s, b 0.087 rad/s, c 0.87 rad/s
Changing the rotation speed or structural shape of the punch significantly affects the deformation degree and axial extrusion load of the component, which can overturn the process design of the deformation degree and forming force determined by the shapes of the blank and workpiece.
-
(i)
Rotation speed
The relative rotational speeds of the deformed body and punch affect the degree of deformation of the component. With an increase in the rotation speed, the equivalent plastic strain increases, and the axial extrusion load and rotational torque decrease accordingly (Figure 9 [37]).
-
(ii)
Structural shape
As shown in Figure 4(b), the structural shape of the punch changes, and the number of petals from punches 1 to 3 increases. The number of petals from punches 4 and 5 remains unchanged; however, the bulge angle increases. With an increase in the raised petals, that is, the area ratio of the concave part to the raised part, the average equivalent plastic strain of the component increases significantly. The axial extrusion load decreases, and the rotation moment increases accordingly (Table 1) [29].

Relationship between the rotation speed and the equivalent strain and load
According to the curve of the punch stroke and load (Figure 10), it can be concluded that the axial extrusion force of rotary extrusion is reduced compared with that of traditional extrusion for the same deformation, which is conducive to reducing die loss and equipment tonnage [33].

Stroke load curve of rotary extrusion and conventional backward extrusion punch (CBE: conventional backward extrusion, RBE: rotation backward extrusion)
5 Application of Multidirectional Loading Rotary Extrusion Technology
Yu et al. [38] combined the traditional back-extrusion deformation and torsional deformation and proposed a new rotational extrusion deformation method called rotating backward extrusion. The punch provided rotary motion but exhibited a complex axial feed motion during the RBE process. Under the action of an external load, the punch was axially extruded at a certain speed. Rotational speed can promote torsional deformation of the billet and finally produce a high-performance cup-shaped component. Moreover, unlike the traditional back-extrusion punch die, the punch in the rotating backward extrusion method is an open punch; that is, the end face of the punch is provided with a through groove. Bai [39] used a numerical simulation technology to explore the rotating backward extrusion process, and the results showed that, compared with traditional backward extrusion, the axial load of the punch was greatly reduced. The plastic deformation area was greatly expanded compared with that in traditional back extrusion. In addition, a helical fiber structure could be obtained using the rotating backward extrusion method. Simultaneously, the performance difference between the axial and circumferential directions of a cup-shaped member could be reduced. Yu et al. [40] demonstrated that the flow stress in the rotary extrusion method (100 MPa) was lower than that in the direct reverse extrusion method (180 MPa). In the stable extrusion stage, the equivalent stress was significantly reduced compared with that in the direct extrusion method, and the equivalent stress also decreased significantly with an increase in the number of rotation revolutions. Previous work on small samples via rotary extrusion provides valuable information for large Mg alloy high-rib conical housings, and the mechanical properties of the Mg alloy inner rib cylindrical part were listed in Table 2.
On the basis of improving the multidirectional loading rotary extrusion technology, the first 12500 × 40 N·m multidirectional loading rotary extrusion equipment at home and abroad is successfully developed (Figure 11). Two types of components, a straight cylinder and a conical cylinder with inner ring reinforcement, were formed successively using the above-mentioned technique (Figure 12). The largest rare-earth Mg alloy high-rib conical housing has been fabricated at home and abroad for the first time. The maximum rib height is 61.6 mm (existing 10 mm), height-to-thickness ratio is 5.2, bearing capacity of the rib is doubled, and mechanical 3D consistency is increased from less than 85% to 95%. And Figure 13 shows the multidirectional loading rotary extrusion forming equipment.

Mg alloy inner ring rib cylindrical part after multi-directional loading rotary extrusion

Comparison of absorbed-in-fracture energy of ring reinforcement formed by different methods

Multidirectional loading rotary extrusion forming equipment
The fatigue strength of the formed rare-earth Mg alloy component exceeds 135 MPa, and the anisotropy coefficient reaches 0.95. The mechanical properties of Rm ≥ 310 MPa and a ≥ 8% at room temperature, and Rm ≥ 410 MPa, a ≥ 21% at 250 °C can be obtained via a tensile test.
The fracture absorption work of the inner ring reinforcement of the formed part is more than twice that of the machined state (Figure 12), which is 12.5% higher than that of the parts without inner reinforcement. Among them, small-batch production of Mg alloy cone tube parts has been achieved, and the process is stable and reliable.
6 Conclusions
-
(1)
Multidirectional loading rotary extrusion technology is a new shape-control forming technology that integrates integral precision forming and SPD strengthening and toughening of large inner-ring reinforcement components, expanding the new field of plastic forming.
-
(2)
Multidirectional loading rotary extrusion technology can realize the cumulative SPD of large components in the “micro-zone” and effectively refine the microstructure. This is an effective way to improve the mechanical properties of components.
-
(3)
Multidirectional loading rotary extrusion technology changes the punch structural shape or rotation speed, significantly affects the deformation degree and forming load, and subverts the process design, in which the shapes of the blank and workpiece determine the deformation degree and forming force.
-
(4)
Multidirectional loading rotary extrusion technology can form complex components with ring reinforcement and has the characteristics of high performance, small load, and uniform deformation. It has a strong guiding significance and can serve as a reference for the formation of other complex components.
Availability of data and materials
The datasets supporting the conclusions of this article are included within the article.
References
X Che, Q Wang, B B Dong, et al. Numerical and experimental analysis of rotating backward extrusion as a new SPD process. Metals and Materials International, 2020, 26 (12): 1786-1796.
T G Langdon. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Materialia, 2013, 61: 7035-7059.
A A Roostaei, A Zarei-Hanzaki, H R Abedi, et al. An investigation into the mechanical behavior and microstructural evolution of the accumulative roll bonded AZ31 Mg alloy upon annealing. Materials & Design, 2011, 32: 2963-2968.
S M Fatemi-Varzaneh, A Zarei-Hanzaki. Accumulative back extrusion (ABE) processing as a novel bulk deformation method. Materials Science and Engineering A, 2009, 504: 104-106.
L L Rokhlin. Magnesium alloys containing rare earth metals: Structure and properties. London: Taylor and Francis, 2003.
L L Rokhlin, N I Nikitina. Magnesium-gadolinium and magnesium-gadolinium-yttrium alloys. Zeitschrift Für Metallkunde, 1994, 85 (12): 819-823.
J Wang, J Meng, D P Zhang, et al. Effect of Y for enhanced age hardening response and mechanical properties of Mg-Gd-Y-Zr alloys. Materials Science and Engineering A, 2007, 456 (1-2): 78-84.
S Zhang, G Y Yuan, C Lu, et al. The relationship between (Mg,Zn)3RE phase and 14H-LPSO phase in Mg-Gd-Y-Zn-Zr alloys solidified at different cooling rates. Journal of Alloys and Compounds, 2011, 509 (8): 3515-3521.
X Z Han, W C Xu, D B Shan. Effect of precipitates on microstructures and properties of forged Mg-10Gd-2Y-0.5Zn-0.3Zr alloy during ageing process. Journal of Alloys and Compounds, 2011, 509 (35): 8625-8631.
L Zheng, C M Liu, Y C Wan, et al. Microstructures and mechanical properties of Mg-10Gd-6Y-2Zn-0.6Zr (wt.%) alloy. Journal of Alloys and Compounds, 2011, 509 (35): 8832-8839.
X B Liu, R S Chen, E H Han. Effect of ageing treatment on microstructures and properties of Mg-Gd-Y-Zr alloys with and without Zn additions. Journal of Alloys and Compounds, 2008, 465 (1-2): 232-238.
K Liu, J H Zhang, G H Su, et al. Influence of Zn content on the microatructure and mechanical properties of extruded Mg-5Y-4Gd-0.4Zr alloy. Journal of Alloys and Compounds, 2009, 481 (1-2): 811-818.
B Li, B G Teng, G X Chen. Microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy during equal channel angular pressing. Materials Science and Engineering A, 2019, 744: 396-405.
H Liu, J Ju, X W Yang, et al. A two-step dynamic recrystallization induced by LPSO phases and its impact on mechanical property of severe plastic deformation processed Mg97Y2Zn1 alloy. Journal of Alloys and Compounds, 2017, 704: 509-517.
G S Zhang, Z M Zhang, X B Li, et al. Effects of repetitive upsetting-extrusion parameters on microstructure and texture evolution of Mg-Gd-Y-Zn-Zr alloy. Journal of Alloys and Compounds, 2019, 790: 48-57.
Y Z Meng, J M Yu, K Liu, et al. The evolution of long-period ordered phase and its effect on dynamic recrystallization in Mg-Gd-Y-Zn-Zr alloy. Journal of Alloys and Compounds, 2020, 828: 154454..
B B Dong, X Che, Z M Zhang, et al. Microstructure evolution and microhardness of Mg-13Gd-4Y-2Zn-0.5Zr alloy via pre-solution and multi-directional forging (MDF) process. Journal of Alloys and Compounds, 2021, 853: 157066.
B B Dong, Z M Zhang, J M Yu, et al. Microstructure, texture evolution and mechanical properties of multi-directional forged Mg-13Gd-4Y-2Zn-0.5Zr alloy under decreasing temperature. Journal of Alloys and Compounds, 2020, 823: 153776.
C H Sun. Primary study of lighting design for air-to-air missile. Aeronautical Science and Technology, 2008, (4): 17-21.
S Y Xu, J Z Li, H Ding. The current situation and prospect for magnesium and its alloys by severe plastic deformation. Journal of Materials and Metallurgy, 2015, 14 (4): 305-310.
Y D Lei, M Zhan, X G Fan, et al. A review on manufacturing technologies of thin-walled components with ribs. Journal of Northwestern Polytechnical University, 2022, 40 (1): 1-17.
L W Lu, K Sheng, X P Wu. Research progress of extrusion process for magnesium alloy. Forging & Stamping Technology, 2019, 44 (1): 1-9.
E Aghion, B Borisa, D Eliezer. The role of the magnesium industry in protecting the environment. Journal of Materials Processing Technology, 2001, 117 (3): 381-385.
H Yang, M Zhan, T Li, et al. Advances in spinning of aluminum alloy large-sized complicated thin-walled shells. The Chinese Journal of Nonferrous Metals, 2011, 21 (10): 2534-2550.
X Ma, M R Barnett, Y H Kim. Experimental and theoretical investigation of compression of a cylinder using a rotating platen. International Journal of Mechanical Sciences, 2003, 45 (10): 1717-1737.
J Wu. Research on microstructure and properties of recycled Mg-Gd-Y-Zn-Zr alloy rotary extrusion forming. Harbin: Harbin Institute of Technology, 2021.
M Jahedi, H M Paydar. Study on the feasibility of the torsion extrusion (TE) process as a severe plastic deformation method for consolidation of Al powder. Materials Science and Engineering A, 2010, 527 (20): 5273-5279.
L X Kong, L Lin, P D Hodgson, et al. Material properties under drawing and extrusion with cyclic torsion. Materials Science and Engineering A, 2001, 308 (1-2): 209-215.
M S Salehi, N Anjabin, H S Kim, et al. An upper bound solution for twist extrusion process. Metals and Materials International, 2014, 20 (5): 825-834.
L W Lu, C Liu, J Zhao, et al. Modification of grain refinement and texture in AZ31 Mg alloy by a new plastic deformation method. Journal of Alloys and Compounds, 2015, 628: 130-134.
G S Zhang, Y Z Meng, F F Yan, et al. Microstructure and texture evolution of Mg-RE-Zn alloy prepared by repetitive upsetting-extrusion under different temperature degrees. Journal of Alloys and Compounds, 2020, 815: 152452.
X X Qu, Z M Zhang, J M Yu, et al. Effect of strain rates on rotary backward extrusion of Mg-13Gd-4Y-2Zn-0.5Zr magnesium alloy. Materials China, 2019, 38 (4): 389-395.
Y G Tian, J M Yu, Z M Zhang, et al. Dynamic recrystallization and texture evolution of rare earth magnesium alloy by rotary backward extrusion. Journal of Plasticity Engineering, 2021, 28 (12): 162-169.
X Che, B B Dong, K Liu, et al. An investigation on the microstructure and texture of an AZ80 cup-shaped piece processed by rotating backward extrusion. Materials, 2020,13 (17): 3690.
X Q Song, Q Wang, S Z Zhao, et al. Analysis on extrusion force of open punch rotary extrusion based on upper limit theory. Materials China, 2021, 46 (5): 240-245.
X Che, B B Dong, Q Wang, et al. The effect of processing parameters on the microstructure and texture evolution of a cup-shaped AZ80 Mg alloy sample manufactured by the rotating backward extrusion. Journal of Alloys and Compounds, 2021, 854: 156264.
X Che, Q Wang, B B Dong, et al. The evolution of microstructure and texture of AZ80 Mg alloy cup-shaped pieces processed by rotating backward extrusion. Journal of Magnesium and Alloys, 2021, 9 (5): 1677-1691.
J M Yu, Z M Zhang, Q Wang, et al. Rotary extrusion as a novel severe plastic deformation method for cylindrical tubes. Materials Letters, 2018, 215: 195-199.
R Bai. The study of rotating extrusion for AZ80 magnesium alloy cup. Taiyuan: North University of China, 2015.
J M Yu, Z M Zhang, P Xu, et al. Deformation behavior and microstructure evolution of rare earth magnesium alloy during rotary extrusion. Materials Letters, 2020, 265: 127384.
Acknowledgements
No applicabile.
Funding
Supported by National Natural Science Foundation of China (Grant Nos. 52075501, 51775520), Joint Funds of National Natural Science Foundation of China (Grant No. U20A20230), Shanxi Scholarship Council of China (2021-127).
Author information
Authors and Affiliations
Contributions
ZZ was in charge of the whole trial; YX and XZ wrote the manuscript; BD, MC and ZC assisted with sampling and laboratory analyses. All authors read and approved the final manuscript.
Authors’ Information
Zhimin Zhang, born in 1956, is currently a professor at North University of China, China. He received his PhD degree from Yanshan Universtiy, China, in 2002. His research interests include precision plastic forming, shape plasticity integration research of light alloys.
Yong Xue, born in 1978, is currently a professor at North University of China, China. He received his PhD degree from Beihang Universtiy, China, in 2012. His research interests include precision plastic forming, shape plasticity integration research of light alloys.
Xing Zhang, born in 1972, is currently a professor at North University of China, China. He received his PhD degree from North Universtiy of China, China, in 2006. His research interests include precision plastic forming, shape plasticity integration research of light alloys.
Beibei Dong, born in 1993, is currently a lecturer at North University of China, China. She received her PhD degree from North Universtiy of China, China, in 2022. Her research interests include precision plastic forming, shape plasticity integration research of light alloys.
Mei Cheng, born in 1968, is currentlyis currently a professor at North University of China, China. She received her PhD degree from North Universtiy of China, China, in 2013. Her research interests include precision plastic forming, shape plasticity integration research of light alloys.
Zhe Chen, born in 1994, is currently a doctor at North University of China, China.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing financial interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhang, Z., Xue, Y., Zhang, X. et al. New Technology of Multidirectional Loading Rotary Extrusion. Chin. J. Mech. Eng. 36, 123 (2023). https://doi.org/10.1186/s10033-023-00942-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1186/s10033-023-00942-1