
Abstract
In this work, nanostructured diamond particles are considered as fillers for epoxy coatings. Nanodiamonds and a diamond charge obtained as a result of detonation synthesis from a mixture of TNT and hexogen are characterized by IR spectroscopy, scanning electron microscopy, and thermal analysis. It has been shown that nanodiamonds are characterized by thermal stability up to 450°C and increase the thermal stability of epoxy coatings. The influence of nanodiamonds and diamond charge, depending on their quantity and synthesis conditions, on the physical and mechanical properties (hardness, contact angle, adhesion, impact and bending strength) of epoxy coatings is studied. The results of a study of the anticorrosion resistance of epoxy coatings with 10 wt % nanodiamonds compared to polymethylphenylsiloxane resin coating using methods of potentiodynamic polarization, linear polarization resistance, and impedance measurements, supplemented by field tests in humid tropical climates are presented.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 INTRODUCTION
Currently, an approach based on the use of nanosized particles in composite material compositions is widely used. The introduction of nanostructured additives into the polymer matrix makes it possible to increase their anticorrosion resistance and resistance to biological fouling, as well as to improve mechanical and physicochemical properties [1–5]. A wide range of inorganic nanofillers are known in the literature, among which the following oxides should be highlighted: TiO2 [6, 7], SiO2 [8, 9], CeO2 [10, 11], ZrO2 [12, 13], ZnO [14, 15], halloysite [16, 17], and carbon [18, 19] nanotubes, layered double hydroxides [20, 21], etc., providing excellent corrosion protection. The introduction of carbon nanoparticles (carbon nanotubes, fullerenes, diamond-containing particles, graphene, graphene oxide, etc.) helps to increase the integrity, homogeneity and anticorrosion properties of polymer coatings [2, 22–26].
Nanodiamonds (NDs) are nanoparticles of unique structure, characterized by a three-layer structure, which includes a diamond core (4–6 nm, 70–90% carbon), transition carbon shell (0.4–1.0 nm, 10–30% carbon), and surface layer [27]. The diamond core is responsible for the basic physical and mechanical properties, such as mechanical hardness, thermal and chemical stability, and low electrical conductivity [28]. ND is produced by explosive decomposition of mixtures of explosives (for example, a mixture of TNT-RDX) [27–29]. Diamond charge (DC) is an intermediate product in the synthesis of ND. The specific features of DC are increased reactivity due to the developed active surface, defective carbon structures and high dispersity. Methods for purifying ND are based on the use of various oxidative systems that act on non-diamond forms of carbon [27, 28, 30, 31].
Works [27, 28, 31, 32] demonstrated the effectiveness of introducing ND and DC into polymer coatings and films. In general, an increase in strength and tribological characteristics and an increase in tensile strength were observed. Thus, in [33] it was shown that the introduction of 1 wt % ND and DC in the epoxy matrix contributes to a significant increase in tensile strength. In addition, literature data indicate the promising application of ND in biomedical fields. Due to the content of surface polar OH, NH2, and C(O)NH2, ND groups have antioxidant activity and participate in the regulation of free radical processes. In the compositions of composite materials, NDs are capable of suppressing the vital activity of microorganisms that cause biological destruction of marble [27, 34].
The purpose of this work is to study the effect of ND and DC additives on the physical and mechanical properties and corrosion resistance of coatings based on cycloaliphatic epoxy resin. We have previously shown that cycloaliphatic epoxy resin is a promising matrix for the development of protective anticorrosion coatings with improved physical and mechanical characteristics [35, 36].
2 MATERIALS AND METHODS
ST-3000 cycloaliphatic epoxy resin with an epoxy equivalent of 227.8 g/eq (KUKDO Chemical Co., Ltd), mica-muscovite K2O·3Al2O3·6SiO2·H2O (dispersity <160 µm, AO LenReaktiv), TiO2 in the crystalline modification of rutile (dispersity < 200 microns, AO LenReaktiv), T-403 polyetheramine with an equivalent weight of 81 g/eq (Huntsman Holland BV), and 99.94% chemically pure toluene (AO Vekton) were used in the work.
Detonation nanodiamonds and diamond charge were obtained by detonating charges from a mixture of TNT (2,4,6-nitrotoluene) and hexogen (1,3,5-trinitro–1,3,5-triazacyclohexane) in a ratio of ~50/50 in a special Alpha-2M explosive storage chamber with a capacity of 2.14 m3 produced by Sibenergomash (Barnaul, Russia). The synthesis conditions are presented in more detail in Table 1. The charge was formed by casting or pressing, with a mass of 750 or 500 g, respectively. At the moment of mixing the components of the charge, as a rule, the calculated amount of an additive (an element or a chemical compound with the desired element) was added to it. The composition was placed in a plastic bag with water or an aqueous solution of methenamine and detonated in the gas atmosphere of previous explosions. After detonation, the resulting aqueous suspension of DC was poured into a receiving container from the explosion chamber, separated from the water, and dried. Part of the DC was sent for chemical purification, operating in a continuous mode (nitric acid ~40% concentration, temperature 220 30°С, pressure up to 100 atm), and part of the DC was used in the form of powder in its native form.
To obtain compositions 2—13 (Table 2), epoxy resin, ND, and/or DC in toluene were loaded into a 0.5-L porcelain ball mill with porcelain balls (0.15–0.2 L volume) to obtain a homogeneous suspension. After 48 h of rotation of the ball mill, the resulting composition was unloaded and the mass fraction of nonvolatile components was determined (w) according to GOST (State Standard) 31939–2012.
Coatings of compounds 1—13 were obtained by adding polyetheramine T-403 in an amount of 40 wt % (in terms of epoxy component) in epoxy resin (composition 1) and compositions 2—13 and applied to glass (76 × 26 × 1 mm), steel (08PS steel, 70 × 150 × 0.9 mm) and aluminum (100 × 100 × 1.5 mm) plates, and aluminum tape (20 × 150 × 0.2 mm).
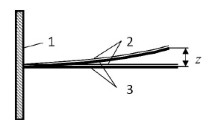
7 days after curing of the coatings, the hardness was determined according to GOST (State Standard) 5233–89, “Paint and Varnish Materials. Method for Determining the Hardness of Coatings Using a Pendulum Device”; impact strength according to GOST (State Standard) 4765–73, “Paint and Varnish Materials. Method for Determining Impact Strength”; and bending strength according to GOST (State Standard) 6806–73, “Paint and Varnish Materials. Method for Determining the Elasticity of a Film during Bending.” The adhesion of the coating applied to a steel plate was determined by the grid cut method (3 × 3 mm) using a Constant AR grid adhesion meter (OOO K-M) in accordance with GOST (State Standard) 31149–2014 “Paint and Varnish Materials. Determination of Adhesion by the Lattice Incision Method.” The contact angle (CA) on the coating surface was determined using an LK–1 goniometer. Electron micrographs of ND and DC were obtained using a Zeiss SUPRA 55-VP scanning electron microscope. IR spectra were recorded on an InfraLUM FT-08 Fourier transform IR spectrometer using an ATR attachment in the spectral range of 4000–400 cm–1.
Thermogravimetric analysis (TG) and differential scanning calorimetry (DSC) curves were recorded using a NETZSCH STA 449 C synchronous thermal analyzer in the temperature range 40–800°C with a heating rate of 20°C/min in a dynamic air atmosphere (air flow 50 mL/min).
To study the resistance to atmospheric corrosion of coating compositions 6 and 12 (Table 2) were applied to steel plates (08PS steel, 70 × 150 × 0.9 mm). The tests were carried out at the head office (KIS Hoa Lac, Hanoi) of the Joint Russian–Vietnamese Tropical Research and Technology Center. The plates were installed on an open concrete platform at an angle of 45° to the horizontal. The exposure period of the samples was 2 months (December 2022 to February 2023). The atmospheric parameters in Hanoi were an average air temperature of 14.6–24.1°С and an average relative humidity of 85.3–100%.
To check the corrosion resistance of composition 6, electrochemical tests were carried out (the experiment multiplicity was exactly three) using the methods of potentiodynamic polarization, linear polarization resistance, and impedance spectroscopy. To compare the anticorrosion properties, an additional composition was prepared (composition 14) containing 90 wt % polymethylphenylsiloxane resin and 10 wt % ND-I, which was obtained similarly to compositions 2–13. Aminopropyltriethoxysilane (1 wt %) was used as a hardener). For electrochemical tests, a three-electrode electrochemical cell was used, which was alternately connected to a P-45X potentiostat (Electrochemical Instruments) and a Z-1500J impedance meter (Electrochemical Instruments).
The electrochemical cell was a cylindrical glass tube with an internal diameter of 3 cm, which was glued with its end side onto the surface of the coating applied to a steel plate (08PS steel, 70 × 70 × 0.9 mm). Exactly the same glass tube was glued onto an uncoated steel plate. The resulting base of the cylinder was the working electrode, the area of which was 7.1 cm2. The auxiliary electrode was a platinum plate, and the reference electrode was a silver wire, which were located in the cylinder without contacting its base. A 3% NaCl solution was used as an electrolyte.
Measurement of electrochemical parameters carried out once a week for 3 months, with constant exposure of the test areas of the coating surfaces to a 3% NaCl solution. Before starting all measurements, the potential of the working electrode was measured in potentiodynamic mode with an open electrical circuit for 200 s. Measurements in the potentiodynamic mode were carried out at a potential sweep rate of 10 mV/s in the potential range of –1–0 V. Measurements using the linear polarization resistance method were carried out at a potential sweep rate of 1 mV/s at potentials that differ from the value of the stationary potential of the working electrode, measured with an open electrical circuit, at ±10 mV. Polarization resistance RP was calculated using the ES8 program from the slope of a straight line drawn between the starting point of the stationary potential (I = 0) and the points corresponding to the values of +10 and—10 mV [37].
To determine corrosion current Ic and corrosion potential Ec, the linear sections of the cathode and anodic polarization curves were extrapolated until they intersected with each other using the ES8 program. Polarization curves were plotted in semilogarithmic coordinates (logI–E). The coordinates of the point of intersection of the linear sections of the polarization curves correspond on the abscissa axis to the corrosion potential, and on the ordinate axis the corresponds to the corrosion current density [38].
Efficiency of inhibitor protection of coatings θ was calculated using the formula [39]
where I0 is the corrosion current of an uncoated steel plate and I is the corrosion current of a coated steel plate (compositions 6 and 14).
Impedance measurements of steel plates coated with composition 14 were carried out in the frequency range from 0.01 Hz to 3 MHz at a certain value of the corrosion potential. Impedance coating composition 6 could not be recorded during 3 months of testing due to the rather high resistance of the coating, which exceeded the input resistance of the recorded device—an impedance meter. The calculation of equivalent circuit elements when approximating the experimental impedances of coated steel plates was carried out using the ZView program.
3 RESULTS AND DISCUSSION
The objects of study were ND (ND-I and ND-II) and DC (DC-I and DC-II) obtained as a result of detonation synthesis from a mixture of TNT and hexogen. Dry powder ND has a light gray color, and DC is characterized by a rich black color. The elemental composition of non-combustible impurities (ash) is presented in Table 3. Regardless of the degree of purity of DC and ND, the main impurity (20–30 wt %) consists of iron oxides, and in DC there are much more of them (by 15–25 times), followed by copper and silicon. Significant amounts of titanium appear in purified NDs due to corrosion of titanium equipment.
The IR spectroscopy method was used to characterize the surface groups in ND-I and ND-II (Fig. 1). The positions of the bands in both IR spectra are quite similar, indicating an identical composition of surface groups in ND-I and ND-II. Widened bands in the area of 3400–3200 cm–1 belong to the stretching vibrations ν(OH) and ν(NH2) groups. Bands in the area 1754–1736 cm–1 associated with stretching vibrations of ν(C=O) bonds. The presence of C=O groups is caused by oxidative processes during the purification of ND from nondiamond forms of carbon [40]. The bands in the area of 1650–1630 cm–1 probably relate to deformation vibrations of δ(OH) groups. The band offset of δ(OH) to the region of higher wavenumbers (up to 1650 cm–1) indicates a developed system of hydrogen bonds of OH groups with neighboring functional groups [41]. As is known, the ND spectra in the spectral region below 1500 cm–1 are quite difficult to interpret, since the vibrations of the diamond core and surface groups overlap. In this region, there is a very intense band at 1331 cm–1, which is associated with vibrations of both the diamond lattice and CO bonds of surface groups. Bands with maxima in the region of 1130 and 1045 cm–1 are caused by deformation vibrations of δ(CO) and δ(OH) groups, as well as nitrogen-containing groups present both in the diamond lattice and in the surface layer.

IR spectra of ND-I and ND-II.
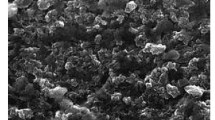
The structure of DC and ND particles was studied using the SEM method (Fig. 2). As can be seen, the structure of the particles is a fractal system with different grain sizes. Nanoparticles are combined into agglomerates. The presence of a large number of functional surface groups leads to the fact that nanosized diamonds are prone to aggregation with the formation of primary and secondary structures. ND-I and ND-II (Figs. 2c, 2d) were characterized by a blurred flocculent surface of crystallites that contrasted poorly at high resolutions.

Electron microphotographs of (a) DC-I, (b) DC-II, (c) ND-I, (d) ND-II.
At the next stage, synthesized nanoparticles (ND-I, ND-II, DC-I, DC-II) were introduced at different weight ratios into the composition of cycloaliphatic epoxy resin to study their effects on the physical and mechanical characteristics of coatings. The compositions are presented in Table 2. As can be seen from Table 4, the introduction of ND and DC into the epoxy matrix does not have a significant effect on the values of adhesion (0–1 point) and CA (58°–69°) compared to the epoxy matrix without fillers. At the same time, a significant increase in hardness (up to 0.86 conventional units), impact strength (up to 75 cm). and bending strength (up to 1 mm) was observed. Among compositions 2–10, low values of impact strength (30–45 cm) and bending (10–15 cm) were shown only by compositions containing both ND and DC (compositions 2, 5, and 8). Substituting ND-I for ND-II and DC-I for DC-II (compositions 9 and 10) led to a significant decrease in bending strength. In the case of composition 10, the impact strength indicator decreased significantly (from 70 cm to 45 cm). Thus, in the considered series of compositions 2–10, epoxy coatings containing 10 wt % ND-I (composition 6) and DC-I (composition 7), exhibited the highest strength indicators in combination with high hardness values.
Figure 3a shows the TG and DSC curves of ND-I and DC-I in the temperature range of 40–800°C. The thermal destruction of nanodiamonds ND-I begins after 450°C and is a one-stage process with a mass loss of 97.5% at 668°C. The DSC curve shows the only broadened exothermic effect in the temperature range of 575–620°C. The onset of thermal destruction of DC-I occurs much earlier (after 220°C), which is likely due to the destruction of organic fragments present in the surface groups of DC. The DSC curve shows a weak broadened exothermic effect with two maxima at 261 and 332°C. The mass loss at the first stage of destruction in the temperature range of 221–406°C was –6.9%. The main stage of destruction of DC, as in the case of ND, occurs after 400°C and is characterized by a strong broadened exothermic effect, which is shifted to a lower-temperature region (471°C) compared to ND. Figure 4 shows microphotographs of samples of ND and DC after thermal destruction. It is known [27, 42, 43] that, after heat treatment of ND (>900°C), the process of graphitization of nanodiamonds occurs through the diamond–graphite structural phase transition. In the case of DC, the product of thermal destruction after heating to 820°C is characterized by a red-brown color (Fig. 4b), which is specific for Fe2O3 and indicates a high content of iron oxides in DC and a low content of oxide impurities in the composition of ND (Fig. 4a).

TG and DSC curves: (a) ND-I and DC-I; (b) coating composition 8 and epoxy matrix (EP).

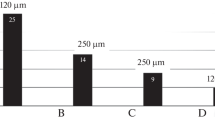
Microphotographs of samples after thermal analysis at 24× magnification: (a) ND-I (950°C); (b) DC-I (820°C); (c) coating composition 8 (1000°C).
Figure 3b shows the thermal analysis curves of an epoxy coating containing 10 wt % DC-I and 10 wt % ND-I (composition 8) compared to epoxy coating without fillers. The main stage of thermal destruction of coating composition 8 occurs after 230 °C and is accompanied by several noticeable stages of mass loss. Three exothermic effects are observed in the DSC curve: a broadened peak at 314°C in the first stage of destruction, a strong peak at 440°C in the second stage, and a weak broadened peak at 571°C in the last stage of destruction. The product of thermal destruction after heating to 1000°C is also characterized by a red-brown color (Fig. 4c), associated with the content of DC as a nanofiller. The nature of thermal destruction of the epoxy binder is similar to composition 8 due to the identical composition of the polymer matrix. However, the onset of thermal destruction occurs much earlier, after 190°C. The shift of the initial temperature of destruction to a higher temperature region in the case of composition 8 is probably associated with the stabilizing effect of the introduced additives ND-I and DC-I into the epoxy matrix, which, as a result of interaction with it during the preparation of the composition (noncovalent interactions) and curing (covalent interactions), lead to the production of a more thermally stable material.
At the next stage, the influence of additional fillers on the physical and mechanical properties of coatings was studied. The composition containing 10 wt % ND-I, mica-muscovite and TiO2 were introduced as fillers (compositions 12 and 13). To compare the physical and mechanical properties, an epoxy coating composition without ND-I was used, containing 35 wt % mica-muscovite and 5 wt % TiO2 (compound 11). As you can see, the transition from compositions 2–10 to compositions 11–13 is accompanied by a decrease in hardness values (0.44–0.56 conventional units) without significant changes in adhesion and CA values. In case of composition 12 impact strength remained unchanged, but bending strength deteriorated compared to the composition 6. Increasing the mica-muscovite content to 35 wt % due to a decrease in wt % of the epoxy matrix (composition 13) leads to a strong decrease in impact strength compared to compositions 11 (without ND-I) and 12. Thus, among the studied coatings, compositions 6 and 12 were selected for further study of resistance to atmospheric corrosion.
The exposure period of coating samples 6 and 12 applied to steel plates in a humid tropical climate was 2 months (Fig. 5). The coatings were characterized by gray color (composition 6) and light gray color (composition 12) due to the high content of ND-I and did not change their appearance during exposure. During 2 months of exposure, neither traces of corrosion nor various types of defects (delaminations, cracks, etc.) were recorded on the surface of the coatings, regardless of the composition. Tests are currently ongoing.

Appearance of samples of coating compositions 6 (designation “Г-1”) and 12 (designation “Д-1”) after 2 months of exposure on an open test bench (Hanoi, Vietnam).
In this regard, additional electrochemical tests were carried out to evaluate the relative corrosion resistance of the epoxy coating using the sample composition 6. To compare the observed effect, a composition based on an organosilicon matrix (polymethylphenylsiloxane) containing 10 wt % ND-I (composition 14) was used.
Electrochemical corrosion testing of coated steel plates 6 and 14 in a 3% NaCl solution showed that the coatings under study have different corrosion resistance, which is largely determined by the chemical composition, as well as the presence of defects (mainly porosity), adhesive and cohesive strength of the coating. Thus, steel plates coated with composition 14 showed a higher corrosion current compared to those with composition 6, for which the lowest corrosion current was recorded (Fig. 6). Steel plates with coated composition 14 based on organosilicon matrix showed a corrosion current after 15–20 days of exposure in a NaCl solution. In all three experiments, the corrosion current first increases, then it probably decreases after the formation of corrosion products, and after some time it increases again. The corrosion potential in all three experiments turned out to be approximately the same (≈500 mV). Steel plates with coated composition 6 showed a corrosion current only after 2 months of electrochemical tests. The trend of this current is the same as for coated steel plates 14.

Potentiodynamic polarization curves of steel plates coated with compositions (a) 6 and (b) 14 after exposure to 3% NaCl solution.
A series of potentiodynamic polarization curves of steel plates with coating compositions 6 and 14 were plotted in semilogarithmic coordinates (logI–U) for comparison with a similar curve of an uncoated steel plate and calculation of their electrochemical parameters. As can be seen from Fig. 7 and Table 5, the corrosion currents of coated steel plates 6 and 14 are significantly lower than the corrosion current of an uncoated steel plate. An increase in the corrosion potential of coated steel plates in contrast to an uncoated plate (–730 mV) indicates anodic protection. The greatest protection is provided by the coating of composition 6. In this case, the corrosion current was the smallest (~10–10 A/cm2), and the corrosion potential shifted significantly towards the anodic region and reached values in the range from +60 to +127 mV. During the exposure process of coated steel plates 14 in a NaCl solution for ≥20 days, an increase in the corrosion current and a shift in the corrosion potential towards lower potentials, close to the corrosion potential of an uncoated steel plate, were observed.

Potentiodynamic polarization curves plotted in semilogarithmic coordinates of plates with coating compositions 6 and 14 and uncoated plates after exposure to 3% NaCl solution
The obtained results of electrochemical tests reflect the fairly high anticorrosion properties of the developed coatings. Moreover, their anticorrosion resistance turned out to be significantly higher than, for example, epoxy coatings with the addition of graphene as a corrosion inhibitor or organic–inorganic sol–gel coatings [44, 45].
Calculated values of impedance of steel plates with coating composition 14 correlate with the obtained results of potentiodynamic polarization and linear polarization resistance. Impedance of 6 could not be recorded during 3 months of testing due to the rather high resistance of the coating, exceeding the input resistance of the recorded device.
As is known, as a result of the penetration of a corrosive solution through coating defects, a solution–metal interface appears. This electrolytic system corresponds to an equivalent electrical circuit with two time constants [46], which is shown in Fig. 8. The need to use constant-phase CPE elements, which describe the behavior of a container with parameters distributed in space, arises due to the presence of heterogeneity and porosity of the coating surface.

Equivalent electrical circuit: Rs is electrolyte resistance, Rc is resistance of the layer formed by the coating, Rct is charge transfer resistance in redox reactions at the metal–electrolyte interface, CPEc is coating capacity, CPEdl is capacity of the double layer at the metal–electrolyte interface.
An approximation of the experimental impedance of coated plate 14 is shown in Fig. 9, and the calculation of equivalent circuit elements is in Table 6.

Impedance coating composition 14 after 29 days of exposure to 3% NaCl solution. Solid line shows experimental impedance; dotted line shows impedance approximation in the ZView program.
Resistance of the coating layer Rc and charge transfer resistance Rct decrease with increasing accessibility of the metal to corrosive substances. An increase in metal availability may be due to the passage of the electrolyte into the coating matrix [47], disruption of its integrity, as well as damage to the adhesive bonds between the coating and the substrate [46]. A lower value of Rc and Rct indicates that corrosive ions pass through the coating with less obstruction, thus causing a higher corrosion rate [48].
4 CONCLUSIONS
Thus, for the first time, the effect of additives of nanostructured diamond particles obtained as a result of detonation synthesis from a mixture of TNT and hexogen, on the physical, mechanical, and anticorrosion properties of epoxy coatings was studied. It has been shown that their introduction into the epoxy matrix improves the indicators of hardness and impact and bending strength. In addition, nanodiamonds and diamond charge have a stabilizing effect and shift the initial temperature of destruction of the epoxy coating to higher temperatures. Electrochemical tests using potentiodynamic polarization, linear polarization resistance, and impedance measurements have shown that detonation synthesis nanodiamonds are effective corrosion inhibitors for epoxy coatings. Anticorrosion resistance of epoxy coating with 10 wt % nanodiamonds turned out to be significantly higher than the coating based on a siloxane matrix. Field tests in a humid tropical climate confirmed the high anticorrosion resistance of epoxy coatings with nanodiamond fillers. During 2 months of exposure, no traces of corrosion were detected on the steel plates.
REFERENCES
Sehrish, H., Amani, H., Ramazan, K., et al., Mater. Des., 2021, vol. 207, p. 109839.
Hosseinpour, A., Abadchi, M.R., Mirzaee, M., et al., Surf. Interfaces, 2021, vol. 23, p. 100994.
Pourhashem, S., Saba, F., Duan, J., et al., J. Ind. Eng. Chem., 2020, vol. 88, p. 29.
Dave, P.N., Chopda, L.V., and Sahu, L., Applications of nanomaterials in corrosion protection inhibitors and coatings, in Functionalized Nanomaterials for Corrosion Mitigation: Synthesis, Characterization, and Applications, vol. 1418 of ACS Symposium Series, American Chemical Society, 2022, p. 189.
Kochina, T.A., Kondratenko, Yu.A., Shilova, O.A., et al., Prot. Met. Phys. Chem. Surf., 2022, vol. 58, no. 1, p. 129.
Ubaid, F., Radwan, A.B., Naeem, N., et al., Surf. Coat. Technol., 2019, vol. 372, p. 121.
Scalarone, D., Lazzari, M., and Chiantore, O., Polym. Degrad. Stab., 2012, vol. 97, no. 11, p. 2136.
Feng, Y. and Cheng, Y.F., Chem. Eng. J., 2017, vol. 315, p. 537.
Lin, B. and Zhou, Sh., Prog. Org. Coat., 2017, vol. 106, p. 145.
Habib, S., Fayyad, E., and Nawaz, M., Nanomaterials, 2020, vol. 10, no 791.
Nawaz, M., Shakoor, R.A., Kahraman, R., et al., Mater. Des., 2020, vol. 198, no. 109361.
Behzadnasab, M., Mirabedini, S.M., Kabiri, K., et al., Corros. Sci., 2011, vol. 53, p. 89.
Lv, X., Li, X., Li, N., et al., Surf. Coat. Technol., 2019, vol. 358, p. 443.
Dhoke, S.K., Khanna, A.S., and Sinha, T.J.M., et al., Prog. Org. Coat., 2009, vol. 64, p. 371.
Aung, M., Li, W.J., and Lim, H.N., Ind. Eng. Chem. Res., 2020, vol. 59, p. 1753.
Khan, A., Hassanein, A., Habib, S., et al., ACS Appl. Mater. Interfaces, 2020, vol. 12, p. 37571.
Shchukina, E., Grigoriev, D., Sviridova, T., et al., Prog. Org. Coat., 2017, vol. 108, p. 84.
Vahedi, F., Shahverdi, H.R., Shokrieh, M.M., et al., New Carbon Mater., 2014, vol. 29, no. 6, p. 419.
Ma, Ch., Liu, H., Du, X., et al., Compos. Sci. Technol., 2015, vol. 114, p. 126.
Hang, T.T.X., Truc, T.A., Duong, N.T., et al., Prog. Org. Coat., 2012, vol. 74, no. 2, p. 343.
Li, D., Wang, F., Yu, X., et al., Prog. Org. Coat., 2011, vol. 71, p. 302.
Meng, L. and Soucek, M.D., Prog. Org. Coat., 2019, vol. 130, p. 168.
Kurkin, T.S., Tikunova, E.P., Kechek’yan, A.S., Beshenko, M.A., Ozerin, A.N., Yablokova, M.Yu., and Dolmatov, V.Yu., Dokl. Chem., 2014, vol. 457, no. 1, p. 118.
Kirkland, N.T., Schiller, T., Medhekar, N., et al., Corros. Sci., 2012, vol. 56, p. 1.
Chang, K., Hsu, M., Lu, H., et al., Carbon, 2014, vol. 66, p. 144.
Ramezanzadeh, B., Ghasemi, E., Mahdavian, M., et al., Carbon, 2015, vol. 93, p. 555.
Dolmatov, V.Yu., Russ. Chem. Rev., 2007, vol. 76, no. 4, p. 339.
Dolmatov, V.Yu., Russ. Chem. Rev., 2001, vol. 70, no. 7, p. 607.
Voznyakovskii, A.P., Dolmatov, V.Y., and Shumilov, F.A., J. Superhard Mater., 2014, vol. 36, p. 165.
Dolmatov, V.Yu., Sushchev, V.G., Marchukov, V.A., et al., RF Patent 2109683, Byull. Izobret., 1996, no. 5.
Dolmatov, V.Yu., Ozerin, A.N., Kulakova, I.I., et al., Russ. Chem. Rev.,2020, vol. 89, no. 12, p. 1428.
Shakun, A., Vuorinen, J., Hoikkanen, M., et al., Composites, Part A, 2014, vol. 64, p. 49.
Haleem, Y.A., Liu, D.B., Chen, W.X., et al., Composites, Part B, 2015, vol. 78, p. 480.
Khamova, T.V., Shilova, O.A., Vlasov, D.Y. et al., Ino-rg. Mater., 2012, vol. 48, no. 7, p. 702.
Kondratenko, Yu.A., Golubeva, N.K., Ivanova, A.G., et al., Russ. J. Appl. Chem., 2021, vol. 94, no. 11, p. 1489.
Golubeva, N.K., Kondratenko, Yu.A., Ivanova, A.G., et al., Prot. Met. Phys. Chem. Surf., 2023, vol. 59, no. 2, p. 295.
Tait, W.S., Electrochemical corrosion basics, chap. 5 of Handbook of Environmental Degradation of Materials, William Andrew, 2018. p. 97.
Mattsson, E., Basic Corrosion Technology for Scientists and Engineers, Ellis Horwood, 1989, p. 193.
Semenova, I.V., Florianovich, G.M., and Khoroshilov, A.V., Korroziya i zashchita ot korrozii (Corrosion and Corrosion Protection), Semenova, I.V., Ed., Moscow: Fizmatlit, 2002.
Petit, T. and Puskar, L., Diamond Relat. Mater., 2018, vol. 89, p. 52.
Laporta, M., Pegoraro, M., and Zanderighi, L., Phys. Chem. Chem. Phys., 1999, vol. 1, p. 4619.
Xu, N.S., Chen, J., and Deng, S.Z., Diamond Relat. Mater., 2002, vol. 11, p. 249.
Chen, J., Deng, S.Z., Chen, J., et al., Appl. Phys. Lett., 1999, vol. 74, no. 24, p. 3651.
Liu, S., Gu, L., Zhao, H., et al., J. Mater. Sci. Technol., 2016, vol. 32, p. 425.
Suleiman, R., Khalil, A., Khaled, M., et al., Hybrid organo-silicone materials as efficient anticorrosive coatings in marine environment, in Marine Coatings and Membranes, Central West Publ., 2019, p. 81.
Bahremand, F., Shahrabi, T., and Ramezanzadeh, B., J. Hazard. Mater., 2021, vol. 403, p. 123722.
Deyab, M.A., El Bali, B., Mohsen, Q., et al., Sci. Rep., 2021, vol. 11, p. 8182.
Chhetri, S., Samanta, P., Murmu, N.C., et al., J. Compos. Sci., 2019, vol. 3, no. 11.
Funding
The work was carried out within the framework of a state assignment from the Institute of Silicate Chemistry of the Russian Academy of Sciences with the support of the Ministry of Education and Science of Russia, topic no. 0081-2022-0005. Full-scale coating tests were carried out at the Joint Russian–Vietnamese Tropical Research and Technology Center (Tropical Center) within the framework of the “Ecolan T–1.14-2020” project.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kondratenko, Y.A., Golubeva, N.K., Ivanova, A.G. et al. Nanostructured Diamond Particles in the Development of Protective Anticorrosion Epoxy Coatings. Prot Met Phys Chem Surf 60, 75–85 (2024). https://doi.org/10.1134/S207020512470148X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S207020512470148X