
Abstract
No other material in the world around us can equal bacterial cellulose in terms of the application scope. This is a kind of unique material that gained popularity in the 20th century and provided an excellent target of scientific inquiry. Its production and practical application in various areas of human activity are currently of much importance. Also, a broad range of research into the basic principles of bacterial cellulose production revealed many promising applications for food industry byproducts as energy sources for its growth, which makes this material more environmentally friendly than its plant-derived analog. Despite rich research and production history, bacterial cellulose is still considered to be a not fully studied material. This allows researchers to identify new energy sources for the growth of bacterial cellulose, to improve its quality, and to increase its quantity both on laboratory and industrial scales, and also to expand the application of bacterial cellulose to areas where, it would seem, it does not belong. In the modern scientific world, bacterial cellulose holds much promise as a matter for scientific inquiry and further technological applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1. INTRODUCTION
2. FOOD
3. MEDICINE
4. COSMETICS
5. BIOCONCRETE
7. PACKAGING
9. PAPER
13. CONCLUSIONS
1. INTRODUCTION
In an age of advanced materials and technologies, the emphasis increasingly shifts towards green and safe technologies, with circular economy credited as innovative technology. Plant-derived cellulose is the most abundant natural polymer on the planet; its global production from the total plant biomass is ~100–125 Gt per year [1]. Hence, plant-derived cellulose has received enormous attention as a feedstock for the production of paper and biodegradable packaging, as well as for biomedical applications [2]. Alongside plants, sources of cellulose can be found in various acetic acidproducing bacterial strains belonging to the genera Cetobacter, Gluconobacter, Gluconacetobacter, and Komagateibacter .These bacteria are commonly found in fermented foods such as vinegar, nata de coco, kombucha, and rotting fruit, capable of oxidizing alcohols, aldehydes, sugar, or sugar alcohols to acetic acid in the presence of oxygen [3]. The species of the Gluconacetobacter and Komagateibacter genera are known to produce a moist extracellular matrix made of crystalline cellulose as a protection against desiccation and UV damage, also referred to as bacterial cellulose (BC) [4].
Bacterial cellulose is an intrinsically pure biomateria, by contrast to other biopolymers that require extraction and purification. BC fibers are100 times thinner than those of plant-derived cellulose. Bacterial cellulose exists in a highly porous three-dimensional network. Also, BC is a biodegradable, biocompatible, non-cytotoxic, and nonallergenic polymer. High water absorptivity and gaseous permeability of the BC hydrogel affords exchange of nutrients and materials required for survival of bacteria. BC is capable of retaining moisture in the ratio of 309 g of water per gram of dry weight, withstands temperatures up to 150°C, and when chemically treated, up to 275°C [5], which allows it to be dried without damaging the structure. With all these mechanical characteristics, bacterial cellulose still has good elasticity and plasticity.
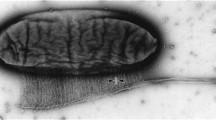
On the other hand, BC is a nanofibrillar biomaterial. The BC microfibrils are arranged in a well-defined 3D web-shaped sequence of monomeric units that are linked by regular β-1,4-glycosidic bonds, providing high mechanical strength and degree of polymerization, as well as higher crystallinity index and tensile strength compared to plant-derived cellulose (Fig. 1).

Microstructure of (a) BC and (b) plant-derived cellulose at a 5000×magnification [6].
Bacterial cellulose is normally produced in the cellulose I allomorph. By now, six modifications of cellulose have been identified: I, II, IIII, IIIII, IVI, and IVII [7]. Cellulose I, or native cellulose, is the form that is found in natural materials and has two modifications, Iα and Iβ. Cellulose I can be converted to cellulose II, the most studied modification, by two methods. Celluloses IIII and IIIII are formed from celluloses I and II under exposure to gaseous or liquefied ammonia or some amines, followed by evaporation of the excess ammonium. Celluloses IVI and IVII can be obtained by heating cellulose IIII or IIIII, respectively, at a temperature of ~200°C [5].
BC is an exceptionally versatile biomaterial and is of commercial interest due to its natural purity, biodegradability, biocompatibility, and non-cytotoxicity.
Owing to the growing popularity of BC, more than 7500 patent applications were filed on BC worldwide by 2022, an impressive part of them, with the World Intellectual Property Organization (WIPO). This is due to the fact that the potential of this type of cellulose was considered specifically by foreign scientists. For the first time, an analog of bacterial cellulose was obtained by A.J. Brown in 1886. Much later, another scientist from the United States, C.A. Browne, also obtained a prototype of modern bacterial cellulose by fermentation of sugarcane juice. In 1931, Tarr and Hibbert published the first detailed study of the production of bacterial cellulose in a series of experiments by A. xylinum growing on culture media.
The currently available literature considers two, in situ and ex situ, approaches to BC modification for production of composite materials [8]. In situ modification is characterized by adding an exogenous molecule to the culture medium at the beginning of bacterial growth or by changing the carbon source, which leads to the production of composites based on BC or of BC with various chemical, physical, mechanical, or morphological characteristics [8]. In ex situ modification, on the other hand, these molecules are added after cellulose biosynthesis, usually shortly after purification of the biomaterial. The easiest way to this end is provided by physical absorption of active substances or mechanical mixing [8] (Fig. 2).

Scheme showing the difference between in situ and ex situ modifications in BC production [8].
BC modification by either route proposed in [8] affords new materials having their own unique properties, making these materials applicable in various industries (Fig. 3).

Application of bacterial cellulose.
2. FOOD
BC is an edible-grade biopolymer, owing to the unique structure of its low-calorie fibers. Thus, in combination with other food ingredients, BC has a high value in the food manufacturing industry [9]. Some sources [10] provide evidence that BC is a fiber-rich natural food. Therefore, it offers promise for reducing the risk of chronic diseases such as diabetes, obesity, and cardiovascular disease. High water-holding ability of BC, combined with its gelling, thickening, and stabilizing properties, makes it an ideal candidate for the manufacture of food products such as yogurt, pastries, ice cream, and sausages [11, 12]. The addition of BC to processed foods can preserve their sensory and original properties for a longer period due to the ability of BC to hold water without distorting the integrity of its shape. Unprocessed BC has a tasteless and hard texture, but, when treated with sugar alcohols, it acquires a softer texture resembling that of grapes, while treatment with alginate and calcium chloride modifies its texture to mimic that of squid [3].
3. MEDICINE
Currently, BC is used mainly as a medical material, but not in its pure form; only modified BC is used for specific applications in medicine. Intrinsic biocompatibility, structural variability, robust mechanical strength, 3D fibrous structure, porosity, water retention capacity, and transparency make BC a prominent biomaterial in many biomedical applications [12], including wound healing, drug delivery, tissue engineering, and artificial blood vessels [13].
BC gel film represents an ideal wound coating for skin transplantation, as well as for treatment of wounds and postoperative sutures and ulcers, purulent inflammations, abrasions, and bedsores. Wound coatings based on BC maintain an optimal moisture balance that stimulates healing; perfectly pass liquids and gases; can be painlessly applied and removed; are actively saturated with medicines and easily release them to the damaged area; absorb the products of tissue decay; and serve as an almost insurmountable physical barrier to infection [14].
The active role of BC is to stimulate regeneration processes.
Tubular BC gel films are used in microsurgery for prosthetics of blood vessels with an internal diameter of up to 1 mm. It is very important that such vessels are not clogged with blood clots.
The scientists’ search for new localized cancer treatment alternatives [15] resulted in development of a hybrid biomaterial combining bacterial cellulose hydrogel and lipid nanoparticles intended as a local drug delivery implant for cancer therapy. In an experiment against a breast cancer cell line, the hydrogel showed low levels of local and systemic toxicity, as well as strong efficacy in tumor and metastatic incidence reduction, thereby demonstrating a high potential for use as an implantable matrix for local chemotherapy [15].
Another innovative application of BC is the prophylaxis against infections in dental therapies such as dental extraction or mucosal transplantation [16].
4. COSMETICS
BC has a huge potential for cosmetics and skincare applications owing to its excellent material properties such as biocompatibility, water retention capacity, ability to absorb and release substances, as well as to excellent skin adhesion properties, while providing a sustainable option which could replace many non-biodegradable cosmetic components [16].
In the cosmetics field, brands such as Mary Kay™, Bio Enzymes™, and Leaders™ are producers of biocellulose face masks. The great variety of these products is attributable to secondary compounds inserted during manufacturing, such as plant extracts rich in bioactive compounds that act on the skin and have moisturizing and antioxidant effects and thus help in revitalizing facial tissues [8].
5. BIOCONCRETE
Concrete has been considered one of the strongest and most durable building materials ever since its invention. Its constant modification towards improving mechanical characteristics has led to concrete modification with bacterial cellulose and other materials synthesized by fermentation [17–20], driving concrete towards environmentally efficient building materials. BC is suitable for bioconcrete production due to its unique properties [20]. This modification provides concrete and newly developed cement-based composites with unique mechanical, thermal, and electrical properties. After adding BC fibers to concrete, the latter can easily be classified with new non-toxic and eco-friendly materials [21]. A well-developed pore structure of the bacterial cellulose fibers enables its acting as a viscosity-modifying agent in self-consolidating concretes [22].
Application of bacterial nanocellulose coatings on natural fibers provided an effective means to alter the fiber-matrix interactions [23]. A similar method was used when introducing BC into cracks in concrete structures. Close spacing of BC fibers and their increased presence at crack tips, as well as their high aspect ratio makes them efficient in stabilizing and suppressing cracks [24]. Also, cement composites with BC fibers exhibited a higher fracture toughness, which enabled a cracked concrete material to resist fracture longer. Decreased fiber mineralization offered by the protective layer of BC limits the permeation of alkali ions in the cement slurry into the fiber lumens, thereby stabilizing the cracks [24]. BC coating accelerated the hydration in the fiber cement interface, improving mechanical interlocking of the internal structures.
6. BIOREMEDIATION
Industrial waste is often released into the environment without any proper treatment. Bioremediation is aimed to offer a permanent solution to these problems by converting pollutants to smaller molecules such as CO2 and H2O with the aid of microorganisms or to useful products. For these purposes, an ultrafiltration membrane was developed using BC obtained from kombucha [25]. BC is widely applied in bioremediation in the form of functionalized BC, which is used for the adsorption of specific pollutants [25].
In [26], an adsorbent material for heavy metals removal from wastewater was obtained. More specifically, pandan extract was added to the fermentation medium to form BC-pandan composite. Pandan is a tropical plant whose leaves are rich in 2-acetyl-1-pyrroline, a compound largely known in the food industry, which was also able to trap heavy metals due to the presence of two functional groups, cyclic nitrogen and ketone.
The adsorbent material obtained was tested for chromium(VI) removal from wastewater. Analysis revealed a proportional relationship between the removal efficiency and the 2-acetyl-1-pyrroline content, with a maximum removal efficiency above 80% being observed for the composite biosynthesized in undiluted pandan extract [26].
7. PACKAGING
The global demand for goods and services continues to increase with increasing human activities because of rapid population growth. This has led to environmental disaster due to growth in the use of plastic packaging. Environmental legislation of the majority of the countries of the world stipulates mitigation of undesirable consequences of petrochemically derived or synthetic plastics. The impact of non-degradable solid waste on the environment, e.g., the oceans and landfills, has prompted careful search for sustainable and eco-friendly solutions in the area of packaging. In Russia, petroleum-based plastics are considered to be the third largest volume of municipal waste, of which only 2.2% is recycled [27]. Essentially, the toxic effects due to accumulation or incineration of this waste and the safety requirements for food materials have shifted attention to biodegradable resources or to bioplastics for packaging solutions. Cost-effective and green packaging can reduce food waste [28] and decrease carbon emissions [29]. It should be noted in this connection that nearly 40% of fruits and vegetables are wasted every year.
Bio-based films and coatings are membranes consisting mainly of a macromolecule matrix and a plasticizer or other components that are usually applied to reduce the inherent brittleness of some bioplastics and to improve their mechanical and barrier properties [11, 30].
An edible and washable micrometer-thick coating composed of egg-albumin (54%) and plant-derived cellulose nanocrystals prepared in [31] could increase the shelf life of fruits. Coating on papayas, avocadoes, bananas, and strawberries led to increased shelf life of fruits while maintaining their flavors. The albumin coating thereby served as an oxygen barrier and preserved the freshness of the fruit. Mechanical reinforcement was achieved via incorporation of cellulose nanocrystals, whereby the water and gas permeability of the coating material were further decreased. The film maintained flexibility, allowing it to be repeatedly bent and folded without breaking. Addition of a small fraction of egg yolk to the mixture reduced the susceptibility to moisture. Moreover, including curcumin during the coating process imparted antibacterial, antifungal, and antibiofilm properties to the coated surface [11, 31]. The cellulose nanocrystals used in that study were derived from BC. Food packages function as containments to protect food against the risk of contaminating agents, microorganisms, and off-flavors and thus extend the shelf life of food. In recent years, researchers have increasingly explored the suitability of pristine or modified BC as food packaging materials with additional benefits such as antimicrobial potential on spoilage microorganisms. Numerous studies have confirmed that the presence of antimicrobial agents of natural origin in food packaging systems prolongs the shelf lives and maintains the quality of food [32]. In [33], antimicrobial food pads made from superabsorbent materials such as bacterial cellulose and its modifications were obtained, and their ability to conserve the sensorial attributes of packaged foods, in particular, fruits, vegetables, and meat products was demonstrated [11, 33]. Food-grade BC could also provide edible packaging with unique nutritional and suitable physicomechanical characteristics [34]. Commercial implementation of biobased food packages is hindered, in particular, by the lack of versatility of synthetic polymers in biopolymers [33]. Thus, current research activities are focused on addressing this problem by preparing various compositions and polymer composites to imitate the versatility of synthetic plastics depending on the requirements of the application of interest. Importantly, to meet hygienic criteria, some edible films and coatings may require complementary outer packaging.
In [35], a new material intended as a packaging material for food products, whose original properties need to be preserved, was developed on the basis of thermoplastic corn starch nanobiocomposites comprising bacterial cellulose fibers. The composite with up to 15 wt % BC fibers in the matrix, identified as the optimal composition, was obtained. Incorporation of bacterial cellulose fibers led to improvement of barrier properties. The stiffening of the nanocomposite resulted in an increase in its elastic modulus.
Production of composite materials with the use of BC fibers was described in [36], with special authors’ interest focused on the material obtained by Salari et al. [37]. Specifically, a nanocomposite comprising chitosan, nanocrystals of bacterial cellulose, and silver nanoparticles was developed. The BC nanocrystals were obtained by the acid hydrolysis route. The incorporated modifying substances were found to significantly influence the color and transparency of the chitosan films. Also, the mechanical properties, as well as the water vapor permeability and sensitivity to water of the nanocomposite improved significantly. Moreover, the nanocomposite film displayed considerable antibacterial activity against food-borne pathogens, suggesting that the nanocomposite films modified with silver nanoparticles and BC nanofibers can be applied in active food packaging for increasing the shelf life of foods [36].
BC modification with various substances by either route leads to new materials with special properties. In [38], lauric acid was incorporated into bacterial cellulose, whereby a biodegradable and antimicrobial material that has potential applications in the food, medical, and pharmaceutical fields was successfully developed. The addition of lauric acid improved the functionality of the BC films via effective inhibition of the growth of Bacillus subtilis. This model BC film proved to be a good candidate to replace synthetic plastics in packaging activities [38]. Use of substances with antimicrobial or other properties for BC modification allows production of packaging materials for various purposes, which constitutes today’s most promising field of BC application in the world.
8. SUPERABSORBENT POLYMERS
The basic human needs for absorbent materials have not changed over the years, but how those needs are met have changed considerably. A market value of superabsorbent polymers was $120 billion in 2016 and was expected to grow annually at a rate of 6% to reach ~$203 billion by 2025 [3, 39]. There is a high demand for diapers, female hygiene products, and adult incontinence products, as well as for applications in agriculture for controlled-release fertilizers [3, 40] and absorbent systems for wearable artificial kidneys [3, 41].
To qualify as a superabsorbent, a dry material must spontaneously imbibe about twenty times its own mass of a liquid. As mentioned above, 1 g of dry matter of BC is able to retain 309 g of water [5], which makes BC a superabsorbent.
At present, the most used superabsorbents are produced from non-renewable and non-biodegradable polymers, so there is an increased interest in biodegradable and natural polymers for the development of superabsorbents [42].
9. PAPER
Plants, specifically coniferous and deciduous trees, are recognized as the main source of the raw material for paper manufacture. This raw material is considered renewable, but every year the issue of an environmental disaster associated with unlimited deforestation becomes more acute. In an attempt to address this issue, ever increasing attention has been focused on alternative sources of raw materials, such as, e.g., recycled paper and non-woody fibers.
In 2014, it was reported that 58% of the globally produced paper was recycled [43], however the biggest challenge for recycled paper is maintaining original physical and mechanical properties. The current main non-woody sources for paper are sugarcane bagasse, reeds, bamboo, and cereal straw, accounting for only 6.5% of the entire pulp produced annually [43], but the physical properties of these papers are inferior to traditionally produced paper. Ever increasing use in improving the quality of paper from recycled raw materials is found by compositions from various raw materials. As mentioned above, BC is able to improve mechanical properties of the materials it is combined with and is therefore a suitable candidate for producing high-quality paper [44].
As demonstrated in [45], BC is an ultra-strength additive for paper manufacture owing to its fine interwoven smooth fiber network. The unique supramolecular structure of BC as provided by hydrogen bonding of its glucan chains results in a Young’s modulus of ~15 MPa. BC has been actively used in paper manufacture since the late 1980s. It is used either alone or in combination with the conventional and nonconventional sources for producing high-quality strong paper [11]. Modified BC also demonstrated potential in the production of specialized and fire-resistant papers [43]. BC possesses the necessary characteristics to reinforce degraded papers due to its high crystallinity, high Young’s modulus, low internal porosity, and long-time stability, which makes BC an ideal candidate material for paper manufacture [3].
In [46], BC was assessed in the restoration of damaged paper by comparing the changes in the visual appearance of printed papers coated with BC and Japanese paper (patent JP 63295793). A total of four different types of commercial papers were compared: coated and uncoated, including glossy-finished, the matte-finished, wood-free uncoated paper, and the supercalendered paper. It was expected that the reinforcing material would consolidate the paper properties without changing its visual appearance. The JP-lined paper showed a decrease in the print density to >0.5 density points, while for the BC-lined paper it slightly decreased to <0.05 density points. When subjected to an aging process, the BC-lined paper exhibited a significant advantage over the JP-lined paper for paper restoration, with only slight changes observed in color and appearance [46].
Another application of BC was the development of magnetic papers or magnetic membranes for protection against counterfeiting. In [47], white magnetic paper was fabricated from a composite sandwich structure consisting of a magnetic BC, which was prepared by incorporating CoFe2O4 nanoparticles into ZnO-doped BC via a hot pressing and nanocomposite procedure. The papers exhibited a whiteness of 75–85%, which correlated with a high reflectance in the visible spectral range. Also, the white magnetic paper possessed physical and mechanical properties such as flexibility, foldability, and rollability similar to the conventional traditional paper [47].
Russian researchers do not lag behind foreign counterparts as regards producing composite paper with the introduction of BC fibers. In [48], an optimal composition of BC with softwood pulp was reported. In that study, samples of composite paper with various % contents of the BC and softwood pulp components was obtained, and their physicomechanical properties were examined. The optimal ratio between BC and softwood pulp was identified as 20% BC and 80% softwood pulp. Compared to 100% softwood pulp composition, the application of BC provided the best properties, specifically, a 37% increase in tear resistance (1090 against 795 mN) and a 17% increase in burst index (440 against 375 kPa). Also, this afforded improvement of deformation characteristics, specifically, a 66% increase in the tension stiffness (736 against. 443 kN/m), an 8% increase in the fracture work (135.9 against 125.7 J/m2), and a 4% increase in the breaking length (7870 against 7530 m) [48].
However, at present, the disadvantage of using BC for these applications is the high cost associated with the production of BC; therefore, the current research activities are focused on more cost-effective production of BC. A good starting point for this can be found in bioreactors, as well as in the use of waste materials as substrates for the fermentation process.
10. ELECTRICALLY CONDUCTIVE BIOFILMS
When deposited onto metals, BC can find application as a material for designing hydrogen fuel cell electrodes. Use of structurally homogeneous membranes based on BC, as well as on isotropic polyvinyl alcohol films can significantly reduce the error in osmotic pressure, and consequently the molecular weight measurements.
Bacteria naturally form biofilms on the electrodes. Specifically this property sent scientists in the search for ways to convert the bacterial film into an electrically conductive interface.
BC biofilms possessing electrically conductive properties, get spontaneously “connected” to electrodes and form protein bonds, through which electrons can freely pass from the bacterial cell to the electrode and vice versa and also between the cells. Such biofilms, like those discussed above, provide regeneration and replication, and hence stability of the coatings. These properties are already being used in designing microbial fuel cells (MFCs). Some bacteria, in particular Geobacter sulfurreducens, can catalyze chemical reactions, e.g., oxidation of acetates. Finally, it is theoretically possible to create bacterial sensors able to distinguish between specific redox reactions depending on the properties of the electrochemical reactions sensed by the biofilm [3].
11. ELECTRONICS AND SENSORS
Another key domain of BC usage includes electronic applications, which inadvertently means that components become more sustainable and recyclable. For example, in [49] reduced graphene oxide was used to improve the electrical conductivity of BC and its mechanical characteristics. The reduced graphene oxide sheets were homogeneously incorporated in the BC network also owing to the reducing capacity of the hydroxyl groups on the BC surface, which improves their dispersion, as well as the interconnection between the two systems. The nanocomposites showed significant increases in the ultimate tensile strength, Young’s modulus, and toughness compared to pristine BC for all the reduced graphene oxide concentrations tested. Moreover, electrical conductivity of about 140–150 S cm–1 was obtained for the film containing 3 wt % reduced graphene oxide. Thus, this material has suitable characteristics for the development of flexible electronic devices, including free-standing films and paper-based electronics [3, 49].
Current marketing strategies are focused on developing devices that are sustainable, as well as flexible for use in human-machine interface devices, medical monitoring systems, and other wearable devices.
These include electronic paper, flexible organic light emitting diode displays, and countless other electronic components, as well as flexible energy storage devices [3, 50]. A key material for the fabrication of these devices is cellulose which is considered to be an excellent natural biopolymer with good biodegradability, mechanical performance, piezoelectricity, and dielectricity. As mentioned above, compared to plant-derived cellulose, BC offers clear advantages, of which a greater resistance to insulating/ionic liquids is of key importance for electronic applications [51]. One important processing technique in BC usage for electronic applications is carbonization of BC, in which the entire BC structure is converted to a highly conductive carbon network in accordance with the 3D nanofibrous BC network structure of the sample [52], which is often referred to as carbonized bacterial cellulose. The obtained structures were shown to provide an excellent electrode material for flexible storage devices such as capacitors with ample space for electrolytes and were reported to have excellent mechanical stability under bending and stretching strains [52].
It should be noted that BC offers many physical advantages over plant-derived cellulose in application such as fabrication of electronic devices and therefore holds great promise for future applications in this area which needs expansion. Also, most if not all applications of plant-derived cellulose should be transferred to BC which, due to better performance compared to plantderived cellulose, offers a great potential for producing higher-quality devices.
12. BC PRODUCTION METHODS
Since BC has found wide application in various fields, ever increasing attention is being paid to effective methods for its production using various strains of bacteria under various cultivation conditions.
The conditions for the production of BC are completely dependent on its further purpose. There exist many ways to grow BC, all of which can be integrated into two main ones: static and dynamic (agitated) fermentation.
The static method yields BC pellicles. The main disadvantage of this cultivation method is the high cost of production because of intensive manpower.
Under agitated fermentation conditions, bacterial cellulose is synthesized in the form of spheres with different diameters or of fibers. This method of cultivation is more suitable for commercial production, since it can be implemented in fermenters and automated to the maximum and, accordingly, eliminates manual labor [53].
Currently, the reported cellulose-producing bacteria include the genera Acetobacter, Gluconobacter, Komagataeibacter, Rhizobium, Agrobacterium, and Sarcina.
The most commonly known bacterium used for BC production is Komagataeibacter (formerly Gluconacetobacter) xylinus, which anaerobic bacterium can efficiently metabolize a broad range of carbon and nitrogen sources for BC [54]. The culture medium that is conventionally employed for ВС production is Hestrin and Schramm (HS) medium, containing glucose, peptone, and yeast extract as carbon and nitrogen sources [55].
The best BC yield was afforded by the addition of methanol to the HS medium [56] and addition of small amounts of endoglucanase to the production culture. With the view of reducing costs and increasing the BC yield, use of agricultural waste and industrial byproducts as a low-cost medium for BC production was tested [57, 58]. The most extensive study that was carried out by now is that described in [59], where BC was produced from oat hulls, an agricultural residue, utilizing a symbiotic culture of Medusomyces gisevii. The oats hulls were pretreated with 2–6 % HNO3 solutions and enzymatically hydrolyzed to obtain a sugar-rich solution which was utilized as a substrate for BC production. The pilotscale production from oat hulls resulted in a BC yield of 80.5 tons of 98 %-wet hydrogel per 100 tons of oat hulls [59]. Recently, very diverse modifications of the HS medium have been reported. Such modifications are aimed to obtain the highest yield of the finished product at a minimal cost. Table 1 below lists various substrates for the production of BC and their corresponding maximum yields.
Alongside the source of glucose, pH of the culture medium also affects the BC production process. The optimum pH value of the medium typically ranges from 4.0 to 7.0, depending on the producer strain. The initial pH 4.0 and 5.0 contributes to a high level of BC production [60, 61]. The vital activity of bacteria leads to formation of organic acids, in particular, of gluconic acid, which causes rapid fall in pH, so it is essential to maintain pH within the optimal range, as indicated in [62]. However, the same study demonstrated the ability of bacteria to independently regulate pH, though not within the necessary limits. In [63], BC was obtained in a yield of 5.89 g/L, which is 1.5 times higher than that at pH adjusted to a constant value of 5.0.
A number of studies concerned with the temperature effect on the BC yield confirmed the significance of the temperature factor. It influences both the growth of microorganisms and the synthesis of BC. In most experiments, the maximum yield of BC was achieved at a temperature of 28–30°C. In an experiment that examined the effects exerted on BC production by various temperatures from 20 to 40°C the optimum temperature for BC production was identified as 30°C [64, 65].
Numerous studies demonstrated that oxygen is an important factor for cell growth and BC synthesis by various producers, since they are mostly aerobes [66]. Designing culture media with different initial amounts of dissolved oxygen allowed identifying conditions inducing the polymer biosynthesis. It was shown that, during the first hours of cultivation, the amount of dissolved oxygen in all the culture media was actively consumed, and the appearance of bacterial cellulose films was initiated already after 24 h on the culture media containing >2.5 mg/L oxygen initially [60, 66]. High dissolved oxygen concentration in the growth medium caused an increase in the concentration of gluconic acid that reduces the BC production [64]. In [67], the effect of the dissolved oxygen concentration from 2 to 15% of saturation in fed-batch culture was investigated, and it was shown that 10% saturation of dissolved oxygen led to the highest BC yield of 15.3 g/L against 10.2 g/L with 2% dissolved oxygen concentration. In another study [68], where the dissolved oxygen concentration in a 10-L jar fermenter was varied from 20 to 40% of saturation concentration with two turbines by an automatic change of the agitation speed, the optimal dissolved oxygen concentration for BC production was 30%.
Laboratory-scale studies aimed to identify the optimal cultivation conditions and the best modification of the HS medium employed the general process for producing BC from cultivating the organism to the final application product. The whole process is schematically shown in Fig. 4.

Scheme of the general process of BC production [3].
The general BC production process includes the following steps: selection and cultivation of a pure bacterial culture in the laboratory; formulation of the inoculum composition; production of BC by one of the known methods; and purification. Purified BC can be used both with and without functionalization, depending on its further application.
The main equipment for BC cultivation is represented by laboratory bioreactors, which are glass vessels of diverse shapes and sizes that are used for static cultivation and production of BC pellicles. An example of such bioreactors is shown in Fig. 5. To reduce the cultivation time and increase the BC yield, a method was proposed for improving this type of bioreactor via providing air flows between the bioreactor top cover and the culture medium [69]. Such modification of seemingly ordinary laboratory equipment afforded a 65% increase in productivity [69].

Laboratory bioreactors [3].
However, this static culture method requires large surface areas and long culture periods, which may hinder mass production. Several other bioreactors that can produce BC pellicles at higher yields under static conditions have been recently developed. An example of such equipment is a horizontal lift bioreactor shown in Fig. 6.

Horizontal lift bioreactor [3].
In [70], use of a semi-continuous process in a horizontal lift bioreactor allowed increasing BC productivity 7.5-fold compared to the batch process, which made possible industrial-scale production of BC pellicles. This type of bioreactor will also be used with static cultures and for production of BC pellicles only.
The aerosol bioreactor shown in Fig. 7 was developed in 2007 and had a number of advantages over its predecessors [71]. This type of bioreactor allows production of BC pellicles by a semistatic method. Advantages of this bioreactor lie in the fact that glucose, essential for the living activity of bacteria, is fed as an aerosol directly to the medium-air interface. This provides maximum concentration of the bacteria at the surface of the medium, where BC actually grows. Further advantage of this bioreactor is that glucose is fed to the BC growth zone in portions. This allows, above all, controlling the necessary glucose level, as well as pH level. Use of this bioreactor in BC production afforded the average biomass growth of 2 mm/day or ~9 g cellulose dry mass/day. A drawback suffered by this bioreactor is that the BC layer thickness is ~10 mm at a maximum; its further growth is impractical because of stratification, which leads to deterioration in the quality of the BC pellicles.

Aerosol bioreactor.
Rotary disc bioreactor (Fig. 8) represents another type of bioreactors used for BC production. It has a significant advantage over its predecessors in terms of design. With disks arranged on the rotating rod the useful area for BC growth can be increased several times, which leads to an increase in the yield of the finished product. Due to permanent disk rotation, the medium is stirred, which contributes both to increase in the bacteria abundance and to BC growth. Alongside significant advantages, the design of this type of bioreactors has a number of disadvantages, among which the main ones are associated with the maintenance of such equipment. Specific design of the discs with perforation provided over their entire perimeter and lacking on the discs complicates the production of BC pellicles, since the BC fibers have nothing to cling to, and the main growth occurs on the surface of the stirred medium. Stirred cultivation processes yield three forms of cellulose: fibrous suspensions, spheres, and pellets. Compared to the cellulose produced by static culture, BC obtained using stirred cultivation methods has lower mechanical strength [74]. BC is produced via the shaking culture method in a lower quantity compared to the static culture methods due to the emergence of mutants.

Nevertheless, BC produced under agitated culture conditions also finds extensive application, and many types of bioreactors equipped with impellers (Figs. 9, 10) are available for BC production.


Agitator configurations of bioreactors [3].
Airlift bioreactors (Fig. 11) are widely used in biochemical processes due to their simple design and ease of maintenance. However, these reactors are unfit for viscous fermentation. In [78], an internal loop airlift reactor was used to obtain BC, and the BC production by this method of cultivation was only 2.3 g/L in 80 h of cultivation. This low BC productivity was due to the limited dissolved oxygen content of the culture medium. When oxygen-enriched air was supplied, the cellulose production increased to 5.63 g/L, and the time decreased to 28 h.

Schematic diagram of an internal loop airlift reactor.
13. CONCLUSIONS
Based on analysis of published data, the history of BC production and the BC applications in Russia and in the world were reviewed. First obtained almost a century ago, BC has received wide application at the present time. The properties of BC determine its broad application scope, including sorbents, paper, textiles, and food additives, as well as filtering and packaging materials. The most common uses of BC are medicine and manufacture of cosmetics.
A broad range of BC applications indicates good prospects for the use of this material. At the same time, researchers note low productivity and low efficiency of existing BC production methods. Attempts to intensify BC production process in bioreactors with forced mixing of the working medium were not very successful because of the peculiarities of the cultivation process, leading to production of low-quality BC. In this context, we consider promising the methods of BC synthesis in moving bed reactors, with nutrients and other conditions for bacterial growth being simultaneously provided.
DATA AVAILABILITY
The data that support the findings of this study are available from the corresponding author upon reasonable request.
REFERENCES
Aleshina, L.A., Glazkova, S.V., Lugovskaya, L.A., Podoinikova, M.V., Fofanov, A.D., and Silina, E.V., Khim. Rast. Syr’ya, 2001, no. 1, pp. 5–36.
Mautner, A., Polym. Int., 2020, vol. 69, pр. 741–751.
Gregory, D.A., Tripathi, L., Fricker, A.T.R., Asare, E., Orlando, I., Raghavendran, V., and Roy, I., Mater. Sci. Eng.: R: Rep., 2021, vol. 145, pp. 159–186.
Florea, M., Hagemann, H., Santosa, G., Proc. Natl. Acad. Sci. USA, 2016, vol. 113 (24), pp. E3431–E3440. https://doi.org/10.1073/pnas.1522985113
Tanpichai, S., Witayakran, S., Wootthikanokkhan, J., Srimarut, Y., Woraprayote, W., and Malila, Y., Int. J. Biol. Macromol., 2020, vol. 155, pр. 1510–1519.
Grunin, L.Yu., Grunin, Yu.B., Nikol’skaya, E.A., and Talantsev, V.I., Vysokomol. Soedin., Ser. A, 2012, vol. 54, no. 3, pp. 397–405.
Ioelovich, M., J. Sci. Israel Technol. Advant., 2017, vol. 19, no. 4, pp. 37–44.
Fernandes, I.A.A., Pedro, A.C., Ribeiro, V.R., Bortolini, D.G., Ozaki, M.S.C., Maciel, G.M., and Haminiuk, C.W.I., Int. J. Biol. Macromol., 2020, vol. 164, pp. 2598–2611.
Gallegos, A.M.A., Carrera, S.H., Parra, R., Keshavarz, T., and Iqbal, H.M.N., Bioresources, 2016, vol. 11, pp. 5641– 5655.
Sukara, E. and Meliawati, R., J. Selulosa, 2014, vol. 4, no. 1, pp. 7–16.
Okiyama, A., Motoki, M., and Yamanaka, S., Food Hydrocoll., 1992, vol. 6, pp. 479–487.
Fan, M.H., Biotechnology of bacterial cellulose using the producer strain of Gluconaceto-Bacter Hansenii GH-1/2008, Cand. Sci. (Biol.) Dissertation, Moscow, Moscow State Univ., 2013.
Ul-Islam, M., Khan, T., Khattak, W.A., and Park, J.K., Cellulose, 2013, vol. 20, pp. 589–596.
Zhong, C., Front. Bioeng. Biotechnol., 2020, vol. 8, p. 605374. https://doi.org/10.3389/fbioe.2020.605374
Cacicedo, M., Islan, G.A., Leon, I., and Alvarez, V.A., Colloids Surf., B: Biointerfaces, 2018, vol. 170, pp. 596–608. https://doi.org/10.1016/j.colsurfb.2018.06.056
Weyell, P., Beekmann, U., Kuepper, C., Dederichs, M., Thamm, J., Fischer, D., and Kralisch, D., Carbohydr. Polym., 2018, vol. 207, pp. 1–10. https://doi.org/10.1016/j.carbpol.2018.11.061
Bianchet, R.T., Vieira Cubas, A.L., Machado, M.M., and Siegel, E.H., Biotechnol. Rep., 2020, vol. 27, p. e00502
Al-Dulaimi Salman Dawood Salman, Self-Healing concretes modified with a microbiological additive, Cand. Sci. (Tech.) Dissertation, Moscow, Russ. Univ. of Transport, 2019.
Erofeev, V.T., Al-Dulaimi Salman Dawood Salman, and Smirnov, V.F., Transport. Sooruzh., 2018, vol. 5, no. 4, pp. 1–13.
Sanchez, F. and Sobolev, K., Constr. Build. Mater., 2010, vol. 24, pp. 2060–2071.
Balea, A., Fuente, E., Blanco, A., and Negro, C., Polymers, 2019, vol. 11, pp. 518–550.
Mohammadkazemi, F., Doosthoseini, K., Ganjian, E., and Azin, M., Constr. Build. Mater., 2015, pp. 958–964.
Lee, K.-Y., Ho, K.K.C., Schlufter, K., and Bismarck, A., Compos. Sci. Technol., 2012, vol. 72, pp. 1479–1486.
Peters, S.J., Rushing, T.S., Landis, E.N., and Cummins, T.K., Transp. Res. Rec. J. Transp. Res. Board, 2010, pp. 25–28.
Bazhenov, Yu.M., Erofeev, V.T., and Al-Dulaimi Salman Dawood Salman, Russ. Inzh., 2018, no. 4, pp. 46–48.
Muhamad, I.I., Muhamad, S.N.H., Salehudin, M.H., Zahan, K.A., Tong, W.Y., and Pa’e, N., Mater. Today Proc., 2020, vol. 3, pp. 89–95.
In Search of Plastic: How Greenpeace in Russia and People across the Country Studied Plastic Waste on the Shores of Seas, Rivers, and Lakes, Moscow, 2020.
Schmidt-Traub, G., Obersteiner, M., and Mosnier, A., Nature, 2019, pp. 181–183.
Zheng, J. and Suh, S., Nat. Clim. Change, 2019, vol. 9, pp. 374–378.
Glazkov, S.V., Koptsev, S.V., Lesnikova, N.A., Bogdanova, V.V., and Volodarskaya, T.K., Ovoshchi Ross., 2018, no. 5, pp. 84–89.
Jung, S., Cui, Y., Barnes, M., Satam, C., Adv. Mater., 2020, vol. 32, p. 1908291.
Jafarzadeh, S., Nafchi, A.M., Salehabadi, A., and Oladzad-Abbasabadi, N., Adv. Colloid Interface Sci., 2021, vol. 291, p. 102405. https://doi.org/10.1016/j.cis.2021.102405
Stroescu, M., Isopencu, G., Busuioc, C., and StoicaGuzun, A., in Cellulose-Based Superabsorbent Hydrogels, Polymers, and Polymeric Composites: A Reference Series, Mondal, M., Ed., Cham: Springer, 2019, pp. 1303–1338.
Zahan, K.A., Azizul, N.M., Mustapha, M., Tong, W.Y., Abdul Rahman, M.S., and Sahuri, I.S., Mater. Today Proc., 2020, vol. 31, pp. 83–88.
Fabra, M.J., López-Rubio, A., Ambrosio-Martín, J., and Lagaron, J.M., Food Hydrocoll., 2016, vol. 61, pp. 261–268.
Azeredo, H., Barud, H., Farinas, C., Vasconcellos, V., and Claro, A., Front. Sustain. Food Syst., 2019, vol. 3, p. 00007. https://doi.org/10.3389/fsufs.2019.00007
Salaria, M., Khiabania, M.S., Mokarrama, R.R., Ghanbarzadehab, B., and Kafilc, H.S., Food Hydrocolloids, 2018, vol. 84, pp. 414–423.
Skiba, E.А., Gladysheva, E.K., Golubev, D.S., and Budaeva, V.V., Carbohydr. Polym., 2021, vol. 252, p. 117178. https://doi.org/10.1016/j.carbpol.2020.117178
Biodegradable Superabsorbent Materials Market Size, Share, and Trends Analysis Report by Product, 2016. https://www.gminsights.com/industry-analysis/biodegradable-superabsorbent-materials-market
Ramli, R.A., Polym. Chem., 2019, vol. 10, no. 45, pр. 6073–6090.
Doelker, E., Stud. Polym. Sci., 1990, vol. 8, pp. 125–145.
Atykyan, N.A., Revin, V.V., Safonov, A.V., Karaseva, Ya.Yu., Proshin, I.M., and Shutova, V.V., Radiokhimiya, 2021, vol. 63, no. 5, pp. 476–483.
Skočaj, M., Cellulose, 2019, vol. 26, pp. 6477–6488.
Lavric, G., Medvescek, D., and Skocaj, M., TAPPI J., 2020, vol. 19, pp. 197–203. https://doi.org/10.32964/TJ19.4.197
Vandamme, E.J., De Baets, S., Vanbaelen, A., Joris, K., and De Wulf, P., Polym. Degrad. Stab., 1998, vol. 59, pp. 93–99.
Gomez, N., Santos, S.M., Carbajo, J.M., and Villar, J.C., Bioengineering, 2017, vol. 4, p. 93. https://doi.org/10.3390/bioengineering4040093
Sriplai, N., Sirima, P., Palaporn, D., Mongkolthanaruk, W., Eichhorn, S.J., and Pinitsoontorn, S., J. Mater. Chem. C, 2018, vol. 6, pp. 11427–11435.
Gismatulina, Yu.A., Budaeva, V.V., Sitnikova, A.E., Bychin, N.V., Gladysheva, E.K., Shavyrkina, N.A., Mironova, G.F., and Sevast’yanova, Yu.V., Izv. Vyssh. Uchebn. Zaved., Prikl. Khim. Biotekhnol., 2021, vol. 11, no. 3, pp. 460–471.
Dhar, P., Pratto, B., Gonçalves Cruz, A.J., and Bankar, S., J. Cleaner Prod., 2019, p. 117859.
Yang, Y., Liu, W., Huang, Q., Li, X., Ling, H., Ren, J., Sun, R., Zou, J., and Wang, X., ACS Sustain. Chem. Eng., 2020, vol. 8, pр. 3392–3400.
Zhuravleva, N., Reznik, A., Kiesewetter, D., Stolpner, A., and Khripunov, A., J. Phys. Conf. Ser., 2018, vol. 1124, no. 3, p. 031008. https://doi.org/10.1088/1742-6596/1124/3/031008
Islam, N., Li, S., Ren, G., Zuo, Y., Warzywoda, J., Wang, S., and Zhaoyang, F., Nano Micro Lett., 2018, vol. 10, p. 9. https://doi.org/10.1007/s40820-017-0162-4
Bakhman, M., Petrukhin, I.Yu., Butenko, I.E., Dutka, K.V., and Gromovykh, P.S., Evraz. Nauchn. Ob”ed., 2018, no. 6–2 (40), pp. 61–65.
Chawla, P., Bajaj, I., Survase, S., and Singhal, R., Food Technol. Biotechnol., 2009, vol. 47, no. 2, pр. 107–124.
Schramm, M. and Hestrin, S., Microbiology, 1954, vol. 11, pр. 123–129.
Lu, Z., Zhang, Y., Chi, Y., Xu, N., Yao, W., and Sun, B., World J. Microbiol. Biotechnol., 2011, vol. 27, pр. 2281–2285.
Carreira, P., Mendes, J.A., Trovatti, E., Serafim, L.S., Freire, C.S., Silvestre, A.J., and Neto, C.P., Bioresour. Technol., 2011, vol. 102, no. 15, pр. 7354–7360.
Vazquez, A., Foresti, M.L., Cerrutti, P., and Galvagno, M., J. Polym. Environ., 2013, vol. 21, pр. 545–554.
Skiba, E.A., Budaeva, V.V., Ovchinnikova, E.V., Gladysheva, E.K., Kashcheyeva, E.I., Pavlov, I.N., and Sakovich, G.V., Chem. Eng. J., 2020, vol. 383, p. 123128. https://doi.org/10.1016/j.cej.2019.123128
Bogatyreva, A.O., Optimization of the Conditions for the Biosynthesis of Bacterial Cellulose and the Production of Biocomposite Materials with Antibacterial Properties on its Basis, Cand. Sci. (Biol.) Dissertation, Saransk, Ogarev Natl. Res. Mordovian State Univ., 2021.
Yassine, F., Bassil, N., Flouty, R., Chokr, A., Samrani, A.E., Boiteux, G., and Tahchi, M.E., Carbohydr. Polym., 2016, vol. 146, pр. 282–291.
Coban, E.P. and Biyik, H., Afr. J. Microbiol. Res., 2011, vol. 5, no. 9, pр. 1037–1045.
Lee, K.Y., Buldum, G., Mantalaris, A., and Bismarck, A., Macromol. Bioscience, 2014, vol. 14, pр. 10–32.
Reiniati, I., Hrymak, A.N., and Margaritis, A., Crit. Rev. Biotechnol., 2016, vol. 36, pр. 1–12.
Son, H.J., Heo, M.S., Kim, Y.G., and Lee, S.J., Biotechnol. Appl. Biochem., 2001, vol. 33, pр. 1–5.
Fan, M.H. and Gromovykh, T.I., in Living Systems and Biological Safety of the Population: Proc. IX Int. Sci. Conf. of Students and Young Scientists, 2011, pp. 24–26.
Hwang, J.W., Yang, Y.K., Hwang, J.K., Pyun, Y.R., and Kim, Y.S., J. Biosci. Bioeng, 1999, vol. 88, pр. 183–188.
Bae, S. and Shoda, M., Biotechnol Bioeng, 2005, vol. 90, pр. 20–28.
Cielecka, I., Ryngajłło, M., and Bielecki, S., Appl. Sci., 2020, vol. 10, no. 11, p. 3850. https://doi.org/10.3390/app10113850
Bayrakdar, T., Demirbağ, D., and Üstün-Aytekin, Ö., Cellul. Chem. Technol., 2017, vol. 51, pр. 737–743.
Hornung, M., Ludwig, M., and Schmauder, H.P., Eng. Life Sci., 2007, vol. 7, no. 1, pр. 35–41.
Kim, Y.-J., Kim, J.-N., Wee, Y.-J., Park, D.-H., and Ryu, H.-W., Appl. Biochem. Biotechnol., 2007, vol. 136–140, pр. 529–537.
Shi, Z., Zhang, Y., Phillips, G.O., and Yang, G., Food Hydrocoll., 2014, vol. 35, pp. 539–545.
Sitnikova, A.E., Shavyrkina, N.A., Budaeva, V.V., Korchagina, A.A., and Bychin, N.V., Yuzhno-Sib. Nauchn. Vestn., 2021, no. 2 (36), pp. 132–138.
Jung, J.Y., Khan, T., Park, J.K., and Chang, H.N., Korean J. Chem. Eng., 2007, vol. 24, no. 2, pp. 265–271.
Gea, S., Pasaribu, K.M., Sebayang, K., Julianti, E., Aisyah Amaturahim, S., Rahayu, S.U., and Hutapea, Y.A., AIP Conf. Proc., 2018, p. 020064. https://doi.org/10.1063/1.5082469
Funding
This work was supported by regular institutional funding, and no additional grants were obtained.
Author information
Authors and Affiliations
Contributions
All authors contributed to manuscript preparation and participated in the discussions.
Corresponding author
Ethics declarations
This article does not contain any studies involving patients or animals as test objects. Informed consent was not required for this article. No conflict of interest was declared by the authors.
Additional information
Publisher's Note. Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rogova, E.A., Alashkevich, Y.D., Kozhukhov, V.A. et al. State and Prospects of Improving the Methods of Production and Use of Bacterial Cellulose (A Review). Russ J Bioorg Chem 49, 1536–1552 (2023). https://doi.org/10.1134/S1068162023070841
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1068162023070841