
Abstract
This study examines how preliminary mechanical milling of a modifying TiN-based powder mixture affects the morphology of the CO2 laser-treated surface, the weld pool morphology, and the cross-sectional structure of the material. Ultrafine titanium nitride particles used as nanomodifier have low wettability by liquid metal, are not entrained by its convective flows, and tend to accumulate in the subsurface layer, which makes it difficult to effectively modify the structure within the treated material. Ball milling of the modifying Ti + TiN mixture for 9 min leads to the formation of composite particles (5–7 µm) with ultrafine TiN particles uniformly distributed over their surface and volume. When the composite particles are melted by the laser beam, they turn to ultrafine TiN particles of nanomodifier coated with a thin titanium layer, which have a smaller contact angle. As a result, the particles are more evenly distributed over the weld pool and the number of crystallization centers increases, leading to the formation of a fine homogeneous structure of the material. The microhardness increases by 32%, and its standard deviation decreases by a factor of 1.5–3.0.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1. INTRODUCTION
Nowadays there is growing industrial demand for products made of titanium and titanium alloys. Among a wide range of structural materials, titanium alloys are the most attractive due to the combination of advantageous characteristics such as good castability, specific strength, corrosion resistance, nonmagneticity and heat resistance at operating temperatures above 500–600°C [1, 2]. Due to their high specific strength and heat resistance, titanium and its alloys are widely used in the marine industry [3, 4], shipbuilding [4], medicine [5], aircraft and aerospace applications [6]. A drawback of titanium and its alloys is low wear resistance, determined by the high chemical activity. Titanium and its alloys have a thin (5 nm) oxide passivation film that provides corrosion resistance. However, under friction conditions it is worn off to the virgin material. High-speed interaction between contacting surfaces causes the cold welding effect and formation of adhesive bridges, resulting in scuffing and seizure of the friction pair. This problem greatly complicates the use of titanium and its alloys under friction conditions and limits their scope of application [7].
At high temperatures, titanium readily reacts with oxygen, nitrogen, hydrogen and ammonia, due to which cast titanium alloys exhibit specific structural features. For example, such alloys are coarse-grained and have a continuous network of intergranular substance, which affects the alloy hardness [8]. Alloying is not always beneficial for hardness enhancement of titanium alloys, as evidenced by the literature data [8–11]. Accordingly, the combination of low hardness and wear resistance of titanium and its alloys can lead to defects in critical parts, such as cracks, dents and fatigue failures [12, 13]. One of the most promising methods for high-energy surface treatment of friction parts is laser surface modification, which involves material compaction, elimination of internal defects and grain size refinement [14].
Laser surface treatment methods include surface remelting [15, 16], surface alloying [17, 18], and laser cladding [19, 20]. An effective way to form a fine-grained structure is to use nanomodifiers (TiC, TiN, SiC, VC, NbC, etc.). The modification of metals and alloys during casting was studied in [21–25]. The use of nanomodifying additives for weld strengthening in metal structures was discussed in detail in [26–30]. The formation of protective coatings using ultrafine particles as modifiers was considered in [31–34].
In [26], results were reported on the use of refractory and surface active modifiers (TiC, TiN, SiC, VC, NbC, TiO2, Al2O3, MgO, ZrO2) to increase the ductility of welds without significantly reducing the weld strength. The best weld characteristics (toughness and ductility) were obtained when using surface active modifiers based on TiO2 and ZrO2 oxides. It was found that important factors of modification are the wettability of ultrafine modifying particles and their uniform distribution throughout the melt pool.
The main advantage of oxide-based modifiers is their relative inertness in liquid metal. However, this benefit is outweighed by the disadvantage of low wettability. The desired modification effect of producing a finer-grained structure can be achieved using a larger amount of oxide-based powder instead of using nitride-based modifiers [35, 36] to obtain a similar result.
It is worth noting that the contact angle affects not only the uniformity of particle distribution throughout the melt volume, but also the parameters of solid phase nucleation [37, 38]. One of the options for increasing the wettability of nanomodifiers is to coat particles with a thin layer of another material [39, 40]. There are various methods for particle coating, including in a planetary ball mill [41], in a plasma jet [42], etc. In [41], parameters were determined for mechanical processing of titanium and titanium nitride powders in a high-energy planetary ball mill to obtain composite particles for use in laser cladding and casting. Despite extensive studies of using refractory particles as nanomodifiers [23, 26, 28, 32, 33, 43–44], the experimental investigation of wettability of particles processed in a planetary ball mill is still lacking.
The aim of this work is to study experimentally how the time of mechanical processing of composite nanomodifiers in a high-energy planetary ball mill affects the microstructure and physical properties of the laser-melted surface layer of titanium alloy parts.
2. EXPERIMENTAL PROCEDURE
The modifiers used were both as-received TiN nanoparticles (≈50 nm in size) and agglomerated composite particles obtained, other things being equal [41], in a high-energy planetary ball mill by simultaneous milling of Ti (grade PTS-1) and TiN powders. A study of these particles can be found in [41]. A mechanical milling time of 1 min was sufficient to uniformly distribute nanomodifiers (TiN) throughout the entire volume of the composite. The smallest size of the composite particles was obtained during milling for 9 min. Therefore, particles processed for 1 and 9 min were chosen as modifier. The composition of the powder mixture was determined by the weight ratio of the modifier to the mass of liquid metal melted by the laser and was 0.1 wt % [27, 29, 30, 34].
The characteristics of powder mixtures are presented in Fig. 1 and Table 1. The granulometric composition of the powders was determined using an LS 13 320 laser diffraction particle size analyzer (Beckman Coulter). Microscopic studies and X-ray microanalysis were carried out on a Zeiss Evo MA15 scanning electron microscope (Germany) with a backscattered electron detector.

Integral (1) and differential (2) volume distribution functions of particle sizes (a, c, e); view of as-received (b) and mechanically milled powder particles (d, f), scanning electron microscopy. Mixture 1 (a, b); 2 (c, d); 3 (e, f).
It can be seen from Fig. 1 that planetary ball milling of Ti + 25 wt % TiN powder mixture leads to the formation of agglomerated composite particles, whose surface shape, size and structure change due to volumetric deformation.
Titanium plates (grade VT 1-0) with dimensions of 30 × 30 × 3 mm3 were used as substrates. Preparation of the plates included grinding and degreasing of the surface areas to be treated by the laser. The nanomodifier was applied to the substrate by a slurry coating method.
Laser processing can be carried out in various modes, one of which is the deep penetration mode when a laser beam forms a stable vapor-filled channel or keyhole in the central part of the weld and penetrates through the metal to the greatest depth. This mode is most often used in laser welding or laser surface treatment. In this work, surface treatment was performed with deep laser penetration, both without and with the use of nanomodifiers obtained by two times of mechanical milling a powder mixture of Ti and ultrafine TiN particles.
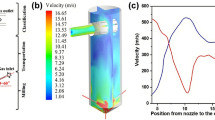
Surface treatment was carried out using a continuous CO2 laser in a protective helium atmosphere with the following parameters: wavelength 10.6 µm, power 0.5 kW, substrate travel speed 1 m/min, focal spot diameter 0.2 mm; the focus was on the surface of the plate (Fig. 2). Single tracks of the treated surface were studied.

Schematic representation of laser surface treatment of titanium plates: substrate (1), laser beam (2), modifying mixture (3).
Cross-sectional microhardness measurements of the treated material were performed using the Vickers method with a load of 10 g on a DuraScan-50 hardness tester. Indentation of each sample was performed in increments of 15 µm along the central axis of the weld pool and in the central part of three regions: upper (from the surface of the plate to a depth of 400 µm), middle (from 400 to 800 µm) and lower (from 800 µm to the bottom of the weld pool). The obtained data were used to construct the microhardness distribution over the volume of the weld pool for all samples (Fig. 3).

Microhardness of laser-treated material: without nanomodifier 1 (a); with mixture 1 (b), 2 (c), 3 (d).
3. RESULTS AND DISCUSSION
The use of nanomodifier changes the surface morphology (Fig. 4) and the structure of the treated material (Fig. 5).

Surface morphology of sample tracks: without nanomodifier 1 (a); with mixture 1 (b), 2 (c), 3 (d).

Structure of laser-treated material in the middle region of samples: without nanomodifier 1 (a); with mixture 1 (b), 2 (c), 3 (d).
General view of the track surface morphology in Fig. 4 shows that the material with the addition of nanomodifiers has a more pronounced dendritic structure.
Figure 6 shows cross-sectional images of the track demonstrating the weld pool morphology. It can be seen that the addition of ultrafine modifier does not lead to significant changes in morphology.

Weld pool morphology in samples: without nanomodifier 1 (a); with mixture 1 (b), 2 (c), 3 (d).
The coating of particles affects the contact angle, which determines the Gibbs energy and accordingly the efficiency of nanomodifiers [37, 38]. Laser surface treatment causes the formation of a fine needle-like basket weave structure within the modified material (Fig. 5), which is most pronounced in the material with modifying mixture 3 (Fig. 5d).
The structures of the treated material are similar: upper region (sample with mixture 2) and middle region (sample with mixture 3) (Fig. 5c); middle region (sample with mixture 2) and lower region (sample with mixture 3) (Fig. 5d). This indirectly confirms that the modifier penetrates to a greater depth when using mixture 3.
Thus, the time of mechanical milling of modifying particles affects the number of crystallization centers in the solidifying material. This significantly changes the structure of the material and determines the modification efficiency.
A change in the characteristic size of the material structure (Fig. 5) leads to a change in its microhardness. Figure 3 shows the microhardness distribution over the cross-sectional area of the treated material.
As can be seen from Fig. 3, the central part of the laser-treated material (vapor-filled keyhole formed by deep penetration) exhibits the highest microhardness values. An important condition for the formation of a homogeneous structure is the uniform distribution of ultrafine modifier throughout the volume of the treated material. When using as-received ultrafine TiN particles (mixture 1) (Fig. 3b) as modifier, a large part of laser-treated material has lower microhardness compared to the material modified by composite particles (mixtures 2 and 3) (Figs. 3c and 3d). It is assumed that most of the modifying particles in this case did not move along with convective flows due to low wettability by liquid metal and were not distributed evenly throughout the material volume. As a result, the concentration of modifiers increased in the subsurface layer, as well as in the central part of the weld pool due to the deep penetration effect. It can be seen from Fig. 3c that the use of mixture 2 results in higher microhardness of the laser-treated material not only in its central part, but also in the peripheral zones not exceeding one third of the total penetration depth.
We assume that this feature is associated with the large (up to 120 µm) sizes of the composite modifying particles (Fig. 1c) because the laser energy in the treatment mode used is not enough for complete simultaneous melting of both the sample surface and the particles. Since this mode is optimal for producing a modified layer in titanium, it seems unreasonable to increase the laser power density. Hence follows that in order to melt the composite particles, it is necessary to use a mixture with finer-milled particles (mixture 3) (Fig. 1e).
Thus, ultrafine nanomodifying TiN particles coated with titanium do not melt [45] and, due to good wettability, are more evenly distributed by convective flows throughout the melt volume (Fig. 3d). Table 2 gives the average microhardness values of the material in its different regions after laser irradiation.
It follows from Table 2 that the microhardness of the samples with mixtures 2 and 3 in the upper and middle regions increased slightly (up to 5%), while in the lower region it reached 19% (mixture 2) and 32% (mixture 3) compared to the microhardness in the corresponding areas of the sample without modifiers. Thus, the use of mixture 3 leads to significant microstructural changes throughout the entire volume of the treated material, and the microhardness increases not only in the middle and upper regions, but also in other areas. In the nanomodified samples, the standard deviation value decreases by a factor of 1.5–3.0 for all corresponding regions.
4. CONCLUSIONS
The study showed that the use of a mechanically processed modifying mixture for surface laser treatment leads to a slight change in the morphology of the treated surface and the cross-sectional shape of the track. When using a modifying mixture mechanically milled for 9 min, the greatest change in the structure of the material occurs due to an increase in the number of crystallization centers. A fine needle-like basket weave structure is formed. According to microhardness measurements, the standard deviation decreases by a factor of 1.5–3.0.
The use of a modifying mixture milled for 1 min and consisting of large (up to 120 µm) composite particles changes the microstructure. As a result, the microhardness of the laser-treated material increases not only in its central part, but also in the peripheral zones not exceeding one third of the total penetration depth.
Mechanical ball milling of mixture for 9 min produces composite particles of smaller sizes. Due to good wettability, ultrafine particles of nanomodifier are more evenly distributed throughout the melt volume and form a fine-grained structure, thus increasing the microhardness of the material by up to 32% compared to the material treated without nanomodifiers.
REFERENCES
Ilyin, A.A., Kolachev, B.A., and Polkin, I.S., Titanium Alloys, Moscow: VILS-MATI, 2009.
Wulf, B.K., Heat Treatment of Titanium Alloys, Moscow: Metallurgiya, 1969.
Gorynin, I.V., Titanium Alloys for Marine Application, Mater. Sci. Eng. A, 1999, vol. 263, no. 2, pp. 112–116. https://doi.org/10.1016/S0921-5093(98)01180-0
Oryshchenko, A.S., Gorynin, I.V., Leonov, V.P., Kudryavtsev, A.S., Mikhailov, V.I., and Chudakov, E.V., Marine Titanium Alloys: Present and Future, Inorg. Mater. Appl. Res., 2015, vol. 6, no. 6, pp. 571–579. https://doi.org/10.1134/S2075113315060106
Balazic, M., Kopac, J., Jackson, M.J., and Waqar, A., Review: Titanium and Titanium Alloy Applications in Medicine, Int. J. Nano Biomater., 2007, vol. 1(1). https://doi.org/10.1504/IJNBM.2007.016517
Williams, J.C. and Boyer, R.R., Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components, Metals, 2020, vol. 10(6), p. 705. https://doi.org/10.3390/met10060705
Chechulin, B.B., Ushkov, S.S., Razuvaeva, I.N., and Goldfain, V.N., Titanium Alloys in Mechanical Engineering, Leningrad: Mashinostroeniye, 1977.
Poondla, N., Srivatsan, T.S., Patnaik, A., and Petraroli, M., A study of the Microstructure and Hardness of Two Titanium Alloys: Commercially Pure and Ti–6Al–4V, J. Alloys Compd, 2009, vol. 486, pp. 162–167. https://doi.org/10.1016/j.jallcom.2009.06.172
Niinomi, M., Mechanical Properties of Biomedical Titanium Alloy, Mater. Sci. Eng. A, 1998, vol. 243, pp. 231–236. https://doi.org/10.1016/S0921-5093(97)00806-X
Qian, L., Xiao, X., Sun, Q., and Yu, T., Anomalous Relationship between Hardness and Wear Properties of a Superelastic Nickel–Titanium Alloy, Appl. Phys. Lett., 2004, vol. 84, pp. 1076–1078. https://doi.org/10.1063/1.1886245
Brandl, E., Schoberth, A., and Leyens, C., Morphology, Microstructure, and Hardness of Titanium (Ti-6Al-4V) Blocks Deposited by Wire-Feed Additive Layer Manufacturing (ALM), Mater. Sci. Eng. A, 2012, vol. 532, pp. 295–307. https://doi.org/10.1016/j.msea.2011.10.095
Stolyarov, V.V., Shuster, L.S., Migranov, M.S., Valiev, R.Z., and Zhu, Y.T., Reduction of Friction Coefficient of Ultrafine-Grained CP Titanium, Mater. Sci. Eng. A, 2004, vol. 371, pp. 313–317. https://doi.org/10.1016/j.msea.2003.12.026
Budinski, K.G., Tribological Properties of Titanium Alloys, Wear, 1991, vol. 151, pp. 203–217. https://doi.org/10.1016/0043-1648(91)90249-T
Zhang, L.C., Chen, L.-Y., and Wang, L., Surface Modification of Titanium and Titanium Alloys: Technologies, Developments, and Future Interests, Adv. Eng. Mater., 2020, vol. 22(5), p. 2070017. https://doi.org/10.1002/adem.202070017
Zhang, D., Qin, Y., Feng, W., Huang, M., Wang, X., and Yang, S., Microstructural Evolution of the Amorphous Layers on Mg-Zn-Ca Alloy during Laser Remelting Process, Surf. Coat. Technol., 2019, vol. 363, pp. 87–94. https://doi.org/10.1016/j.surfcoat.2019.02.051
Das, B., Nath, A., and Bandyopadhyay, P.P., Scratch Resistance and Damage Mechanism of Laser Remelted Thermally Sprayed Ceramic Coating, Surf. Coat. Technol., 2019, vol. 364, pp. 157–169. https://doi.org/10.1016/j.surfcoat.2019.02.078
Siddiqui, A.A., Dubey, A.K., and Paul, C.P., A Study of Metallurgy and Erosion in Laser Surface Alloying of AlxCu0.5FeNiTi High Entropy Alloy, Surf. Coat. Technol., 2019, vol. 361, pp. 27–34. https://doi.org/10.1016/j.surfcoat.2019.01.042
Dai, J., Li, S., and Zhang, H., Microstructure and Wear Properties of Self-Lubricating TiB2-TiCxNy Ceramic Coatings on Ti-6Al-4V Alloy Fabricated by Laser Surface Alloying, Surf. Coat. Technol., 2019, vol. 369, pp. 269–279. https://doi.org/10.1016/j.surfcoat.2019.04.056
Lei, J., Shi, C., Zhou, S., Gu, Z., and Zhang, L.C., Enhanced Corrosion and Wear Resistance Properties of Carbon Fiber Reinforced Ni-Based Composite Coating by Laser Cladding, Surf. Coat. Technol., 2018, vol. 334, pp. 274–285. https://doi.org/10.1016/j.surfcoat.2017.11.051
Shi, C., Lei, J., Zhou, S., Dai, X., and Zhang, L.C., Microstructure and Mechanical Properties of Carbon Fibers Strengthened Ni-Based Coatings by Laser Cladding: The Effect of Carbon Fiber Contents, J. Alloys Compd, 2018, vol. 744, pp. 146–155. https://doi.org/10.1016/j.jallcom.2018.02.063
Stepanova, N.V., Kuznetsov, V.A., Malyutina, Yu.N., Terentyev, D.S., Lozhkin, V.S., and Razumakov, A.A., Structure and Mechanical Properties of Gray Cast Iron Modified with a Mechanically Activated Mixture of Tungsten Carbide and Chromium, Obrabotka Metallov: Tekhnolog. Oborud. Instrum., 2013, no. 3, pp. 121–126.
Martyushev, N.V., Zykova, A.P., and Bashev, V.S., Modification of AK12 Alloy with Ultrafine Tungsten Powder Particles, Obrabotka Metallov: Tekhnolog. Oborud. Instrum., 2017, no. 3, pp. 51–58.
Wang, K., Jiang, H.Y., Jia, Y.W., Zhou, H., Wang, Q.D., Ye, B., and Ding, W.J., Nanoparticle-Inhibited Growth of Primary Aluminum in Al-10Si Alloys, Acta Mater., 2016, vol. 103, pp. 252–263. https://doi.org/10.1016/j.actamat.2015.10.005
Cherepanov, A.N. and Ovcharenko, V.E., Effect of Nanostructured Composite Powders on the Structure and Strength Properties of the High-Temperature Inconel 718 Alloy, Phys. Metals Metallogr., 2015, vol. 116, no. 12, pp. 1279–1284. https://doi.org/10.1134/S0031918X1510004X
Grigorenko, G.M., Kostin, V.A., Golovko, V.V., Zhukov, V.V., and Zuber, T.A., Effect of Nanopowder Inoculators on the Structure and Properties of Cast HSLA Steels, Sovremenn. Electrometallurg., 2015, no. 2, pp. 32–41.
Kostin, V.A., Grigorenko, G.M., and Zhukov, V.V., Modification of the Structure of HSLA Steel Welds with Refractory Metal Nanoparticles, in Stroitelstvo, Materialovedeniye, Mashinostroyeniye: Starodubovskiye Chteniya, 2016, pp. 93–98.
Orishich, A.M., Cherepanov, A.N., Shapeev, V.P., and Pugacheva, N.B., Nanomodification of Welded Joints in Laser Welding of Metals and Alloys, Novosibirsk: Izd-vo SO RAN, 2014.
Boldyrev, A.M., Rubtsova, E.M., Orlov, A.S., Sizintsev, S.V., Tkachev, A.G., and Pershin, V.F., Enhancement of the Modification Efficiency of Fusion Welds, in Fundamental, Exploratory and Applied Research of the Russian Academy of Architecture and Construction Sciences for the Development of Architecture, Urban Planning and the Construction Industry of the Russian Federation in 2018, Moscow: Russian Academy of Architecture and Construction Sciences, 2019, pp. 114–122.
Cherepanov, A.N., Drozdov, V.O., Malikov, A.G., Orishich, A.M., and Mali, V.I., Studying the Laser Welding of Porous Metals with the Application of Compact Inserts and Nanopowders, Phys. Met. Metallogr., 2021, vol. 122, no. 3, pp. 301–306. https://doi.org/10.1134/S0031918X21030030
Drozdov, V.O., Orishich, A.M., Malikov, A.G., and Karpov, E.V., Effect of Nanomodification Additives at Laser Welding of Aluminum-Lithium Alloys for Air-Space Applications, in AIP Conf. Proc.: Proceedings of the XXVI Conference on High-Energy Processes in Condensed Matter, Dedicated to the 150th Anniversary of the Birth of S.A. Chaplygin, 2019, p. 030115.
Sheksheev, M.A., Mikhailitsyn, S.V., Sychkov, A.B., Emelyushin, A.N., and Shiryaeva, E.N., Effect of Ultrafine Tungsten Monocarbide Particles on the Structure of Deposited Metal, Vestnik YuUGU. Metallurgiya, 2018, vol. 18, no. 4, pp. 128–136.
Lazarova, R., Dimitrova, R., Murdjeva, Y., Valkov, St., and Petrov, P., Layers Obtained on Aluminum by Nanopowder Deposition and Subsequent Electron Beam Scanning, in Materials and Manufacturing Processes, Taylor & Francis, 2018, pp. 1–5. https://doi.org/10.1080/10426914.2018.1453148
Anestiev, L., Lazarova, R., Petrov, P., Dyakova, V., and Stanev, L., On the Strengthening and the Strength Reducing Mechanisms at Aluminium Matrix Composites Reinforced with TiCN Nano-Sized Particulates, Philos. Mag., 2021, vol. 101, no. 2, pp. 129–153. https://doi.org/10.1080/14786435.2020.1821114
Cherepanov, A.N., Drozdov, V.N., Malikov, A.G., Orishich, A.M., Mul, D.O., and Shevtsova, L.I., Effect of Nanostructured Powder Compositions on the Surface Layer Characteristics of Laser Processed Steel, Tyazhel. Mashinostroen., 2016, no. 6, pp. 2–4.
Cherepanov, A.N., Afonin, Yu.V., Malikov, A.G., and Orishich, A.M., The Use of Nanopowders of Refractory Compounds in Laser Processing of Materials, Tyazhel. Mashinostroen., 2008, no. 4, pp. 25–26.
Cherepanov, A.N., Orishich, A.M., and Shapeev, V.P., Laser Welding of Metals and Alloys Modified with Nanopowder Additives. Theory and Experiment, Fiz. Mezomekh., 2013, vol. 16, no. 1, pp. 91–104. https://doi.org/10.24411/1683-805X-2013-00033
Cherepanova, V.K. and Cherepanov, A.N., Solid Phase Nucleation in a Metal Melt Modified with Spherical Nanoparticles, in Metallurgy: Technologies, Innovations, Quality. Proc. 21st Int. Applied Research Conf., 2 vols., Protopopova, E.V., Ed., 2019, pp. 153–159.
Cherepanova, V.K. and Cherepanov, A.N., A Model of Heterogeneous Nucleation on Cubic Nanoparticles, Dokl. Akad. Nauk Vyssh. Shkoly Ross. Feder., 2019, no. 1(42), pp. 7–17.
Ellis, D. and Bero, Zh.-M., Patent RU 2615405, Improvement of Fiber-Reinforced Materials, Bull. FIPS, 2017.
Alekseev, A.V. and Predtechensky, M.R., Comparative Study of Nanoparticle Coating Using a Planetary Ball Mill and a Hydraulic Press, Sistemy Analiz. Obrabot. Dannykh, 2012, no. 3, pp. 35–44.
Drozdov, V.O., Chesnokov, A.E., Cherepanov, A.N., and Smirnov, A.V., Study of the Influence of the Time of Mechanical Processing of Powder Mixture of Composition Ti–25 wt % TiN in a Planetary Mill on the Characteristics of Composite Particles, J. Phys. Conf. Ser. XXII Winter School on Continuous Media Mechanics (WSCMM-2021), Perm, 22–26 March 2021, AIP Publ., 2021, vol. 1945, p. 012005(7). https://doi.org/10.1088/1742-6596/1945/1/012005
Drozdov, V.O., Chesnokov, A.E., Cherepanov, A.N., and Smirnov, A.V., Study of the Formation of Nanostructured Composite Powders in a Plasma Jet, Thermophys. Aeromech., 2019, vol. 26, no. 5, pp. 739–744. https://doi.org/10.1134/S0869864319050111
Kandeva, M., Panov, I., and Dochev, B., Effects of Nanomodifiers on the Wear Resistance of Aluminum-Silicon Alloy AlSi18 in Tribosystems in Case of Reversive Friction and Lubrication, J. Balkan Tribol. Assoc., 2020, vol. 26(4), pp. 637–652.
Poluboyarov, V.A., Korotaeva, Z.A., Korchagin, M.A., Lyakhov, N.Z., Cherepanov, A.N., and Kalinina, A.P., Application of Mechanically Activated Ultrafine Ceramic Powders to Improve the Properties of Metals and Alloys, Tekhnik. Mashistroen., 2003, no. 6, pp. 35–42.
Drozdov, V.O. and Cherepanov, A.N., Melting Point of the Coating on a Refractory Nanoparticle, Steel Transl., 2014, vol. 44, no. 2, pp. 96–98. https://doi.org/10.3103/S0967091214020041
Funding
The research results were obtained partly with the financial support of RFBR-ROSATOM Grant No. 20-21-00046 and partly through the Fundamental Research Program of the State Academies of Sciences for 2021–2023 (Project No. 121030500137-5), using the equipment of the Shared Use Center “Mechanics” at the Khristianovich Institute of Theoretical and Applied Mechanics SB RAS.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher's Note. Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chesnokov, A.E., Drozdov, V.O., Skorokhod, K.A. et al. Effect of Preliminary Ball Milling of Nanomodifiers on Their Efficiency in Laser Surface Treatment of Titanium. Phys Mesomech 27, 79–87 (2024). https://doi.org/10.1134/S1029959924010089
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1029959924010089