
Abstract
Using the developed model of alternating elastoplastic bending on processing metal strips on a roller straightening machine, we calculate the geometric and deformation parameters of the straightening process. The dependences of the bending radii, the relative and true strains on the strip surface, and the elastically deformed central region thickness on the strip thickness in the range 0.25–3.0 mm and the recommended gaps in a EcoMaster® 25 machine are constructed and analyzed. The straightening parameters that provide the maximum deformation effect on the strip material are determined.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
When studying the deformation of metal strips during their processing on a roller straightening machine (RSM), we detected changes in their mechanical properties. Thus, the straightening operation has acquired an independent value as a tool for controlling the properties of sheets to preserve their sizes.
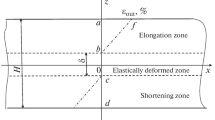
Straightening is carried out by bending a sheet under alternating load, and the kinematics of this process is reduced to alternating the upper and lower positions of the center of the bending radius relative to the median plane of the strip; i.e., when going from the previous to the next bend, the direction of the loads changes by 180°. As a result, the deformation of, e.g., fibers on the upper surface of the strip changes from elongation to shortening and vice versa. Since the sheet width during straightening far exceeds its thickness, a flat deformation scheme is conserved in the course of bending and the material to be processed is physically subjected to shear deformation.
In addition, the deformation during bending of strips is elastoplastic, since the central part of the strip always contains elastic strain due to the fact that the stresses decrease because of their linear profile across the strip height when the central plane of the strip is approached and become zero in this plane. The boundary between the areas of elastic and plastic strains can be conditionally considered the plane in which the stresses reach yield strength σ0.2 of the material of the processed strips.
Note that our previous works concerning calculations and experiments on the processing of metallic materials on an EcoMaster® 25 precision RSM [1, 2] were limited to a strip thickness of 3.0 mm, the maximum for this machine. In this work, the problem of determining the geometric and deformation conditions of elastoplastic alternating bending was solved for the entire thickness range of the strips processed on this machine.
CALCULATION PROCEDURE
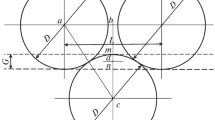
Based on the results of the analysis [2] of various models of the interaction of a strip and working rollers during straightening, we chose a model for bending a strip as the deformation of a beam on two supports with a load acting at an equal distance between the supports. The object was an EcoMaster® 25 RSM with working rollers of diameter D = 25 mm and a distance L = 28 mm between their axes. The lower (11 pieces) and upper (10 pieces) rollers are installed in cartridges in such a way that their axes of rotation in each cartridge are in the same plane and are arranged in cartridges in a staggered order with respect to each other. When moving in the machine, a strip undergoes 18 operations of elastoplastic bending under alternating load sequentially.
These planes form a kind of wedge in space, and the line of their intersection is located on the side of the entry to the RSM. The machine is configured according to the values of two gaps (entry, exit) depending on strip thickness H. The exit gap is always taken to be the strip thickness, G19 = H, and the special-purpose nomogram included in the technical documentation of an EcoMaster® 25 machine [3] is used to select entry gap G1.
Using the nomogram and two curves located below the exit gap line, two values of the entry gap, namely, \(G_{1}^{{\max }}\) (from the upper curve) and \(G_{1}^{{\min }}\) (from the lower curve), are determined. To determine the main characteristic of the bending operation, namely, the bending radius of the median line of the strip Rben under the model conditions, the following ratio is applied [2]:
where G is the roller gap, which increases from the entry to the exit at step (G19 – G1)/18 when the strip passes to each subsequent bending operation. The curvature of the median surface γ = 1/Rben is the inverse of radius Rben.
As a result, the main geometric strip processing parameters in an RSM are determined. Among the deformation parameters, first of all, the relative strain (%) of the surface (outer) fibers according to the following equation should be noted:
This equation describes the highest elongation strain in the strip on bending at the entry to the RSM.
As follows [4], the directions of deformation, e.g., shortening or elongation, are identical in terms of their effect on the mechanical properties of the metal; however, the relative deformation, which is a characteristic of the same sense, cannot be used to estimate the integral effect of alternating deformation on the properties. In such cases, the parameter called the principal true strain intensity is used [5, 6],
where e1–e3 are the principal true strains (or true strains along the main axes). Numerical indices in the principal true strains are assigned in accordance with the rule e1 ≥ e2 ≥ e3.
When the strip is bent, its width does not change; i.e., a flat deformation scheme, in which ln(b/b0) = 0, is implemented and the constant volume condition takes the form lh/l0h0 = 1 (where b, b0, l, l0, h, h0 are linear dimensions). Therefore, in the part of the strip where tensile stresses are operative, the principal true strains are e1 = ln(l/l0) > 0, e2 = ln(b/b0) = 0, and e3 = ln(h/h0) < 0; in the other part (when passing through the median surface of the strip), their values are e1 = ln(h/h0) > 0, e2 = ln(b/b0) = 0, and e3 = ln(l/l0) < 0. Substituting any of these combinations into Eq. (3) leads to the following unique expression for the principal true strain intensity: ei = 1.15e1.
In our case, for alternating loads, the principal true strain intensity in the outer fibers of the processed strip is
To determine the thickness of the elastically deformed layer in the central part of the strip δ, we propose the formula
This formula can be used to find the time in the process of alternating bending deformation when the strip begins to undergo only elastic deformation due to an increase in the roller gap during the passage of the strip through the RSM under the condition δ ≥ H.
Taking into account the great importance of accuracy and convenience of determining the entry gap specified as a nomogram, we converted graphical curves into analytical dependences. Using the nomogram, we obtained a numerical array of the maximum and minimum entry gaps at different strip thicknesses and subjected it to statistical processing in order to construct regression dependences. A power function with a constant term was chosen for an analytical structure of these dependences. As a result, the following relations were obtained for the entry gap:
maximum gap,
minimum gap,
The largest relative error in determining G1 by Eqs. (6) and (7) is 4%. In logarithmic coordinates, these relations are linearized with a linear correlation coefficient of 0.999, which objectively guarantees a high degree of correspondence of the obtained dependences to the graphical representation of the entry gaps on the nomogram. Therefore, the obtained dependences were used to calculate the geometric and deformation parameters of elastoplastic bending of strips on the RSM with allowance for the alternating character of applied bending forces
RESULTS AND DISCUSSION
Before performing calculations, we chose strip thickness H as the main parameter affecting the geometric and deformation bending conditions in the RSM. From the strip thickness range processed on the EcoMaster® 25 machine (from 0.25 to 3.0 mm), we chose four thicknesses, H = 0.25, 1.0, 2.0, and 3.0 mm, for which the minimum and maximum roller gaps G1 on the side of strip entrance to the machine were determined by Eqs. (6) and (7). The values of H(G19) and G1 presented in Table 1 were used as initial information for further calculations.
For each version indicated in Table 1 (in total, eight versions), the geometric and deformation parameters were determined in each bending operation during the passage of the strip from the entrance to the exit from the machine using the relations given in the methodological part. As an example, Table 2 gives the results calculated for the version corresponding to the minimum entry gap for the thinnest strip (H = 0.25 mm). The results for the remaining combinations of variables H and G1 can be presented similarly.
Using the developed scheme, for each bending operation we determine the geometric parameters (Rben (mm) is the bending radius of the outer fibers on the strip surface, γ (mm–1) is the curvature, δ (mm) is the thickness of the elastically deformed median layer of the strip) and the deformation parameters (εout is the relative strain of the elongation of the outer fibers at the strip surface, eout is the principal true strain intensity of the outer fibers at the strip surface, eiΣ is the total principal true strain intensity of the outer fibers at the strip surface during bending in RSM).
Regarding the negative roller gaps given in Table 2Gi (i = 1–17), it should be noted that the gap is taken to be the distance between two planes tangent to the surfaces of the upper and lower rollers, starting from the entry to the machine and ending with the exit from it. A negative gap means that the rollers fall into the free space having formed due to their staggered location. If the roller diameter is 25 mm and the distance between the roller axes is 28 mm, the gap between them is –4.29 mm when the rollers are in full contact (e.g., when the lower roller touches two upper ones). The gap (\(G_{1}^{{\min }}\) = –2.09 mm) determined by Eq. (7) indicates that the clearance having formed between the rollers is large enough to bite and straighten a strip H = 0.25 mm thick.
When analyzing the results of calculating the geometric and deformation parameters on bending strips in the RSM, we have to take into account the fundamental role of the first plastic deformation operation, which was noted upon studying the features of forming and hardening a metal under alternating load [7]. A similar point was mentioned in work [8] devoted to the hardening of strips of commercial-purity copper during their processing on an EcoMaster® 25 RSM. This information was taken into account in the results of calculating the geometric and deformation parameters for the first bending operation when strips of various thicknesses are processed on the RSM for two entry gap versions (see Table 3). Along with the parameters given in Table 2, Table 3 presents the ratio δ/H characterizing part of the strip thickness occupied by an elastically deformed middle layer.
For the convenience of a comparative analysis of the obtained geometric and deformation parameters, they are graphically combined after appropriate scaling in Fig. 1. The following designations of scaled variables are introduced: R = (Rben, mm)/10, ε = (εout, %) × 5, δm = (δ, mm) × 10, and Δm = (δ/H) × 10. Entry gaps G1 (maximum and minimum ones) were not scaled.

Geometric and deformation parameters in the first bending operation vs. the strip thickness on processing on RSM at the (a) maximum and (b) minimum entry gap.
As follows from Fig. 1, the entry gap significantly affects all geometric and deformation parameters. First of all, we note the influence of the entry gap on the bending radius of the strip Rben determined by Eq. (1) and the fact that this parameter is related to such important indicators as the relative strain of the outer strip surfaces εout and the thickness of the elastically deformed middle region of the strip δ (see Eqs. (2) and (5)). The main consequence of the data presented in Fig. 1 is that, when the entry gap decreases, the relative strain of the metal increases and the relative strain of the elastically deformed central part of the strip decreases. In other words, the cold-worked volume of the strip material increases.
However, recall that Fig. 1 presents information about the strip deformation conditions only at the first bend after the strip enters the RSM. When passing through the machine, the strip undergoes 18 bending operations with a sequential increase in the bending radius because of gap growth, which leads to a decrease in relative strain εout and to an increase in the thickness of the central elastically deformed part of the strip δ. As follows from the data in Table 2, εout at the 12th bend is 0.239% for a strip H = 0.25 mm thick at a minimum recommended entry gap G1 = –2.09 mm and εout = 0.198% at the 13th bend. Specifically, the metal undergoes a strain less than 0.2%, the load at which was used to calculate yield strength σ0.2 [9].
In other words, after the 12th bend, the strip undergoes only elastic deformation, which is additionally indicated by the value of δ in Table 2 (at the 13th bend, the thickness of the elastically deformed median layer of the strip δ exceeds a strip thickness of 0.25 mm).
Calculations similar to the considered example were performed for all other versions of combinations of the strip thicknesses and the entry gap given in Table 1. Denoting the ordinal number of the bend at the last plastic deformation operation by n (in the example, n = 12), we can trace its change in Fig. 2 as a function of the strip thickness at the maximum and minimum entry gaps. At both gaps and a strip thickness smaller than 1 mm, n decreases significantly (especially for the maximum gap), which indicates a decrease in the number of bending operations that provide plastic deformation of a strip.

Ordinal number of bend n at the last plastic deformation operation and the transition to elastic deformation of a strip vs. the strip thickness at the (a) maximum and (b) minimum entry gap.
It is important to estimate this strain. Table 2 gives the following two deformation indicators: εout (%) is the relative linear strain and eout is the principal true strain intensity. The expression of this indicator in the form of Eq. (4) is used for the flat deformation scheme used for bending wide strips. The main advantage of ei in comparison with εout is that parameter ei has the property of additivity and, for the case of successive bending of a strip by an alternating load, the total strain can be determined by the simple expression
where n is the ordinal number of the bend at the last plastic deformation operation, as indicated above. In the case of processing a 0.25-mm-thick strip at a minimum entry gap of –2.09 mm, we obtain n = 12 and eiΣ = \(\sum\nolimits_{i = 1}^{12} {{{e}_{i}}} \) = 0.049.
Similarly, the values of eiΣ were determined for the other calculation versions given in Table 1 for strip thicknesses from 0.25 to 3.0 mm at the maximum and minimum entry gaps controlled by the nomogram of the EcoMaster® 25 RSM. The calculation results (Fig. 3) clearly confirm the information given in Fig. 1: the highest plastic bending strains are achieved at large strip thickness (2–3 mm) and the minimum recommended entry gap.

Accumulated true strain εiΣ vs. the strip thickness during processing on an RSM at the (a) maximum and (b) minimum entry gap.
This conclusion fully corresponds to the dynamics of true strain accumulation when strips of various thicknesses H pass through the RSM (see Fig. 4). The results obtained are thought to be very important information for using an RSM as a tool for controlling the properties of metal strips. In addition, they correlate with the data presented in [10, 11].

Change in the accumulated true strain when strips of different thicknesses pass through RSM at the recommended minimum entry gap (numerals at the curves are the strip thickness).
CONCLUSIONS
(1) Using the developed model of elastoplastic bending by an alternating load, we constructed a calculation scheme to determine the geometric and deformation parameters for straightening metal strips on an RSM.
(2) For the straightening on an EcoMaster® 25 RSM, we determined the bending radii of the strip, the relative elongation strains, the principal true strain intensity of surface fibers, and the elastically deformed central layer thickness of a strip.
(3) When analyzing the dependences of the given parameters for the first bending operation on the strip thickness and the recommended maximum and minimum entry gaps, we found that the strip material undergoes the highest deformation effect in the thickness range 1–3 mm at the minimum entry gap.
(4) When an RSM is used as a tool for controlling the properties of metal strips, we recommend to additionally take into account the parameter of the accumulated principal true strain intensity, which narrows the rational strip thickness range to 2–3 mm under the conditions under consideration.
REFERENCES
http://stanko-group.net/katalog/stanki-dlya-obrabotki-lista/ustanovki-pravki-lista/precizionnyy-pravilny-stanok-ecomaster-2/(EcoMaster® precision straightening machines).
A. E. Shelest, V. S. Yusupov, M. M. Perkas, E. N. Sheftel’, V. V. Posvirnin, and K. E. Akopyan, “Development of a technique for determining the geometric and deformation parameters of metal sheet straightening on roller straightening machines,” Proizv. Prokata, No. 3, 3–8 (2016).
A. E. Shelest, V. S. Yusupov, M. M. Perkas, and E. N. Sheftel’, “Additional possibilities of the effect of alternating elastoplastic deformation on the properties of metallic materials,” Russ. Metall. (Metally), No. 1, 46–52 (2021).
V. Ya. Mezis, “Effect of changing the sign of cold plastic deformation on some properties of a metal,” Extended Abstract of Cand. Sci. (Eng.) Dissertation, Moscow, 1958.
G. A. Smirnov-Alyaev, Plastic Deformation Resistance of Materials, 3rd ed. (Mashinostroenie, Leningrad, 1978).
A. E. Shelest, V. S. Yusupov, M. M. Perkas, E. N. Sheftel’, K. E. Akopyan, and V. V. Prosvirnin, “Refinement of the technique of plotting the flow curves of a metal to predict its hardening in alternating cold plastic deformation,” Russ. Metall. (Metally), No. 9, 758–763 (2017).
A. A. Bogatov and S. S. Puzyrev, “Shaping and hardening of a metal during metal forming with alternating deformation,” Proizv. Prokata, No. 3, 2–8 (2013).
A. E. Shelest, V. S. Yusupov, M. M. Perkas, E. N. Sheftel’, K. E. Akopyan, and B. V. Prosvirnin, “Formation of the mechanical properties of copper strips during alternating elastoplastic bending,” Russ. Metall. (Metally), No. 5, 500–506 (2018).
GOST 11701–84. Metals. Methods of Tensile Tests of Thin Sheets and Strips (Izd. Standartov, Moscow, 1985).
S. V. Samusev and A. V. Lyuskin, “Procedure for calculating the geometric parameters of a pipe billet during shape change in various TESA lines,” Izv. Vyssh. Uchebn. Zaved., Chern. Metall., No. 1, 10–12 (2009).
S. V. Samusev, G. P. Zhigulev, M. M. Skripalenko, and V. A. Fadeev, “Parameters of step forming of a billet in the production of large-diameter pipes on a TESA 1420 line,” Cher. Metally, No. 9, 73–77 (2017).
Funding
This work was performed according to state assignment 075-00328-21-00.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Shelest, A.E., Yusupov, V.S., Karelin, R.D. et al. Geometric and Deformation Parameters of Elastoplastic Alternating Bending of a Strip during Processing on a Roller Straightening Machine. Russ. Metall. 2022, 546–551 (2022). https://doi.org/10.1134/S0036029522050093
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029522050093