
Abstract
Methods for the formation of liquid, microdroplet, cluster, and gas targets in vacuum for use in laser-plasma radiation sources are considered. The characteristics of the used target-formation systems and gas-supply systems based on them are given. These systems form pulsed and static jets with low mass flow, on the order of ~70 mL/h of liquid or 1500 cm3/h of gas, which allows pumping out the vacuum volume with one turbomolecular pump with a capacity of 1000 L/s.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
The formation of stable low-flow liquid and gas jets flowing into a vacuum is in itself a rather complex technical problem. These systems are used in a variety of laboratory devices, and one of the most popular applications is the use as part of laser-plasma radiation sources (LPS) [1].
This article presents the results obtained by the authors of the development of systems for the formation of gaseous, cluster, microdroplet, and liquid target jets for use in LPS. For use as part of laboratory LPSs, additional requirements are imposed on the system for forming such jets, such as low flow rates, high substance density, and stability of the jet characteristics.
The low costs of the target-formation systems used in the LPS are dictated by the use of pumping systems with an acceptable power. If cryogenic pumps cooled by liquid nitrogen, which are characterized by high pumping speeds, can still be used for liquid systems, then pumping should be carried out by turbomolecular pumps, the total productivity of which does not exceed 1000 L/s, for gas-jet sources. The use of either turbomolecular pumps with a capacity of more than 1000 L/s or groups of pumps leads to a sharp complication of the installation and its transfer from the category of conventional laboratory equipment to the category of special devices.
The density of the LPS gas jet is an important parameter that determines the properties of the radiation source itself. A high density of matter in the target is necessary for the rapid development of laser breakdown and the formation of a heated plasma that efficiently emits in the short-wavelength range.
The stability of the characteristics of the obtained jets is the most important property of the target-formation system. The presence of frequent failures or jet density drift over time makes it impossible to use such a source in any important laboratory measurements. Achieving high technical readiness and stability of the characteristics of the jet source is the longest and most difficult stage in the development of the source. However, this stage of work is often neglected in favor of the speed of project implementation.
The technical solutions used to create such jet targets can be divided into two options: constant flow systems or pulsed systems.
When using constant flow systems, the requirement for low flow rates leads to the need to use small nozzles. For liquid systems, in this case, the influence of surface forces sharply increases in the process of jet separation from the nozzle exit. These impacts can be leveled by significantly increasing the fluid pressure at the nozzle inlet. For gas-jet sources, the requirement for a small flow rate also leads to the need to use small-section nozzles and reduce the gas pressure at the nozzle inlet, which, in turn, leads to a sharp drop in the density of the formed gas jet. The way out of this situation is to use profiled gas nozzles. These nozzles make it possible to create a directed gas jet, significantly increasing the jet density in the zone of laser spark formation. The best nozzles are Laval nozzles, but technologically advanced cone nozzles have found the greatest use.
The use of impulse systems makes it possible to increase the cross-section of the nozzles but requires the use of high-speed valves. A number of important requirements are imposed on valves, such as fast jet switching, low leakage in the closed position, reliability, and long service life.
Below are the options for the technical appearance of jet-formation systems in vacuum when pumping out with a turbomolecular pump with a capacity of 1000 L/s:
1. A system for the formation of a constant liquid jet [2–5]: a capillary of a very small diameter (~5 μm), at the inlet to which large (up to 100 bar) liquid pressure is created; in addition, the nozzle can be subjected to vibration [6] to form drops.
2. A system for the formation of a constant gas and cluster jet [7]: a conical nozzle of small critical section (~150 μm), 5 mm long, at the inlet to which moderate pressure is created (<5 bar).
3. A system for the formation of pulsed liquid and microdroplet jets [8–10]: a cylindrical nozzle of average diameter (~200 μm), at the inlet to which moderate pressure (~5 bar) is created;
4. A system for the formation of pulsed gas and cluster jets [11–13]: a conical nozzle with a large critical section (~500 μm), at the inlet to which high pressure is created (~25 bar).
RESEARCH FACILITY
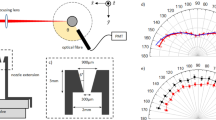
We carried out studies that included the development of all four options for the formation of liquid and gas jets in vacuum that are used as targets in LPS. The research setup described in detail in [14] was used. The installation diagram is shown in Fig. 1.

Installation for studying the properties of atomic cluster beams. (1) Laser; (2) radiation power detector; (3) dividing plate; (4) prism; (5) optical input; (6) lens; (7) nozzle; (8) heat exchanger; (9) vacuum lock; (10) diaphragm; (11) X-ray spectrometer RSM-500; (12) turbomolecular pump; (13) cryocondensation pump; (14) cryosorption pump.
The installation is a vacuum chamber pumped out by cryocondensation and cryosorption pumps. In the volume of the chamber, the main gas flow is pumped out by a cryogenic condensate pump 13 with very high pumping speeds. The pump tailor-made for installation has a well-known design: two nested cylinders, soldered at the ends, placed in a vacuum chamber. The cryoagent, usually liquid nitrogen, is fed into the space between the cylinders. When using liquid nitrogen as a cryoagent, the pump can effectively pump out high-boiling gases such as xenon, water, and freons. The use of such a pump makes it possible to effectively encapsulate aggressive gases, such as fluorine, chlorine, bromine, and oxygen, in the layer of frozen ice, which are formed when molecular gases are excited by laser radiation. Gases not condensed on the cryo-condensation pump are efficiently pumped out by two cryo-adsorption pumps 14 brand KV 250-3.2 of less capacity located in series behind the cryocondensation pump. This system remains operational in the event of a sudden breakthrough of vacuum or destruction of the nozzles.
The jet target-formation system under study is fixed on a three-coordinate positioning system, which allows it to be moved relative to the focal point of the optical system. Flexible tubes of the gas- or liquid-supply system are connected to this system.
Nozzle Power Case 7 gas operation of the system is carried out as follows. The gas pressure at the inlet to the nozzle is regulated by a reducer and a needle valve, and the pressure is measured by a reference pressure gauge. To measure the gas flow through the nozzle, the needle valve is closed and the time of gas outflow from a special measuring volume is measured. The temperature of the gas supplied to the nozzle is controlled by cooling with a gaseous cryoagent (nitrogen) at a variable flow rate, which makes it possible to smoothly control the temperature in the range of 140–350 K. The gaseous cryoagent is formed by evaporating liquid nitrogen using an electric heater. The cryoagent is then fed through a heat-insulated pipeline to a heat exchanger fixed in front of the nozzle. The gas temperature is measured using a Pt1000 temperature sensor attached directly to the nozzle.
Nozzle power case 7 liquid operation of the system is carried out as follows. Compressed gas is fed through a reducer into a container with liquid. Further, the liquid under pressure is supplied to the nozzle, and the pressure is measured by a reference pressure gauge. Fluid flow is measured by weighing the mass of the working fluid before and after the experiment.
When using impulse nozzles, a significant heating of the switching valve occurs. For cooling, a copper clamp was used, which was put on the impulse nozzle, and a copper heat pipe, which was removed from the vacuum part of the installation and cooled from the outside.
STRUCTURES OF THE INVESTIGATED JET TARGET-FORMATION SYSTEMS
Static Liquid Jet
To form a static liquid jet, very small diameter capillaries (~5 μm) were used, at the inlet to which a high liquid pressure was created, up to 25 bar. We investigated the possibility of using capillaries of various designs to be able to work in this circuit.
Initially, G33 injection needles were studied, which are characterized by a large inner diameter (~100 μm) and, accordingly, high liquid flow rates (0.2 cm3/s). It can be noted that the resulting liquid jets are very stable in vacuum. Attempts were made to roll or crimp both the needles themselves and the needles with soldered bandages in order to reduce their inner diameter. These attempts were unsuccessful.
Next, we studied a number of nozzles obtained using various technologies. Thus, glass capillaries were made by melting and stretching a glass tube and filing the end with a grinder. The required flow rate of the liquid was provided by grinding the end face of the capillary. When grinding, it is necessary to ensure that the plane of the cut is perpendicular to the axis of the capillary. The manufacturing technology of such nozzles is quite simple and can be implemented in any laboratory. This technology made it possible to obtain nozzles of small diameter (~5 μm) with a flow rate of ~75 mL/h (stable operation for >10 h was observed at flow rates of >180 mL/h). In air, these capillaries operated stably, but the jet of the formed liquid flew out at an inclination to the nozzle axis (up to 10°). During operation, significant problems were caused by the method of fastening the glass nozzle in the holder. Soldering requires the use of special glasses and junctions; mechanical clamping when exposed to aggressive solvents under high pressure (~20 bar) is not entirely reliable. Glass nozzles proved to be unreliable due to the brittleness of the material and rapid destruction under the influence of laser radiation. An accidental hit of a focused laser beam almost instantly destroyed the capillary, which led to a volley ejection of a large amount of liquid into the installation volume.
Attempts were made to manufacture fluoroplastic capillaries. The production was carried out by piercing a fluoroplastic cylinder with a metal needle. These capillaries leaked when the fluid pressure at their inlet increased and, accordingly, showed unstable flow characteristics. Also, rather serious problems were caused by the fastening of the fluoroplastic capillary to the liquid supply system. In general, it can be stated that the fluoroplastic nozzles turned out to be unsuitable for work.
Metal capillaries were also made. To do this, the copper capillary tube was crimped on a press with the help of figured punches in such a way that a conical cavity was formed when the metal was deformed. Next, sawing of the capillary from the end was carried out until the opening of the conical cavity. This technology made it possible to obtain capillaries of small diameter (~5 μm) with a flow rate of ~75 mL/h (stable operation >10 h also at flow rates of more than ~180 mL/h). In air, these capillaries worked stably. The jet of the formed liquid flew out at an inclination to the axis of the capillary up to 10°. Metal capillaries were easily soldered into fasteners and proved to be reliable and quite convenient to use. Accidental exposure to the laser beam did not lead to the destruction of the capillary.
A big problem in the operation of all types of capillaries was the presence of solid inclusions in the working fluid. Clogging of the capillary with solid inclusions leads to its irreversible damage. In practice, the operation of such capillaries is possible only in combination with ~1 µm filters and using a preliminarily purified liquid.
The outflow of a liquid jet into a vacuum differs significantly from its outflow into air, namely, the liquid jet sticks to the end of the nozzle. This phenomenon significantly and uncontrollably changes the direction of the liquid jet, up to the liquid spreading over the nozzle end. In practice, there is an uncontrolled change in the direction (with a period of up to 20 min) of the ejection of a liquid jet. The phenomenon is observed on nozzles made of materials such as metal, glass, and even fluoroplastic. This phenomenon can be combated by increasing the pressure at the nozzle inlet, which, however, increases the liquid flow rate. In practice, we have not been able to permanently eliminate this problem.
Also, when a liquid flows into a vacuum, it boils and freezes. This phenomenon is dangerous because, at low flow rates, the liquid begins to freeze around the capillary cut, clogging the hole, which makes it impossible to restart the capillary in a vacuum. Attempts have been made to use heated capillaries or to heat the capillary end with a tungsten coil. As a result, it was found that a more or less stable liquid outflow can be obtained for a carefully selected combination of “liquid pressure–capillary cross section–heater power.”
Having assessed the whole complex of problems, it can be noted that the use of such thin capillaries for LPS is technically very difficult and practically unjustified.
Static Gas Jet
For the system of formation of a static gas jet, conical supersonic nozzles of small diameter (<250 μm) were used, at the inlet to which a moderate pressure is created (<5 bar). This system makes it possible to obtain gas and cluster jets by cooling the gas at the nozzle inlet. The small diameter of the nozzles and, accordingly, the significant friction of the gas against the walls of the nozzle suppress the formation of clusters; therefore, operation in the cluster mode is carried out upon cooling to temperatures very close to the gas condensation temperature at a given pressure.
In our work, we explored conical supersonic gas nozzles with two critical sections: 145 and 230 μm, 5 mm long.
A gas nozzle with a critical section of 230 μm was made by drilling a copper cylinder. The design of the nozzle is shown in Fig. 2. The nozzle has a thread for fastening the skimmer and a protective groove. The nozzle was soldered into a CF16 flange attached to the gas-supply system and positioning system. When manufacturing, it is necessary to take into account the operating conditions of the nozzle: overheating and desoldering of the nozzle are possible when using tin solders and powerful gas jet excitation systems (electron beam). The drilling of the nozzles was carried out with specially made conical drills. A batch of nozzles was made from which ~10% of nozzles suitable for operation were selected. The complexity of the application of drilling technology is due to the uniqueness of the nozzles: their diameters and surface quality are individual. We used the following nozzles: critical section 230 µm, length 5 mm, opening angle 9°. In case of clogging, the nozzles were cleaned well mechanically. A nozzle with a critical section of 230 μm proved to be reliable in operation but showed complete unsuitability when working with low-capacity pumping systems.

Design of the cone nozzle with a critical section of 230 μm.
A gas nozzle with a critical section of 145 μm was produced by electrochemical deposition of copper on an aluminum cone shape to form a copper cylinder with an aluminum cone inside. Further, aluminum was dissolved and the resulting copper cylinder with a conical channel was pressed into the nozzle body. The nozzle body, in turn, was soldered into the CF16 flange, which was attached to the gas-supply system and to the positioning system. The design of the nozzle is shown in Fig. 3. A thread is cut on the nozzle body for attaching the skimmer and carrying out adjustment work.

Design of the cone nozzle with a critical section of 145 μm.
This nozzle-manufacturing technology provides satisfactory serial production and is quite simple to master within a single laboratory. The disadvantage of the technology is the duration of the copper deposition process (~1–2 months) and the increased roughness of the nozzle walls. In the event of clogging, these nozzles are satisfactorily mechanically cleaned but they may be damaged. It is more preferable to blow the nozzles in the opposite direction with compressed gas. This nozzle has shown reliable operation but limited suitability (operating only at low pressure) when working with low-capacity pumping systems.
Flow characteristics when using various gases for a conical nozzle with critical section 145 µm, length 5 mm, and opening angle 10° are shown in Fig. 4. The gas temperature was 300 K, and the pressure is given in absolute units. The use of such nozzles makes it possible to cool the gas and operate in a cluster mode; upon cooling to ~150 K, the gas flow rate increases by ~20%.

Consumption of various gases when flowing into vacuum from a cone nozzle with a critical section of 145 µm.
The calculation of the gas parameters was carried out during the outflow of krypton from a conical nozzle with critical section 145 µm, length 5 mm, and opening angle 10° into vacuum without condensation at a temperature of 300 K for a pressure of 5 bar. The calculation was carried out for a viscous heat-conducting compressible gas in accordance with the mathematical model presented in [15]. The results of calculations of the field of temperatures and concentrations of krypton atoms are shown in Figs. 5 and 6. Axis X coincides with the axis of the nozzle, and coordinate R corresponds to the distance from the jet axis.

Temperature field during the outflow of a jet of krypton at the parameters of the gas at the inlet to the nozzle T0 = 300 K and p0 = 5 bar from conical nozzle to vacuum.

Concentration field at the outflow of a jet of krypton at gas parameters at the inlet to the nozzle T0 = 300 K and p0 = 5 bar from conical nozzle to vacuum.
According to Figs. 5 and 6, the particle concentrations reach ~10 × 1018 pieces/cm3 at a jet temperature of ~60 K in the laser spark formation zone located at a distance of ~0.5 mm from the nozzle exit. At the specified particle concentrations and gas temperatures, homogeneous condensation can be observed but at a distance of ~0.5 mm from the nozzle exit; this hardly affects the gas-dynamic parameters of the jet.
Such nozzles are often used to create cluster beams by condensing a gas jet as it flows into a vacuum volume. The average size of clusters formed in such jets, as well as some other parameters, have been studied in many works, for example, [16–18].
This system for the formation of gas jets is relatively difficult to manufacture but quite reliable in operation; it can be recommended for use in systems with a high frequency of exciting pulses or for the formation of cluster beams.
Pulse Liquid and Microdroplet Jets
For the system for forming a pulsed liquid jet, a fast-acting valve was used, at the inlet of which liquid was supplied under low pressure (~5 bar), and a baffle with a hole of average diameter (225 μm) or a capillary was fixed at the outlet.
Drop-liquid jets formed in the process of outflow from a liquid through a hole (capillary) into a vacuum generally have a complex spatial structure determined by the thermodynamic properties and parameters of the supplied liquid. Separately, it should be noted that the parameters of the liquid jet also change significantly when the jet flows into vacuum with different residual pressures. During the outflow, a number of processes occur simultaneously, such as the fragmentation of the liquid jet, the boiling up of the liquid in a vacuum, and its freezing. The calculation of the structure of such a jet is very laborious and has not been carried out. If it is necessary to carry out such calculations, one can refer to the literature on the design of automotive injectors. Nevertheless, it can be argued that, when a liquid jet flows out of a hole in the baffle, there are drops (crystals) of liquid with a density of ~1024 molecules/cm3 in the laser spark formation zone. In the case of the outflow of a jet from capillaries of different diameters and lengths, various liquid jets can be obtained, up to continuous ones.
We used a Bosch 0 280 158 017 nozzle as a liquid valve with a profiled outlet, which has four outlets with a diameter of 225 μm. Schematically, the design of the nozzle is shown in Fig. 7. The nozzle was controlled by a pulse power supply with a voltage of 300 V (working 12 V). In this case, the following parameters of the nozzle operation were determined:

Schematic design of the Bosch 0 280 158 017 nozzle.
1. injector opening time ~100 μs;
2. working pressure up to 25 bar;
3. minimum operating temperature > –20°С;
4. in the nominal mode of operation, when the gas jet flows into vacuum, the nozzle temperature is ~55°C and it is ~75°C when the liquid jet flows into vacuum.
To form a jet of liquid, one of the holes in the nozzle itself was used, the other three holes were sealed with tin solder. For liquid flow measurement, distilled water was used, and the nozzle response frequency was 10 Hz. The consumption characteristics of the nozzle are shown in Fig. 8.

Water consumption through the Bosch 0 280 158 017 nozzle depending on the pressure at different nozzle opening times.
For various liquids at a pressure of 4 bar at the nozzle inlet, a temperature of 300 K, a frequency of 10 Hz, and the following flow rates were obtained:
1. for water at the nozzle opening time of 0.9 ms, the flow rate was 65 mL/h;
2. for isopropyl alcohol with a nozzle opening time of 0.9 ms, the flow rate was 71 mL/h;
3. for hexane with the nozzle opening time of 0.6 ms, the flow rate was 58 mL/h;
4. for dichloromethane with a nozzle opening time of 0.5 ms, the flow rate was 51 mL/h.
The liquid flow rate remained constant for a long time. Changes in the flow rate with a frequency of 10–20 min, which are so characteristic of constant liquid jets, were not observed. In the closed state, these valves are gas-tight, and there is practically no leakage into the installation during the day.
In the case of using extended capillaries, the latter are soldered to the end of the nozzle. If it is necessary to use a hole of a different diameter, all nozzle holes are soldered, and a new hole of the required diameter is cut in the front part of the nozzle by electroerosion.
This system for the formation of pulsed liquid and microdroplet jets is easy to manufacture, very reliable in operation, and can be recommended for use in laboratory equipment.
Pulsed Gas and Cluster Jets
For the system for forming a pulsed gas jet, a pulse valve was used, at the inlet to which a high gas pressure was created (~25 bar), and conical nozzles of a large critical section (~500 μm) were fixed at the outlet. At such gas pressures, developed condensation is observed at the nozzle inlet, which opens up the possibility of obtaining clusters of various sizes.
We also used a Bosch 0 280 158 017 nozzle as a gas valve. A hole with a diameter of 1 mm was cut in the end of the nozzle by the electroerosion method. A clip was soldered onto the surface of the nozzle, to which, in turn, a nozzle was soldered. To measure the flow rates, we used a conical supersonic nozzle with a critical section of 450 μm, a length of 5 mm, and an opening angle of 11°. The design of this system is shown in Fig. 9.

Design of the system for the formation of a pulsed gas jet.
We have studied the consumption of carbon dioxide through the system of formation of a pulsed gas jet. CO2 consumption measurement results at room temperature depending on the pressure at different nozzle opening times are shown in Fig. 10. It can be seen that the obtained dependences are almost linear. At high pressures, up to 25 bar, the gas flow through the nozzle was not measured. Additionally, the installation was pumped out with one turbomolecular pump with a capacity of 1000 L/s for some gases (CO2, CHF3, Kr) at gas pressures up to 25 bar at the nozzle inlet. The level of residual pressure in the chamber during these experiments was ~10–2 Pa.

CO2 consumption through the high-pressure inlet system depending on the pressure at different nozzle opening times.
In the closed state, these valves demonstrate a very high gas density, and there is practically no leakage into the installation during the day.
The calculation of the gas parameters was carried out during the outflow of krypton from a conical nozzle with critical section 500 µm, length 5 mm, and opening angle 8° into vacuum, taking into account condensation at a temperature of 300 K for a pressure of 25 bar. The calculation was carried out in accordance with the mathematical model presented in [15]. The results of calculations of the field of temperatures and concentrations of krypton atoms are shown in Figs. 11 and 12. Axis X coincides with the axis of the nozzle, and coordinate R corresponds to the distance from the jet axis.

Temperature field during the outflow of a jet of krypton with gas parameters at the nozzle inlet T0 = 300 K and p0 = 25 bar from conical nozzle to vacuum.

Field of particle concentrations during the outflow of a jet of krypton at gas parameters at the inlet to the nozzle T0 = 300 K and p0 = 25 bar from conical nozzle to vacuum.
According to Figs. 11 and 12, a particle concentration of ~5.0 × 1019 pieces/cm3 at a temperature of ~80 K is observed in the zone of laser spark formation at a distance of ~0.5 mm from the nozzle exit. With the above gas parameters, developed condensation will be observed at the nozzle inlet, which leads to a local increase in temperature at the nozzle outlet and significantly changes the gas-dynamic parameters of the jet. However, the effect of condensation has not yet been sufficiently studied, and thus this calculation can only be used as a guideline.
The described formation system of a pulsed gas jet is easily manufactured, very reliable in operation, and can be recommended for use in laboratory equipment.
CONCLUSIONS
Various low-flow gas and liquid jet-formation systems have been developed, manufactured and tested for use in LPS. The costs of the proposed target-formation systems have been studied and the features of various systems have been studied.
For use in laboratory practice, it is possible to recommend the use of pulsed liquid and gas systems as the most simple, technological, and convenient. In the case of using LPS with continuous laser pumping or upon excitation by particle beams, it is possible to use sources of a continuous gas jet using nozzles with a small critical section, but the manufacture of these nozzles is quite laborious. The use of sources with a continuous liquid jet is almost impossible.
REFERENCES
Abramenko, D.B., Antsiferov, P.S., Astakhov, D.I., Vinokhodov, A.Yu., Vichev, I.Yu., Gayazov, R.R., and Yakushkin, A.A., Usp. Fiz. Nauk, 2019, vol. 189, no. 3, p. 323. https://doi.org/10.3367/UFNr.2018.06.038447
Berglund, M., Rymell, L., Hertz, H.M., and Wilhein, T., Rev. Sci. Instrum., 1998, vol. 69, p. 2361. https://doi.org/10.1063/1.1148944
Wieland, M., Wilhein, T., Faubel, M., Ellert, C., Schmidt, M., and Sublemontier, O., Appl. Phys. B: Lasers Opt., 2001, vol. 72, p. 591. https://doi.org/10.1007/s003400100542
De Groot, J., Hemberg, O., Holmberg, A., and Hertz, H.M., J. Appl. Phys., 2003, vol. 94, p. 3717. https://doi.org/10.1063/1.1602571
Malmqvist, L., Rymell, L., Berglund, M., and Hertz, H.M., Rev. Sci. Instrum., 1996, vol. 12, p. 4150. https://doi.org/10.1063/1.1147561
Düsterer, S., Schwoerer, H., Ziegler, W., Ziener, C., and Sauerbrey, R., Appl. Phys. B: Lasers Opt., 2001, vol. 73, p. 693. https://doi.org/10.1007/s003400100730
Nechai, A.N., Perekalov, A.A., Chkhalo, N.I., and Salashchenko, N.N., Tech. Phys. Lett., 2019, vol. 45, no. 10, p. 970. https://doi.org/10.1134/S1063785019100110
Hansson, B.A.M. and Hertz, H.M., J. Phys. D: Appl. Phys., 2004, vol. 37, no. 23, p. 3233. https://doi.org/10.1088/0022-3727/37/23/004
Hansson, B.A., Hemberg, O., Hertz, H.M., Berglund, M., Choi, H.J., Jacobsson, B., and Wilner, M., Rev. Sci. Instrum., 2004, vol. 75, no. 6, p. 2122. https://doi.org/10.1063/1.1755441
Fogelqvist, E., Kördel, M., Selin, M., and Hertz, H.M., J. Appl. Phys., 2015, vol. 118, no. 17, p. 174902. https://doi.org/10.1063/1.4935143
Holburg, J., Müller, M., Mann, K., and Wieneke, S., J. Vac. Sci. Technol., A, 2019, vol. 37, no. 3, p. 031303. https://doi.org/10.1116/1.5089201
Fiedorowicz, H., Bartnik, A., Szczurek, M., Daido, H., Sakaya, N., Kmetik, V., and Wilhein, T., Opt. Commun., 1999, vol. 163, nos. 1–3, p. 103. https://doi.org/10.1016/S0030-4018(99)00100-5
Garbaruk, A.V., Demidov, D.A., Kalmykov, S.G., and Sasin, M.E., Tech. Phys., 2011, vol. 56, no. 6, p. 766. https://doi.org/10.1134/S1063784211060053
Nechay, A.N., Perekalov, A.A., Chkhalo, N.I., Salashchenko, N.N., Zabrodin, I.G., Kaskov, I.A., and Pestov, A.E., J. Surf. Invest.: X-ray, Synchrotron Neutron Tech., 2019, vol. 13, no. 5, p. 862. https://doi.org/10.1134/S1027451019050094
Koroleva, M.R., Mitrukova, E.A., and Korepanov, M.A., J. Phys.: Conf. Ser., 2021, vol. 2057, p. 012016. https://doi.org/10.1088/1742-6596/2057/1/012016
Ramos, A., Fernández, J.M., Tejeda, G., and Montero, S., Phys. Rev. A, 2005, vol. 72, no. 5, p. 053204. https://doi.org/10.1103/PhysRevA.72.053204
Hagena, O.F., Surf. Sci., 1981, vol. 106, no. 1, p. 101.
Hagena, O.F. and Obert, W., J. Chem. Phys., 1972, vol. 56, no. 5, p. 1793. https://doi.org/10.1063/1.1677455
ACKNOWLEDGMENTS
The work was supported financially by the Ministry of Science and Higher Education of the Russian Federation (Agreement no. 075-15-2021-1361).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Guseva, V.E., Korepanov, M.A., Koroleva, M.R. et al. Methods for Forming Gas, Cluster Spray, and Liquid Targets in a Laser-Plasma Radiation Source. Instrum Exp Tech 66, 702–711 (2023). https://doi.org/10.1134/S0020441223030193
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0020441223030193