
Abstract
The modified friction stir clinching (MFSC) of 5083 aluminum alloy to brass using pure Zn interlayer has been explored and elucidated for the first time. By that, the influence of the Zn interlayer thickness on the microstructure and the mechanical properties of the 5083/brass joint was investigated. The attained data have revealed that the intermetallic compound (IMC) layer thickness was mainly influenced by the Zn interlayer. The use of the Zn interlayer restrained the creation of brittle Al–Cu IMCs such as Al4Cu9 during the MFSC process and, in return, softer phases such as Cu4Zn, CuZn5, and CuZn were formed. It was also found that with increasing the thickness of the Zn interlayer from 50 to 100 µm, the thickness of the brazed zone increased and the tensile/shear strength of the spot welds significantly improved from 5250 to 8490 N (approximately 60% increment over the welded sample with 50-µm-thick Zn) which can be ascribed to supreme bonding and homogeneous brazing zone at the interface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The dissimilar joints between Al and Cu metals with various physical, chemical, and mechanical properties are essential in different industrial companies such as electrical, transportation, and aerospace applications thanks to their outstanding advantages such as weight diminution [1]. Inhomogeneous hypo- and hyper-eutectic solidification in thicker materials [2], uncertain layers of intermetallic compounds (IMCs) [3], and huge IMCs [4] have been reported to impair the quality of the dissimilar Al and Cu joints. The creation of brittle intermetallic compound (IMC) layers, hot crack, and porosity during the welding of Cu to Al during fusion welding processes, is inevitable and a big drawback [5]. These IMCs act as the source of stress concentration and consequently spoil the mechanical behaviors of the welded joints [6]. Thus, modern welding technologies such as ultrasonic welding (UW) [7], friction stir welding (FSW) [8], pressure-controlled diffusion welding (DFW) [9], and temperature-holding time-controlled DFW [10] are the best alternative processes for dissimilar joining of Al to Cu. Filler metals such as Zn and Sn have been employed to prevent the generation of detrimental IMCs at the interface of Al and Cu alloys [11]. For instance, Balasundaram et al. [12] investigated the influence of the Zn interlayer during UW of Al to Cu. It was found that dissimilar welding of Cu to Al with the addition of the Zn interlayer significantly improved the lap-shear tensile strengths of the joints. In addition to this, it was claimed that inserting Zn interlayer during welding will be able to prevent further formation of brittle Al/Cu IMCs at the interface. In a study by Huang et al. [13] on dissimilar welding between 6061 aluminum alloy and H62 brass by FSW, it was reported that the traverse speed played a key role in the formation of brittle IMCs. Zinc is an optional interlayer for dissimilar welding of Al to Cu due to its low melting point, high solubility in substrates, and its ability to interact well with both Al and Cu at high temperatures as well as the absence of generation of brittle IMCs at the interface [14]. This paper explores an interlayer-based method with a solid-state bond-improvement welding alternative to improve the quality of difficult to weld AA5083 Al alloy and brass for the first time. In this study, the modified friction stir clinching (MFSC) process was employed to ameliorate the performance of the welds fabricated by inserting a pure Zn interlayer (50 and 100 µm) between base alloys.
2 Experimental details
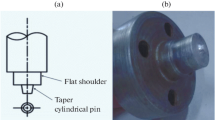
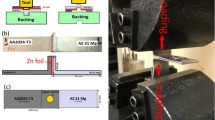
The materials utilized for the MFSC process using pure Zn interlayer (50 and 100 µm) were 1-mm-thick sheets of AA5083 aluminum alloy and brass. The chemical compositions of the substrates materials are presented in Tables 1 and 2. Prior to the MFSC process, the mating surfaces of the base alloys are grounded carefully by abrasive papers up to 2000 grit. After that, the Zn interlayer was placed in between the AA5083 and brass sheets. The schematic of the MFSC process with pure Zn as interlayer is represented in Fig. 1. It is imperative to mention that all welds were carried out at 1500 rpm tool rotational speed, 10 s dwell time via H13 steel tool. As indicated in Fig. 1a, during the first stage of the MFSC process, the brass sheet was placed on the AA5083, whereas during the second stage of the process, the 5083 aluminum alloy was placed on the top of the brass sheet (see Fig. 1b).

a, b Schematic of the stages of the MFSC process. The dimension of the Tensile/shear test, c top view, d side view. Surface appearance of the weld, e Al side, f brass side
A cylindrical tool was used for the first step of the MFSC process with a diameter of 10 mm shoulder, 4 mm probe diameter, and 1.8 mm probe length, while during the second stage, a pinless tool was used to plastically revert the bulk protuberance into the keyhole [15]. The diameter of the pinless tool was 14 mm. To microstructural observations, the welds were sectioned longitudinally and then polished using diamond paste. The polished weld specimens were etched by a solution containing H2O 100 ml, HCl 20 ml, and 5 g FeCl3 for 5 s. To evaluate the microstructure of the welds and chemical compositions of the IMC formed at the interface, a scanning electron microscope (SEM) equipped with energy-dispersive spectroscopy (EDS) and X-ray diffraction (XRD) analysis were employed. To identify the effect of Zn interlayer thickness on the fracture load of the welds, the Tensile/shear test was carried out at a constant rate of 3 mm/min using an INSTRON 5500R test machine based on AWS C1.1 standard. The dimensions of the Tensile/shear tests are given in Fig. 1c and d. The average of three tensile results was used as the actual tensile/shear result in this paper. Vickers hardness across the welded Al/brass joints was taken with a load of 100 g and dwell time of 10 s (Table 3).
3 Results and discussion
3.1 Macro- and microstructure evaluation
The keyhole is a critical defect in the friction-based processes [16]. This technique aims to fill the keyhole by the protrusion reversal effect of the second stage of the MFSC while the Zn interlayer reduces the formation of brittle intermetallic compounds (IMCs) in the joining area to improve the mechanical properties of the joint. Figure 2a and b represents the surface appearance (top view) of the weld produced by 50-µm and 100-µm interlayer, respectively. The keyhole is substantially filled during the second stage of the MFSC process due to the complex material flow behavior assisted by the dissolved Zn interlayer, regardless of the interlayer thickness. Albeit, for weld produced with 50-µm-thick interlayer, the existence of a thin interlayer led to the partial elimination of the keyhole (see Fig. 2a). It is remarkably clear that increasing the thickness of the interlayer was useful during the MFSC process. A check of the cross-sections of the welds further reveals the inherent weld defect in the joint with a 50-µm-thick interlayer (see Fig. 6 in Appendix 1).


a, b Welds appearance, c, d macro-images of weld zones, e, f stir zones, i–l brazed zones, m, n EDS map scan analysis, o, p EDS line scan (green line marked in (i) and (k)
SEM micrographs of welds made with 100-µm- and 50-µm-thick Zn interlayer are illustrated in Fig. 2c–l. These figures depict that the flowability and intermixing of the materials, even the Zn interlayer, was improved by increasing the interlayer thickness, which can be identified clearly in Fig. 2c and d. It is of paramount importance to note that the keyhole defect was considerably filled by Zn interlayer, as shown with blue arrows at the top of the brass in Fig. 2c and d, which affirmed the promising role of interlayer thickness in removing the keyhole of the joints. Indeed, as Zn interlayer thickness increased from 50 to 100 µm, further materials were plasticized and distributed in the joints.
One of the critical features that are inevitable during the dissimilar welding of Al to Cu (Brass) is the formation of intermetallic compounds [1, 14]. As evident in Fig. 2e–h, the particle-like IMCs in the weld zone are formed for the weld made with a 50-µm interlayer. When Zn interlayer thickness rose, the distribution, amount, and even the shape of IMCs distributed at the interface was changed. Interestingly, as can be seen from Fig. 2c, the particle-like IMC is created between Al and Brass for weld made with 50-µm interlayer that can be ascribed to the broken dendrites, which creates owing to the impact of the rotation tool in the joint [2], whereas continuous IMC is formed for weld made with 100-µm interlayer. This can be attributed to the considerable role of the Zn interlayer. This implies that the presence of these IMC layers mainly depends on the amount of the Zn interlayer. These observations also confirm that an increase in the interlayer thickness facilitates more inter-diffusion of elements and spontaneous chemical reactions within the adjacent region of the interfacial surfaces [9]. It is imperative to mention that the chemical composition of the IMCs can be found by EDX analysis. From EDS analysis results (see Fig. 7 in Appendix 1), it is further indicated that intermetallic compounds in Fig. 2 are rich in Al, Cu, and Zn. Point A in Fig. 2f is Al2Cu owing to Al and Cu content and also low Zn content (in at 68.32 Al, 29.99 Cu, 1.69 Zn), whereas point B is composed of (at%) (46.92 Al, 51.26 Cu, and 1.82 Zn), which predicts the probability for the existence of CuAl phase. On the other hand, point A in Fig. 2g, is composed of (at%) (30.97 Al, 47.92 Cu, and 21.12 Zn), while point B consisted of (15.55 Al, 22.19 Cu, 62.26 Zn) could be Zn5Cu that can be attributed to the high amount of Zn (rich in Zn). In addition, point A in Fig. 2l is composed of (60.57 Al, 34.70 Cu, and 4.73 Zn) which is the Al2Cu phase owing to a large amount of Al has existed in the joint [12], which was similar to point A of the weld made with 50-µm Zn interlayer.
Another interesting zone is named as “brazed zone” during the MFSC process, as indicated in Fig. 2i and k. Figure 2i–l shows the brazing zone of the welds produced with 50- and 100-µm interlayers. It can be seen that there was a drastic difference in the brazed zone, as the interlayer thickness is increased from 50 to 100 µm. As was expected, a uniform and larger brazed zone across the joints is formed for the weld made with 100-µm Zn interlayer, compared with the weld produced with 50 µm. This happening can be mainly ascribed to the low amount of melted Zn between Al and Cu, which can be a convenient rationalization for the discrepancy in the strength of welded samples, which will be elaborated in the next section.
To indicate the dispersion of the elements on the interface of Al/Zn/Cu, an EDS map scan analysis was carried out. As observed in Fig. 2m and n, for a weld made with 100-mm-thick Zn interlayer, vast Zn restricts the formation of the brittle intermetallic compound between Al/Cu. The high amount of melted Zn during the MFSC process acts as a barrier for diffusion of Al to Cu and consequently the creation of more brittle IMCs at the joint decreases monotonically with an increment in Zn interlayer thickness. This occurrence favors the formation of Zn/Cu IMC such as (CuZn5), which has been reported as a strengthening IMC [17]. From the line EDS results marked with yellow lines in Fig. 2i and k, it can be observed that not only Al/Cu interfacial reaction layer increases with increasing Zn interlayer, but also it can be seen that the amount of Zn in the reaction layer increases monotonically with increasing Zn interlayer during the process. As a result, it can be concluded that interlayer thickness played a significant role in the forming of the IMCs during the MFSC process.
Figure 3 depicts microstructural changes in the stir zone alongside the Cu side for welds as a function of Zn interlayer thickness. It can be observed that fine grains were produced in the stir zone. It can be explained by recrystallization which has developed owing to frictional heat and extreme plastic deformation during welding [5, 18]. It is worth noting that with increasing interlayer thickness, the grain size during the MFSC process increased slightly. This is most probably due to the greater metallurgical intermixing of Zn with the parent metals for the welded sample with a 100-µm interlayer [14]. Comparison of Inverse Pole Figures (IPF) indicated that owing to intricate mechanical interlocking and flow between aluminum and brass along with Zinc interlayer, random crystal orientations will have formed, as shown in Fig. 3b and e. Thus, it can be contended that the existence of Zn in the weld zone played a crucial role in determining the morphology and size of grains.

BSE images and IPF map of the SZ for the weld made with interlayer thicknesses of a–c 50 µm and d–f 100 µm
3.2 Mechanical properties
Figure 4 shows the hardness across the welded Al/brass joint when different Zn interlayer thicknesses (50 and 100 µm) are used for the joint. The hardness values are taken at a distance of 0.25 mm above the interface of the Al/brass joint. Although different thicknesses of Zn interlayer are used, the hardness values are relatively similar based on the hardness distribution shown in Fig. 4. It implies that the effect of Zn interlayer thickness on hardness is relatively insignificant if the process parameters are not changed. A decrease in hardness is observed at the centers of the welds irrespective of the thickness of the Zn interlayer owing to the dispersed soft (rich) Zn phases at the weld center.

Hardness across the welded Al/brass joint
To indicate the impact of the Zn interlayer thickness on the fracture load of the joints, the tensile-shear load of the Al/brass joints was investigated. The attained data showed that Zn interlayer had an extraordinary impact on the tensile/shear strength of the welds that can be ascribed to the creation of brazed zones at the edges of the welds [14] and as well as strong metallurgical bonding between Zn and substrates (brass and Al). Figure 5a illustrates the effect of the interlayer thickness on the tensile/shear load. This figure clearly shows that the change of interlayer thickness had a striking effect on the variation of fracture load. As visible, the tensile/shear load increased dramatically from about 5250 to 8490 N with increasing the Zn interlayer thickness (nearly 60% increase over the welded sample with 50-µm-thick Zn), which can be explained by supreme bonding and homogeneous brazing zone at a higher thickness of Zn interlayer compared to the weld made by 50 µm, as mentioned in the previous section. Zhang et al. [19] reported that this occurrence is attributed to the excellent wettability between interlayer and substrates. Worthy of note is that the Zn interlayer prevents the formation of brittle IMCs like Al4Cu9 during the MFSC process and in return softer phases such as Cu4Zn, CuZn5, and CuZn were formed. The large mass of brittle IMCs in joints (without Zn interlayer) acts as favorable crack initiation and propagation sites during the loading. This IMC occurrence reduces the load-bearing capacity, fracture resistance, and shear strength of the joint [20]. In this case, the formation of strengthening the Cu–Zn phase (like CuZn5) is favored in the joint with a higher amount of Zn interlayer. This strengthening phase is considered to be one of the factors influencing the improved strength of the joint [17]. The cooling effect has been reported by Mehta and Badheka [21] and Patel et al. [22] as an approach of improving the strength of the Al/Cu joint via the suppression of the amount and the formation of IMCs. Thus, the improved strength of the joint is also attributed to the lowered reactive temperature (between Al and Cu elements) caused by the presence of Zn interlayer (for the suppression of the volumetric quantity of IMCs in the joint). Furthermore, it must be pointed out that another reason that significantly altered the joint strength with raising the Zn interlayer thickness can be linked to the existence of Zn in the weld stir zone. Indeed, the presence of a higher Zn at the weld zone leads to a high amount of plasticization and in fact enhancement of the flowability (mitigation of viscosity) in the stir zone. Figure 5b–g depicts the SEM images of fracture surfaces of Al/brass-welded samples with Zn 100-µm-thick interlayer. It is worth noting that the influence of the interlayer thickness on the fracture mode was negligible. The failure initiates from the boundary of Al and brass sheets (brazed zone) and then propagates along with the interface of Al and brass. Figure 5h represents the schematic of the fracture path during the MFSC process. It can be seen from Fig. 5 on the Al side, that no dimples were observed at the brazed zone, which is symptomatic of the brittle fracture mode. Conversely, shallow dimples were observed adjacent to the refilled keyhole, which is reflective of ductile fracture mode (see Fig. 5f). It should be noted that the black arrows show the loading direction.

a Shear strength as a function of Zn interlayer thickness, b–g SEM images of samples after fracture, h schematic of fracture path under tensile /shear loading, i XRD patterns from the fracture surface of the welded samples
The XRD patterns of the fracture surface as a function of Zn interlayer thickness are shown in Fig. 4i. As can be seen from this figure, the presence of brittle IMCs such as Al4Cu9, Al2Cu, and AlCu IMC peaks are found in the XRD pattern for the weld made with 50 µm Zn, while ZnCu4, Al2Cu, and CuZn IMCs peaks are found for the welded samples with 100-µm Zn interlayer, which affirmed the substantial role of Zn as restrainer to prevent the formation of Al/Cu IMCs. Some researchers have proposed that melted Zn acts as a catalyst between brass and Al to produce Al2Cu particulates [12, 23]. Based on the results above, it is not hard to say the types of IMCs at the interface determine joint strength during the MFSC process [13].
4 Conclusions
-
For the first time, the modified friction stir clinching (MFSC) of brass to 5083 aluminum alloy with different thicknesses of pure Zn (50 and 100 µm) as an interlayer was successfully conducted.
-
The microstructural observations indicated that the Zn interlayer mainly influenced the IMC layer thickness. The results showed that there was a direct relationship between the interlayer thickness and brazed zone width.
-
Zinc interlayer restrained the creation of brittle IMCs such as Al4Cu9 during the MFSC process and, in return, softer phases such as Cu4Zn, CuZn5, and CuZn were formed.
-
The maximum fracture load for the welded sample with 100-µm-thick interlayer was nearly 8490 N (approximately 60% increment over the welded sample with 50-µm-thick Zn).
References
Gao P, Zhang Y, Mehta KP. Metallurgical and mechanical properties of Al–Cu joint by friction stir spot welding and modified friction stir clinching. Met Mater Int. 2020. https://doi.org/10.1007/s12540-020-00759-w.
Regensburg A, Petzoldt F, Benss T, Bergmann JP. Liquid interlayer formation during friction stir spot welding of aluminum/copper. Weld World. 2019;63:117–25.
Muhammad NA, Wu CS, Tian W. Effect of ultrasonic vibration on the intermetallic compound layer formation in Al/Cu friction stir weld joints. J Alloy Compd. 2019;758:512–22.
Shankar S, Vilaça P, Dash P, Chattopadhyaya S, Hloch S. Joint strength evaluation of friction stir welded Al–Cu dissimilar alloys. Measurement. 2019;146:892–902.
Li WY, Chu Q, Yang XW, Shen JJ, Vairis A, Wang WB. Microstructure and morphology evolution of probeless friction stir spot welded joints of aluminum alloy. J Mater Process Technol. 2018;252:69–80.
Dai X, Zhang H, Wang B, Ji A, Liu J, Feng J. Improving weld strength of arc-assisted ultrasonic seam welded Mg/Al joint with Sn interlayer. Mater Des. 2016;98:262–71.
Ni Z, Zhao H, Mi P, Ye F. Microstructure and mechanical performances of ultrasonic spot welded Al/Cu joints with Al 2219 alloy particle interlayer. Mater Des. 2016;92:779–86.
Esmaeili A, Rajani HRZ, Sharbati M, Givi MKB, Shamanian M. The role of rotation speed on intermetallic compounds formation and mechanical behavior of friction stir welded brass/aluminum 1050 couple. Intermetallics. 2011;19:1711–9.
Elsa M, Khorram A, Ojo OO, Paidar M. Effect of bonding pressure on microstructure and mechanical properties of aluminum/copper diffusion-bonded joint. Sādhanā. 2019;44:126.
Safarzadeh A, Paidar M, Youzbashi-zade H. A study on the effects bonding temperature and holding time on mechanical and metallurgical properties of Al–Cu dissimilar joining by DFW. Trans Indian Inst Met. 2017;70:125–31.
Shamsipur A, Anvari A, Keyvani A. Improvement of microstructure and corrosion properties of friction stir welded AA5754 by adding Zn interlayer. Int J Miner Metall Mater. 2018;25:967–73.
Balasundaram R, Patel VK, Bhole SD, Chen DL. Effect of zinc interlayer on ultrasonic spot welded aluminum-to-copper joints. Mater Sci Eng A. 2014;607:277–86.
Huang G, Feng X, Shen Y, Zheng Q, Zhao P. Friction stir brazing of 6061 aluminum alloy and H62 brass: evaluation of microstructure, mechanical and fracture behavior. Mater Des. 2016;99:403–11.
Zhou X, Chen Y, Li S, Huang Y, Hao K, Peng P. Friction stir spot welding-brazing of Al and hot-dip aluminized Ti alloy with Zn interlayer. Metals. 2018;8:922.
Paidar M, Tahani K, Vignesh RV, Ojo OO, Ezatpour HR, Moharrami A. Modified friction stir clinching of 2024–T3 to 6061–T6 aluminium alloy: effect of dwell time and precipitation-hardening heat treatment. Mater Sci Eng A. 2020;791:139734.
Mehta KP, Patel R, Vyas H, Memon S, Vilaça P. Repairing of exit-hole in dissimilar Al–Mg friction stir welding: process and microstructural pattern. Manuf Lett. 2020;23:67–70.
Sahu PK, Pal S, Shi Q. Effect of solid solution phase constitution on dissimilar Al/Cu FSW using Zn as an alloying element at the joint interface. SN Appl Sci. 2019;1:1659. https://doi.org/10.1007/s42452-019-1708-5.
Ji S, Niu S, Liu J, Meng X. Friction stir lap welding of Al to Mg assisted by ultrasound and a Zn interlayer. J Mater Process Technol. 2019;267:141–51.
Zhang G, Zhang L, Kang C, Zhang J. Development of friction stir spot brazing (FSSB). Mater Des. 2016;94:502–14.
Mehta KP, Badheka VJ. A review on dissimilar friction stir welding of copper to aluminum: process, properties, and variants. Mater Manuf Process. 2016;31:233–54.
Mehta KP, Badheka VJ. Hybrid approaches of assisted heating and cooling for friction stir welding of copper to aluminum joints. J Mater Process Technol. 2017;239:336–45.
Patel NP, Parlikar P, Dhari RS, Mehta K, Pandya M. Numerical modelling on cooling assisted friction stir welding of dissimilar Al–Cu joint. J Manuf Process. 2019;47:98–109.
Boucherit A, Avettand-Fènoël MN, Taillard R. Effect of a Zn interlayer on dissimilar FSSW of Al and Cu. Mater Des. 2017;124:87–99.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethics approval
We confirm that this work is original and has not been published elsewhere, nor it is currently under consideration for publication elsewhere. All the authors have approved the manuscript and have agreed with its submission to your journal.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix 1
Appendix 1

Cross-sections of welds with a 50-µm and b 100-µm-thick Zn interlayer

EDS results of IMCs formed at the interface as a function of Zn interlayer thickness, a point A (50 µm), b point B (50 µm), c point A (100 µm) indicating AlCu3.61Zn1.63, and d point B (100 µm) indicating AlCu1.67Zn4.42
Rights and permissions
About this article

Cite this article
Li, J., Tang, F. & Paidar, M. Modified friction stir clinching-brazing of brass to AA5083 aluminum alloy using Zn interlayer. Archiv.Civ.Mech.Eng 21, 13 (2021). https://doi.org/10.1007/s43452-020-00162-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-020-00162-7