
Abstract
The aluminum hot stamping process has been widely studied to produce lightweight parts in automobile industry. As forming limit of aluminum sheet at elevated temperatures plays a vital role in judging stamping formability, this study aims at experimentally investigating the forming limits and establishing a constitutive model to predict them. In this study, isothermal deformation test (Nakajima test) of AA7075 was conducted to determine its forming limits at temperatures of 300–450 °C and stamping speeds of 13–40 mm/s. Based on the experimental results, a constitutive model considering continuum damage mechanics was established to predict the forming limits under different deformation conditions. It was found that the formability of the material is best at 400 °C, and a higher strain rate can improve formability slightly. The comparisons between model predictions and experimental results were evaluated; results indicated a good prediction accuracy of the model in describing forming limits of AA7075 at elevated temperatures. Moreover, comparison between different studies on the thermal forming limits of AA7075 was discussed in detail.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, the aluminum hot stamping process has been widely studied by a large number of scholars to achieve the lightweight goal in automobile industry. Many aluminum alloys, such as AA6082, AA7075, AA6061, have demonstrated their feasibility in hot stamping process [1,2,3]. Some researchers and companies even utilized this process manufactured aluminum parts in complex shapes without any failures, indicating that this process has a bright future [4, 5]. However, as aluminum hot stamping process was conducted at elevated temperatures, more obvious complexity can be observed during experiments compared with cold stamping [6]. The influence of forming temperatures on formability should be specially considered in the evaluation of aluminum hot stamping formability [7, 8]. Therefore, this study focused on the behavior and modeling of forming limits of AA7075 sheet at elevated temperatures.
Forming limit curve (FLC), which was typically tested by Nakajima test [9] and Marciniak test [10], describes the surface principal strains in sheet metal forming at necking or fracture [11]. FLC is very useful in the process design and optimization for sheet metal forming, and it is a vitally important indicator to evaluate formability [12]. However, only the FLC test at room temperature was standardized up to now [13]. Based on this standard, many researchers heated the die to forming temperature to investigate the FLCs of different alloys at elevated temperatures in recent years.
Li et al. [14] heated the hemispherical rigid die to conduct a bulging test to obtain a high temperature forming limit diagram of a 1.5-mm-thick Ti–6Al–4 V titanium alloy sheet. The test temperature is 700 °C and the loading rate is 1 m/min. Michieletto et al. [15] constructed a set-up that was heated by electric resistance and equipped with a water cooling system to avoid overheating of the sealing head. They analyzed the effects of temperature and pressure on the hot metal gas forming formability of AA6060 aluminum alloy. Shao et al. [16] developed a biaxial system with a Gleeble thermo-mechanical simulator in testing the forming limit diagrams of the AA6082 sheet. All these studies achieved an accurate control of temperatures and strain rates, confirming the feasibility of measuring forming limits of metal sheets at elevated temperatures. Wang et al. [17] conducted hot Nakazima tests in a furnace for AA7075 at 200–480 °C and 0.01–10 s−1, and constructed two models, M–K model and the plane stress model to predict thermal FLDs. The comparison between these two models showed that the M–K model was more accurate. Rong et al. [18] tested the forming limits of AA7075 at 300–400 °C and 0.1–1 s−1, and constructed a continuum damage mechanics model that is capable to describe the forming limits of AA7075.
In addition to experimental studies, theoretical approaches, such as Marciniak–Kuczynski (M–K) model and constitutive model, are also commonly used in predicting forming limits. Li et al. [14] established a forming limit prediction model based on the M–K theory, and the results show that the model had a higher predictive value in the tensile region of minor strain than compressive region. Liu et al. [12] combined biaxial tension experiments and simulations based on M–K model to predict high-strength steel BR1500HS cracking under hot stamping condition. Lin et al. [19] established a multiaxial model based on continuum damage mechanics to predict forming limit diagram of AA5754 under hot stamping conditions. This model considered the sheet deformation in a plane stress state and took account of the damage evolution under different deformation conditions. It was found that the model could well predict the hot forming limits of AA5754 sheet.
In constitutive modeling of forming limits of metal sheet, it is commonly assumed that the forming limits have a strong connection with the damage evolution [20,21,22]. The damage theory is established based on microcracks or voids in materials, and forming limit is predicted as the damage reaches a limit [23]. Bai et al. [24] applied the damage evolution in a constitutive model and implemented the model in a finite element simulation. The FE analysis of the forming limits of AA5754 sheet at elevated temperatures was in good agreement with the experimental results in terms of strain distribution, which confirmed the reliability of the constitutive model which was based on continuum damage mechanics.
In this study, behaviors of forming limits of AA7075 sheet under hot stamping condition were determined using Nakajima tests at elevated temperatures, aiming at providing an experimental evaluation for the formability of AA7075 sheet. Based on the experimental results, a constitutive model considering continuum damage mechanics was established to predict the forming limits under different deformation conditions. A comparison between model predictions and experimental results was conducted to evaluate the prediction accuracy. Moreover, a comparison between different studies on the thermal forming limits of AA7075 was discussed in detail.
2 Materials and methods
2.1 Specimens
The AA7075 material in T-6 temper with a thickness of 2 mm was purchased from the Southwest Aluminum (Group) Co., Ltd. Table 1 shows its chemical composition.
The geometry shape and dimensions of the specimen with reference to the FLC standardized test at room temperature [13] are shown in Fig. 1. Specimens were cut only in the rolling direction. There are five sets of specimens of different sizes in width, with W = 30 mm, 80 mm, 100 mm, 150 mm, 200 mm, respectively. The specimen with different width corresponds to different stress states during deformation. Circular grids with diameters of 2 mm were printed on the surface of the specimens by electro erosion to facilitate subsequent strain measurement. The dimensions of the distortion grids near the necking or rupture locations were measured, and the limit strains were calculated. Major and minor strains under the different deformation conditions were plotted on a diagram to form the forming limit curves.

Geometry shape and dimensions of specimen (unit: mm)
2.2 Forming limit tests at elevated temperatures
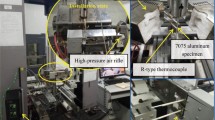
Nakazima test was utilized to study the isothermal deformation behavior of AA7075 sheet at elevated temperatures. The experimental setup, as shown in Fig. 2, is mainly composed of punch, die, blank holder and heating rods. The punch was manufactured into a hemispherical shape with a diameter of 100 mm. The experimental setup was installed on a 60-ton hydraulic press.

Experimental setup for Nakazima test at elevated temperatures
Specimen was solution heat treated for 10 min in a furnace. Punch, die and blank holder were pre-heated to deformation temperature using heating rods. Then, specimen was transferred to the blank holder. Considering the temperature drop in the process of specimen transfer, the heating temperature of the specimen should be 10 °C higher than the deformation temperature. Once temperatures of the experimental setup and the specimen reached the same setting temperature, die moved downwards to deform the specimen. During deformation, specimen was clamped by die and blank holder with a constant force 6 KN, which was provided by nitrogen springs. Graphite was used to lubricate the central area of the specimen (diameter < 100 mm) and the punch when necessary. To achieve the condition of isothermal deformation, thermal insulation materials were used between the experimental setup and the press. Multiple layers of thermal insulation materials were used to cover the setup during heating, forming a closed chamber to make the temperature of the setup uniform. Heating rods and thermocouples were inserted into the punch, die and blank holder, making the temperatures in different locations of the experimental setup to be feedback controlled.
The specimen was deformed at different temperatures (300, 350, 400, 450 °C) and different stamping speeds (13, 20, 40 mm/s). Stamping speed was controlled by the hydraulic press. For specimens at different working conditions, different die strokes were conducted until a necking occurred.
2.3 Finite element modeling
A finite element (FE) model of isothermal forming AA7075 sheets at elevated temperatures was established using software Abaqus. The constitutive model describing thermal forming limits was implemented in the FE model with an explicit method via user-defined subroutine VUMAT.
In the FE model, the geometry and dimensions of the sheet and tools are the same as those shown in Fig. 2. As the deformation was conducted in an isothermal environment, this model ignored heat transfer and kept temperatures of specimen, punch, die and blank holder unchangeable. Coulomb friction model with the penalty formulation was selected as the interface friction model. Contact friction coefficient between specimen and punch was set to 0.1 as they were lubricated by graphite, while friction coefficient of the rest of the contact area was 0.3 [25]. Tools were modeled as analytic rigid bodies, while specimen was modeled as a deformable plastic body. This is to improve the simulation efficiency considering the huge strength difference between cold die and hot blank. The specimen is meshed by a four-node axisymmetric element CAX4RT with coupled temperature and displacement, and the cell grid size is 0.2 mm. Blank holder force was set as 20 KN to restrict the material flow into the die cavity. The simulation was conducted at temperature of 400 °C and stamping speed of 20 mm/s.
2.4 Average strain rate
The FE model without an implementation of user-defined subroutine VUMAT was used to analyze the evolution of maximum strain and establish the relationship between stamping speed and strain rate. In this analysis, deformation temperature was set to 400 °C, stamping speed was set to 20 mm/s and the maximum stroke was 40 mm, the simulation time lasted for 2 s. Ten elements that were close to the maximum plastic deformation area of the specimen were chosen to extract equivalent plastic strain. The relationship between the equivalent plastic strain and the time was linearly fitted after averaging the data of the 10 elements. Then, the slope of the linear equation would be the average strain rate of the fracture or necking area of the specimen.
Figure 3 shows a relationship between equivalent plastic strain and time in the maximum deformation area of the specimen with a width of 30 mm. By linear fitting the data points in the graph, a slope of 0.2137 was obtained, indicating that the average strain rate of the maximum deformation area is 0.2137 s−1 under the conditions of temperature 400 °C and stamping speed 20 mm/s.

Linear fitting of equivalent plastic strain with time in maximum deformation area of 30-mm specimen
Specimens of different dimensions were also simulated using the same method. Table 2 shows the results of average strain rates in the maximum deformation area of different specimens. The stamping speed is 20 mm/s. It can be found from averaging the strain rates of different specimens that the average strain rate to obtain the FLC is 0.206 s−1. Furthermore, with the same method, it can be found that the average strain rate is 0.130 s−1 when stamping speed is 13 mm/s, and the average strain rate is 0.410 s−1 when stamping speed is 40 mm/s. These results were used to optimize the parameters of the constitutive model.
3 Constitutive modeling
A set of uniaxial constitutive equations has been established to analyze the flow behavior and microstructure evolution of AA7075 under uniaxial hot tensile tests [26]. In the metal sheet forming process, it is usually assumed that the sheet is in plane stress state as the stress in the thickness direction is extremely small [27]. Then, uniaxial constitutive model usually needs to be extended to multiaxial constitutive model considering the variation of stress state and strain path during metal sheet deformation [28].
With application of the method proposed by Lin et al. [19], the relationship between multiaxial constitutive model and uniaxial constitutive model can be described as Eq. 1
where \(\dot{\varepsilon }_{ij}^{p}\) is the plastic strain rate tensor, \(\sigma_{{\text{e}}}\) is the effective stress (Mises equivalent stress, can be described in Eq. 2), \(S_{ij}\) is the deviatoric stress tensor (as calculated in Eq. 3), \(\dot{\varepsilon }_{{\text{e}}}^{p}\) is the effective plastic strain rate. \(\sigma_{{\text{e}}}\) and \(\dot{\varepsilon }_{{\text{e}}}^{p}\) are usually used in the uniaxial constitutive model as there is only stress in one direction, while \(\dot{\varepsilon }_{ij}^{p}\) represents stress in two directions
where \(\sigma_{ij}\) is stress tensor, and \(\delta_{ij}\) is Kronecker symbol.
Considering the influence of stress state on damage evolution, a multiaxial damage factor was introduced [19]:
where \(\sigma_{1}\), \(\sigma_{H}\) and \(\sigma_{{\text{e}}}\) represent first principal stress, hydrostatic stress and equivalent stress, respectively. \(\alpha_{1}\), \(\alpha_{2}\) and \(\alpha_{3}\) are weighting coefficients to reflect the influences of stress state. When the value of \(\alpha_{1}\), \(\alpha_{2}\) or \(\alpha_{3}\) is 0, the corresponding stress state has no effect on the multiaxial damage factor. \(\varphi\) and ∆ are material constants, which are used to control the shape of the FLC curve and play a correction role.
Finally, the multiaxial constitutive model can be established by implementing Eqs. (1)–(4) into uniaxial constitutive model, as shown in Eq. (5)
The meanings and values of material constants in Eq. (5) have been reported previously [26]. Based on this, only the material constants in Eq. (4) needs to be calibrated. Optimization technique based on genetic algorithm toolbox was used to determine the material constants; details of the optimization process have been reported by Lin et al. [19] and Zhou et al. [27].
4 Results and discussions
4.1 Thermal forming limits
Figure 4 shows the isothermal formed parts at 400 °C. Figure 5 shows the effect of stamping speed on the FLCs of AA7075 sheet at 400 °C. It can be seen from this figure that the forming limits of the material have only increased slightly with the increase in stamping speed from 13 to 40 mm/s. Average strain rates corresponding to the stamping speeds of 13 mm/s, 20 mm/s and 40 mm/s are 0.130 s−1, 0.206 s−1, 0.410 s−1, respectively. In the uniaxial thermal tensile tests of AA7075 sheet at 400 °C [26], when strain rate increased 100 times from 0.01 to 1 s−1, the ultimate strain of the material only increased in a very small amount. As the strain rate in the forming limit tests only increased by three times from 0.130 to 0.410 s−1, the influence of strain rate on the FLCs using this experimental setup can be ignored.

The isothermal formed parts of AA7075 sheets at 400 °C

The effect of stamping speed on FLCs of AA7075 sheet at 400 °C
Figure 6 shows the effect of deformation temperatures on the FLCs of AA7075 sheet at stamping speed 20 mm/s. It can be seen from this figure that the FLC increases with the increasing temperature from 300 to 400 °C. However, when the temperature increased to 450 °C, the FLC decreased obviously, with a similar level to that of 300 °C. This characteristic of the FLCs is similar to that in the uniaxial hot tensile tests [26], both indicated that the formability of the material is best at 400 °C.

Effect of deformation temperature on FLCs of AA7075 sheet at stamping speed 20 mm/s
4.2 Verification of the constitutive model
The determined values of material constants for multiaxial damage factor in the multiaxial constitutive model are shown in Table 3. There is no unit for the material constants.
Material constants were substituted into the multiaxial constitutive equations. The FLC was calculated according to the plastic strain rate tensor \(\dot{\varepsilon }_{ij}^{p}\) utilizing all the material constants in reference [26] and Table 3. The forming limits of AA7075 sheet under different forming conditions (temperatures 300–450 °C and strain rates 0.130–0.410 s−1) were calculated. Figure 7 shows the comparison between model predictions and experimental results of forming limits; results indicated a good prediction accuracy of the model in describing forming limits of AA7075 at elevated temperatures.

Comparisons between model predictions (solid curves) and experimental results (symbols) of forming limits
The established FE model with implementation of the constitutive model was verified by the normalized thickness of the formed parts. The normalized thickness is described as \(\overline{T} = T/T_{0}\), where \(T\) is the thickness after deformation, \(T_{0}\) is the initial thickness (\(T_{0}\) = 2 mm). The comparison is shown in Fig. 8, where solid symbols represent experimental results and solid curve represents computed results. Both the experimental and simulated strokes are 35 mm. It can be seen from the figure that the experimental value is located close to the simulation result curve, verifying that the FE model was accurate to describe the thermal forming limits tests.

Verification of the FE model in specimen with width of 200 mm
4.3 Computed damage evolution in the FE model
Figure 9 shows the distribution of damage at a forming temperature of 400 °C and a stamping speed of 20 mm/s. It can be seen from the figure that the sheet is prone to damage near the center of the sample. The maximum damage point gradually moves toward the edge with the increase of deformation, the main reason may be due to the influence of friction [29]. In the initial stage of deformation, the accumulation of damage of the specimen is very small. For example, at the punch stroke of 5 mm, the maximum damage of the specimen was only 0.0169. However, the damage grew rapidly in the final stage of deformation. The maximum damage of the specimen was 0.3769 at a punch stroke of 25 mm, and the damage value of the specimen rapidly increased to 0.6915 at a punch stroke of 35 mm. In the FE model, there will be a rupture when the damage reaches 0.7, indicating the specimen was almost cracked in the stroke of 35 mm. It also can be found that the accumulation of damage in the specimen was mainly concentrated in the local large deformation area; while for other areas of the specimen, only a small amount of damage is accumulated. Figure 9e shows the rupture of the specimen at a stroke of 35 mm. It can be seen by comparing Fig. 9d, e that the rupture of the specimen is almost at the same position, verifying the reliability of the FE model in another way.

Computed damage evolution in specimen with width of 200 mm
4.4 Review of the thermal FLCs of AA7075
All the literature that reported the thermal forming limits of AA7075 will be comprehensively studied in this section. Web of Science and Google Scholar were searched with the following search terms: “7075” AND “forming limit” AND “thermal OR hot OR warm OR elevated temperature”. The search date was up to Jun 30, 2019, and the languages of the publications were limited to English and Chinese. The included studies must report a thermal forming limit curve of AA7075 aluminum sheet above 300 °C. At last, two studies [17, 18] reported the thermal forming limits of AA7075 were identified in the review, details of the two published studies and this study are summarized in Table 4.
Figure 10 shows the thermal forming limits of AA7075 conducted by different researchers at 400 °C and 0.1 s−1. It can be found that the forming limit curves have different trends and the forming limit conducted by Wang is higher than that conducted by Rong et al. and this study. For example, the major strains of these three studies are 0.98, 0.60, and 0.41, respectively, while constraining the minor strain to zero.

Thermal forming limits of AA7075 conducted by different researchers at 400 °C and 0.1 s−1
An objective function is defined to quantify the inconsistencies between different curves, as shown in Eq. (6). In this function, the forming limit curve was divided into 20 equal parts along the minor strain axis, and the distance between different major strains will be calculated. The higher value of the objective function, the more obvious inconsistency there will be
where \(\varepsilon_{1,i}^{{}}\), \(\varepsilon_{2,i}^{{}}\), \(\varepsilon_{3,i}^{{}}\) represent the major strains at the position i of different curves. m is the number of curves. \(\overline{\varepsilon }_{i}^{{}}\) is the average value, which can be described as \(\overline{\varepsilon }_{i}^{{}} = (\varepsilon_{1,i}^{{}} + \varepsilon_{1,i}^{{}} + \varepsilon_{1,i}^{{}} )/3.\)
f is 14.7% at 400 °C and 0.1 s−1. Furthermore, comparisons under other conditions were also conducted, as shown in Fig. 11. f at these conditions are (a) 5.5%, (b) 12.0%, (c) 10.4% and (d) 23.2%, respectively. FLC was measured in different conditions in these three studies. For some conditions, there are three curves to be compared; while in some conditions, there are only two curves.

Thermal forming limits of AA7075 conducted by different researchers at different conditions
It can be concluded from the comparison in Figs. 10 and 11 that there is a significant inconsistency in the thermal FLCs of AA7075 of different studies. The inconsistency can be caused by all the factors in the experiment, including experimental setup, experimental procedure, process parameters (such as temperature, forming speed), and strain measurement. As the process parameters and strain measurement were generally similar in different studies, then, the reasons for the inconsistency may be mainly caused by the experimental setup and the experimental procedure. Therefore, it is necessary to establish an experimental standard for the measurement of thermal forming limits of aluminum alloys, like the standard of ISO 12004-2:2008 [13], which was used in the measurement of forming limits of metal sheet at room temperature.
5 Conclusions
In this study, a hot Nakajima test was conducted to test the forming limits of AA7075 sheet at elevated temperatures, and a multiaxial constitutive model was established based on a set of uniaxial equations. Conclusions of the study are summarized as follows:
-
1.
The formability of the material is best at 400 °C, and a higher strain rate can improve formability slightly.
-
2.
Evaluation of the constitutive model showed that there was a good accuracy in predicting forming limits.
-
3.
There is a significant inconsistency in the thermal FLCs of AA7075 of different studies, maybe further research needs to be conducted to establish an experimental standard for the measurement of thermal forming limits of aluminum sheet.
References
Mohamed MS, Foster AD, Lin J, Balint DS, Dean TA. Investigation of deformation and failure features in hot stamping of AA6082: experimentation and modelling. Int J Mach Tools Manuf. 2012;53(1):27–38.
Zheng K, Lee J, Lin J, Dean TA. A buckling model for flange wrinkling in hot deep drawing aluminium alloys with macro-textured tool surfaces. Int J Mach Tools Manuf. 2017;114:21–34.
Fakir OE, Wang L, Balint D, Dear JP, Lin J, et al. Numerical study of the solution heat treatment, forming, and in-die quenching (HFQ) process on AA5754. Int J Mach Tools Manuf. 2014;87:39–48.
Liu Y, Zhu Z, Wang Z, Zhu B, Wang Y, et al. Flow and friction behaviors of 6061 aluminum alloy at elevated temperatures and hot stamping of a B-pillar. Int J Adv Manuf Technol. 2018;96(9):4063–83.
Harrison N, Luckey S. Hot stamping of a B-pillar outer from high strength aluminum sheet AA7075. SAE Int J Mater Manuf. 2014;7(3):567–73.
Zheng K, Dong Y, Zheng D, Lin J, Dean TA. An experimental investigation on the deformation and post-formed strength of heat-treatable aluminium alloys using different elevated temperature forming processes. J Mater Process Technol. 2019;268:87–96.
Zheng K, Politis DJ, Wang L, Lin J. A review on forming techniques for manufacturing lightweight complex—shaped aluminium panel components. Int J Lightweight Mater Manuf. 2018;1(2):55–80.
Zhou J, Wang B, Lin J, Fu L. Optimization of an aluminum alloy anti-collision side beam hot stamping process using a multi-objective genetic algorithm. Arch Civil Mech Eng. 2013;13(3):401–11.
Nakazima K, Kikuma T, Hasuka K. Study on the formability of steel sheets. Yawata Tech Rep. 1968;264:8517–30.
Marciniak Z, Kuczyński K. Limit strains in the processes of stretch-forming sheet metal. Int J Mech Sci. 1967;9(9):609–20.
Affronti E, Jaremenko C, Merklein M, Maier A. Analysis of forming limits in sheet metal forming with pattern recognition methods. Part 1: characterization of onset of necking and expert evaluation. Materials. 2018;11(9):1495.
Liu H, Cui J, Jiang K, Zhou G. Cracking Prediction in hot stamping of high-strength steel by a temperature-dependent forming limit surface approach. J Mater Eng Perform. 2016;25(11):4894–901.
ISO 12004–2, Metallic materials—Sheet and strip—determination of forming-limit curves—Part 2: determination of forming-limit curves in the laboratory. 2008.
Li X, Guo G, Xiao J, Song N, Li D. Constitutive modeling and the effects of strain-rate and temperature on the formability of Ti–6Al–4V alloy sheet. Mater Des. 2014;55:325–34.
Michieletto F, Ghiotti A, Bruschi S, Novel experimental set-up to test tubes formability at elevated temperatures, in Material Forming Esaform 2014. In: J. Larkiola, Editor. 2014, Trans Tech Publications Ltd: Stafa-Zurich. p. 62–9.
Shao Z, Li N, Lin J, Dean TA. Development of a new biaxial testing system for generating forming limit diagrams for sheet metals under hot stamping conditions. Exp Mech. 2016;56(9):1489–500.
Wang N, Ilinich A, Chen M, Luckey G, D'Amours G. A comparison study on forming limit prediction methods for hot stamping of 7075 aluminum sheet. Int J Mech Sci. 2019;151:444–60.
Rong H, Hu P, Ying L, Hou W, Zhang J. Thermal forming limit diagram (TFLD) of AA7075 aluminum alloy based on a modified continuum damage model: experimental and theoretical investigations. Int J Mech Sci. 2019;156:59–73.
Lin J, Mohamed M, Balint D, Dean T. The development of continuum damage mechanics-based theories for predicting forming limit diagrams for hot stamping applications. Int J Damage Mech. 2014;23(5):684–701.
Wang L, Strangwood M, Balint D, Lin J, Dean TA. Formability and failure mechanisms of AA2024 under hot forming conditions. Mater Sci Eng A. 2011;528(6):2648–56.
Wu Y, Liu G, Jin S, Liu Z. Microstructure and mechanical properties of Ti2AlNb cup-shaped part prepared by hot gas forming: determining forming temperature, strain rate, and heat treatment. Int J Adv Manuf Technol. 2017;92(9):4583–94.
Xu F, Lin J, Zhao S, Zhang H. Research of the Gurson damage model of the different yield functions during the deep-drawing process. Int J Adv Manuf Technol. 2017;91(5–8):1643–59.
Hu P, Shi D, Ying L, Shen G, Liu W. The finite element analysis of ductile damage during hot stamping of 22MnB5 steel. Mater Des. 2015;69:141–52.
Bai Q, Mohamed M, Shi Z, Lin J, Dean T. Application of a continuum damage mechanics (CDM)-based model for predicting formability of warm formed aluminium alloy. Int J Adv Manuf Technol. 2016;88(9):3437–46.
Foster AD, Mohamed MS, Lin J, Dean TA. An investigation of lubrication and heat transfer for a sheet aluminium heat, form-quench (HFQ) process. Steel Res Int. 2008;79(2):113–20.
Xiao WC, Wang BY, Wu Y, Yang XM. Constitutive modeling of flow behavior and microstructure evolution of AA7075 in hot tensile deformation. Mater Sci Eng A-Struct Mater Prop Microstruct Process. 2018;712:704–13.
Zhou J, Mu Y, Wang B. A damage-coupled unified viscoplastic constitutive model for prediction of forming limits of 22MnB5 at high temperatures. Int J Mech Sci. 2017;133:457–68.
Mohamed M, Shi ZS, Lin JG, Dean T, Dear J. Strain-based continuum damage mechanics model for predicting FLC of AA5754 under warm forming conditions. Appl. Mech. Mater. 2015;784:460–7.
Xiao W, Wang B, Zheng K. An experimental and numerical investigation on the formability of AA7075 sheet in hot stamping condition. Int J Adv Manuf Technol. 2017;92(9–12):3299–309.
Funding
This work was supported by the National Natural Science Foundation of China (No. 51905501); Fundamental Research Funds for Central Universities (No. 2018–097); Joint Funds of the National Natural Science Foundation of China (No. U1564202); Beijing Laboratory of Modern Transportation Metal Materials and Processing Technology and Beijing Key Laboratory of Metal Forming Lightweight.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest in this work.
Ethical statements
The submission contains original research work and has been approved by all authors. The work presented in the manuscript has not been published previously.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations
Rights and permissions
About this article

Cite this article
Xiao, W., Wang, B. Behaviors and modeling of thermal forming limits of AA7075 aluminum sheet. Archiv.Civ.Mech.Eng 20, 10 (2020). https://doi.org/10.1007/s43452-020-0009-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-020-0009-5