
Abstract
The effects of varying amount of nano-3 mol% yttria-stabilized zirconia addition on the crystal structures, mechanical, and microstructural properties of zirconia-toughened alumina (ZTA) composite have been investigated in this work. The ZTA specimens were prepared by different 3Y-TZP amount ranging from 9 to 18 wt.% and sintered at 1550 °C for 2 h. The densification behaviour, indentation fracture toughness, microhardness, elastic modulus, flexural strength and surface morphology of the composites have been determined and correlated with tetragonal → monoclinic phase transformation and retention of tetragonal phase. Rietveld refinement of the crystallographic data was performed to correlate the effect of zirconia addition on the phase compositions, t → m transformability and impacts on crystallite sizes and lattice parameter. The toughness and flexural strength of the composites improved significantly up to 15 wt.% YSZ addition followed by a reduction for 18 wt.%, while the hardness and elastic modulus decreased with YSZ addition. Rietveld refinement ascertains the metastable t-ZrO2 retention and thermodynamically stable m-ZrO2 transformation with increasing 3Y-TZP and subsequent enhancement in fracture toughness through transformation toughening.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Zirconia-toughened alumina ceramics have found broad applications in a variety of fields including industrial and biomedical applications due to the unique combination of strength and fracture toughness [1]. ZTA being the most promising material for bio-implants due to its biocompatibility, ultra-high performance and longer in service lifetime, has been subjected to intensive research in the recent years [2].
Reinforcing highly fracture resistant zirconia as a secondary phase in alumina matrix which has high hardness and good strength but poor fracture toughness (3.3 MPa.m1/2); enhances the flexural strength, fracture toughness, hardness and wear resistance of the composite [3,4,5]. The dispersed metastable t-ZrO2 grains go through t → m transformation in Al2O3 matrix [6]. The high fracture toughness exhibited by ZTA ceramics is attributed to the retention of metastable high temperature tetragonal structure of zirconia by constraining the tetragonal-to-monoclinic phase transformation and its release during crack propagation [1]. This is known as stress-induced transformation, the most effective mechanism for improving fracture toughness. Microcracks generate around these appearing m-ZrO2 grains which is called microcrack toughening [4]. The other mechanisms are crack deflection and bridging [7].
The physio-chemical and mechanical properties of the ceramics depend on the processing routes and process parameters. The process variables are sintering time [8], temperature [9, 10], heating and cooling rates, raw ingredients and their size, etc. The amount of zirconia added, is also a process parameter that changes the microstructure of ZTA such as phases formed, phase fraction, grain size, crystallite size, lattice parameters of phases. The mechanical properties such as hardness, density, porosity, water absorption, wear resistance, fracture toughness, hardness and flexural strength, are strongly dependent on the microstructures.
The t → m transformation thus plays a vital role in controlling the mechanical properties of ZTA. This phase transformation depends on critical size of t-ZrO2 for transformation, shape and location of t-ZrO2 and the variety of stabilizers and their amount [4]. The amount of zirconia in ZTA affects its lattice structure and as a result, the transformability is affected. When t-ZrO2 crystallite sizes are below the critical value required for transformation into monoclinic phase, the transformation is constrained and tetragonal retention increases [11]. The most effective technique to control this t → m transformation is to add stabilizers such as CaO, MgO and some rare earth oxides [12,13,14]. The most commonly used stabilizer, yttria is used in this experiment to stabilize the t-ZrO2 at room temperature.
In this experiment, Rietveld refinement was done on the crystallographic data containing different percentages of 3 mol.% yttrium oxide stabilized zirconia ranging from 9 wt.% to 18 wt. Along with the mechanical properties, XRD and SEM has been used to determine phase compositions and study the microstructure and to evaluate the effects of grain boundary refinement. Among the mechanical properties, the highest fracture toughness value (Anstis) of 6.754 MPa.m1/2 is obtained for 15 wt.% addition of zirconia which is almost twice the toughness of pure alumina. Along with that a maximum Vickers microhardness of 17.634 GPa, the flexural strength of 608.23 MPa, and elastic modulus of 327 GPa are obtained. The ceramic was dense with maximum density ranging from 97 to 98%. Rietveld study shows the retention of phases such as tetragonal zirconia in the matrix for different zirconia addition. ZTA production involves ball milling, drying, crushing, powder pressing with a binder then heating up to the sintering temperature of 1550 ℃.
Although the effect of different process variables on structural and mechanical property of ZTA has been studied extensively in the past years, the Rietveld refinement of crystallographic data has been unexplored. Thus, the purpose of this study is to find a strong correlation between the percentage of phases and grain boundary refinement with mechanical properties along with the impact of retention of tetragonal phases on mechanical properties such as fracture toughness, Vickers microhardness, elastic modulus, flexural strength, and densification.
2 Experimental procedure
2.1 Materials
The raw materials used to manufacture the ZTA composites were commercially available nanocrystalline α-Alumina powder (Manufacturer: Inframat Advanced Materials, USA, obtaining 99.85% purity and 100% α phase, grain Size: ~ 40 nm (from X-Ray line broadening), specific surface area: 10 m2/g, average particle size: 150 nm (from BET SSA and SEM), catalogue # 26 N-0802A) and 3 mol% − Yttria stabilized Zirconia (YSZ) (Manufacturer: Inframat Advanced Materials, USA, obtaining > 99.9% purity, average primary particle size 30–60 nm (TEM & BET), specific surface area: 15–40 m2/g, catalogue # #4039ON-9502).
2.2 Methods
Different batches of compositions were prepared by altering the 3Y-TZP fraction by 9, 12, 15 and 18% (wt. %) with balanced α-Al2O3 (wt. %). The admixture was dispersed in ethanol (1:3 = Vpowder: Vsolvent) and ball milled for 24 h with Y-TZP zirconia grinding balls [Ф2 mm, 2:5 = Vpowder: Vballs] to accelerate the dispersion and admixing process. Polyethylene glycol (2%) and citric acid (0.5%) were used as binder and dispersion accelerator, respectively. The slurry was dried at 100 °C for 24 h to evaporate the solvent. The hard and dried lumps were crushed and sieved through No 325 (45 µm) mesh.
The powder was uniaxially and isostatically pressed at a load of 30KN for 1 min to form disks of 15 mm diameter. Billets of 80 × 8 × 6 mm dimensions were pressed uniaxially for subsequent 3-point bending test. The compacts were dried for 24 h at 100 °C. The green ceramic bodies were subjected to pressure-less sintering in a high temperature electric furnace (model: LHT 02/18, Nabertherm GmbH, Germany). The ceramic compacts were slowly heated to 850 °C at a heating rate of 3 °C/minute and held for 12 h. After that, the sintering was carried out at 1550 °C for two hours. Later on, the temperature was cooled down to 1250 °C at a controlled cooling rate of 5 °C /minute and held there for 2 h. The repose of the temperature was carried out to avoid the formation of thermal gradient and consequent cracks. Finally, the specimens were cooled slowly in the furnace. The two-stage sintering cycle is illustrated in Fig. 1. The faces of the sintered ZTA billets were ground by lapping with 15 um diamond wheel and subsequent polishing by 1 µm diamond paste.

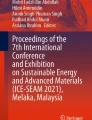
FESEM micrographs of ZTA containing (1) 9 wt.% (2) 12 wt.% (3) 15 wt.% (4) 18 wt.% Yttria stabilized Zirconia
2.3 Characterization methods
2.3.1 Density and porosity
The apparent porosity and bulk density of the sintered disks were measured using the Archimedes principle [15, 16]. First, the sintered disks were dried to constant weight by heating to 100 ℃ and weighed in the dry condition. After that, the test specimens were immersed in boiling water for 2 h, cooled to room temperature and remained suspended in water for 12 h. The suspended specimens were blot with smooth linen clothes to remove water from its surface and the saturated weights of the specimens were determined. The bulk density and apparent porosity of the sintered ZTA disks were calculated as follows: the dry weight of the specimen = D, the suspended weight of the specimen = S, the saturated weight of the specimen = W, Apparent Porosity (%) = W–D/V *100, where, V, cm3 = W–S, assuming that the volume of 1 g of water is 1 cm3 at room temperature and bulk density, g/cm3 = D/V. The theoretical density of the samples for different compositions of ZTA was calculated using the rule mixtures with respect to the density of α-alumina (3.987 g/cm3) [5] and t-ZrO2 (6.097 g/cm3) [17].
2.3.2 Scanning electron microscopy
The surface morphology of the sintered ZTA disks was observed by a field emission scanning electron microscope (FESEM) at 10,000X [JEOL, 7600F] magnification and in secondary electron mode. The average grain sizes of the alumina matrix and zirconia particles were calculated by the linear intercept method. A minimum of 100 grains of each constituent was analysed on randomly selected areas of the polished FESEM images for the linear intercept method.
2.3.3 Elastic modulus
The theoretical elastic modulus was calculated according to the rule of mixture using the following formula:
where
\({\text{EZ}}\, = \,{\text{E modulus of t}} - {\text{ZrO}}_{{2}} \, = \,{21}0{\text{ GPa}}\) [18]
and the apparent value of elastic modulus was measured by performing ultrasonic testing on the as-sintered samples using both transverse and longitudinal waves of 5 MHz (Pulser Receiver 5055PR and Oscilloscope 9354CM, LeCoroy Co., USA)[19].
2.3.4 Vickers microhardness
The Vickers microhardness of the specimens was carried out using a Vickers microhardness tester (HMV-2, Shimadzu, Japan). The specimens were subjected to a load of 19.6 N (2kgf) at 10 s indentation duration [20]. Ten impressions were taken for each specimen for Vickers indentation technique [21].
2.3.5 Fracture toughness
Two indentation techniques were used to measure the fracture toughness of the sintered ZTA disks by direct crack measurement method [22]. The fracture toughness was determined by calculating the length of cracks of HV10 indents according to the model of Anstis [23] and Casellas [24, 25] for median crack systems. Two equations were used to calculate the KIC values as follows: Anstis model, KIC = 0.016 × (E/H)1/2 × P/c3/2 [MPa.m1/2] and Casellas model, KIC = 0.024 × (E/H)1/2 × P/c3/2 [MPa.m1/2] [18, 26].
Here, E = Young’s modulus, GPa, c = crack length from the centre of the impression to the crack tip, P = applied load, N, H = Vickers microhardness.
0.016 and 0.024 are two empirical calibration constants for Anstis and Casellas fracture toughness measurement models, respectively. The value of ‘E’ was calculated using the rule of mixtures of the ZTA compositions. [400 GPa for α-alumina and 210 GPa for t-ZrO2] [7, 27].
2.3.6 Flexural strength
The flexural strength of the sintered ceramics was measured by standard 3-point bending method in a universal testing system (Manufacturer: Instron, model: 5948, USA). The tests were performed according to ASTM C 1161 with a support span of 40 mm, a loading span of 20 mm, a nominal bearing diameter of 4.5 mm, and a crosshead speed of 0.5 mm/min. The samples’ dimensions were 50 × 4 × 3 mm (l × w × t) and a minimum of 5 samples of each type were tested.
2.3.7 X-ray diffractometry and Rietveld refinement
The crystalline phase analysis was performed by an x-ray diffractometer ((Model: D8 Advance, Bruker GmbH, Germany). The x-ray diffraction was carried out in the sintered disks in the 2θ range between 20 and 70° using Cu-Kα radiation (λ = 1.54046 Å) with a graphite monochromator. The scan speed was maintained at 2°/min and the applied voltage and tube current was 40 kV and 40 MA, respectively. A slow scan speed of 0.1°/min was performed in the range between 27 and 33° for taking diffractograms on the fracture faces.
Quantitative phase analysis of the constituents was done by Rietveld refinement using the TOPAS software. The Rietveld refinement method [28] was used to perform multiphase qualitative and quantitative analyses and identification of crystal structures. The phase constituents of the 3Y-ZTA composites, retention of t-ZrO2 and transformation of m-ZrO2, the variation in lattice parameters and crystallite sizes were determined more precisely. The convolution of a pseudo-Voigt function pV(t) (the linear combination of a Gaussian and Lorentzian function) along with two consecutive exponentials E(t) were used on modelling an instrument diffraction profile. The diffraction profile of the standard powders and its fitting profiles by Rietveld refinement impart the instrument diffraction profile. The difference between the observed and calculated spectrum represents the difference plot. Different parameters like atomic co-ordinates, Chebyshev polynomial background coefficients, lattice parameters, scale factors were refined and different corrections like specimen displacement, absorption were performed during Rietveld refinement.
The crystal structure parameters of alumina starting powder, as rhombohedral α-Al2O3 phase (Space group Rˉ3C, a = b = 4.75870 Å, c = 12.99290 Å, α = β = 90˚, ϒ = 120˚), tetragonal zirconia starting powder, as tetragonal Y-TZP phase (Space group P42/nmc, a = b = 3.59800 Å, c = 5.18500 Å, α = β = ϒ = 90˚), monoclinic zirconia powder, as monoclinic m-ZrO2 phase (Space group P21/c, a = 5.31290 Å, b = 5.21250, c = 5.14710 Å, β = 99.22˚) were analyzed during Rietveld refinement. In the 3Y-ZTA composites and fracture faces, the α-Al2O3 matrix and tetragonal Y-TZP were identified with transformed m-ZrO2. Thereafter, the zirconia starting powder was investigated using these two phases for Rietveld refinement. All 3Y-ZTA composites were investigated using a three-phase model constituting of the rhombohedral α-Al2O3 phase, tetragonal Y-TZP and m-ZrO2 phase.
3 Results and discussion
3.1 Densification
The bulk density, relative density, apparent porosity, and water absorption values of the sintered specimens are presented in Table 1. The theoretical density and bulk density of the sintered specimens increase with increasing zirconia content since ZrO2 has a higher density value of 6.097 gm/cm3 than that of Al2O3 (3.987 gm/cm3). The addition of zirconia in ZTA composites results in smaller grain size, more homogenous phase distribution, and less porosity in the sintered specimens which leads to the progressive increase in bulk density. Due to the high sintering temperature of 1550 °C and high compaction pressure of 210 MPa, the sintered specimens are very dense. A maximum relative density of 98.43% is achieved for 9wt.% of zirconia. Here, the theoretical density was calculated using the true density of only tetragonal zirconia which is higher than that of monoclinic zirconia. But in specimens with high zirconia content (above 9% in this study), tetragonal zirconia transforms into monoclinic phase and increases the volume by 5% approximately [29]. This transformability increases with increasing zirconia content resulting in more monoclinic zirconia in specimens. Thus, as shown in Table 1, the relative density decreases with increasing ZrO2 content. Since the relative density is an indicator of the densification rate, it can be inferred that monoclinic zirconia hinders densification and promotes grain growth of zirconia through volume expansion. Densification and grain growth occur simultaneously during sintering. Densification depends on diffusion of atoms within the grain boundary whereas grain growth occurs due to bulk diffusion [30]. A higher densification rate can be achieved if the diffusion path, i.e. the grain size is smaller [31]. In this work, since the sintering temperature is high and the rate of grain growth of zirconia increases with higher zirconia content, the densification rate decreases.
Pore form when air is trapped in the green compact during the powder pressing and dehydration of hydrated species during sintering [29]. Due to the use of high sintering temperature (1550 °C) and high uniaxial compaction pressure of 210 MPa and absence of hydrated species, the sintered specimens are highly compact and contain porosity below 2%. The apparent porosity value is a maximum of 1.59% for 9wt.% ZrO2 and then decreases down to 0.8% for 18 wt.% of ZrO2. More homogeneous phase distribution is achieved by the addition of zirconia by particle coalescence. Previous works have proved that addition of more zirconia promotes homogenous distribution of zirconia grains in alumina matrix [1, 2]. Increasing zirconia triggers smaller particles to coalesce into a bigger one, thereby eliminating smaller grains and enhancing homogeneity in zirconia grains. The secondary phase zirconia removes pores during sintering by diffusion [32]. Thus, as evident from Table 1, the apparent porosity of the samples gradually decreases with increasing zirconia content.
The water absorption values of the specimens are reported in Table 1. The values are less than 0.4% which indicate that the sintered specimens are highly compact. The amount of water that can be absorbed depends on the fraction of the open pores present in the material [33]. Since porosity decreases with increasing zirconia content, water absorption decreases gradually from 0.39% for 9 wt.% ZrO2 down to 0.19% for 18 wt.% ZrO2.
3.2 Microstructural characterization
Figure 1 illustrates the field emission scanning electron microscopy images of ZTA containing 9,12,15,18 wt.% yttria-stabilized zirconia consecutively. In the micrographs, a set of spherical looking grains were found in all 4 images. The comparatively darker looking circular grains are presumed to be Al2O3 and the slightly illuminated spherical grains are presumed to be YSZ (yttria-stabilized zirconia). The illuminated YSZ particles were denoted in the figure. With the increase of YSZ content in the ZTA matrix, the grain size of the zirconia increases due to grain coalescence [3]. The increase of YSZ grain size also induce grain boundary pinning effect into the matrix leading to a grain boundary refinement of the alumina [11, 34].
We can see from Fig. 1 that the ZTA specimen containing higher YSZ decreases the alumina grain size. The particle size of Al2O3 plays a significant impact on the properties of ZTA [35]. The finer particle size of Al2O3 powder is favorable to the enhancement of mechanical properties due to their lowest porosity [36]. Minimal porosity is observed in all the micrographs. However, in the ball milling route of fabrication the dispersion of the atomic species is not high enough leading to incoherent grain growth [37]. Table 2 shows the grain size of alumina and zirconia. The grain size of alumina decreases upon YSZ addition. However, the grain size of zirconia increases.
In case of low addition of YSZ on Al2O3 matrix, YSZ particles was generally dispersed and their contribution towards the transformation toughening is minimal leading to a low value of toughness. In case of addition of higher YSZ addition, a significantly higher grain size is observed in the ZTA grain. Figure 1 shows a grain coalescence of zirconia particle that will allow for both microcrack toughening and stress-induced transformation toughening. Grain coalescence of zirconia particle promotes homogenous phase distribution and increases density by removing pores, hence activating both toughening mechanisms. Monoclinic zirconia having a higher volume fraction leads a more defined and distinct grain that is visible for ZTA sample containing higher YSZ. As evident from Table 2, ZrO2 grain size is larger than original particle size which was 30–60 nm. The sample underwent compaction and sintering. In these processes, diffusion occurs and the zirconia particles coalesce to become larger in size which is why the final zirconia particles are larger than the original size.
3.3 Mechanical properties
3.3.1 Elastic modulus
The theoretical and measured values of E modulus are shown in Table 1. Elastic modulus of materials depend on the phases present, elasticity and volume fraction of the individual phases, presence of defects like porosity and microcracks in the microstructure [38]. Since the E modulus of alumina (400 GPa) is greater than that of zirconia (210GPa), the theoretical E modulus decreases linearly with increasing zirconia content according to the linear rule of mixture. The measured values also decrease continuously with increasing zirconia content but are 14.6–19% lower than the theoretical value because of pores and microcracks. Samples with higher zirconia content contain a higher fraction of monoclinic zirconia which increases m-t transformation and thus increasing microcracks [27]. Elastic modulus decreases when more pores and microcracks are present in the microstructure. Hence, elastic modulus decreases in samples with higher zirconia content even though porosity decreases.
3.3.2 Vickers microhardness
Vickers microhardness of the sintered ZTA specimens at different zirconia concentration are presented in Table 1. A plot of Vickers microhardness against zirconia percentage by weight in Fig. 2 illustrated a downward moving trend of hardness with higher zirconia content. Since alumina is much harder than zirconia, according to linear rule of mixtures, hardness may decrease if the alumina has higher zirconia present in the matrix. Higher zirconia in the matrix tends to decrease the alumina grain size through surface stress and pinning effect which in turn results in some form of indentation resistance that leads to microhardness increase [4, 34]. However, this factor is not influential since increasing zirconia also increases the zirconia grain size present in the matrix to a point where spontaneous transformation can occur. It increases microcrack and porosity. Hardness value exhibits gradual decrement up to 3Y-ZTA15. Notably, hardness decreases rapidly from 3Y-ZTA15 to 3Y-ZTA18 which is caused by a low transformability and high monoclinic zirconia fraction (the assessment obtained from Rietveld analysis). Another contributing factor is the slight lack of densification observed in higher zirconia percentages. Presence of tetragonal zirconia leads to finer grains which increases hardness and hence compensate for the hardness decrease [22]. Tetragonal zirconia having a smaller volume and size leads to these smaller grains. Hardness increases as grain size decreases. Due to this effect, lower zirconia percentage observe a smaller and stable decrease of hardness. Higher monoclinic zirconia also leads to high concentration of microcrack in the matrix [34]. However, obtained hardness values are high enough to indicate that the concentration of microcrack is relatively low. The amount of indentation load can impact the hardness. At really high amounts of load, true hardness percentage can be obtained [18, 39].

Mechanical properties of 3Y-ZTA composites as a function of zirconia content (wt.%)
3.3.3 Fracture toughness
The indentation fracture toughness of zirconia-toughened alumina with different zirconia contents has been demonstrated in Table 1 and Fig. 2. The indentation fracture toughness values according to Anstis [23], Casellas [24, 25] formula have been evaluated. Figure 2 shows a gradual increase in fracture toughness values for both Anstis and Casellas model upto3Y-ZTA 15. The indentation fracture toughness peaked at 15 wt% YSZ added ZTA with the values of 6.754 MPam1/2 and 10.13 MPam1/2 for and Anstis and Casellas equation consecutively. However, fracture toughness declines with further increase in percentage of zirconia addition. Transformation toughening is considered the primary toughening method that initiates after the grain size of zirconia reaches a critical value. This process operates through creating hindrance to crack propagation [22]. Another toughening mechanism is microcrack toughening that becomes prominent at higher zirconia fraction. Higher stability of these stress-induced microcracks leads to higher values of toughness through complex interaction and superposition [4]. Another contributing factor had been described by Sommer et al. [40], discussing how different percentages of monoclinic and tetragonal zirconia affect the fracture toughness. Rietveld analysis of the specimens illustrate a lower transformability with higher percentages of zirconia addition. In certain scenarios, the resulting impact of can be crucial, on the other hand it can be independent of the transformability as well [40]. Toughness increasing up to 3Y-ZTA15 is analogous to the concept of transformation toughening. The phenomena regarding the reduction of toughness for unstabilised zirconia with increasing zirconia percentage after a certain compositional threshold indicate towards the occurrence of increasing microcrack density. The numerical comparison between monoclinic and tetragonal zirconia fraction by Rietveld method showed a much higher rate of transformation in 3Y-ZTA15 and 3Y-ZTA18 than the rest of uniform increment. This may induce a significant concentration of microcrack that rationalise a detrimental impact on toughness [41]. Microcrack size during the transformation toughening can also depend on both the particle size and the stabilising agent yttria. In the sample, 3 wt.% yttria has been used which is the optimum value for grain growth and phase transformation [4, 40]. The critical size of particle for transformation is also dependent upon the temperature. Higher transformation temperature means larger particles and grains which leads to higher toughness, and it can be achieved with the zirconia present. For the sintering time, the data of toughness is coherent with that of Sommer [4, 8, 42].
3.3.4 Flexural strength
The flexural strength of the ZTA composites at different zirconia content is reported in Table 1. As illustrated in Fig. 2, the graph manifested a gradual and linear increment in flexural strength with increasing zirconia addition. The rate of increase is linear up to 3Y-ZTA 15 and steadies down slightly onwards. Pure alumina exhibits relatively lower flexural strength which is compensated by adding high strength zirconia. Crack size and defects profoundly impact this property and tend to increase its value. Moreover, uniform grain and low microcrack can lead to higher strength. Since the addition of zirconia results in uniform grain with low porosity, the strength increases at the initial stage. But with the increase of zirconia, the risen monoclinic fraction causes the critical flaw size to increase and feeds to the occurrence of microcrack coalescence [25]. The increase of flexural strength at an even higher zirconia percentage indicates that microcracks remain relatively isolated. Another contributing factor is the stress induced transformation toughening, to which strength has a similar impact as toughness. Retention of tetragonal zirconia aids in increasing flexural strength at low zirconia percentages but that becomes harder to attain at higher zirconia percentages [43]. Also, significant reduction in grain size due to internal stress and pinning effect causes the strength increase to stall relatively. These phenomena may the rationale why strength increase from 3Y-ZTA15 to 3Y-ZTA18 is the lowest among the other increases. The flexural strength reached a high of 608.23 MPa, which is a lot higher than pure alumina and almost as high as pure zirconia.
3.4 X-ray diffractometry and phase analysis
The X-ray diffraction patterns of the sintered ZTA ceramics containing 9–18% 3Y-ZrO2 are illustrated in Fig. 3. α-Alumina (ICDD 046–1212) and t-ZrO2 (ICDD 072–7115) are the major crystalline phases present in the sintered specimens. Rhombohedral (012)r, (104)r, (113)r, (116)r reflexes of α-alumina phase appear at ~ 25.87, 35.12, 43.34 and 57.48°, respectively, for the sintered specimens. Furthermore, no polymorph of alumina has been emerged during sintering other than α-alumina phase.The characteristics peaks of t-ZrO2are obtained at ~ 30.08 and 50.11° for (101)t and (112)t planes, respectively. The major peaks of α-alumina and t-ZrO2 are sharp and well defined and the backgrounds of the patterns are relatively flat. No impurity phases or solid solution phases have been identified and those impart that t-ZrO2 phase is embedded in α-alumina matrix in well-crystallized form. It can be noticed that no monoclinic phase of zirconia has been formed for 9% 3Y-ZrO2 added ZTA and only tetragonal phase was predominant. It can also be observed that 100% tetragonal phase of ZrO2 was retained at room temperature. However, a slow crystalline growth of monoclinic phase of ZrO2 (ICDD-037-1484) is evolved for 12% 3Y-ZrO2 addition. Characteristics peaks of m-ZrO2 have been identified at ~ 28.16 and 31.48° for ‾(111)m and (111)m crystallographic planes, respectively. However, the emergence of m-ZrO2 is less pronounced and only 4.9% t–m transformation occurred for 3Y-ZTA12 (Table 3). The peak intensities of m-ZrO2 phase increase gradually upon further increase of zirconia content and the m-ZrO2 reflexes of 15 and 18% ZrO2 added ZTA composites become evident. The m-ZrO2 phase peaks are clear only at 15% and 18% ZrO2 added ZTA composites. Prior to that, the peaks are not clearly discernible.

XRD patterns of sintered ZTA composites containing 9, 12, 15, 18 wt.% YSZ
When the amount of zirconia in the composite is low, the zirconia particles are not largely agglomerated and are highly dispersed. As the transformation from tetragonal to monoclinic associates with volume expansion, at lower percentages of addition, it tries to prevent the grain growth of alumina [30]. As it is well dispersed, the high compressive stress of the matrix prevents such transformation to occur. However, at higher percentage addition, zirconia tends to form larger agglomerates and rapid grain growth occurs [11]. At that state, a transformation and increase of monoclinic zirconia percentage has been observed. The pinning effect due to the alumina matrix will be retarded at a high zirconia percentage that may cause the transformation to occur [44].
Along with the increased rate of transformation, a phenomenon called transformation toughening takes place at the crack tip [4]. This occurs as the crack cannot propagate. The hindrance of crack motion is initiated by the expanding zirconia grain to achieve stable polymorph [45]. This mechanism helps to increase the fracture toughness of the matrix. If the tetragonal phase of zirconia is retained at ambient temperature, then the transformation toughening will occur more momentarily due to its high tendency to expand. That will not only prevent crack propagation but also provides compressive stress in the matrix [40]. That will in turn absorb fracture energy to a degree of 1.5–2.5 MPam1/2 [4].
The XRD traces of the fracture faces of the sintered ZTA composites as a function of YSZ content are illustrated in Fig. 4. The fracture faces were subjected to slow scan at the characteristics region of 2θ between 26 and 33° for the monoclinic reflexes at appeared ~ 28.2 and 31.5°. Figure 4 shows that the intensity of the monoclinic‾(111)m and (111)m crystallographic planes at the fracture faces increases with YSZ addition. The intensity of the monoclinic reflexes is most profound for 3Y-ZTA 18. The tetragonal and monoclinic zirconia fractions for sintered and fractured surface of the ZTA composites are presented in Table 3.

XRD patterns of fracture faces of the sintered ZTA specimens containing 9,12,15,18 wt.% YSZ between 27 and 34 degrees
In case of this ceramic being subjected to fracture, the fracture surface may contain partially stabilized zirconia in 3 modes [4],
-
1.
It can either be surrounded by PSZ particles. Then the transformation toughening would cause a significant increase in toughness.
-
2.
The crack tip can be surrounded by the zirconia particle. Then the transformation at the crack tip will retard crack propagation.
-
3.
The PSZ is properly dispersed and not concentrated around the crack tip.
If the zirconia particle present induces a transformation toughening to prevent crack propagation that explains the increased percentage of monoclinic zirconia fraction at the cracked surface (Fig. 5).

Crystallite sizes [LVol-IB (nm)] of α-alumina, t-ZrO2 and m-ZrO2 as a function of wt.% YSZ in 3Y-ZTA
Although the increased percentage of monoclinic zirconia at the crack surface is transformation induced, it is the by-product of the toughening operation introduced by the tetragonal zirconia. High retention of tetragonal zirconia corresponds to high transformability. Although there are other toughening mechanisms present in the matrix such as microcrack toughening or minor crack deflection, transformation toughening is the prominent one. As a result, high retention of tetragonal zirconia generally corresponds to the higher toughness in the matrix. In the process of its toughening operation, as it transforms to slow the crack propagation, a high percentage of monoclinic zirconia is formed by the polymorphic transformation (Fig. 6).

Crystallite sizes [LVol-FWHM (nm)] of α-alumina, t-ZrO2 and m-ZrO2 as a function of wt.% YSZ in 3Y-ZTA
3.5 Quantitative analysis of phases by Rietveld refinement
The phase compositions of the retained and transformed zirconia of the sintered specimen and the transformability of t-ZrO2 phase into m-ZrO2 phase and the retention of t-ZrO2 after fracture were determined by Rietveld refinement. The t-ZrO2 and m-ZrO2 fractions of the sintered polished surfaces and at the fracture faces are shown in Table 3. From Table 3, it can be noticed that the t-ZrO2 fraction reduces with increasing ZrO2 content in sintered ZTA ceramics and the m-ZrO2 content increases consequently. Only 9% zirconia transformed into monoclinic phase upon addition of 15 wt. % Zirconia. Evidently, the ZTA specimens with higher ZrO2 content comprise of higher monoclinic fraction. 3 mol% yttria stabilization was sufficient to stabilize the tetragonal phase of ZTA ceramics at room temperature. As a result, a minute amount of t-ZrO2 phase was transformed into m-ZrO2 phase.
Chevalier et al. [1] has found the existence of the tetragonal phase in zirconia rich element at room temperature. Further refinement of peritectic points and other parameters have been found throughout various works [1, 46]. According to the phase diagram, around 3 mol.% addition of Y2O3, which is around 4–7 wt.% can increase the stability of tetragonal zirconia at a temperature much lower than its equilibrium temperature. Hence, if the cooling rate is fast enough, ZTA will have a higher percentage of tetragonal zirconia than anticipated. The free energy also reduces through this process. The cooling rate is another determining factor. If the cooling rate is slow, then more monoclinic fraction will generate by transformation and is highly undesirable [47]. Rittidech et al. [42] illustrated a trend of monoclinic and tetragonal zirconia fraction with changing Y2O3. It can be analysed that, adding Y2O3 up to 4 vol.% provides the highest stability of tetragonal zirconia, and then decreases significantly after that. Over stabilized zirconia may still degrade mechanical properties. However, the t-ZrO2 phase cannot be stabilized completely at room temperature in spite of containing higher stabilized content. The fraction of monoclinic phase of the sintered specimens was trivial because 3 mol. % Y2O3 was effective to stabilize tetragonal phase at room temperature.
3.6 Rietveld refinement of crystallography data
The Rietveld refinement was performed to analyze the X-ray crystallography data and determine the phase compositions, lattice parameters, crystallite size of the constituent phases.The refined lattice parameters, cell volume of the rhombohedral α-alumina phase and the goodness-of-fit parameters (Rp, Rwp, GOF) for all samples are inscribed in Table 4.
Monoclinic ZrO2 has practically no solubility (0.008 mol% ZrO2) in α-Al2O3. On the other hand, according to equilibrium phase diagram of Al2O3-ZrO2 system, tetragonal ZrO2 dissolves in α-Al2O3 matrix in less than 1 wt.% at high temperature[48]. Zr4+ ions substitute Al3+ ions and as a result, a unit of net positive charge is generated. Charge is balanced either by oxygen interstitials or by aluminium vacancies. The KrogerVink notation for ZrO2 substitution defect in α-Al2O3 is given below:
Here,
ZrAl• is substitution of one Al3+ ion by a Zr4+ ion.
OO is substitution of one O2− ion by an O2− ion.
Oi″ is one interstitial O2− ion.
VAl‴ is one vacancy in Al3+ site.
Substitution of Al3+ ion by a Zr4+ ion induces lattice distortion as the ionic radii of Zr4+ ion (72 pm) is greater than Al3+ ion (54 pm)[48]. As a result, the lattice parameter ‘a’ and lattice volume ‘V’ increases with increase of ZrO2 content up to 15 wt.% and then decreases. The change in lattice parameters is small since ZrO2 has very little solubility in α-Al2O3. In every 100,000 mol of α-Al2O3, only 8 mol of m- ZrO2 and around 1200 mol of t-ZrO2 would dissolve [42]. Though the distortion due to substitution on an individual lattice is large, the average distortion in the lattice of the material is small. With increasing ZrO2 content, the amount of Al2O3 decreases, thus the effect of distortion increases, ultimately increasing lattice parameter. However, as increasing ZrO2 content increases the monoclinic ZrO2 and decreasing the ratio of tetragonal ZrO2, the substitution diffusion decreases at 18 wt.% ZrO2.
The refined lattice parameters, tetragonality, and cell volume of the tetragonal zirconia phase and the goodness-of-fit parameters (Rp, Rwp, GOF) for all samples are inscribed in Table 5.
Tetragonal zirconia forms solid solution with α-Al2O3. According to the equilibrium phase diagram of Al2O3–ZrO2 system [49], t-ZrO2 forms a solid solution with maximum 7 mol% α-Al2O3 at 1882 °C. A minimum of 1.1 mol% α-Al2O3 is diffused in t-ZrO2 at 1140 °C [50]. The diffusion depends on temperature. Thus, according to the phase diagram, t-ZrO2 forms solid solution with around 4 mol% α-Al2O3 at 1550 °C which is the sintering temperature for this experiment. However, the t-ZrO2 has been stabilized by 3 mol% Yttria and as such the phase retains even at room temperature. The t-ZrO2 solid solution is expressed as (Zr4+1-x Al3+x)O(2-x)/2 where x < 0.25 mol% [51].
As evident from the results expressed in Table 5, the lattice parameters change with the variation of 3Y-TZP added in ZTA. Since, Al3+ ions are smaller in ionic radius than Zr4+, Al3+ ions occupy the interstitial sites. As a result, the lattice is distorted and parameter ‘a’ increases. Increasing zirconia content means more α-Al2O3 diffusion and thus the average value of lattice parameter ‘a’ of t-ZrO2 solid solution increases. On the contrary, lattice parameter ‘c’ decreases to accommodate Al3+ ion by allowing the ‘a’ parameter to increase. The unit cell volume increases with progressive addition of zirconia.
The relationship among the lattice parameters of the tetragonal zirconia phase and compositions were determined using linear regression (n = 4). For the tetragonal structure, they were calculated as following,
Here, x is the wt.% of 3Y-ZrO2in 3Y-ZTA. The coefficient of determination or R-squared value of the regression was calculated as R2a = 0.99311693 and R2c = 0.995936145 for two lattice parameters, respectively.
The tetragonality \(\frac{\mathrm{c}}{\mathrm{a}\surd 2}\) was also determined as a function of composition of 3Y-ZrO2 in 3Y-ZTA. The tetragonality was calculated as follows:
Here, the coefficient of determination or R-squared value of the regression was calculated as R2 = 0.995545.
The unit cell volume of the tetragonal phase was calculated as a function of composition.
Here, the coefficient of determination is 0.98512569.
The refined lattice parameters, and cell volume of the monoclinic Baddeleyite (m-ZrO2) phase and the goodness-of-fit parameters (Rp, Rwp, GOF) for all samples are inscribed in Table 6. The monoclinic phase, stable in room temperature, makes a solid solution with α-Al2O3. The solubility of α-Al2O3 in m-ZrO2 is very limited. Yet the Al3+ ions dissolve into the m-ZrO2 lattice by interstitial diffusion mechanism resulting in lattice distortion. Thus, upon increasing the zirconia fraction, the total Al3+ interstitials increase and the average lattice parameters ‘a’,’b’, and ‘c’ increase. The unit cell volume expands as a consequence.
The crystallite size of the zirconia-toughened alumina specimens were measured using both LVol-IB method and LVol-FWHM method. LVol-FWHM (full width half maxima) method is a way to measure the crystallite size of the small crystals using the pattern of X-ray diffractometer [52, 53, 54]. However, this method follows the Scherrer’s equation that has certain statistical considerations as the ideal scenario for appropriate measurement will require ideal diffraction pattern with coherent polycrystalline materials that contains minimal scattering and lattice distortion [55]. On the other hand, the LVol-IB is measured by an analysis software, TOPAS 4.2 that takes into account both the full width half maxima (FWHM) and integral breadth (IB). This method gives more of a volume-weighted mean of the crystallite size.
Table 7 presents crystallite sizes of α-alumina, t-ZrO2 and m-ZrO2 measured using LVol-IB method and LVol-FWHM method through Rietveld refinement. In the zirconia-toughened alumina sample, we can see the crystallite size for alpha-alumina decreases with higher zirconia content in both LVol-IB and LVol-FWHM method. On the other hand, the crystallite size of both tetragonal and monoclinic zirconia increases with higher zirconia content in both methods as well. The trend of increment and decrement shows a similar pattern for both methods used.
Scherrer’s method involves the measurement of full width half maxima which will significantly increase as the material lose its crystallinity. As mentioned before, it will provide proper estimation for near perfect crystal. The XRD patterns of ZTA samples provide the conclusion that for both monoclinic and tetragonal zirconia peak width decreases but peak intensity increases with higher zirconia content. That leads to a low value of full width half maxima. As this value decreases, the crystallite size will increase according to Scherrer’s equation. So, for both Lvol-IB and Lvol-FWHM the crystallite size of tetragonal and monoclinic zirconia increases with higher zirconia content. Monoclinic zirconia has higher crystallite size relative to tetragonal zirconia in Lvol-IB method. But tetragonal zirconia has higher crystallite size relative to monoclinic zirconia in Lvol-FWHM method. The disparity between the considerations of each method generates such discrepancy.
For alpha alumina, the XRD pattern shows relatively higher peak intensity for higher zirconia content. Similar to tetragonal and monoclinic zirconia, that will alter the Full width half maxima causing the increase to crystallite size. However, this consideration might not correspond directly to the actual scenario. Alteration of crystallite size by almost 30% is unlikely to happen by doping of an immiscible phase.
As the crystallinity of the alpha alumina phase decreases and the peak width increases with it, the estimation becomes slightly inaccurate. Due to immiscibility of the phases, an apparent stabilisation of a new crystallographic phase relative to alpha-alumina is unlikely. With increasing zirconia content, grain boundary refinement occurs along with high lattice compressive stress in macro scale. Although XRD pattern shows minimal peak shift and hence there is little to no lattice strain present. So, micro-stress or strain and distortion of lattice has not impacted the apparent decrease of crystallite size of alpha-alumina at all.
4 Conclusions
Zirconia-toughened alumina ceramic has great engineering potential due to its varying degree of properties and ease of fabrication. Upon addition of different amounts of YSZ, mechanical property change was significant. The results obtained have significant resemblance with the data obtained from the previous experiments of similar nature. The Vickers microhardness seems to decrease upon the addition of YSZ while the fracture toughness increases up to a threshold point before decreasing. Along with those, the flexural strength increases with the YSZ increment. The Rietveld analysis showed a comparison between the phase percentages of monoclinic and tetragonal zirconia. Increment of YSZ tends to favour the formation of monoclinic zirconia more since the microstructure becomes less favourable to pinning effect and the expansion due to phase transformation becomes easier. Grain boundary refinement property of YSZ was observed on alumina particle through scanning electron microscope analysis. Upon addition of YSZ the grain size of alumina decreases significantly. Along with it, the Rietveld refinement shows a trend of crystallite size orientation for different phases of zirconia and alumina.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
J. Chevalier, L. Gremillard, A.V. Virkar, D.R. Clarke, J. Am. Ceram. Soc. 92, 1901–1920 (2009). https://doi.org/10.1111/j.1551-2916.2009.03278.x
C. Exare, J.-M. Kiat, N. Guiblin, F. Porcher, V. Petricek, J. Eur. Ceram. Soc. 35, 1273–1283 (2015)
C. Ortmann, T. Oberbach, H. Richter, P. Puhlfürß, J. Eur. Ceram. Soc. 32, 777–785 (2012). https://doi.org/10.1016/j.jeurceramsoc.2011.11.002
J. Wang, R. Stevens, J. Mater. Sci. 24, 3421–3440 (1989)
F. Sommer, R. Landfried, F. Kern, R. Gadow, J. Eur. Ceram. Soc. 32, 4177–4184 (2012). https://doi.org/10.1016/j.jeurceramsoc.2012.02.057
S.M. Kurtz, S. Kocagöz, C. Arnholt, R. Huet, M. Ueno, W.L. Walter, J. Mech. Behav. Biomed. Mater. 31, 107–116 (2014). https://doi.org/10.1016/j.jmbbm.2013.03.022
C. Piconi, S. Sprio, J. Compos. Sci. 5, 206 (2021). https://doi.org/10.3390/jcs5080206
S.A. Dhar, H.T. Mumu, S. Sarker, A.B. Rashid, Mater. Today Proc. 44, 1356–1360 (2021). https://doi.org/10.1016/j.matpr.2020.11.504
J. Fan, T. Lin, F. Hu, Y. Yu, M. Ibrahim, R. Zheng, S. Huang, J. Ma, Ceram. Int. 43, 3647–3653 (2017)
S. Abbas, S. Maleksaeedi, E. Kolos, A.J. Ruys, Mater. (Basel, Switzerland) 8, 4344–4362 (2015). https://doi.org/10.3390/ma8074344
A. Lopes, P. Coelho, L. Witek, E.B. Jalkh, L. Gênova, K. Monteiro, P. Cesar, P. Lisboa Filho, E. Bergamo, I. Ramalho, Int 45, 8840–8846 (2019). https://doi.org/10.1016/j.ceramint.2019.01.211
X.-M. Liu, Results Mater (2021). https://doi.org/10.1016/j.rinma.2021.100196
A. Hassan, S. Naga, M. Awaad, Int. J. Refract. Met. Hard Mater. 48, 338–345 (2015). https://doi.org/10.1016/j.ijrmhm.2014.10.006
W.-K. Chang, A.A. Wang, Y.-H. Lee, J. Alloys Compd. 249, 251–255 (1997). https://doi.org/10.1016/S0925-8388(96)02739-9
H. Sadek, M. Hessien, Z. Abd El-Shakour, M. Taha, R. Khattab, J. Mater. Res. Technol. 11, 264–273 (2021). https://doi.org/10.1016/j.jmrt.2021.01.016
R. Khattab, M. Wahsh, N. Khalil, Mater. Chem. Phys. 166, 82–86 (2015). https://doi.org/10.1016/j.matchemphys.2015.09.030
C.-S. Hwang, W.-H. Lin, J. Ceram. Soc. Jpn. 99, 271–275 (1991)
C.N. Elias, J. Duailibi Filho, L.G.D. Oliveira, Mater. Res. 7, 643–649 (2004). https://doi.org/10.1590/s1516-14392004000400021
H. Judawisastra, F. Sasmita, IOP Conf. Ser. Mater. Sci. Eng. IOP Publishing (2019). https://doi.org/10.1088/1757-899X/547/1/012047
R.A. Youness, M.A. Taha, M. Ibrahim, A. El-Kheshen, SILICON 10, 1151–1159 (2018). https://doi.org/10.1007/s12633-017-9587-0
M. Majić, L. Ćurković, Mater. Test. 54, 228–232 (2012). https://doi.org/10.3139/120.110321
I. Žmak, D. Ćorić, V. Mandić, L. Ćurković, Mater. 13, 122 (2020). https://doi.org/10.3390/ma13010122
G. Anstis, P. Chantikul, B.R. Lawn, D. Marshall, J. Am. Ceram. Soc. 64, 533–538 (1981). https://doi.org/10.1111/j.1151-2916.1981.tb10320.x
D. Casellas, M. Nagl, L. Llanes, M. Anglada, Key Eng (Trans Tech Publ, Mater., 1997), pp.895–902
D. Casellas, M. Nagl, L. Llanes, M. Anglada, J. Mater. Process. Technol. 143, 148–152 (2003). https://doi.org/10.1016/S0924-0136(03)00396-0
D. Casellas, M. Nagl, L. Llanes, M. Anglada, J. Am. Ceram. Soc. 88, 1958–1963 (2005). https://doi.org/10.1111/j.1551-2916.2005.00374.x
R.H. Hannink, P.M. Kelly, B.C. Muddle, J. Am. Ceram. Soc. 83, 461–487 (2000). https://doi.org/10.1111/j.1151-2916.2000.tb01221.x
L. McCusker, R. Von Dreele, D. Cox, D. Louër, P. Scardi, J. Appl. Crystallogr. 32, 36–50 (1999). https://doi.org/10.1107/S0021889898009856
R. Vasudevan, T. Karthik, S. Ganesan, R. Jayavel, Ceram. Int. 39, 3195–3204 (2013). https://doi.org/10.1016/j.ceramint.2012.10.004
P.K. Rao, P. Jana, M.I. Ahmad, P. Roy, Ceram. Int. 45, 16054–16061 (2019). https://doi.org/10.1016/j.ceramint.2019.05.121
D. Sarkar, S. Adak, M. Chu, S. Cho, N. Mitra, Ceram. Int. 33, 255–261 (2007). https://doi.org/10.1016/j.ceramint.2005.09.012
S.A. Basha, D. Sarkar, Mater. Today: Proc. 26, 1226–1230 (2020). https://doi.org/10.1016/j.matpr.2020.02.246
D.D. Jayaseelan, D.A. Rani, T. Nishikawa, H. Awaji, F. Gnanam, J. Eur. Ceram. soc. 20, 267–275 (2000). https://doi.org/10.1016/S0955-2219(99)00165-X
O.Y. Zadorozhnaya, T.A. Khabas, O.V. Tiunova, S.E. Malykhin, Ceram. Int. 46, 9263–9270 (2020). https://doi.org/10.1016/j.ceramint.2019.12.180
A. Nastic, A. Merati, M. Bielawski, M. Bolduc, O. Fakolujo, M. Nganbe, J. Mater. Sci. Technol. 31, 773–783 (2015). https://doi.org/10.1016/j.jmst.2015.06.005
P. Becher, V. Tennery, Fract. Mech. Ceram. 6, 383–389 (1983)
A.Z.A. Azhar, L.C. Choong, H. Mohamed, M.M. Ratnam, Z.A. Ahmad, J. Alloys Compd. 513, 91–96 (2012). https://doi.org/10.1016/j.jallcom.2011.09.092
K. Tan, P. Hing, P. Ramalingam, J. Phys. D Appl. Phys. 30, 1029 (1997). https://doi.org/10.1088/0022-3727/30/6/017
A. Krell, J. Am. Ceram. Soc. 78, 1417–1419 (1995). https://doi.org/10.1111/j.1151-2916.1995.tb08508.x
F. Sommer, R. Landfried, F. Kern, R. Gadow, J. Eur. Ceram. Soc. 32, 3905–3910 (2012). https://doi.org/10.1016/j.jeurceramsoc.2012.02.057
N. Claussen, J. Am. Ceram. Soc. 59, 49–51 (1976). https://doi.org/10.1111/j.1151-2916.1976.tb09386.x
A. Rittidech, R. Somrit, T. Tunkasiri, Ceram. Int. 39, S433–S436 (2013). https://doi.org/10.1016/j.ceramint.2012.10.108
J.O. Burgess, Compend. contin. educ. dent. (Jamesburg, NJ: 1995) 39, 4–8 (2018)
J.F. Bartolomé, A. Smirnov, H.-D. Kurland, J. Grabow, F.A. Müller, Sci. rep 6, 1–11 (2016). https://doi.org/10.1038/srep20589
B.L. Karihaloo, J. Am. Ceram. Soc. 74, 1703–1706 (1991). https://doi.org/10.1111/j.1151-2916.1991.tb07166.x
H. Scott, J. Mater. Sci. 10, 1527–1535 (1975). https://doi.org/10.1007/BF01031853
T. Shigematsu, M. Narita, N. Nakanishi, T. Saburi, Mater Sci. Forum. Trans Tech Publ. DOI 10(1063/1), 1532105 (1990)
F. Tarasi, M. Medraj, A. Dolatabadi, J. Oberste-Berghaus, C. Moreau, J. Eur. Ceram. Soc. 31, 2903–2913 (2011). https://doi.org/10.1016/j.jeurceramsoc.2011.06.008
T. Wang, Z. Jin, J. Cent, South Univ. Technol. 4, 108–112 (1997). https://doi.org/10.1007/s11771-997-0009-0
A. Alper, R. McNally, P. Ribbe, R. Doman, J. Am. Ceram. Soc. 45, 263–268 (1962). https://doi.org/10.1111/j.1151-2916.1962.tb11141.x
S. Kikkawa, A. Kijima, K. Hirota, O. Yamamoto, J. Am. Ceram. Soc. 85, 721–723 (2002). https://doi.org/10.1111/j.1151-2916.2002.tb00161.x
G.R. Nasretdinova, R.R. Fazleeva, Yu.N. Osin, A.T. Gubaidullin, V.V. Yanilkin, Methylviologen-mediated electrochemical synthesis of silver nanoparticles via the reduction of AgCl nanospheres stabilized by cetyltrimethylammonium chloride. Russ. J. Electrochem. 53(1), 25–38 (2017). https://doi.org/10.1134/S1023193517010098
B. Ingham, M. Toney, X-ray diffraction for characterizing metallic films, metallic films for electronic, optical and magnetic applications (Elsevier, 2014), pp.3–38
G.R. Nasretdinova, R.R. Fazleeva, Y.N. Osin, V.G. Evtjugin, A.T. Gubaidullin, А.Y. Ziganshina, V.V. Yanilkin, Methylviologen mediated electrochemical synthesis of catalytically active ultrasmall bimetallic PdAg nanoparticles stabilized by CTAC. Electrochim. Acta 285, 149–163 (2018). https://doi.org/10.1016/j.electacta.2018.07.109
A. Chatterjee, X-ray diffraction, handbook of analytical techniques in concrete science and technology (Noyes Publications, 2001)
Acknowledgements
The authors would like to thank the support of Pilot Plant and Process Development Centre, Bangladesh Council of Scientific and Industrial Research and Department of Materials and Metallurgical Engineering, Bangladesh University of Engineering and Technology, Bangladesh.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dhar, S.A., Sarker, S., Mumu, H.T. et al. Influences of nano-3Y-TZP reinforcement on phase transformation and crystallite size modification of zirconia-toughened alumina and Rietveld refinement of crystallographic data. J. Korean Ceram. Soc. 60, 399–412 (2023). https://doi.org/10.1007/s43207-022-00274-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s43207-022-00274-1