
Abstract
This engineering study investigates the mechanical properties and durability of Hollow Concrete Blocks (HCBs) made with banana leave-ash-replaced cement. This study focused on analyzing the physiochemical composition of banana leaf ashes (BLAs) and their impact on the mechanical and durability properties of these blocks. HCB production requires binding materials such as cement, and BLAs, a byproduct of agricultural waste containing Pozzolana, serve as an alternative. This study experimented with alternative mixtures to evaluate the influence of BLAs on the strength and durability of blocks, particularly their resistance to acid and sulfate attacks. The test was conducted by partial replacement of Dangote Ordinary Portland cement 42.5R with 0%, 5%, 10%, 15%, and 20% BLAs for Class “A,” “B” and “C” HCBs. The test results indicated that HCBs produced by BLAs can replace cement HCBs to achieve better strength and durability properties with respect to standards. Statistical results show that BLAs have a significant effect on the compressive strength of HCBs. Chemically acidic and sulfate-attack-resistant HCBs were examined, and the results showed that HCBs with BLAs had good resistance. The results of an experimental study on the mechanical and durability properties of BLAs blended with cement HCBs showed that replacing BLAs by up to 20% improves the durability and strength of blocks, resulting in better performance than the standards. The optimum percentage of partial replacement of BLAs with cement to produce HCBs is 20%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
One of the most important human needs in the world is the shelter. In early times, human beings lived in caves built below ground level near the hill ends. They then tried to construct walls from mud, and over time, they engineered masonry techniques to form shelters [1]. To address the increasing demand and facilities, an optimum shelter design was developed to improve the structural formation of shelters. Large amounts of materials are required to obtain optimum shelters. Materials are essential constituents of mankind because of the benefits that can be generated from alterations in their properties. Materials include studies of the composition structure, development of new types of materials, and alteration of their properties to suit specific applications [2]. To form and build the structural part of the shelter, there was still a long struggle for the best possible materials for shelter construction. The desire to find safe structural materials while considering the economy of the entire structure has prompted the choice and use of hollow concrete blocks [3]. These hollow concrete blocks are used in the construction of different infrastructures such as public buildings, residential buildings, and factories. These hollow blocks are mostly used in the construction of compound wall structures, owing to their advantages. These advantages include sound control, reduced dead load, fire resistance, sufficient strength, high thermal insulation, economical, durable, environmentally friendly, eco-friendly, very small joint mortar usage, fast and easy construction, and better architectural values [1]. In addition, building construction with hollow concrete blocks requires less plastering and provides easier installation for concealing electrical conduits, water, and sewer pipes [4]. The proportions of materials required for the production of HCBs are Portland cement (OPC or PPC), fine aggregate (sand), coarse aggregate (red ash or pumice), and water. The materials must be dust free and kept separately near the block production machine [5].
Portland cement is an environmentally harmful material because its production releases greenhouse gases and decreases the supply of limestone. Therefore, professionals must decrease the consumption of Portland cement as a substitute of supplementary cementitious material. Blended cement was chosen for its eco-friendliness [6]. According to estimates by different scholars, 5% of the global generation of carbon dioxide, which is known as a greenhouse gas, is produced by the cement industry. By 2020 at the global level, the cement production industry will be required to reduce its CO2 generation by 30–40% and 50% by 2050” [7].
From the list of materials used for the production of hollow concrete blocks, cement is the most energy-exhaustive and abundant material [8]. Ash forms different cementitious materials that are used as SCM’s to minimize the usage of cement content with an increase in strength. [9]. The consumption of ash from different SCMs is a possible partial substitute for cement in hollow concrete blocks; thus, BLAs are generated from banana leaves. The banana leaves comprise nearly 80% fluid stuff, and after drying, their weight decreases by approximately 80%. After burning the dry leaves, it resulted in 20% ash owing to its dry weight. This indicates that drying 1000 kg of fresh leaves and stems of banana trees yields 200 kg of dry leaves and 40 kg of BLAs [10]. BLAs, a by-product of banana-producing plants, were studied in [8] as a substitute for cement. His study displayed constructive and comparable results with cement not substituted by BLAs and aids with up to 6% replacement [8].
The BLAs, a partial substitute for cement, decreased the energy essential for cement production to 2275 0.86 MJ. This implies that it saved an average of 37. A total of 931% of the energy was consumed to produce one ton of Portland cement. The typical critical temperature for cement clinker formation is 1450 °C [11]. The typical temperature used to produce BLA is 550 °C, which minimizes the temperature used to form clinker to 900 °C, which decreases up to 62.069% of the temperature. This has an essential role in saving the excess energy consumed and reducing global warming. Several scholars have studied BLAs as partial substitutes for cement. Most findings presented positive outcomes and benefits. Agriculture is one of the most important sectors of economic activity that positively affects climate change [12]. To adequately address climate emergency issues, there is an urgent need to reduce Greenhouse Gas (GHG) emissions and adapt to the consequences of global warming [13]. The need for a compressive approach to climate action planning incorporates both adaptation and mitigation measures [14]. Using a new mitigation technology or system can reduce the emissions [15]. The mitigation measure in the present study was to avoid the landfill wastes generated by agriculture for using banana leaves, making ash for cement replacement. Therefore, the incorporation of banana leaf ash as a cementitious material in the construction industry can significantly reduce cement usage. This in turn results in a decrease in energy consumption and greenhouse gas emissions during the production of clinker and cement. Consequently, this has the potential to mitigate the negative effects of cement production on climate change.
Therefore, this experimental study investigated the use of BLAs as partial substitutes for cement in hollow concrete block production.
2 Materials and methods
2.1 Materials
The materials used in this study were obtained from their respective sources, using various methods. The physical properties of the cement, sand, coarse aggregates (pumice), BLAs, and water, which were employed for the mix design, were examined in the laboratory and are enumerated below.
2.1.1 Water
The entire process of investigating potable water was supplied and used from the town water supply source to meet the water requirements for mixing and curing hollow concrete blocks as per ES 596:2001 [16].
2.1.2 Cement
The cement that was used in the study was Dangote OPC of 42.5R grade cement conforming to Ethiopian standard ES-1177–1-2005. Dangote Cement was produced in Ethiopia which compiles the requirements of the country. Its fineness was tested in a laboratory. Properties such as the consistency (%), specific gravity, and initial setting time of the cement were studied.
2.1.3 Aggregates
2.1.3.1 Fine aggregate (sand)
The sand particles passing through No. 4(4.75 mm) sieve, and retained in a No. 2000(75-µm) sieve. Locally available riverbed sand free from silt was used as the fine aggregate. The fine aggregate particles packed to provide a minimum void ratio and higher void content necessitate more mixing water. The sand used in this study originated from the Konso Zone and was tested to determine its physical properties, including the specific gravity, water absorption, and fineness modulus. The sand was found to fulfill the standards set forth by the Ethiopian Standard ES 412:2000 and ES 81:1990.
2.1.3.2 Coarse aggregates (pumice)
Aggregates were predominantly retained on No.4 sieve (4.75 mm). Pumices free from silts from the local market were used as the coarse aggregates. The results of the investigation of coarse aggregates were within the permissible limits of the Ethiopian standard [16]. The classification of coarse aggregates Conforming to ES 412:2000 and ES 81:1990 was lightweight, normal weight, or a blend of both types.
The properties of the coarse aggregates (water absorption, moisture content, and specific gravity) were tested and the results are presented in Table 1. Pumice is an important construction material for the production of Hollow Concrete Blocks (HCB) supplied and used by HCB producers. The physical properties of these materials were investigated.
2.1.4 Banana leaves ashes (BLAs)
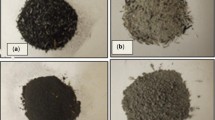
The BLAs used in this study were produced from the leaves of the Arba Minch Zuriya Woreda, Chano, Lante, Sile, Wezeqa, and Mele Kebele. These were found to be of different sizes. It was then collected. After collection, it was dried in an oven at 105 ± 5c temperature for 12 h, and then fired in furnaces at 550c to form ash. It was then cooled and stored in a dry environment. To determine the physicochemical composition of the BLAs, the ash was sieved through a 75 µm sieve. The BLA preparation process is presented in Fig. 1a–e. The physical and chemical properties of Banana Leave ash (BLA) test result is presented in Table 2.

a Banana leaves collection in oven b Oven dried BLA c Crushed dried banana leaves; d Burnt BLA in 550c in muffle furnace; e Fine sieved BLA after cooling
2.2 Methodology of the study
The methodologies used to achieve the objectives of this thesis are laboratory investigations and experimentation. The test was conducted on hollow concrete blocks of dimensions 40 × 20 × 20 cm. Experimental data collection methods were used in this study. The study conducted Physical tests such as compressive strength, durability tests such as acid and sulfate resistance tests at different ages of production, specific gravity, and chemical tests, and complete silicate analysis of BLAs using AAS and pH values using a pH meter were performed. The ASTM specification for the compressive strength test specifies that the contact surfaces of the blocks with the testing machine should be capped with a 1:1 mortar of 2–3 mm thickness. First, the block samples were placed in the compressive strength testing machine, and then the load was applied in the same direction as in the service. and the load was increased at the rate of 0.2 to 0.5 N/mm2s until a sample broke [17]. The laboratory investigation outcomes were analyzed using descriptive analyses presented in tabular and graphical forms and charts using Excel 2010 software. Qualitative and quantitative analyses and discussions were conducted on the findings. Finally, based on the results, findings, conclusions, and recommendations are presented (Table 2).
2.2.1 Properties of BLA replaced cement hollow concrete blocks (physical and chemical)
To study or determine the physical and chemical properties, samples must be prepared in the form of ash. Table 3 presents the mix combination of BLA percentages with OPC grade 42.5R cement.
2.2.1.1 Acid attack chemical resistance test
The test was conducted according to the ASTM C279-17[18] standard specification for chemical-resistant masonry units. The chemical resistance of HCBs Classes A, B, and C was studied through a chemical attack acid resistance test by immersing the samples in an acid solution. After curing for 28 days, the mass and diagonal dimensions of 15 block specimens produced in OPC 42.5R and 15 block samples produced in each of the three classes A, B, and C were recorded. Five samples of each block class were immersed in 3% H2SO4 solution. To prepare a 3% acid solution, 3 L of concentrated acid was mixed with 97 L of water. The compressive strength of the hollow concrete blocks was determined according to the procedure given in IS: 516–1959. The hollow concrete blocks were cured in water for 28 days, then placed in acids for 28 d after being tested for compression strength. The changes in the compressive strengths of the blocks were studied after 28 days of immersion in a 3% sulfuric acid solution.
2.2.1.2 Sulfate attack chemical resistance test
The test was conducted according to the ASTM C279-17[18] standard specification for chemical-resistant masonry units. The chemical resistance of HCBs Classes A, B, and C was studied by immersing them in a 3% sodium sulfate solution. A 3% sodium sulfate solution was prepared by mixing 3 kg sodium sulfate salt with 100 L of water. After curing for 28 d, 15 block specimens produced in OPC 42.5R and 15 block specimens produced in each of the three classes A, B, and C, their mass, diagonal dimensions, and compressive strength were measured. Five blocks of each class were immersed in a 3% sodium sulfate solution. After 28th days of immersion, the changes in the average compressive strength were recorded. The compressive strength of the hollow concrete blocks was determined according to the procedure given in IS: 516–1959. The hollow concrete blocks were cured under water for 28 days, then placed in acids for 28 d after being tested for compression strength. The changes in the average compressive strengths of the blocks were studied after 28 d of immersion in a 3% sodium sulfate solution.
3 Results and discussion
3.1 Compressive strength taste result of Dangote OPC 42.5 R cement blended with BLA
In the experiments conducted, it was determined that only the cement content varied, whereas all the other parameters remained fixed. The main reason for such a decision and approach was based on the fact that the binding material content, which, according to the literature on cement replacement, was significantly responsible for the development of strength, dimensional stability, and durability of hollow concrete blocks. All blocks for the trial test were 40 × 20 × 20 cm HCBs with specified holes. In the compressive strength tests, the contact surfaces of the blocks with the testing machine were made plain by capping with a 1:1 mortar of 2–3 mm thickness. The samples were positioned in the testing machine such that the load is applied in the same direction as in service and the load is increased at the rate of 0.2–0.5 N/mm 2 s until the sample broke. Utilizing and understanding the performance of HCBs, class A, B, and C blocks were produced and tested for compressive strength at 7, 14, 21, and 28 days. The compressive strength of each HCBs was then calculated using the following equation:
where F= load on blocks in KN, A= Area in m2
In this study, hollow concrete blocks were produced with 0%, 5%, 10%, 15%, and 20% replacement of cement by BLAs in all categories of HCB size on Figure 2 is 40x20x20 cm specimens, in 7th, 14th, 21st and 28th days compressive strength with BLA.

Dimension of a typical hollow concrete block used for the research. Class A Hollow Concrete blocks made with 0%, 5%, 10%, 15%and20%BLA with Dangote OPC
4 Compressive strength taste results for Dangote OPC 42.5 R cement blended with BLA
4.1 Analysis of in terms of replacement rate
These tests were conducted to determine the strength variation in the utilization of BLA as a partial substitute for Dangote OPC cement at different curing ages (7th, 14th, 21st, and 28th) to comply with the requirement for comparison. The results are discussed and described in the tables and graphs. The results are shown in Figs. 3, 4 and 5.

Average compressive Strength of Class A HCBs Produced by OPC 42.5R with %0, 5%, 10%, 15% and 20%BLA. Class B Hollow Concrete blocks made with 0%, 5%, 10%, 15% and 20%BLA with Dangote OPC

Average compressive strength of Class B HCBs Produced by OPC 42.5R with %BLA. Class C Hollow Concrete blocks made with 0%, 5%, 10%, 15%and20%BLA with Dangote OPC

Average Compressive strength of Class C HCBs Produced by OPC 42.5R with %BLA
4.2 Class A hollow concrete blocks made with 0%, 5%, 10%, 15% and 20%BLA with Dangote OPC
The above Fig. 3 shows that the average compressive strength of HCBs Class ‘A produced at 0%, 5%, 10%, 15% and 20% BLA replaced with Dangote OPC Cement at each replacement are in 7th, 14th, 21st, and 28th respectively, the result implies that increasing the percentage of replacement %BLA on Dangote OPC 42.5R cement produced blocks results in a decrease in average compressive strength of HCBs. The average compressive strength of hollow concrete blocks satisfies the requirements of the standards [16, 19, 20]. The 20% replacement of cement with BLAs banana leaves ash of the compressive quality of cement by approximately 20–30% approximately at 28 days [21]. Subsequently, the compressive strength of the blocks failed in a 25% replacement mix in the trial tests. The concrete blocks containing BLA at the age of 7th, 14th, 21st, and 28th days were less in strength than the normal concrete blocks because the complete hydration process was not completed at 7 d. After completion of the hydration process, the silica from the BLAs reacts with the cement hydrates and provides strength [21]. Therefore, by using BLAs in the partial replacement of cement in hollow concrete blocks, it is possible to increase the strength of the blocks by reducing the consumption of cement [22]. The replacement of BLAs successfully fulfills the cementitious properties of concrete or hollow concrete blocks [8]. Because BLAs banana leaf ash displays pozzolanic properties, it is likewise used in the hydration process [21]. This indicates that the significance of the BLAs and its pozzolanic effect on the concrete masonry mixture were higher as a result with respect to standards.
Class B Hollow Concrete blocks made with 0%, 5%, 10%, 15% and 20%BLA with Dangote OPC.
The Fig. 4 illustrates that the average compressive strength of hollow concrete blocks Class ‘B produced at 0%, 5%, 10%, 15%, and 20% BLA replaced with Dangote OPC Cement at each replacement rates in 7th, 14th, 21st, and 28th days respectively, the result shows that increasing the percentage of replacement %BLA on Dangote OPC 42.5R cement replaced blocks results in a decrease in average compressive strength of HCBs. The average compressive strength of HCBs is positive and meets the requirements of standards [16,17,18,19]. It is known that a 20% replacement of cement by supplementary cementitious material made with waste BLAsbanana leaf ash expands the compressive quality of cement by approximately 20–30% in 28 days after completing the hydration reaction.
[21]. This indicates that the pozzolanic effect of BLAs Banana Leaves Ashs on the HCBs mix is vital with respect to standards.
Class C Hollow Concrete blocks made with 0%, 5%, 10%, 15%and20%BLA with Dangote OPC.
Figure 5 explains the average compressive strength of hollow concrete blocks Class ‘C produced at 0%,5%,10%,15% and 20% BLA replaced with Dangote ordinary Portland Cement at each replacement rate in 7th, 14th, 21st, and 28th days. The figure shows that increasing the percentage of replacement (%BLA) on the Dangote OPC 42.5R cement blocks results in a decrease in the average compressive strength of the HCBs. The value of average compressive strength of HCBs Class “C” attained the requirements of the standards [16, 19]. In the trial tests, the compressive strength of the blocks failed in a 25% replacement mix of blocks. A further increase in the BLA reduced the strength of the HCBs. The highest average compressive strength was observed in the hollow concrete blocks at the age of 28th days of curing in 0%,5%,10%,15% and 20% BLA Dangote OPC. This indicates that BLAs generate pozzolanic activity, which is the reason for the development of strength at the age of 28th days [24].
4.3 Durability test (chemical resistance test on hollow concrete blocks)
4.3.1 Acid attack resistance test
Strong Acids are toxic in nature, with pH values less than 7(seven) [18]. The phenomenon by which the hollow concrete block surface comes into contact with acids, such as H2SO4 (sulfuric acid), enables the surface and strength to break down this effect is known as acid attack (chemical resistance).
4.3.2 Acid attack test of class A, B, and C HCBs produced BLA with Dangote OPC 42.5R
Table 4 shows the extent of acid attack on hollow concrete blocks, which is the resistance of hollow concrete blocks against sulfuric acid exposure in immersion tanks [18]. The acid attack test result of class “A” HCBs shows that there is an average reduction in compressive strength after exposure in sulfuric acid (H2SO4) in immersion tanks. The HCB compressive strength after exposure satisfies the minimum requirements of the ASTM and Ethiopian standards [16, 25]. The result for sulfuric acid-exposed HCBs shows that as the percentage replacement increases, the reduction in compressive strength also increases. This means that the acidic resistance decreased with increasing percentage (%) of replacement.
4.3.3 Acid attack test of class B HCBs produced BLA with Dangote OPC 42.5R
Table 5. Tabular result of Acid attack chemical resistance test of Class “B” Hollow Concrete Blocks.
Table 5 shows the degree of acid attack on the hollow concrete blocks, which are the resistances of the hollow concrete blocks against sulfuric acid exposure in the H2SO4 immersion tank solution. From the acid attack test results of class “B” HCBs shows that sulfuric acid exposed to HCBs is described, and that as % replacement increases reduction in compressive strength also increases. This means acidic resistance decreases with an increasing percentage (%) of replacement BLA after immersion in Sulphuric acid solution Tanks which of it satisfies the minimum requirements of ASTM and Ethiopian standards [16, 25]
4.3.4 Acid attack test of class C HCBs produced BLA with Dangote OPC 42.5R
Table 6. Tabular result of Acid attack chemical resistance test of Class “C” Hollow Concrete Blocks.
Table 6 shows the extent of acid attack on hollow concrete blocks, which is the resistance of hollow concrete blocks against sulfuric acid exposure in immersion tanks [18]. From acid attack test result of class “C” HCBs shows that compressive strength before exposure of sulfuric acid (H2SO4) for samples at 0% (8.2 MPa), 5% (7.7 MPa), 10% (7.3 MPa), 15%(6.8 MPa) and 20%(6.6 MPa) whereas the compressive strength after exposure of sulfuric acid (H2SO4) has a value at 0% (7.8 MPa), 5% (7.2 MPa), 10%(6.8 MPa), 15%(6.2 MPa) and 20%(6.0 MPa) in each BLA replacement rates. The HCBs compressive strength after exposure satisfied the minimum requirements of the ASTM and Ethiopian standards [16]. The average reduction of compressive strength of class “C” hollow concrete blocks produced with Dangote OPC cement samples expressed as a percentage(%)was at 0%(5.89%), 5%(5.76%), 10%(7.27%), 15% (7.95%) and 20%(8.63%). The result for sulfuric acid-exposed HCBs shows that as the percentage replacement increases, the reduction in compressive strength also increases. This means that the acidic resistance decreased with increasing percentage (%) of replacement.
4.3.5 Sulphate attack chemical resistance test
Sulfate attack tests on hollow concrete blocks are chemical resistance tests where sulfate ions attack the components of hollow concrete blocks by being involved on the surface of the blocks. The sulfate compound responsible for the sulfate attack test depended on the HCBs by applying water-soluble sulfate-containing salts, known as sodium sulfate (Na2SO4).
4.3.5.1 Sulphate attack test of class A, B, and C HCBs produced BLA with Dangote OPC 42.5R
Table 7 lists the sulfate attack chemical resistance tests on hollow concrete blocks. From the results, we understand that as (%) percentage of replacement increases, the % reduction in compressive strength also increases. This means that as the percentage of replacement increases, the resistance to sulfate attack decreases. Thus, the compressive strength of HCBs after exposure to Na2SO4 solution satisfies the minimum requirements of the ASTM [25] and Ethiopian standards [16]. This indicates that the Class ‘A hollow concrete block samples were sufficiently tough to resist chemical attack by sodium sulfate.
As Table 8 shows, the sulfate attack chemical resistance test on hollow concrete blocks shows that as (%)percentage of replacement increases, the % reduction in compressive strength also increases, which means that as the percentage of replacement increases, resistance to sulfate attack decreases. Thus, the compressive strength of HCBs after exposure to Na2SO4 satisfies the minimum requirements of Ethiopian and Indian standards [16, 19]. This indicates that the average reduction % strength of Class ‘B HCBs samples were quite decreased in 20% replacement. As replacement increases, the chemical attack of sodium sulfate becomes resistant.
4.4 Sulfate attack of class C HCBs produced BLA with Dangote OPC 42.5R cement
Table 9. Tabular result of Sulphate attack chemical resistance test of Class “C” Hollow Concrete Blocks.
Table 9 shows that the sulfate attack chemical resistance test on hollow concrete blocks, where the results as (%) percentage of replacement increases the % reduction in compressive strength. This implies a direct relationship. This means that as the percentage of replacement increases, the resistance to sulfate attack decreases. Thus, the compressive strength of HCBs after exposure to Na2SO4 satisfies the minimum requirements of Ethiopian and Indian standards [16, 19]. This indicates that the Class ‘B HCBs samples were hard enough to resist sodium sulfate chemical attack.
5 Analysis of variance (ANOVA) Result
The ANOVA results for the compressive strength are presented in Table 10. The F critical value (F crit = 3.837) was lower than the F value (F = 11.323), indicating that the null hypothesis was rejected (the BLAs had a significant effect on the HCBs compressive strength). The CV value was less than 5%, demonstrating the high reliability of the experiment. Table 10 shows that the BLAs content has a statistically significant (α = 0.0023) effect on the compressive strength of different classes of HCBs, suggesting that the difference in compressive strength between the samples can be attributed to the difference in BLAs Table 10.
6 Conclusion
The strength of high-quality Hollow Concrete Blocks (HCBs) made with Dangote OPC cement appeared to decrease slightly with increasing replacement rates of banana leaf ash (BLAs) content compared to the control specimens. Nonetheless, the blocks’ compressive strength remained higher than the specified target strength for classes “A,” “B,” and “C” according to the standards. In addition, the strength of the material increases with age because of the pozzolanic reactions triggered by the BLA with cement. To evaluate durability, HCBs were made using Dangote OPC cement with varying percentages of BLA replacement (0%, 5%, 10%, 15%, and 20%) in sulfuric acid and sodium sulfate immersion tanks. The outcomes of the HCBs indicated a decrease in compressive strength following exposure to acid and sulfate attacks. Therefore, the blocks exhibited increased durability and resistance to acid and sulfate attacks, contributing to the enhanced compressive strength. In other words, the blocks demonstrate a greater capacity to withstand acid and sulfate attack, resulting in improved compressive strength. Thus, the results revealed that the optimum level of BLA addition in the blocks for compressive strength and durability tests was 20%. After exposure to sulfuric acid (H2SO4), sodium sulfate (Na2SO4) solution tanks satisfy the minimum requirements of Ethiopian and Indian standards [16] [19]. In conclusion, BLAs, a partial substitute for cement, decreased the energy essential for cement production to 2275 0.86 MJ. This means that it saved 37. 931% of the energy consumed to produce one ton of Portland cement. The typical temperature required to form a cement clinker is 1450 °C [11]. The typical temperature to produce BLA is 550 °C, which minimizes the temperature used to form clinker by 900 °C, which decreases up to 62.069% of the temperature. This has an essential role in saving the excess energy consumed and reducing global warming. Previously, many scholars have studied banana leaf ash as a partial substitute for cement. The study was conducted by replacing hollow concrete blocks with banana leaf ash. This study focuses on the compressive strength and durability properties. The Study was limited to classes A, B, and C because class D was not available on the market. Because of the lack of finance, this study is limited to the study of replacing cement, and other parameters remain constant.
7 Stakeholders participation in use of ash from banan leaves in cement
The absence of coordinated collaboration among stakeholders presents a significant obstacle in addressing climate-related concerns [26]. In light of this, the Ethiopian Construction Minister has taken on the responsibility of embracing this pilot study and raising awareness among banana farmers. Additionally, design and consulting firms must assume responsibility for incorporating banana leaf ashes (BLAs) as alternative construction materials to promote green building and sustainability. Contractors also share this responsibility by ensuring that BLAs are employed in accordance with specified requirements.
Data availability
Laboratory data, experimental procedures, and comprehensive results of the present study can be obtained from the corresponding author upon request.
References
Varshney H. A review study on different properties of hollow concrete blocks. International Journal of Engineering Research & Technology (IJERT). RACEE - 2015 Conference Proceedings. ISSN: 2278-0181 Published by, https://www.ijert.org.
Hutagalung SD. Materials science and technology. 1st ed. Janeza Trdine 9, 51000 Rijeka, Croatia; 2012.
Thorat PK, Papal M, Kacha V, Sarnobat T, Gaikwad S. Hollow concrete blocks-A new trend. Int J Eng Res. 2015;5(5):9–26.
Glass & Ceramics Division MSME Development Institute, Govt of India, Ministry of MSME 65/1. Project Profile on Cement Concrete.
Ministry of Federal Affairs, Deutsche gesellschaft fuer technische zusammenarbeit gmbH german technical co-operation, ethiopia low-cost housing project, and MH engineering consulting engineers P.L.C. low-cost housing technical manual. Addis Ababa, Ethiopia 2003. https://www.doc-developpement-durable.org/file/Construction-Maisons_et_routes/MaisonsABasCout/en-low-cost-housing-ethiopia-technicalmanual-I.pdf.
Naik TR, Dhir RK, Dyer TM, Newlands MD. Sustainability of Cement and Concrete Industries. Achieving Sustain Constr. 2015;1:1. https://doi.org/10.1680/asic.34044.0017.
Jayant D. Mineral admixtures in cement and concrete. London: CRC Press Taylor and Francis; 2012.
Sakthivel S, Parameswari R, Gomathi M, Sangeetha S. Experimental investigation on concrete with banana fiber and partial replacement of cement by banana leaf ash. Int Res J Eng Technol. 2019;6(3):3914–9.
Ramya M, Mercy Shanthi R, Suji D. Strength evaluation of sustainable concrete with partial replacement of cement by combination of banana leaf powder and cattle bone powder. Int J Innovative Technol Exploring Eng (IJITEE). 2019;1:1. https://doi.org/10.35940/ijitee.F1179.0486S419.
Prasad KM, Eswanth P. Mechanical and durability properties of concrete by partial replacement of cement with banana leaves ash. J Antimicrob Chemother J Compos Eory ISSN. 2019;12:0731–6755.
Getahun S, Bewket B. A study on effect of partial replacement of cement by cattle bone ash in concrete property. J Civ Environ Eng. 2021;11(2):1–6.
Kyriakopoulos GL, Sebos I, Triantafyllou E, Stamopoulos D, Dimas P. Benefits and synergies in addressing climate change via the implementation of the common agricultural policy in Greece. Appl Sci. 2023;13(4):2216. https://doi.org/10.3390/app13042216.
Sebos I, et al. “Methodological framework for the quantification of GHG emission reductions from climate change mitigation actions. Strateg Plan Energy Environ. 2020. https://doi.org/10.13052/spee1048-4236.391411.
Kyriakopoulos GL, Sebos I. Enhancing climate neutrality and resilience through coordinated climate action: review of the synergies between mitigation and adaptation actions. Climate. 2023;11(5):105. https://doi.org/10.3390/Cli11050105.
Akkermans S, et al. Exploring long-term mitigation pathways for a net zero Tajikistan. Mitig Adaptation Strateg Glob Change. 2023;28(3):19. https://doi.org/10.1007/s11027-023-10053-w.
Ethiopian standard specification for concrete masonry units, CES 24, Compulsory Ethiopian Standard. Hollow Concrete Blocks and Beam tiles ICS:91.100.10. 1st Ed. Ethiopian Standards Agency; 2013. https://pdfcoffee.com/hollow-concrete-block-3-pdf-free.html.
Dinku A. Construction materials laboratory manual. Addis Abeba: Addis Ababa University printing press; 2002.
ASTM C279-10. Standard specification for chemical-resistant masonry units. Dec 17, 2012. https://www.astm.org/c0279-10.html.
IS 2185-1 (2005): Concrete masonry units, Part 1: Hollow and solid concrete blocks [CED 53: Cement Matrix Products]. https://law.resource.org/pub/in/bis/S03/is.2185.1.2005.pdf.
ASTM C140/C140M-22b. Standard Test methods for sampling and testing concrete masonry units and related. Dec 23, 2022. https://www.astm.org/c0140_c0140m-22b.html.
Goyal RK, Tiwari A. Use of Banana Leaves Ash in Concrete. IJSRD - Inter J Sci Res Dev. 2016;3:4. https://ijsrd.com/Article.php?manuscript=IJSRDV4I31599.
Lalitha S, Alaguraj M, Divyapriya C. Experimental study on use of waste glass powder as partial replacement to cement in concrete. Int J Eng Sci Res Technol. 2017;1:1.
Mulye P. Experimental study on use of sugar cane bagasse ash in concrete by partially replacement with cement. Int J Res Appl Sci Eng Technol. 2021;9(12):616–35. https://doi.org/10.15680/IJIRSET.2015.0404077.
KanningRC, Portella KF, da Costa MRM, Puppi RFK. Evaluation of pozzolanic activity of banana leaf ash. International conference on durability of building materials and components. 2011. https://www.irbnet.de/daten/iconda/CIB22508.pdf.
ASTM C90. Standard Specification for Load-Bearing Concrete Masonry Units. Dec 20, 2023. https://www.astm.org/c0090-22.html, https://doi.org/10.1520/C0090-22.
Loanna N, Pipina K, Despina C. et al. Stakeholder mapping and analysis for climate change adaptation in Greece. Euro-Mediterr J Environ Integr 2022;7:339–346. https://doi.org/10.1007/s41207-022-00317-3.
Acknowledgements
Our Acknowlegment is given to Ministry of education on behalf of Hawassa university institute of Technology sponsoring and giving me chance to study this research.
Author information
Authors and Affiliations
Contributions
E.Y identified the research problem, developed the mix design, conducted experiments, prepared figures and tables, and wrote the first draft of the manuscript. W.K.H. modified the research problem, provided continuous advice during the experiment work, and prepared the final manuscript. Both authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The author declares that there is no conflict of interest regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yayena, E., Hareru, W.K. Engineering experimental study on mechanical and durability properties of banana leaves ash as partial cement replacement in hollow concrete blocks. Discov Appl Sci 6, 105 (2024). https://doi.org/10.1007/s42452-024-05738-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-024-05738-z