
Abstract
The need of the substitute fuels in compression ignition engines has been the major requisite of the today’s world. Due to progressive diminution in crude oil and their subsequent environmental effects many researchers are working on various alternative fuels like biodiesel, methanol, alcohols, CNG, LPG, biogas. Fulfillment of the stringent emission norms is also a great concern as the fuel suggested should also offer the desired performance and should be economically and environmentally proven. Hence the oil extracted from the waste tyre is the biggest emanating fuel tested for its behavioral analysis when blended with diesel on single cylinder Variable compression ratio diesel engine. Trials are conducted with 100% diesel and then 10%, 25%, 35%, 50%, 60%, 75% and 90% TPO (tyre pyrolysis oil) blends with diesel with varying the load. It is observed that the various performance indicators like BP, IP and BMEP are boosted with rise in the proportion of TPO in the fuel oil for all loads. Increase in the BTE is found highest for moderate load up to 2.6 kg and maximum for TPO 90. Mechanical efficiency found to be maximum at TPO 35 at higher load. Lower specific fuel consumption obtained for TPO10 blend at low load and maximum at TPO 60. From the emission analysis it is found that CO emission tends to reduce up to moderate load, but increases consistently further with the load. HC emission found to be decreased with increase in TPO proportions with minimum for TPO 90 at all loading conditions. CO2 emission gradually increased with progressive rise in the load and increases rapidly for higher loads. NOx emission and smoke increased gradually with increase in the TPO proportion. Analyzing the performance of TPO for different proportions with diesel, TPO 90 is the better alternative to enhanced output and efficiency. Whereas for lower fuel consumption and emissions TPO 10 be recommended. Again it is also seen that moderate proportion of TPO (TPO35) gives highest cylinder pressure and reduction in the fragrant sulfur.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The largest source of energy in India is coal, followed by conventional biomass and waste. India’s transportation field initially used petroleum products as fuel and is now focusing on enhancing the road and railway transit. The government also planning to concentrate on the use of the alternative fuel mainly with biofuels blends, and massive use of mass transit systems to limit oil demand growth. India stands fourth-largest consumer of crude oil and petroleum products in the world in 2013, after the United States, China, and Japan. The gap between India’s oil demand and supply is increasing due to increase in the demand. The fuel consumption of the crude oil is increasing day by day in India. This also increases the load on diesel fuel as diesel is a main source of automotive and passenger vehicle. In this regard to reduce diesel fuel consumption alternate fuel or blended fuel which can be partially mixed with diesel is required. By using alternate fuel, not only reduce requirement of diesel but will also be helpful to nation by reducing fuel consumption and find the use the reproducible sources of fuel production and also reduce the effect of greenhouse gases. Bio-fuels initially introduced by Samuel Morey in the 19th century when he developed an engine in 1826 that ran on ethanol and turpentine.
Even though fossil fuels are in use from ancient times, industrial revolution led them to wide scale applications. It is known fact that the fossil fuel reserve is finite and may deplete soon. Every year the consumption of oil from fossil fuel is around 11 billion tonnes. Crude oil reserve in January 2017 recorded as 1.665 trillion bbl and these reserves are disappearing at the rate of 4 billion tonnes per year and if the proper alternatives are not developed, it will be difficult to fulfill the need of our growing population. It is the fear that the known oil deposits will not be available by 2052. For the fossil fuel oil, the options are to use gas and coal. But if the gas production increased to recover the energy shortage left by oil, then those reserves can be useful to extend an additional eight years. It means we can sustain till 2060. But as the world’s vehicles population is rapidly increasing, it is also the fact that the consumption of fossil fuels may deplete earlier.
1.1 Waste tyre- a potential fuel
Tires after use are environmentally hazardous as these do not readily biodegrade and recover from their constituent components [1]. Around 1500 million tires are generated every year which potentially goes wasted and can be recycled to utilize [2].
In the twenty-first century, there is rapid increase in the developments in the industrial and transportation sector. This led to the exchange and movement of the manpower as well as machinery around the world which leads to increase in the need of development in the automobiles sector. Almost 80% vehicles are running on diesel engines. Now, it is the fact that the petroleum based fuel like diesel has limited storage and renewable also. Again the resources of petroleum fuel are not available worldwide and are limited to the certain areas only. This is affecting the supply and cost of diesel. This result in the price rise of diesel in the developing countries like India which importing around 80% of the total demand of crude oil. Limited storage of petroleum fuels and depletion at high rate also led to the increase in product prices. Increase in the number of vehicles with heavy and hazardous exhaust gas emissions are also causing global warming which encouraging the researchers to search the alternative fuels which will emit less emissions. Due to the fast reduction of fossil fuels due to increase in the number of diesel engine vehicles, there is a requirement to use of renewable fuels like vegetable oil, different bio-fuels, tyre pyrolysis oil, ethanol, methanol, biogas as partial or complete replacement for diesel [3].
The increased in number of automobiles also producing a lot of tires which needs to be discarded regularly after worn out forced the manufacturer to use the tyre pyrolysis oil. But the dumping of this waste is not easy and becoming highly critical [4]. Appropriate strategy to manage this waste should be adopted in lieu of producing the oil and sustainable development. Now the dumping of waste is not only limited to bigger cities but small places are also facing the similar problem.
For the developing country like India waste tyres account for about 6–7% of the global waste. As per the records, globally in 2016 only 7% of waste tyres were recycled for use, 11% were utilized as fuel, 5% were exported for processing purpose. The remaining 77% were sent to landfills and illegally dumped. So the around 765 million tyres reported to have gone wasted.
1.2 Pyrolysis—oil conversion process for tyre
Pyrolysis is the process of separation of biological substances by heating, so that chemical reaction occurs and decomposition of the substances takes place. In pyrolysis, pyro means “fire” and lysis means “decomposition”. During pyrolysis, various biological fuels like wood, cloth, rubber, paper, and plastic undergo burning process initially so that chemical reaction occurs. In pyrolysis process waste tyre fed after shredding and cleaning of the reactor and then undergo pyrolysis by heating between 450 and 750 °C. Han et al. [5] adopted thermogravimetric analyzer combined with a mass spectrometer for the characteristic investigation of waste tyre pyrolysis. They suggested that the tyre pyrolysis can be divided into four stages. During the first stage vaporization of water and decomposition of plasticizer occurs up to 320 °C followed by natural rubber decomposition occurs between 320 and 400 °C in second stage. While in the third stage the decomposition of synthetic rubber occurs between 400 and 520 °C. Fourth stage occurs above 520 °C in which little weight loss occurs. Reckon on the running conditions, pyrolysis is categorized into three major groups: ordinary, quick and flash pyrolysis based on system temperature, rate of burning, solid settling time, particle growth etc. Pyrex glassware for atmospheric pressure and SS 314 for high pressure can be used for the tyre pyrolysis. Pyrolysis process can be slow in which heating is carried out between 450 and 550 °C. In fast pyrolysis heating is from 850 to 1250 °C and in flash pyrolysis heating is from 1050 to 1300 °C [6]. Temperature is the most significant factor affecting pyrolysis yield. Since its a thermo-chemical process. However, additional parameters including heating rate, residence time, moisture content of feedstock and gas flow rate also affect the pyrolysis yield. Table 1 shows classification of pyrolysis process based on operating parameters. Table 2 shows the basic structure of waste tyre and Table 3 shows comparison and significance of properties of oil.
Number of studies has been conducted till date on tyre pyrolysis. It is found that to use bio-diesel in CI engine, there may be little improvement in the intake manifold. Also due to high viscosity, working of diesel engine is difficult. Experimentation also shows the increased in emission like NOx. Oil produced by the pyrolysis technology is used in large scale in industries. Researchers have also proclaimed that this oil can be used in the CI engine without engine modification. But from the emission point of view it is highly important to select the proper blend of diesel with oil. As far as the use of TPO in engine is concerned, numerous works have been carried out by the researchers. In the last century, initially Murena et al. [8] worked on the product generated by hydro-generative pyrolysis process of tyre for different temperature ranges in which it is proposed to keep the temperature range 4000 °C in order to maximize gaseous products. Later Williams et al. [9] worked on the TPO aggregates and its ignition in ceramic furnace where it is reported that TPO has heavy PAH, SO2 and NOx emissions. To reduce PAH, it is suggested that carrying out ignition with excess oxygen. Later in the first of twentieth century from the experimental investigation by et al. [10], it is found that BTE increased with gradual rise in TPO proportion, but found higher NOx, HC, CO and smoke at peak loads [10]. Peak pressure was also increased and it was suggested that the reduction in the aromatic content and viscosity is required to improve the performance of TPO as a fuel in engines, Nabi et al. [11] worked on removal of impurities of TPO by desulphurization and distillation by vacuum pyrolysis. To reduce sulphur in TPO, they used CaO as catalysts. It is found that the treated oil is light yellow better than dark reddish color of raw TPO.
Later Bhatt et al. [12] find out the feasibility of TPO as a fuel in diesel engines. Their study shows that around 0.19 billion tonnes of tyre generated every year in India only. The constituents and behavior of TPO can be utilized as fuel for the furnaces and boilers due to their higher heating value, lower ash and sulphur content. But TPO has comparatively higher density, viscosity and low cetane number. Hence use of TPO is limited and recommended to custom with diesel fuel in different proportions maintaining the quality of blend below allowable limits. Patel et al. [13] also tested the performance of TPO with diesel and ethanol and found that the suitable blend for the diesel engine with recommendation that 15% TPO. TPO is better as compared to other proportions. Meanwhile Ahmad, et al. [14] worked on desulfurization of pyrolysis products of scrap tires. The pyrolytic oils have diesel like fuel properties with high sulfur contents and other contaminants. Use of additives like CaO, CaCO3, NaHCO and acids like H2SO4, H2O2 at different operating conditions for the economical desulfurization has been reviewed. The sulfur content of pyrolytic oils may be reduced with the use of additives and acids. In additives the desulfurization efficiency of CaO is better than others. Younus, et al. [15] worked on four stroke CI engine with single cylinder for biodiesel blends with additives like Ethanol and Ethyl Hexyl Nitrate (EHN). Ethanol added in proportion of 5% and 10% with the blends and EHN added in proportion of 0.5% and 1%. The BTE shows rise in incremental value with proportion of additives with blends. The CO, HC and NOx emissions level also rose as compared to diesel. Martinez, et al. [16] investigated the performance of TPO in Euro 4 diesel engine under fleeting conditions. Their investigation proved the feasibility of TPO with diesel and prevailed that no more improvement in the components of engine. The EGR performance is investigated with higher smoke level, particulate and the hydrocarbon emissions for 5% TPO. Sharma and Murugan [17] investigated the response of changing the compression ratio for optimal injection time and pressure on the performance of a CI engine and its mixture with TPO at peak value of compression ratio. The lower CO, HC and smoke emissions are obtained as compared at lower CR at peak load. Wang et al. [18] pyrolyzed waste tyre in a rigid reactor with variable process temperatures. In their investigation, different product yields at different temperatures of pyrolysis are analyzed and compared. The tyre pyrolysis oil received from different pyrolysis temperatures are added with diesel for distinct volumes and then tested in a CI engine. The TPO derived from higher pyrolysis temperatures shows improvement in the engine parameters like fuel consumption, pressure in the cylinder, power output from the engine and emissions from sulfur.
In the process of improving the quality of TPO, Jantaraksa, et al. [19] decreased the sulfur content in the TPO almost 1.15% by wt. by using the processes as hydro-desulfurization catalyzed by molybdenum, nickel–Mo or cobalt–Mo with support from alumina (c-Al2O3). The highest sulfur removal (about 87.8%) was accomplished at process temperature of 250 °C for 30 min. time interval with 2% wt. of NiMo/c-Al2O3 and 20 bar pressure. Meanwhile Nazim Ali, et al. [20] removed the impurities of TPO obtained by thermal pyrolysis by three distinct methods; (a) ordinary cleansing (b) ordinary cleansing with iron catalyst and (c) ordinary cleansing with steam and iron catalyst. They revealed that the oil obtained from simple distillation along with water using iron catalyst found to be purest as it contains fewer amounts of sulfur and higher flash point in the range of diesel and gasoline. Their analysis implied that the oil obtained can be used as a fuel after proper treatment. Recently Vihar, et al. [21] utilized TPO in a latest turbocharged 4-cylinder CI engine. According to their investigation, cetane improving components and higher CR is required for the use of TPO in CI engines or addition of pilot injection is required, but limited to medium to higher loading condition. They concluded that TPO represents one of the best alternative fuel for CI engines in spite of its lower cetane value than diesel. It was also reported that combustion of TPO similar to diesel can be achieved in absence of cetane improvers in a latest turbocharged engine having common rail and EGR arrangement. Luo and Feng [22] worked for the generation of fuel oil and volatile gas by the pyrolytic process in presence of catalyst of waste tyre with the help of excess heat of blast furnace slags. The blast furnace slags are working as a good de-hydrogenation catalyst leading to improved end result of tyre pyrolysis. The gradual rise in the properties of derived-oil as lower viscosity, density, higher C/H ratio and calorific value can be improved. In order to increase the production of tyre pyrolysis oil many researchers have worked on different processes. In this regard Brassard et al. [23] used different reactors for TPO production to compare the pyrolysis in auger reactors for bio-fuel production with other reactors. These reactors can be easily operated and moved due to less carrier gas and heat.
Recently, Das and Sharma [24] worked on the blending of tyre pyrolysis oil with Jatropha oil with 1 ppm of CeO2 (nanomaterial). Experiments are performed on a diesel engine with JMETPOCeO2 mixture and found that JME80TPO20CeO2 (1 ppm of CeO2nanomaterial) blend has a thermal efficiency of 24.25%, which is quite comparable with that of diesel with an appreciable decrement of 43.11% in carbon monoxide emission with respect to diesel. Harisankar et al. [25] compared the various properties of TPO with Diesel. The density of the TPO found little higher than pure diesel with the kinematic viscosity in the specified range of automobile fuels of 2–5 cSt. The flash and fire point were similar to that of pure diesel. Binoy et al. [26] worked on the reduction of cost with help of alternative fuel. For experimentation pyrolysis oil obtained from waste rubber tyre was used to find out its effective use as a fuel in forging industry. Cost analysis showed that rubber tyre pyrolysis tyre oil is cost effective compared to oil from furnace for forging industry. Banihani et al. [27] adopted the thermal pyrolysis method of waste tyre in presence of catalyst to prepare oil in which the effect of catalysts and their ratio on the pyrolysis product oil is investigated and found that the maximum liquid yield obtained from pyrolysis of waste tyre with catalyst like activated alumina and zeolite as 49.32% and 51.54% compared to 42.48% without catalyst. Ramirez-Canon et al. [28] analyzed the effect of liquid fraction of TPO on environment and found that the presence of hydrogen stream improves the appearance of fuel and also reduces the sulphur content, water and sediments and increases the heating capacity of fuel.
From the literature review it is clear that TPO is promising fuel, which if properly treated can give the better alternative for diesel. Numbers of researchers are still working in this regard to improve the production as well as performance of tyre pyrolysis oil in diesel engine. Most of the researchers have suggested that the improvement in the performance of TPO is possible, if the aromatic contents are controlled properly. It is also suggested to reduce the sulfur to control the harmful emissions. Recently the researchers are working on the blending of TPO with biodiesel in order to obtain the oxidation stability of blend. The promising results are obtained with these blends. Research has also been done on the blending of TPO with Jatropha oil and Nano-material like CeO2 showing the improved thermal efficiency compared with the other blends. Cost analysis of the TPO with furnace oil also shows more economical for the industrial purpose. These work show that there is a hope of getting one of the emerging fuel developed from tyre and can fulfill the future need of fuel for the diesel engines and will prove to be economically and environmentally better. In this regard this paper contributes the overall performance analysis of TPO with diesel blend and it is suggested that TPO can be used in CI engine without any modification in the design of any component. Again TPO shows reduced harmful emissions.
2 Tyre pyrolysis oil—methods and applications
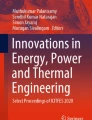
Pyrolysis is the method of separation of organic substances by heating, so that chemical reaction occurs and decomposition of the substances takes place. In pyrolysis, pyro means “fire” and lysis means” decomposition”. During pyrolysis, various biological fuels like wood, cloth, rubber, paper and plastic undergo burning process initially so that chemical reaction occurs. In pyrolysis process waste tyre fed after shredding and cleaning process in the reactor and then undergo pyrolysis heating from 450 to 750 °C. Depending on the performing parameters, pyrolysis is categorized into three groups: conventional, fast and flash pyrolysis. This variation is due to working temperature, heating rate, solid residing period, biomass grain size, etc. During pyrolysis gas is formed which is recycled to produce pyrolysis oil. Pyrolysis process can be slow during temperatures 450–550 °C. In fast and flash pyrolysis heating takes place from 850 to 1250 °C and 1050–1300 °C [29]. As an alternative for nitrogen gas in tyre pyrolysis, recycling a fraction of the pyrolysis gas or conducting pyrolysis in a steam atmosphere can be adopted. Metal particles if any can be separated from carbon black powder by using its magnetic property. Process of preparation of TPO is shown in Fig. 1. While preparing the pyrolysis oil, it is suggested that the catalysts should be used in order to increase the liquid proportion in the yield. In this regard Miandad, et al. [30] performed gas chromatography–mass spectrometry analysis and found that use of catalyst like activated alumina for the production of waste tyre pyrolysis oil reduced the aromatic hydrocarbon compounds to 60.9% compared to 93.3% when produced without catalyst. Salan et al. [31] have also used catalysts like clinoptilolite and meerschaum for the catalytic pyrolysis of pulper rejects and compared their performance. They found that liquid yield as well as fuel properties enhanced considerably with the use of catalysts and clinoptilolite showed better performance compared to meerschaum. Further Gabani et al. [32] have used nano calcium oxide (CaO) catalyst for the production of waster tyre pyrolysis oil. They also verified the performance of pyrolysis oil using catalyst and found the reduction in the associated pollution problems; sulphur and increase in the energy economy thus producing the quality fuel and suggested that the fuel produced using this catalyst can be environmentally and economically superior.

Process chart for different steps in waste tyre pyrolysis
For the preparation of pyrolysis oil different techniques are used as shown in Fig. 2. Constituents in the pyrolysis process and their applications are shown in Figs. 3 and 4. Table 4 shows the basic constituents of TPO from truck and car tyre while Table 5 shows the ratio of solid liquid and gas in tyre pyrolysis oil and Table 6 shows the properties of the diesel and tyre pyrolysis oils at various pyrolysis temperatures.

Different technologies for pyrolysis of waste tyre [1]

Pyrolytic by-product applications [2]

Tyre pyrolysis conversion and applications of products [2]
3 Experimental setup
For the experimentation a VCR type, four stroke water cooled single cylinder direct injection diesel engine runs at a constant speed of 1500 rpm is used as shown in Fig. 5. CR of the engine varies from 12 to 18.1 and it develops 3500 W power. The make of the engine is Kirloskar and is equipped with IC Engine Soft ver.9.0 software. The engine was coupled with eddy current type dynamometer for loading. The tilting cylinder block arrangement is provided to vary the CR, so that CR can be changed during running condition. The setup has panel box consisting of air box fitted with manometer, a fuel tank, fuel measuring unit, transmitters for air and fuel flow measurements, indicator and hardware interface. Rotameters are provided for measurement of engine cooling water and calorimeter water flow. The setup can be used for the study of VCR operation, brake power, indicated power, frictional power, BMEP, IMEP, brake thermal efficiency, indicated thermal efficiency, Mechanical efficiency, volumetric efficiency, specific fuel consumption, A/F ratio, heat balance and combustion analysis. The specifications of the engine used for testing are shown in Table 7. Experimental set up is shown in Fig. 5 and layout of setup is shown in Fig. 6.

Experimental setup

Schematic of experimental setup
3.1 Exhaust gas analyzer
Exhaust gas analysis is carried out by ARAI certified INDUS 5 (Model - PEA 205) exhaust gas analyzer. The instrument measures the concentrations of carbon monoxide (CO in % & ppm), carbon dioxide (CO2) and oxygen (O2) in percentage, hydrocarbons (HC), nitrogen oxide (NO) in ppm in the engine exhaust gas. The technical specifications of the exhaust gas analyzer are given in the Table 8.
4 Methodology
During the experimentation the mixture of tyre pyrolysis oil and diesel are used in different proportions by volume. Properties of different blends are shown in Table 7. Initially engine was made to run on diesel from no load to peak load conditions. Then the fuel tank was totally drained out and the different blends of diesel and tyre pyrolysis oil were introduced in the tank. During the test observations are recorded for variations in load, speed, air flow rate, fuel flow rate, engine temperature and exhaust gas temperature for various loading conditions. Four levels of load were applied and the readings are taken for the different proportions of tyre pyrolysis oil in diesel. The TPO proportions selected are 10%, 25%, 35%, 50%, 60%, 75% and 90% in the diesel blend. All the readings are noted for all the blends. Then all results are computed and then compared with pure diesel. Best possible blend of diesel and TPO are found using combustion analysis. Properties of TPO with diesel are at different blends are shown in Fig. 9 and emission standards for the engine are shown in Fig. 10. Emissions from heavy vehicles can be analyzed by collecting data from models for the assessment of road transport emission inventories, such as US EPA’s MOVES (Motor Vehicle Emission Simulator), Copert (Computer Programme to Calculate Emissions from Road Transport) and HBEFA (Hand Book on Emission Factors for Road Transport). Tables 8 and 9 present the properties of pure diesel with TPO blends and emission standards for diesel engines.
5 Results and discussion
The results obtained are summarized in this section. Various performance parameters like brake power (BP), frictional power (FP), torque, brake and frictional mean effective pressure (BMEP and FMEP), brake as well as indicated thermal efficiency (BTE and ITE), frictional thermal efficiency (FTE), mechanical efficiency (ME), brake specific fuel consumption (BSFC) are taken for the analysis. Combustion parameters like cylinder pressure, cylinder peak pressure, and ignition delay are analyzed. The exhaust emissions like CO. CO2, HC, O2, and NOx are also analyzed (Table 10).
5.1 Performance characteristics
Figure 7 shows the fluctuation of brake power with varying loads. From Fig. 7, it is observed that brake power increases with gradual rise in load for all the blends. At higher load, the brake power increases to 2.7 kW. For DF100%, D90% + TPO10%, D75% + TPO25%, D65% + TPO35% and D10% + TPO90 brake power varies from 1.98 kW, 2.07 kW, 2.09 kW, 2.13 kW and 2.07 kW respectively. The blend DF10% + TPO90% gives better brake power as compared with other blends and diesel fuel also. This shows that brake power is boosted with rise in the proportions of TPO in the blend.

Variation of brake power with load
Figure 8 shows the fluctuation of brake specific fuel consumption (BSFC) with varying load. It shows that as load increases, specific fuel consumption reduces. At lower loads BSFC is high for all the blends of TPO with Diesel. This is due to the fact that friction power loss is higher at the lower load due to high engine speed. With gradual rise in the load, speed of the engine reduces which leads to the reduction in the engine frictional losses and most of the energy developed is converted into useful brake power. At the higher load 7.4 kg BSFC is lower for all the blends. There is no delinquent in using TPO in the diesel engine as it shows the most economical fuel.

Variation of specific fuel consumption with load
Figure 9 shows the fluctuation of brake thermal efficiency (BTE) with varying loads. From Fig. 9 it is seen that with increase in the proportions of TPO, BTE increases gradualy for all loads due to decrease in calorific value with increase in the proportion of TPO in the mixture. This leads to the decrease in the heat supplied, but the brake power increases with increment in TPO proportion which result in higher brake thermal efficiency. Density of TPO is also higher than diesel which results in excess fuel for combustion in the cylinder leads to develop more useful brake power and increased in BTE. It is also found that the tyre blends D75% + TPO25% and D 40% and TPO 60% shows the maximum rise in thermal efficiency than preceding.

Variation of brake thermal efficiency with load
Figure 10 shows the fluctuation of mechanical efficiency with varying loads. Thermal efficiency is a measure of how much total work is obtained from some amount of heat generated in the engine cylinder while Mechanical efficiency is a measure of how much net work required to rotate a machine by after losing some of the generated total work in friction From Fig. 10 it is observed that the mechanical efficiency rises with increase in the proportions of TPO for all the loading conditions. Mechanical efficiency also increases with gradual rise in the loads for all the blends. The reason is that with increase in the load on the engine, speed decreases and more fuel is admitted into the cylinder which results in increase of indicated power, but decreases the loss due to friction and lower speed. Hence out of the total power developed in the engine cylinder more amount is converted into useful brake power. Mechanical efficiency goes on increasing with rise in the proportion of TPO in the mixture. The reason for increase in mechanical efficiency for TPO blend than diesel is due to rise in the brake power with TPO proportion in the mixture. It is also observed that the TPO blends D 65% + TPO35% and D 10% + TPO 90% shows the maximum increase in mechanical efficiency than preceding due to better combustible mixture.

Variation of mechanical efficiency with load
5.2 Exhaust emissions
The mass of exhaust gas can be found by using the amount the carbon present in the fuel. If we require the individual constituents of exhaust gas and its percentage, then using the combustion equations theoretically we can perform Gravimetric analysis or Volumetric analysis. In case of blend of diesel and other fuel tested on engine cetane number of the blend plays important role which can be calculated by
Generally, CO and HC increase with load although other factors (generation of in-cylinder turbulence, injection timing calibration and/or number of injection events, exhaust temperature, use of catalytic exhaust after treatment, etc.) may very well be dominant instead depending on a particular engine. Figure 11 shows the fluctuation of CO emissions with varying load. From Fig. 11, it is clear that at lower proportions of TPO, CO emissions is less. But for 60% blend of TPO, CO emissions is slightly higher at low loads as compared with diesel. The reason for the increment in the CO emission is due to the presence of low molecular weight of the blend affecting the disintegration process, leading to the formation of local rich mixtures results in increase of higher CO emissions than diesel. With increase in the proportions of TPO as 75% and 90% in diesel, the CO emission tends to reduce at low loads as TPO mixtures contains extra oxygen which promotes complete combustion of the fuel and supply the required oxygen to convert CO to CO2. But at higher loads CO emission increase slightly due to insufficient oxygen for the combustion.

Variation of CO emissions with TPO blends
Variation of hydrocarbon emissions (HC) with TPO blends is presented in the Fig. 12. HC is generally measured in ppm which can be converted g/g/kWh by firstly converting the ppm of particular emission to mole fraction of the particular emission to total exhaust gas. Then multiplying by the ratio of the Molecular Weight of particular emission to the total exhaust gas, then multiply the mass of exhaust, which is mass of air plus mass of fuel in unit of (g/s) which gives the mass basis of particular emission, which is divided by indicated power to get the indicated specific emission, which is in the unit of g/kWh.

Variation of HC emissions with TPO blends
Combustion efficiency is generally indicated by unburnt hydrocarbon present in the exhaust gases. Incomplete combustion of the fuel boosts HC emission. Figure 12 shows that HC emissions varying from 23 ppm to 14 ppm from zero load to full load for diesel and TPO 10%, 25%, 35%, 50%, 60%, 7 5% and 90% emissions varied from 23, 19, 18, 17, 15 and 14 ppm at no load to 10, 11, 11 and 12 at peak load condition. It is found that with increase in the TPO percentage in the blend, HC emissions reduces. The reason is that hydrogen content in the TPO is less as compared to diesel. Again as the oxygen in the TPO is higher than diesel, it helps for complete combustion of fuel leading to the reduction in HC emissions. Particulate matters are determined in by collecting methods where particles are first deposited on a sampling filter and then analyzed. In most cases, PM emissions are determined through gravimetric analysis of the collected particulates.
Variation of CO2 emissions with TPO blends is presented in the Fig. 13. The Fig. 13 shows that with rise in the load, the CO2 emissions gradually increased due to higher fuel admittance and higher cylinder temperature. CO2 emissions are higher in case of TPO 75% blend due to chemically correct air fuel mixture. Generally, TPO having lower carbon content as compared to diesel, which result in the reduced CO2 emissions in TPO blends than diesel. From the Fig. 13, it is observed that the CO2 emissions of all TPO and diesel mixture are considerably lower than pure diesel. Among all other blends T90 D10 blend gives lowest CO2 emission than all other blends and diesel at all loads. CO2 emissions can be reduced by reducing the fuel consumption and emissions from the vehicles can be determined by multiplying data by approximate emission factor, which is the total CO2 emission measured divided by the estimated distance travelled by vehicle.

Variation of CO2 emissions with TPO blends
Formation rates are primarily the function of combustion temperature and pressure and nitrogen present in the fuel affects nitric oxide (NO) formation. Nitrogen oxides can cause acid deposition, respiratory diseases in humans and hence should be lowered NOx can be reduced by delaying fuel injection Fluctuation of Nitrogen oxide emissions with TPO blends is presented in the Fig. 14. Figure 14 shows that with rise in the TPO proportion in the blend, there is a gradual increment in NOx emissions due to more oxygen content in TPO than diesel which contributes rise in the cylinder temperature leading to increase in NOx emissions. As the combustion temperature increase in case of surge in TPO in the blend, better combustion results in higher NOx emissions. For all the TPO blends, there is increase in the NOx emissions than diesel. NOx emissions increases for diesel as well as TPO blend with gradual increase in the loads.

Variation of Nitrogen Oxide (NOX) emissions with TPO
Figure 15 presents the fluctuation of smoke opacity with TPO blend. Figure 15 shows that the smoke emission for diesel as well as TPO blends. The smoke emissions increase with increment in the load on the engine. The TPO has high density leads to the higher smoke emission. It is observed that the rise in the smoke emissions is uniform in case of TPO 25 as TPO contains less carbon and hydrogen than diesel and lower ignition delay which reduces the incomplete combustion. From Fig. 15 it is also seen that, the smoke emissions increase with increase in the TPO proportions and for TPO 90 it tends to be maximum. At higher load smoke level is minimum for TPO35 due to correct air–fuel mixture. Further with increase in TPO proportion, smoke level increased due to longer delay in ignition and higher aromatic value. The values of smoke emissions for diesel, TPO 10, TPO 25, TPO 35, TPO 50, TPO 50, TPO60, TPO 75 and TPO 90 are 28%, 35%, 29%, 16%, 21%, 25%, 42 and 56% respectively, at peak load condition.

Variation of Smoke Opacity with TPO
5.3 Combustion parameters
Figure 16 shows the fluctuation of cylinder pressure with TPO mixtures. From Fig. 16 it is observed that the cylinder pressure goes on increasing up to moderate load and then decreases for higher loads. TPO contains the elements having higher boiling points than diesel. It also contains excess oxygen. This leads to the increased cylinder pressure than diesel. But with higher proportion of TPO in the blend, cylinder pressure decreases. This is due to indigent ignition quality and more density of TPO-diesel mixture. The cylinder pressure depends on compression ratio, heat release rate, complete combustion and design of the combustion chamber.

Variation of cylinder pressure with TPO
Fluctuation of cylinder peak pressure with TPO blends is presented in the Fig. 17. It is found that with the increase in the load the cylinder peak pressure increases. Its value for diesel, TPO 10, TPO 25, TPO 35, TPO50, TPO50, TPO60, TPO75 and TPO90 are obtained to be 73,76,79,83,84,82,79 and 77 bars at peak loads respectively. The peak pressure depends on the rate of combustion which depends upon the ignition delay and the quality of air–fuel mixture inside the engine cylinder. It also depends upon the quantity of fuel which has taken part into the combustion during the early combustion stage. Hence, lower ignition delay in the TPO blend leads to the rise in peak pressure. The cylinder peak pressure for TPO 50 is the highest than all other blends due to correct air fuel ratio obtainable for combustion.

Variation of cylinder peak pressure with TPO
Fluctuation of ignition delay with TPO mixture is presented in Fig. 18. Figure 18 shows that with rise in engine load, the ignition delay for all the fuels decreased. The ignition delay values of TPO blends and diesel are 10.6, 10.9, 11.3, 11.7, 12.3, 12.8, 13.3 CA and 14.2 CA at full load of diesel TPO10, TPO25, TPO35, TPO50, TPO60, TPO 75 and TPO 90 blend respectively. Ignition delay generally depends upon cylinder temperature, fuel injection pressure, hole size, type and quality of fuel. Lower ignition delay in the TPO blends leads to the increase in peak pressure. The cylinder peak pressure for TPO 50 is highest than all other blends due to correct air fuel ratio obtainable for combustion.

Variation of ignition delay with TPO
6 Conclusions
The objective of this paper is to investigate the overall performance of TPO with diesel blend on single cylinder CI diesel engine. Following conclusions are drawn from experimental investigations.
-
Gradual rise in the TPO proportion and in the blend and rise in the load leads to rise in brake power, Mechanical efficiency and brake thermal efficiency for all the blends. This is due to decrease in calorific value of blend with increase in TPO.
-
The tyre blends with TPO25 and TPO 60 shows the maximum rise in thermal efficiency than preceding.
-
Specific fuel consumption reduces for all blends with gradual rise in load due to reduction in friction loss at higher load and subsequently decreases in speed at higher load.
-
CO Emissions are moderate up to TPO 60 and incraeses up to TPO 75 and again reduces thereafter.CO also reduces up to moderate load and increases at higher loads.
-
Gradual increase in the load on the engine leads to increase in CO2 emissions due to higher fuel injection and cylinder temperature and also found to be higher at TPO 75 due to more chemically correct air–fuel mixture.
-
Higher TPO in the blend leads to reduction in HC emissions due to less hydrogen content in the TPO due to higher oxygen than diesel promoting proper combustion of fuel which leads to the reduction in HC emissions.
-
Excess oxygen in the TPO leads to the increased cylinder pressure and peak pressure than diesel up to moderate load and less TPO proportion but reduced after due to indigent ignition characteristics and higher density of TPO-diesel mixture.
-
NOx and smoke opacity found to be decreased up to moderate load and lower TPO but increased for higher TPO concentration in the blend.
-
Analyzing the performance of TPO for different proportions with diesel, it is recommended that TPO 10 to TPO 90 blend can efficiently be used in diesel engines without any modifications in any engine components. However, the higher concentrations of TPO results into high CO, NOx, and smoke emissions. Hence for better output and efficiencies TPO 90 is the better alternative for diesel. On the other hand, for lower fuel consumption and lower emissions, it is recommended to use TPO 10.
Abbreviations
- BTE:
-
Brake thermal efficiency
- BSFC:
-
Brake specific fuel consumption
- TPO:
-
Tyre pyrolysis oil
- BP:
-
Brake power
- VCR:
-
Variable compression ratio
- CO:
-
Carbon monoxide
- CO2 :
-
Carbon dioxide
- NO2 :
-
Nitrogen dioxide
- HC:
-
Hydrocarbon
- PM:
-
Particulate matters
References
Verma P, Zare A, Jafari M, Bodisco TA, Rainey T, Ristovski ZD, Brown RJ (2018) Diesel engine performance and emissions with fuels derived from waste tyres, Sci Reports 8, Article No. 2457, 2018, https://doi.org/10.1038/s41598-018-19330-0
Williams PT (2013) Pyrolysis of waste tyres: a review 33(8):1714–1728. https://doi.org/10.1016/j.wasman.2013.05.003
Pote RN, Patil RK (2018) Evaluation of combustion and emission performance of waste tyre pyrolysis oil on variable compression ratio, single cylinder diesel engine. In: Proceedings of the international conference on industrial engineering and operations management bandung, Indonesia, March 6–8
Murugan S, Ramaswamy MC, Nagarajan G (2008) The use of tyre pyrolysis oil in diesel engines. Waste Manag 28(12):2743–2749. https://doi.org/10.1016/j.wasman.2008.03.007
Han J, Li W, Liu D, Oin L, Chen W, Xing F (2018) Pyrolysis characteristic and mechanism of waste tyre: a thermogravimetry-mass spectrometry analysis. J Anal Appl Pyrol 129:1–5. https://doi.org/10.1016/j.jaap.2017.12.016
Wankhade RD, Bhattacharya TK (2017) Pyrolysis oil an emerging alternate fuel for future (Review). J Pharmacogn Photochem 6(6):239
Nhlanhla N, Edison M (2014) A review and discussion of waste tyre pyrolysis and derived products proceedings of the world congress on engineering, Vol. II, WCE 2014, July 2–4, 2014, London, U.K
Murena M, Garufi E, Smith RB, Gioia F (1996) Hydrogenative pyrolysis of waste tires. J Hazard Mater 50:79–98
Williams PT, Bottrill BP, Cunliffe AM (1998) Combustion of tyre pyrolysis oil. Inst Chem Eng 76:957–963
Murugan S, Ramaswamy MC, Nagarajan G (2005) Tyre pyrolysis oil as an alternate fuel for diesel engines, SAE Technical Paper-2005-01-2190, 2005. https://doi.org/10.1016/j.rser.2016.03.035
Rezaun Nabi ASM, Mahadi Hasan Masud QM Isteeaqul Alam purification of TPO (Tire Pyrolytic Oil) and its use in diesel engine IOSR Journal of Engineering (IOSRJEN) ISSN (e): 2250-3021, ISSN (p): 2278-8719 Vol. 04, Issue 03 (March. 2014), ||V2|| PP 01-08
Bhatt PM, Patel PD (2012) Suitability of tyre pyrolysis oil as an alternative fuel for internal combustion engine. Int J Adv Eng Res Stud 1(4):61–65
Patel HM, Patel TM (2012) Performance analysis of single cylinder diesel engine fuelled with pyrolysis oil - diesel and its blend with Ethanol. Int J Eng Res Technol 1(4):1–5
Ahmad S, Ahmad MI (2013) Desulfurization of oils; produced from pyrolysis of scrap tires. NUST J Eng Sci 6(1):27–32
Mohammad Younus S (2013) Performance and emissions characteristics of diesel engine fueled with tyre pyrolysis oil and diesel blends with additives. Int J Eng Sci Invent. 2(5):32–37
Martinez JD, Ramos A, Armas O, Murillo R, Garcia T (2014) Potential for using a tire pyrolysis liquid-diesel fuel blend in a light duty engine under transient operation. Appl Energy 130:437–446
Sharma A, Murugan S (2015) Potential for using a tyre pyrolysis oil-biodiesel blend in a diesel engine at different compression ratios. Energy Convers Manag 93:289–297
Wang WC, Bai CJ, Lin CT, Prakash S (2016) Alternative fuel produced from thermal pyrolysis of waste tires and its use in a DI diesel engine. Appl Thermal Eng 93:330–338
Jantaraksa N, Prasassarakich P, Reubroycharoen P, Hinchiranan N (2015) Cleaner alternative liquid fuels derived from the hydro-desulfurization of waste tire pyrolysis oil. Energy Convers Manag 95:424–434
Ali N, Ubhrani P, Deshmukh Z, Tagotra M (2014) Purification of TPO (Tyre Pyrolytic Oil) by simple distillation, simple distillation with fe catalyst, simple distillation with water and fe catalyst. Int J Emerg Technol Adv Eng 4(7):676–680
Vihar R, Baškovic UZ, Seljak T, Katrašnik T (2017) Combustion and emission formation phenomena of tire pyrolysis oil in a common rail Diesel engine. Energy Convers Manag 149:706–721
Luo S, Feng Y (2017) The production of fuel oil and combustible gas by catalytic pyrolysis of waste tire using waste heat of blast-furnace slag. Energy Convers Manag 136:27–35
Brassard P, Godbout S, Raghavan V (2017) Pyrolysis in auger reactors for bio char and bio-oil production: a review. Bio Syst Eng 161:80–92
Das RK, Sharma S (2017) Blend of jatropha biodiesel and tyre pyrolysis oil mixed with cerium oxide—an alternative to diesel fuel, Biofuels. https://doi.org/10.1080/17597269.2017.1316139
Harisankar S, Sankar J, Ismayil S, Saibi R (2016) Study of tyre pyrolysis oil –Diesohol blends. Imp J Interdiscip Res 2(11):33–35
Binoy CN, George J, Sijo MT (2014) Cost reduction using alternative fuel in a forging industry, Int J Sci Res Publications, pp. 1–5
Banihani FF, Banihani ZF (2018) The effect of catalyst ratio on the pyrolysis yields for waste tyre. Am J Chem Eng 6(4):60–64. https://doi.org/10.11648/j.ajche.20180604.14
Ramirez-Canon A, Muñoz-Camelo YF, Singh P Decomposition of used tyre rubber by pyrolysis: enhancement of the physical properties of the liquid fraction using a hydrogen stream, Environments, Vol. 5, Article No. 72, 2018. https://doi.org/10.3390/environments5060072
Wankhade RD, Bhattacharya TK (2017) Pyrolysis oil an emerging alternate fuel for future (Review). J Pharmacogn Photochem 6(6):239–243
Miandad R, Barakata MA, Rehan M, Aburiazaiza AS, Gardy J, Nizami AS (2018) Effect of advanced catalysts on tire waste pyrolysis oil. Process Saf Environ Protect 116:542–552. https://doi.org/10.1016/j.psep.2018.03.024
Salan T, Mehmet A, Altuntas E (2018) The fuel properties of pyrolytic oils obtained from catalytic pyrolysis of non-recyclable pulper rejects using activated natural minerals. Energy Sources, Part A: Recovery, Utilization and Environmental effects 41(12): 1460–1473, November 2018. https://doi.org/10.1080/15567036.2018.1548522
Gabani C, Ranchh Y, Barodia R, Pandian S (2018) Tyre pyrolysis by using nano-catalyst to improve energy efficiency and fuel quality. In book: Nanotechnology for energy and water, Publisher: Springer International Publishing AG, DOI: https://doi.org/10.1007/978-3-319-63085-4_27
Ucara S, Karagoz S, Ozkan AR, Yanik J (2005) Evaluation of two different scrap tyres as hydrocarbon source by pyrolysis. J Fuel 84(14-15):1884–1892
Mia M, Islam A, Rubel RI, Islam MR (2017) Fractional distillation & characterization of tire derived pyrolysis oil. Int J Eng Technol 3(1):1–10
Pilusa TJ, Mollagee MM, Muzenda E (2012) Reduction of vehicle exhaust emissions from diesel engines using the whale concept filter aerosol and air quality research, 12: 994–1006,2012 ISSN: 1680-8584 print/2071-1409 online https://doi.org/10.4209/aaqr.2012.04.0100
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Pote, R.N., Patil, R.K. Combustion and emission characteristics analysis of waste tyre pyrolysis oil. SN Appl. Sci. 1, 294 (2019). https://doi.org/10.1007/s42452-019-0308-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0308-8