
Abstract
In this study, the low-velocity impact behavior of porous metal matrix composites (MMCs) has been investigated. The MMCs consisting of spheroidal cast iron chips (GGG-40) and bronze chips (CuSn10) were produced by hot isostatic pressing. The MMCs were produced with different CuSn10 contents as 90–80–70–60%. The hot isostatic pressing was performed under three different pressures and temperatures. The produced MMCs were exposed to low-velocity impact loading under 2 m/s by using a drop weight test stand. The test results were compared with the bulk CuSn10 and bulk GGG-40, separately. The test results revealed that hot-isostatic-pressed MMCs can successfully represent bulk material properties when subjected to low-velocity impact loading even these MMCs have porosity 2–8%.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, the usage of recycled properties becomes prevalent for the inconsideration of effective usage of natural resources and avoidance of environmental pollution. This is true for both industrial products and machine elements. On the other hand, the usage of porous materials also becomes prevalent for the same reasons and also obtaining lightweight structures. Today in manufacturing industry, very huge amount of metallic chips are formed during machining of metals. These chips are generally evaluated as waste material.
Metallic chip recycling was investigated (Karadağ 2012; Gronostajski and Matuszak 1999; Gronostajski et al. 1997, 2000; Aslan 2014; Aslan et al. 2015; Guluzade et al. 2013) by researchers. The melting/casting method is the most common recycling technique (Karadağ 2012) which can be applied to almost any metallic chips. The waste metallic chips generally covered with oxide layer are formed during machining. The metal cutting liquids also create a dirt layer which complicates both heat and electrical conduction (Gronostajski et al. 1997) in which common induction ovens and electrical resistance ovens are insufficient. Nonetheless, harmful gasses are released during melting.
Literature review revealed that the most of the studies were focused on melting/casting and sintering processes (Karadağ 2012; Gronostajski et al. 1997; Aslan 2014; Aslan et al. 2015; Barbosa et al. 2010) and bronze, brass and aluminum chips (Karadağ 2012; Guluzade et al. 2013; Gronostajski and Matuszak 1999; German 2001) and aluminum/steel chips (Guluzade et al. 2013) by using hot/cold extrusion (Gronostajski et al. 2000; Tao et al. 2010; Shuyan et al. 2009; Fogagnolo et al. 2003).
There is not any study found which focuses on producing metal matrix composites by cast iron and bronze. However, it is shown by our research group that spheroidal cast iron and bronze chips can be successfully converted into metal matrix composites by hot isostatic pressing (Aslan 2014; Aslan et al. 2015). By using this process, it is also possible to produce metal matrix composites at desired porosity level (Aslan 2014; Aslan et al. 2015). The porous materials are lighter than bulk materials. On the other hand, pores can collapse and affect both the damage formation and the energy absorption capacity under low-velocity impact loading (Carrollt and Holt 1972; Fiedler et al. 2015; Li et al. 2004; Partom 2014; Tong and Ravichandran 1993; Molinari and Mercier 2001; Kanel et al. 1995; Nair et al. 2013; Dieter and Bacon 2001).Besides, pores can change the fracture initiation since cracks always follow paths at which minimum strain energy release rate is obtained (Anderson 2000).
As a result of the dynamic loading, porous materials have different dynamic behaviors as compared with solid materials (Sano et al. 1995). The characteristics of the pores such as shape, size and percentage of pores are reported to be critical for mechanical properties (Spitzig et al. 1998; Bourcier et al. 1986; Chawla and Deng 2005).It is clear that strong bonding between particles results in higher resistance to static or dynamic loads (Abrate 2005). There are studies in the literature which focuses on dynamic compaction of metallic powders during powder metallurgy process (Gourdin 1986; Brochu et al. 2007; Sano et al. 1997; Aydelotte and Thadhani 2013; Wei et al. 2012; Page et al. 1990). However, literature review revealed low-velocity impact behaviors of porous materials consisting of metallic chips.
In this study, the low-velocity impact behaviors of porous metal matrix composites consisting of spheroidal cast iron chips and bronze chips have been investigated. The test specimens were produced by hot isostatic pressing with different CuSn10 contents as 90–80–70–60%. The hot isostatic pressing was performed under three different pressures and temperatures. The produced MMCs were then subjected to low-velocity impact loading under 2 m/s. The test results were compared with bulk CuSn10 and bulk GGG-40, individually. The test results revealed that hot-isostatic-pressed MMCs can successfully indicate the bulk material properties when subjected to low-velocity impact loading even they have porosity 2–8%.
2 Materials and Methods
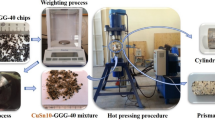
Ferritic spheroidal cast iron (GGG40) and commercial bronze (CuSn10) chips were chosen as metal matrix composite components as seen in Fig. 1. The components were then used for the production of metal matrix composites by using the process proposed by Aslan (2014 and Aslan et al. 2015). After the production of them, the metal matrix composites were machined to the length of 23 mm and diameter of 19 mm. The chemical compositions of spheroidal cast iron and bronze are present in Table 1.

a CuSn10 chips, b GGG40 chips
Impact tests were conducted with a drop weight impact test stand. The impact head has a semispherical tip with a mass of 5.6 kg and a diameter of 12 mm. The force signals were measured by a sensor in millivolts. The signals were amplified by a signal conditioner/processor and transmitted to the data acquisition card installed on a computer. The variations of interaction force between the impactor and the sample versus time were obtained using NI Signal Express software. The sampling rate of data acquisition system is 25 kHz. The Newton’s second law of motion was used to express the velocity and displacement of impactor versus time. When the impactor first hits the material, the kinetic energy of the impactor is partly transferred to the material. The remaining kinetic energy is used to rebound which makes the impactor to rise. This process continues until the kinetic energy of the impactor is fully consumed. During this process, the material is generally subjected to 12–15 impacts. The testing machine has an anti-rebound system which allows us to get only one impact. Therefore, the dropping weight has been immediately caught, during the test after it hits to the test specimens and subsequent impacts have been avoided.
The test specimens were placed into a fixture produced for placing and holding the test specimens at the point of impact. The fixture used for this aim is shown in Fig. 2a–c. The test specimens present in Table 2 were tested under impact velocity of 2 m/s which corresponds to 11.2 J. The low-velocity impact tests were repeated three times separately. The bulk CuSn10 and bulk GGG-40 specimens were also tested to take as reference.

Test fixture (a, b) and specimen (c)
3 Results and Discussion
Figures 3, 4 and 5 show the variation of impact force versus interaction time for composite specimens produced by using different processes including various temperature and pressure conditions. As seen in these figures, the impact force starts to increase from beginning of contact point and reaches to a certain level of force followed by smooth decrease which results in bell-shaped curve.

Variation of impact force with time (process temperature = 350 °C)

Variation of impact force with time (process temperature = 400 °C)

Variation of impact force with time (process temperature = 450 °C)
Figure 3 shows that the dynamic response of test specimens produced at 350 °C is very different from response of the bulk CuSn10 and bulk GGG40 materials. The slope of force–time curve represents the contact stiffness (Abrate 2005). The contact stiffness values have been calculated from the initial slope of the force–time curves. Lowest contact stiffness has been obtained as 23,497 MN/s for the lowest pressure, temperature and CuSn10 content. However, increase in process temperature, pressure and CuSn10 content has result in the increase in contact stiffness and eventually reached to 55,673 MN/s. It is seen in this figure that contact stiffness of composite specimens is lower than that of bulk materials. The contact stiffness of the bulk CuSn10 has been calculated as 56,095 MN/s. In previous studies (Aslan 2014; Aslan et al. 2015), it was shown that these specimens also showed lower modulus of elasticity and lower strength.
It is seen in Fig. 3 that the dynamic response of 90B10C specimens is very close to the response of bulk CuSn10. It is also seen that the dynamic response of composite specimens is getting closer to the response of bulk CuSn10 when the bronze content increases. Besides when the process pressure increased, the dynamic response of composite specimens is also approaching to the response of bulk CuSn10. It is seen that contact stiffness of composite materials increases with CuSn10 content and reached to the contact stiffness of the bulk CuSn10 for 90B10C specimens.
Similar dynamic behaviors are obtained for specimens produced at temperatures of 400 and 450 °C as seen in Figs. 4 and 5. Especially, the specimens produced at temperature value of 450 °C showed a dynamic response which is very similar to bulk CuSn10. It is seen in Figs. 4 and 5 that the composition and process pressure have slightly affected the dynamic response when process temperature is selected as 400 and 450 °C. This situation shows that, when the process temperature is selected as 400 or 450 °C, the dynamic response of a composite material can be very close to bulk CuSn10 even it is produced at relatively low pressure and/or low bronze content.
Figure 6 shows the percentage absorbed/rebound energy levels for specimens tested under low-velocity impact. As seen in this figure regardless of composition and process parameters, approximately 2/3 of impact energy is absorbed while its 1/3 is used for rebound. This situation shows that the subject composite materials can be better candidates for the low-velocity impact applications. Figure 6 also shows that CuSn10 constituent behaves as matrix and GGG-40 constituent behaves as filler. It is concluded that GGG-40 constituent can be utilized as much as 40% without considerable loss of energy absorption capacity.

Variation of total absorbed/rebound impact energies for different compositions. a Process temperature = 350 °C, b process temperature = 400 °C, c process temperature = 450 °C
Figure 7a, b represents the microstructures of MMCs with different compositions after the low-velocity impact testing. As seen in these figures, the indentation and local plastic deformation damage takes place where impactor hits. It is also seen that a crack formation has taken place at the surface of the specimens. It is seen that the subject crack changed its direction and advanced inwards. The specimens are subjected to excessive plastic deformation during the production process. Therefore, the majority of the ductility was spent during the isostatic hot pressing. Because of this situation, when the specimens subjected to impact loading firstly a small indentation is formed. Subsequently, a crack formation takes place. It is seen that crack formation has taken place at a bronze chip. This situation is an indication that consolidation between bronze and cast iron chips is strong enough. However, as seen in Fig. 6b, in some cases a crack can form and advance between different types of chips. It is concluded that some weak interfaces can take place between constituents.

SEM images of metal matrix composite after impact loading a mixing ratio 60/40, b mixing ratio 70/30 (process temperature 450 °C and process pressure 820 MPa)
4 Conclusions
In this study, the low-velocity impact behaviors of porous metal matrix composites which have been directly recycled from spheroidal cast iron chips and bronze chips have been investigated.
The experimental results showed that the dynamic response of MMCs is close to response of bulk CuSn10 material even it is produced at relatively low pressure and/or low bronze content when the process temperature is selected as 400 or 450 °C. So it can be concluded that GGG-40 constituent has the role of filler and the CuSn10 constituent has the role of matrix. The produced metal matrix composites can successfully represent the dynamic response of bulk CuSn10 material even it contains as much as 40% GGG-40 filler without considerable loss in energy absorption capacity. This situation shows that CuSn10 can be filled by GGG-40 filler which results in cost reduction.
It is showed that the dynamic responses of composite specimens are getting closer to the response of bulk CuSn10 when the bronze content increases. It is also concluded that the dynamic response of composite specimens is also getting closer to the response of bulk CuSn10 when the process pressure increased. In addition to the maximum contact forces and energy absorption rates, the contact stiffness of composite materials also increases with CuSn10 content and reached to the contact stiffness of bulk CuSn10 for 90B10C specimens. So, it can be concluded that by the selection of appropriate process parameters and filler content, MMCs can represent the response of bulk CuSn10 successfully.
It is showed that damage starts with local plastic deformation in the form of indentation and subsequently result is crack formation. The crack formation can occur both in a single constituent and at interfaces between not identical constituents. This situation also shows that GGG-40 constituent can be a reasonable candidate as filler.
References
Abrate S (2005) Impact on composite structures. Cambridge University Press, Cambridge
Anderson TL (2000) Fracture mechanics fundamentals and applications. CRC Press Inc., Baca Raton
Aslan A (2014) Production of metal matrix composites by recycling of waste metal chips and their mechanical properties, Ms Thesis, Selçuk University, Department of Mechanical Engineering
Aslan A, Sahin OS, Salur E et al (2015) A new method for recycling of metal chips. J Selçuk Univ Nat Appl Sci 4(1):1
Aydelotte BB, Thadhani NN (2013) Mechanistic aspects of impact initiated reactions inexplosively consolidated metal aluminum powder mixtures. Mater Sci Eng A 570:164–171
Barbosa AP, Bobrovnitchii GS, Skury ALD et al (2010) Structure, microstructure and mechanical properties of pm fe–cu–co alloys. Mater Des 31:522–526
Bourcier RJ, Koss DA, Smelser RE, Richmond O (1986) The influence of porosity on the deformation and fracture of alloys. Acta Metal 34:2443–2453
Brochu M, Zimmerly T, Ajdelsztajn L, Lavernia EJ, Kim G (2007) Dynamic consolidation of nanostructured Al–7.5%Mg alloy powders. Mater Sci Eng, A 466:84–89
Carrollt MM, Holt AC (1972) Static and Dynamic pore-collapse relations for ductile porous materials. J Appl Phys 43:1626
Chawla N, Deng X (2005) Microstructure and mechanical behavior of porous sintered steels. Mater Sci Eng, A 390A:98–112
Dieter GE, Bacon DJ (2001) Mechanical metallurgy. McGraw-Hill, New York City
Fiedler T, Taherishargh M, Krstulović-Opara L, Vesenjak M (2015) Dynamic compressive loading of expanded perlite/aluminum syntactic foam. Mater Sci Eng, A 626:296–304
Fogagnolo JB, Ruiz-Navas EM, Simón MA et al (2003) Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion. J Mater Process Technol 143–144:792–795
German RM (2001) Powder metallurgy & particulate materials processing. Prentice-Hall, Upper Saddle River
Gourdin WH (1986) Dynamic consolidation of metal powders. Prog Mater Sci 30:39–80
Gronostajski J, Matuszak A (1999) The recycling of metals by plastic deformation: an example of recycling of aluminum and its alloy’s chips. J Mater Process Technol 92–93:34–41
Gronostajski JZ, Kaczmar JW, Marciniak H et al (1997) Direct recycling of aluminum chips into extruded product. J Mater Process Technol 64:149–156
Gronostajski J, Marciniak H, Matuszak A (2000) New methods of aluminum and aluminum alloy chips recycling. J Mater Process Technol 106:34–39
Guluzade R, Avcı A, Demirci MT, Erkendirci ÖF (2013) Fracture toughness of recycled AISI 1040 steel chip reinforced ALMG1SICU aluminium chip composites. Mater Des 52:345–352
Kanel GI, Ivanov MF, Parshikov AN (1995) Computer simulation of the heterogeneous materials response to the impact loading. Int J Impact Eng 17:455–464
Karadağ HB (2012) Production and mechanical properties of steel/bronze chips composite, PhD Thesis, Selçuk University, Department of Mechanical Engineering
Li Y, Li JB, Zhang R (2004) Energy-absorption performance of porous materials in sandwich composites under hypervelocity impact loading. Compos Struct 64:71–78
Molinari A, Mercier S (2001) Micromechanical modelling of porous materials under dynamic loading. J Mech Phys Solids 49:1497–1516
Nair AR, Mason BA, Groven LJ, Son SF, Strachan A, Cuitiño AM (2013) Micro-RVE modeling of mechanistic response in porous intermetallics subject to weak and moderate impact loading. Int J Plast 51:1–32
Page NW, Killen PD, John DH (1990) Sintering enhancement in dynamically compacted commercial iron powders. Mater Sci Eng A 130:231–240
Partom Y (2014) Modelling dynamic compaction of porous materials with the overstress approach. J Phys: Conf Ser 500:182030
Sano T, Kato K, Takeishi H (1995) Analysis of dynamic deformation mechanisms in powder metals. J Mater Process Technol 48:391–397
Sano T, Obinata A, Negishi H, Suginami K, Takeishi H (1997) Effects of temperature rise on dynamic powder compaction. J Mater Process Technol 67(19):23
Shuyan W, Zesheng J, Tielei Z (2009) Microstructure and mechanical properties of AZ31B magnesium alloy recycled by solid-state process from different size chips. J Mater Process Technol 209:5319–5324
Spitzig WA, Semlser RE, Richmond O (1998) The evolution of damage and fracture in iron compacts with various initial porosities. Acta Metal 36:1201–1211
Tao Y, Ming-yi Z, Xiao-shi H et al (2010) Recycling of az91 mg alloy through consolidation of machined chips by extrusion and ECAP. Trans Nonferrous Met Soc China 20:604–607
Tong W, Ravichandran G (1993) Dynamic pore collapse in viscoplastic materials, 1993. J Appl Phys 74(4):2425
Wei CT, Vitali E, Jiang F, Dub SW, Benson DJ, Vecchio KS, Thadhani NN, Meyers MA (2012) Quasi-static and dynamic response of explosively consolidated metal–aluminum powder mixtures. Acta Mater 60:1418–1432
Acknowledgements
This study has been financially funded by the Scientific and Technological Research Council of Turkey (TUBITAK) under Grant Number: MAG-113M141.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Şahin, Ö.S., Güneş, A., Aslan, A. et al. Low-Velocity Impact Behavior of Porous Metal Matrix Composites Produced by Recycling of Bronze and Iron Chips. Iran J Sci Technol Trans Mech Eng 43 (Suppl 1), 53–60 (2019). https://doi.org/10.1007/s40997-017-0139-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40997-017-0139-4