
Abstract
Rare earth permanent magnets are an integral part of many electrical and electronic devices as well as numerous other applications, including emerging technologies like wind power, electric vehicles, fully automized industrial machines, and robots. Due to their outstanding properties, magnets based on Nd–Fe–B alloys are often not substitutable by employing less critical material systems. Today, WEEE (Waste Electrical and Electronic Equipment) take-back systems for a variety of products containing Nd–Fe–B magnets are well established. They form an ideal basis for a systematic provision of scrap magnets that can be recycled. Hydrometallurgical approaches that aim at completely dissolving the material to regain elements or oxides are energy and time consuming. Thus, they are costly and come with a large environmental footprint. Recycled rare earth elements and oxides would have to compete with virgin materials from China and can hardly be processed in Europe, due to the lack of respective industries. This paper presents material-to-material recycling approaches, which would maintain the magnet alloys and use them directly for a new magnet production loop. The recycled magnets compete well with those made from primary materials, that is, in terms of magnetic properties as well as in terms of production costs. They excel by far rare earth permanent magnets made from primary materials regarding the environmental footprint. Regarding the shift towards a Green Economy, humanity will consume less fuels in combustion processes but rather exploit functional materials in renewable energy and mobility technologies in the future. This shift fundamentally depends on a circular economy of noble as well as less-noble technology metals.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
As a result of the development of various high-technology applications and ever-shorter life-cycles over the recent decades, WEEE (Waste Electrical and Electronic Equipment) has become the fastest growing waste stream in Europe [1]. Many of these products (consumer electronics, household devices) are currently recycled for their base metal contents, primarily for copper, cobalt, and nickel, as well for their precious metal contents—especially gold, silver, and platinum, which come in lower concentrations. Less-noble speciality metals, which are often indispensable for functional materials, like Ta, Ga, Li, and rare earth metals, are not extracted from WEEE in most cases, primarily because the raw materials prices are too low [1]. This is a fundamental dilemma for all innovations that aim at boosting a circular economy of functional materials that are so desperately needed in many different kinds of strategic and emerging technologies. In fact, among others, the group of rare earth elements (REEs) (comprising light and heavy rare earth elements) was defined as the one comprising materials with the highest supply risk of the 26 listed materials by the European Commission in 2017 [2]—a similar assessment as in the previous lists in 2014 and 2010 [3, 4].
Rare Earth Elements in Electrical and Electronic Equipment
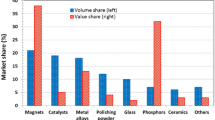
Within the group of REE, four elements—Nd, Pr, Dy, and Tb—are mainly used for the production of high-end permanent magnets. Magnets based on Nd–Fe–B, supplemented by Dy and/or Tb for high-temperature applications like electric motors, exhibit by far the highest energy densities and are considered as the best available and often not substitutable permanent magnet material [5, 6]. These magnets are not only employed in electronic and IT equipment (smartphones, loudspeakers, headphones, hard disk drives) but also in electric motors and generators used, i.e., in vehicles, electric bikes and scooters, and wind turbines. Rising demands are expected in the future particularly in mobility and clean energy technologies; but also in electronics: Nd–Fe–B is the candidate material for all applications that contain rotating and moving systems that require highest power density to design and build as compact as possible [5, 7, 8].
More than 90% of the Nd–Fe–B permanent magnets on the market are produced by a powder metallurgy route: Nd–Fe–B flakes made by strip-casting are pulverized by hydrogen processing, jet-milled, then pressed in a magnetic field to anisotropic green bodies and finally sintered, annealed, cut, ground, and polished [9, 10]. Advanced industrial processing may also include a post-sinter heat treatment for an additional infiltration of the heavy rare earths Dy and/or Tb to improve coercivity, the so-called grain boundary diffusion process (GBDP).
Alternative processing routes are based on nanocrystalline Nd–Fe–B powders. They can be either produced via melt-spinning for the production of isotropic polymer-bonded or anisotropic hot-deformed magnets; or by HDDR (hydrogenation, disproportionation, desorption, and recombination) treatment for the production of anisotropic polymer-bonded magnets.
Approaches Dealing with Criticality of REEs
Even though some of the constituents of Nd–Fe–B have been classified as critical resources, or in the case of heavy REE (Dy, Tb) as highly critical elements, due to their outstanding properties, no equivalent substitute for Nd–Fe–B magnets has been found yet. Elemental substitution of Nd by elements having a lower supply risk, like La, Ce or mischmetal is under investigation and recent progress in this field has been reported [11, 12]. Additional mining of REE is obviously a solution to meet the future demands. However, mining is a complex and long-term venture that comes with a large environmental footprint. In addition, most deposits are dominated by less important Ce and La whereas Nd, Dy, Tb, and Pr co-occur in much lower amounts, which is referred to as the balance problem [13]. Many deposits for REE have been identified and were explored in the last decade, but only the Australian Mount Weld mine has been put into operation and in North America the Mountain pass resumed business for some time. After Molycorp Inc., the former owner of the Mountain Pass Mine in California had to file for bankruptcy, the mine was recently bought by a Chinese consortium [14]. Kvanefjeld deposit in southern Greenland is on an advanced stage of exploration with the prospect to start mining in the next years [15, 16]. Besides counteracting a potential lack of REE by substitution and intensified mining, the recycling of used scrap magnets from end-of-life products like WEEE can contribute to close the forecast gap between supply and demand for the years to come [13, 17, 18].
Generally, there are three options to “recycle” used Nd–Fe–B magnets as depicted in Fig. 1: (1) direct re-use, (2) recycling of the permanent magnet alloy, and (3) elemental recycling, that is, the complete dissolution of the magnet and extraction of the REE or oxides [20, 21]. The ecologically and economically best route, of course, would be to directly re-use the magnets. However, due to the specific designs of products that come with very specific magnet specifications (shape, dimensions, chemical compositions, magnetic properties), in reality, this option is mostly not economically feasible. Regaining elements or oxides by hydrometallurgy comes with complex processes and an extensive use of chemicals [22]. The main application for Nd, Dy, Pr, and Tb are for the use in permanent magnets [23]. Keeping and recycling the magnetic alloy as a whole appears to be very attractive in terms of energy, environmental, and raw materials costs.

Recycling approaches based on Ref. [19]
Alloy Recycling by Adaption of Existing Production Processes
One way to transform scrap magnets into new magnets by using the processes from established powder metallurgical production is to start with hydrogen decrepitation (HD) of the scrap magnets [24, 25]. The resulting powder can be further processed via jet-milling, aligning and pressing, sintering, and annealing. Taking into account the challenges in dismantling of the end-of-life products, this way of recycling is of particular interest as HD enables an energy-efficient way to dismantle, demagnetize, and pulverize the magnets in one process step [25].
Another way is the melt-spinning route where the scrap magnets are inductively melted in a crucible and subsequently cast through a nozzle onto a water-cooled copper wheel. This requires a previous dismantling of the scrap magnets but offers the chance to clean the dismantled materials from contaminations, i.e., via sandblasting. Due to the high rotation speed of the wheel (e.g., 30–40 m/s), the melt is rapidly solidified with cooling rates of up to 106 K/s. On the macroscale, the material solidifies in the shape of flakes, due to the brittleness of the alloy, while on the microscale a very fine structure (nanocrystalline or amorphous) is formed with typical grain sizes of 5–50 nm [10]. After milling of the flakes the coarse powder with particle sizes of some hundred micrometers can be employed to produce either isotropic polymer-bonded or anisotropic hot-deformed magnets. Depending on the intended use of the material, the chemical composition and degree of crystallinity can be adapted during the melt-spinning process [26, 27]. Recycling via melt-spinning offers some advantages compared to the above described recycling by HD processing. Melt-spinning enables a compositional as well as a microstructural optimization of the resulting flakes. In addition, due to slag formation during melting, it also reduces the oxygen content of the scrap magnet material, which is particularly interesting for the recycling of severely oxidized magnets [28]. However, this process comes with losses through slagging in the crucible.
Previous studies on recycling of permanent magnets revealed that alloy recycling of permanent magnets is possible in principle, but without adaptions the resulting magnetic properties will be lower than those of primary material [23, 25, 29]. Regarding sintered magnets, the addition of rare earth hydrides could optimize the magnetic properties [30, 31], while for melt-spinning elemental additions of Nd, Ga and Co before melting show a positive effect on the hot workability of the alloy and therefore also on the resulting magnetic properties.
Further improvement of the recycled magnets can be achieved by applying processes known from primary production like grain boundary diffusion [32]. Depending on the performance of the scrap magnet, it is even possible to achieve higher magnetic properties by modification the grain boundary of the recycled magnet [33].
This work presents and compares different alloy recycling approaches that have the potential to compensate the losses of the magnetic properties and achieve values comparable with those of primary materials.
Experimental
For both alloy recycling approaches (HD process and melt-spinning), scrap magnet material from electric motors were employed. The resulting magnet powders were either mixed with primary material, or low contents of specific elements were added to optimize the magnetic properties of the recycled material.
Sintered Magnets from Hydrogenated Scrap Magnets
Scrap magnets were hydrogenated at 2 bar hydrogen pressure and room temperature for 90 min and subsequently dehydrided at 500 °C in vacuum. Afterwards, the HD powder was jet-milled with a classifier wheel speed of 5000 rpm using a 6 bar nitrogen milling pressure with a feed rate of 0.5 kg/h. The oxygen partial pressure in the mill was monitored with three lambda sensors. In a first series of experiments, the material was mixed prior to pressing and sintering with varying amounts of NdH2 of up to 6 wt%, to compensate for expected losses in remanence Br due to O-contamination of the recycled material. In a second series, the partially dehydrided and jet-milled powder was mixed with fresh, heavy rare earth free Nd–Fe–B powder made from primary materials. The final samples contained up to 30 wt% of recyclate; no further elements were added.
For both series, the powders were mixed using a mixer mill at a frequency of 15 s−1 for 15 min. The mixed powders were aligned at an external field > 2 T and pressed with approximately 0.5 kN with alignment perpendicular to the pressing direction. The anisotropic green compacts were sintered at 1080 °C for 4 h and annealed at 500 °C for 2 h under vacuum of up to 3 × 10−7 mbar in case of the first series of experiments. The sintering program for the second series was changed to 1080 °C for 1 h with a low-temperature annealing step at 500 °C for 1 h, considering that these powders contain significantly lower ratios of heavy REE after blending with the primary material. All production steps were done under argon atmosphere or vacuum.
The particle size of the initial powders were measured using a Mastersizer 3000 (Malvern Instruments Limited). Impurities of oxygen were determined by a hot-gas-extraction system ONH 836 (LECO Corporation). The densities were measured by Archimedean principle in ethanol three times for each sample to calculate an average density. For the magnetic characterization of the samples, a permagraph system (MAGNET-PHYSIK Dr. Steingroever GmbH) was used. Measuring a maximum magnetic field of about 2000 kA/m was possible. Magnets having higher coercivities at room temperature were therefore measured at 80 °C. Their room-temperature properties were determined using respective temperature coefficients derived from higher temperature values.
Hot-Deformed Magnets from Melt-Spun Scrap Magnets
Melt-spinning of the scrap magnets was carried out at Ar atmosphere and at temperatures of up to 1400 °C (measured via pyrometer). The melted material was solidified on a rotating copper wheel at circumferential speeds of 36 m/s. In case of elemental additions, the elements were melted in the crucible together with the scrap magnet material. The resulting flakes were milled by ball-milling to a coarse powder with particle sizes of some hundred micrometers. In the first experimental series, the recycled melt-spun powder was milled and mixed with commercially available powder with ratios of the recyclate fraction up to 50 wt%. For the second experiment, no commercially available powder but pure elements were added to optimize the composition for melt-spinning and hot-workability.
The composition of a mixture of scrap magnets was changed by additions of Co and Ga from a sintering to melt-spun alloy composition suitable for production of hot-deformed magnets. Gallium is known to be beneficial for hot-workability, whereas cobalt enhances corrosion resistance and Curie temperature. Neodymium is added to cover rare earth losses caused by oxidation and to enhance the amount of liquid grain boundary phase during hot deformation [34, 35]. Boron is added for balance.
These powders were hot pressed at 725 °C with a pressure of 90 MPa for 2 min in vacuum in order to produce isotropic cylinders with diameter of 13.5 mm. The cylindrical precursors were subsequently hot deformed at 750 °C in inert Ar atmosphere with a pressure of 100 MPa using a deformation speed of 0.01 s−1 to obtain a final diameter of 22.5 mm, corresponding to a degree of deformation of φ = 1.0.
Results and Discussion
Recycled Sintered Magnets
Composition of Used Alloys
The composition of the scrap magnets and the primary material was analyzed with inductively coupled plasma optical emission spectrometry (ICP-OES). The scrap magnet contains about 8.58 wt% Dy while the heavy rare earth content of the primary material is negligibly small (Table 1).
Particle Size and O-Content
Small particle sizes with a fine grain size distribution and low oxygen contents are crucial for the processing of Nd–Fe–B permanent magnets to achieve high densities. Table 2 shows the d10, d50, and d90 values of the differently produced powders. The d50 values of NdH2 dopant material as well as the primary and recycled powders are quite similar; they account for 5.74, 4.81, and 5.25 µm, respectively. Figure 2 depicts the measured particle size distribution of primary (Fig. 2, top) and recycled (Fig. 2, bottom) Nd–Fe–B powder. It can be seen that the particle size distribution is broader for the primary powder.

Particle size distribution of primary (top) and recycled (bottom) Nd–Fe–B powder (Color figure online)
It is well known that rare earth materials are very sensitive to oxidation. The oxygen study in chapter 3.3 shows this influence on different kinds of materials. If the O-content exceeds a critical value (,we identified 0.5 wt% as a limit), it is not possible to reach high sintering densities. In our experiments, after HD and jet-milling, the recycling material has an O-content of 0.36 wt% (see Fig. 3). During sintering under vacuum the O-content slightly increases by 0.08–0.44 wt% for the magnets with NdH2 addition. Since the recycled material has a higher O-content than the primary material, consequently, the O-content increases for magnets with increasing recyclate fraction (Fig. 3, bottom graph).

O-content of raw materials and recycled magnets of the first (top) and the second sintering series (bottom)
Density and Microstructure
The measured densities of the magnets are shown in Fig. 4. The 100% recycled magnet with no further additives shows a density of 7.51 g/cm3. With increasing amount of NdH2 the density also increases up to 7.58 g/cm3 for the sample with 6 wt% NdH2. However, all recycled magnets do not reach the ideal density of the original scrap magnet of 7.71 g/cm3. All magnets of this first series are produced under the same conditions and sintered with the same temperature profile. The cause for the increase of density with increasing amount of NdH2 is due to the compensation of oxidized REE with free Nd. The oxidized REE have higher melting points and therefore do not contribute to liquid phase sintering. For a further increase in density, a higher amount of NdH2 can be used. Another option is a further optimization of the sintering program like a longer holding time at sintering temperature.

Densities of the primary and recycled magnets with (top) and without additives (bottom)
The microstructure of the scrap magnet and the recycled magnet (100%) without NdH2 addition are shown in Fig. 5. The grain size in the case of the recycled magnet is in the range from 3 to 7 µm, and the grains are separated by a rare earth-rich phase, which is typical for Nd–Fe–B. Further, the rare earth-rich triple junctions are distributed in the microsturctre comparable to the scrap magnet. In addition, some small disruptions in the Nd2Fe14B grains can be identified for the recycled magnet as marked with the circle in Fig. 5 (right). These disruptions can cause the decrease in density with respect to the scrap magnets.

SEM images of the scrap magnet (left) and the recycled magnet without NdH2 addition (right) (Circle marking a disruption in the Nd2Fe14B grains)
The density of the recycled magnets mixed with primary material decreases with increasing amount of recycling material (Fig. 4 bottom). Higher amounts of recycled material lead to an increase of Nd oxide of the magnets which results in a smaller amount of liquid grain boundary phase. Another reason for the decrease in density is the difference in composition of the recycled and the primary material. While the primary material contains only 0.01 wt% Dy the recycled material contains 8.85 wt%. The composition affects the optimum sintering and annealing procedure. Ideally, for each mixing ratio a sintering and annealing optimization has to be done.
Magnetic Properties
Figure 6 depicts the measured demagnetization curves of the recycled sintered magnets with the addition of NdH2 (Fig. 6 top) and of the mixing series of primary with recyclate material (Fig. 6 bottom). For the NdH2 series, the demagnetization curve of the used scrap magnet is given by the solid black line. The dashed lines show the results of the recycled magnets. Due to the high coercivities at room temperature the magnets of the NdH2 series were measured at 80 °C (compared with extrapolated room-temperature values presented in Fig. 9).

Demagnetization curves of the produced sintered magnets of the first (top) and second (bottom) series of experiments
For the mixing series of primary with recycling material, the demagnetization curve of the primary material magnet is presented by the solid black line. The dashed lines show the curves of the magnets with recycled fraction. These measurements were made at room temperature. The measured data of both series are also summarized in Table 3.
For the first series, the used scrap magnets have a remanence Br of 1.11 T, a coercivity of 1838 kA/m, and a maximum energy product of 243 kJ/m3 at 80 °C. With no further additives, the recycled magnets lose 6% in remanence and 15% in coercivity. This decrease of magnetic performance may be caused by the contamination with oxygen (see Fig. 4). Also the temperature program for sintering and annealing is most likely not ideal for the production of the modified alloy composition. This is a general issue in the recycling of different or unknown scrap magnet materials. For every change in alloy composition, the temperature program needs to be adjusted.
The addition of 2 wt% NdH2 to the recycled powder induces an increase in coercivity of the recycled magnet of 9% to 1699 kA/m, while remanence remains constant. This is due to the compensation of oxidized rare earth elements. A further increase of the NdH2 content leads to a decrease in coercivity and remanence to values below those for the sample without NdH2. As shown above, the O-content of the magnets with 4 and 6 wt% NdH2 is slightly higher than those of the sample with 2 wt% NdH2.
In the second series, an increase of coercivity with the increasing content of recycled material is observed. 10 wt% addition of recycled material leads to an increase of Hc by 8%, while 30 wt% addition leads to an increase of 42%. The values of Br and (BH)max decrease with the increasing recycling material. The used scrap magnets contain 8.58 wt% Dy, while the primary material only contains 0.01 wt% of it. Heavy rare earth elements like Dy or Tb substitute Nd atoms in the Nd2Fe14B matrix phase. The resulting (Nd,Dy)2Fe14B grains have a higher magnetocrystalline anisotropy than the pure Nd2Fe14B matrix phase. This leads to a higher resistance against demagnetization which is reflected in a higher coercivity. On the other hand, Dy atoms couple antiferromagnetically with Fe which leads to the decrease in remanence [36].
Recycled Hot-Deformed Magnet
Composition of Used Alloys
For the first series of experiments, the melt-spun flakes from scrap sintered magnets with a Dy-content of 6.1 wt% were mixed after milling with a commercially available primary, heavy rare earth free Nd–Fe–B powder. Table 4 shows the chemical composition measured by ICP-OES of the recyclate after melt-spinning and of the primary melt-spun powder.
For the second experiment, a mixture of scrap magnets with a Dy-content of 2.26 wt% was blended with additions of Nd, B, Ga, and Co in order to get an alloy with good hot workability. The chemical composition of the final melt-spun flakes still slightly differs from the targeted alloy composition which would represent a typical commercial alloy for hot deformation (Table 5). Particularly, the total rare earth metal content is rather high. Co, Ga, and Al contents are similar in both alloys. The resulting flakes consist of about 92 wt% of recycled magnet material and about 8 wt% pure elemental additions (Nd, Co, Ga, B).
Magnetic Properties
The milled melt-spun powder from scrap magnets with a Dy-content of 6.1 wt%, a Pr-content of 5.5 wt%, and a Nd-content of around 20 wt% was mixed with primary material in ratios of 0:100, 20:80 and 50:50. After hot pressing and deformation of the mixed samples the magnetic properties were measured with a permagraph at room temperature. For the second experiment with a Dy-content of 2.26 wt%, about 8 wt% was added during melting, and no primary material was added after milling. Magnetic properties of the different mixtures as well as the Dy-content resulting from the mixed ratio are shown in Table 6.
A higher recyclate fraction results in a loss of remanence but also a significant rise in coercivity. This can be explained by the increased Dy-content (cf. chapter 3.1.4). In the case of the sample with only ~ 8 wt% of virgin material, coercivity is increased as well, but remanence decreased dramatically (Fig. 7). The melt-spinning and hot-deformation processes have to be optimized for the given scrap magnet compositions.

Magnetic properties of hot-deformed recycled magnets with different contents of recycled materials (Color figure online)
A Systematic Study of the Oxygen Uptake in Nd–Fe–B Materials
For either recycling route, close track of the oxygen content of the magnet material was kept during all processing steps by hot-gas-extraction technique. In order to determine how critical an exposure to air might be, a systematic study of the chemical stability regarding the oxygen uptake of several magnet materials (primary as well as recycled) was performed. Some of the starting magnet materials (in the following denoted as in the as-is state) were further processed into various other states as listed in Table 7. In order to have a holistic view of the diverse magnet materials and states, also powder material related to HDDR processing (disproportionated/recombined state) was under investigation.
The O-, H- and N-values of the samples under investigation were measured in the as-is state (no exposure to air prior to measurement). The further processed samples were also analyzed directly (0 min) as well as after 10 min and 300 min exposure to air. Figure 8 displays a selection of the measured O- and H-values, each data point representing the average value of 3 measurements. As listed in Table 7, the study also included the behavior of ground cast and melt-spun material. Those materials already exhibited low O-values in the as-is state (0.089 wt% for melt-spun and 0.046 wt% for ground cast material) and even after 300 min in air, no significant rise in O-content was detected (0.095 and 0.057 wt%, respectively). Due to clarity reasons, they are not inserted in Fig. 8.

Oxygen and hydrogen values of magnet materials in various states measured after storage in air for different times. Each data point represents the average value of 3 measurements (error bars hardly visible, therefore not included)
The highest oxygen values for the as-is states are measured for the sintering powder, with 0.3 wt% followed by the scrap magnet with 0.13 wt%. Note that the as-is sintering powder still contains hydrogen (~ 0.08 wt%) since standard production procedure of sintering powder involves only partial H2 desorption after HD processing. A successive increase in O-content with air exposure time is observed especially for magnet materials containing hydrogen (hydrided sintering, hydrided scrap magnet as well as hydrided and disproportionated strip-cast powder). Due to the small particle size, the oxygen uptake is particularly dramatic for sintering powder, resulting after 300 min in 0.78 wt% O-content for hydrided, 0.52 wt% for non-further processed (partially hydrided), and 0.41 wt% for dehydrided sintering powder. Not so severe is the rise for the scrap magnet material after HD processing: here, the O-content nearly doubles after 300 min to 0.27 wt%. While the O-content of non–further processed strip-cast flakes remains constant over the whole time (ranging between 0.04 and 0.05 wt%), the O-levels of the hydrogenated and disproportionated strip-cast powders both rise up to 0.18 wt%, a value that is still low but nevertheless corresponds to an oxygen rise of 450%.
Except for hydrided sintering and disproportionated strip-cast powder, all nitrogen values are well lower than 0.038 wt% during all times (data not shown here). The hydrided sintering and disproportionated strip-cast powders both have a max. N-content of 0.053 wt% already after 0 min, remaining constant thereafter.
The results of the chemical stability study clearly show how a potential contamination with air during the processing chain might severely influence the performance of the recycled magnets, especially regarding recycled sintered magnets made from hydrided scrap magnets.
Magnetic Performance and Cost of Recycled Magnets Compared with Commercial Grades
The permanent magnet samples that contain recycled powders come close to commercial grades in terms of magnetic properties (Fig. 9). In the case of the sintered and hot-deformed magnets that contain various amounts of scrap magnet powders, remanence decreases while coercivity increases with rising Dy-content that comes with the addition of the scrap material. The values change in the same ratio as one would expect for commercial magnets made from primary materials. In absolute terms, however, both sample series score slightly lower than the values of commercial grades: this is due to the fact that magnet manufacturing of these materials in the laboratory has still optimization potential. In the case of the sintered magnets that were completely made of recycled powders doped with NdH2, remanence and coercivity decrease with increasing NdH2 content: the addition of 2% of NdH2 provides the best results; higher contents of NdH2—which gathers in the intergranular phases—would unnecessarily dilute the ferromagnetic properties.

Nd–Fe–B magnets that contain recycled materials compared to commercial grades. In each experimental series, the remanence decreases with the rising contents of scrap powders or NdH2, respectively
The use of Nd–Fe–B scrap from end-of-life products has the potential to significantly lower the overall production cost of the magnets. Today, raw materials costs for a kilogram of sintered Nd–Fe–B would account for about € 20 to € 30, depending on the contents of Dy, Tb, and Pr, which are significantly more expensive than Nd. Overall, this is a relatively low price regarding the fact that this is a key material for a great number of, particularly, emerging technologies. Despite the fact that they are produced under very energy and material consuming conditions, rare earth metals and Nd–Fe–B magnets are currently assumed to be sold below value. In the case of a typical Nd–Fe–B magnet containing one percent of Dy and assuming a typical price of a magnet made in Europe of € 60 per kg [37], raw materials would account for about 45% of the price. Remaining 55% would be processing costs and gains (Fig. 10). Taking a stable price of 60 €/kg the gains would increase when scrap magnet material is used instead of primary material, assuming an average scrap magnet cost of 4 €/kg. In the case of the addition of 10–30 wt% of recycled powders to virgin materials, today, magnet producers would only gain 2-6 €/kg. Financial gains would be somewhat bigger for the recycling of Nd–Fe–B scrap magnets with the addition of 2% of NdH2, particularly considering the fact that, in this case, no melting and casting of alloys would be necessary, which means that energy and production costs can be avoided. However, a key cost driver would be the identification and sorting of specific Nd–Fe–B scrap magnet alloys according to specific grades in order to have well-defined starting materials for the recycling process, that is, with respect to the chemical composition or at least to the magnetic properties. To what degree this process needs to be elaborated depends on the overall business model and the target market(s) that magnet recyclers would like to address.

Raw materials’ cost fractions of Nd–Fe–B magnets, which contain 0–100% of recycled materials, versus processing costs. The plot shows the raw materials’ costs of a typical Nd–Fe–B alloy that contains 1 wt% Dy, 30 wt% Nd, and 67 wt% FeB, and 2 wt% Co. Metal prices according to Argus Metals, 07/18/2017, increased by 25% considering assumed material losses during production, especially grinding and slicing. Assumed price of a magnet made ex-China: 60 €/kg. Scrap magnet costs in Germany: 4 €/kg—same increase by 25% for cutting and grinding losses. Estimates for processing costs by D. Kennedy, pers. Communication, cf. [37]. Costs for analyzing and sorting scrap magnets are not considered
As mentioned above, the primary production of Nd–Fe–B magnets is highly energy and material consuming in nature. Considering the whole production value chain of permanent magnets—from the mining of typical monazite-rich ore to the production of primary magnets—almost 90% of the total energy demand is related to the first-stage steps, that is, mining, beneficiation, rare earth oxide extraction, and separation [38]. At the same time, at least 50% of the REE contained in the ores are lost in the tailings (mainly during beneficiation process) [39]. Following the chain from alloy to magnet production, this second part demands only 10% of the total energy. Minor material losses occur during strip-casting, HD, milling, aligning, pressing, and sintering; but considerable amounts are lost by the grinding and slicing of the magnets. Mirroring this to the value chain of recycled magnets, similar energy demands as well as material efficiencies are expected. Thus, the key process steps to be assessed in order to demonstrate the improvement of the overall ecological footprint of recycled Nd–Fe–B in comparison to magnets made from primary materials are related to the retrieving of Nd–Fe–B from waste streams: the collection of end-of-life products, analysis and sorting, separation and dismantling of target components (manual, automatic), and pretreatments (demagnetization, cleaning, grinding) (Fig. 11). The key challenge is to identify valuable end-of-life streams and improve the separate collection of the target scrap magnet containing components. In addition, efficient ways to dismantle the end-of-life products are needed since manual dismantling is highly time consuming and shredding may lead to > 90% of material losses. Finally, a key challenge is to identify specific waste streams (composition, quality) that will be suited best for the dedicated recycling technologies in order to guarantee constant quality standards for the resulting products. In the case of WEEE, a systematic study of the representative waste collection groups is needed.

Alloy recycling of Nd–Fe–B—a solution for the circular economy
Conclusion
The magnetic properties of recycled magnets made of regained scrap magnet powders come close to those made of primary materials. In the cases of the sintered magnets and hot-deformed magnets that contain various amounts of scrap powders, remanence and coercivity systematically score slightly lower than those of magnets made from virgin materials. We argue that this is mostly due to the nonoptimized temperature scheme and overall lab-based production process. It seems that this is less an issue of material qualities. In the case of the sintered magnets that were fully recycled and doped with 2 wt% NdH2, all magnetic properties decrease by only a few percent. This approach seems to be the most promising one, since raw materials costs are completely reduced to the acquisition of scrap magnets and NdH2, and in terms of processing, no casting is required. Financial gains appear to be the highest here. In terms of environmental footprint, all recycled magnets would excel magnets made from primary raw materials. Thus, it all depends on creating a business case that makes use of recycled Nd–Fe–B magnets that will, potentially, be cheaper, less resource critical, and more environmentally friendly. Magnetic properties of recycled magnets might be somewhat below those of magnets made of virgin materials, but they would still outbalance those of all other magnet alloys by several orders of magnitude. One key challenge remains: the tailored production of recycled magnets with specific properties as defined by designers and system engineers. A starting material with diverse chemical compositions and physical properties, as it is the case with scrap magnets, will make it difficult to reproduce magnets with specific properties. This can only be solved by improved identification and sorting technologies or by choosing a less-demanding niche market where magnets with more tolerance concerning magnetic properties can be used (e.g., magnetic clamps).
References
Kopacek B (2017) Mobile hydrometallurgy to recover rare and precious metals from weee. In: ERES 2017—book of abstracts, Santorini
Deloitte, BGS, BRGM, TNO (2017) Directorate-general for internal market, industry, entrepreneurship and SMEs (European Commission). Study on the review of the list of Critical Raw Materials—final report
European Commission (2014) On the review of the list of critical raw materials for the EU and the implementation of the Raw Materials Initiative. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions
European Commission (2010) Critical raw materials for the EU. Report of the Ad hoc Working Group on defining critical raw materials
Gutfleisch O, Willard MA, Brück E, Chen CH, Sankar SG, Liu JP (2011) Magnetic materials and devices for the 21st century: stronger, lighter, and more energy efficient. Adv Mater 23:821–842
US Magnet Materials Association (2010) The US magnet materials story: past-present-future. http://www.usmagneticmaterials.com/documents/usmma-presentation-general-5-08.ppt. Accessed 06 May 2015
Alonso E, Sherman AM, Wallington TJ, Everson MP, Field FR, Roth R, Kirchhain RE (2012) Evaluating rare earth element availability: a case with revolutionary demand from clean technologies. Environ Sci Technol 46:3406–3414
Shaw S, Constantinides S (2012) Permanent magnets: the demand for rare earths. In: 8th international rare earths conference, Innovation Metals Corp, Hong Kong, 13–15 Nov 2012
Sagawa M, Fujimura S, Togawa N, Yamamoto H, Matsuura Y (1984) New material for permanent magnets on a base of Nd and Fe (invited). J Appl Phys 55:2083–2087
Brown DN, Wu Z, He F, Miller DJ, Herchenroeder JW (2014) Dysprosium-free melt-spun permanent magnets. J Phys 26:064202
Poenaru I, Lixandru A, Güth K, Gauß R, Gutfleisch O (2017) Light rare-earths substitution in rapidly solidified Nd2Fe14B-based alloys for resource-efficient permanent magnets fabrication. In: ERES2017: 2nd European rare earth resources conference, Santorini
Pathak AK, Khan M, Gschneidner KA Jr, McCallum RW, Zhou L, Sun K, Dennis KW, Zhou C, Pinkerton FE, Kramer MJ, Pecharsky VK (2015) Cerium: an unlikely replacement of dysprosium in high performance Nd-Fe-B permanent magnets. Adv Mater 27(16):2663–2667
Binnemans K, Jones PT, Van Acker K, Blanpain B, Mishra B, Apelian D (2013) Rare earth economics: the balance problem. JOM 65(7):846–848
Topf A (2017) http://www.mining.com/. Accessed 16 June 2017. http://www.mining.com/mountain-pass-sells-20-5-million/. Accessed 19 July 2017
Krebs D (2017) Sustainable production of rare earths in greenland. In: ERES 2017—book of abstracts, Santorini
Pellegrini M, Godlewska L, Millet P, Gislev M, Grasser L (2017) EU potential in the field of rare earth elements and policy actions. In: ERES 2017—book of abstracts, Santorini
Kooroshy J, Tiess G, Tukker A, Walton A (eds) (2015) ERECON, strengthening the European rare earth supply chain: challenges and policy options. http://www.mawi.tu-darmstadt.de/media/fm/homepage/news_seite/ERECON_Report_v05.pdf. Accessed 28 May 2015
Binnemans K, Jones PT (2015) Rare earths and the balance problem. J Sustain Metall 1(1):29–38
Gauß R, Gutfleisch O (2016) Magnetische Materialien—Schlüsselkomponenten für neue Energietechnologien. In: Rohstoffwirtschaft und gesellschaftliche Entwicklung. Die nächsten 50 Jahre. Springer, Berlin, pp 99–118
Yang Y, Walton A, Sheridan R, Güth K, Gauß R, Gutfleisch O, Buchert M, Steenari B-M, Van Gerven T, Jones PT, Binnemans K (2017) REE recovery from end-of-life NdFeB permanent magnet scrap: a critical review. J Sustain Metall 3:122–149
Binnemans K, Jones PT, Blanpain B, Van Gerven T, Yang Y, Walton A, Buchert M (2013) Recycling of rare earths: a critical review. J Clean Prod 51:1–22
Yoon H-S, Kim C-J, Chung K-W, Kim S-D (2016) Solvent extraction, separation and recovery of dysprosium (Dy) and neodymium (Nd) from aqueous solutions: waste recycling strategies for permanent magnet processing. Hydrometallurgy 165:27–43
Bast U, Blank R, Buchert M, Elwert T, Finsterwalder F, Hörnig G, Klier T, Langkau S, Marscheider-Weidemann F, Müller J-O, Thürigen C, Treffer F, Walter T (2014) Recycling von Komponenten und strategischen Metallen aus elektrischen Fahrantrieben. http://www.ifa.tu-clausthal.de/fileadmin/Aufbereitung/Dokumente_News_ETC/MORE_Abschlussbericht.pdf
Walton A, Williams A (2011) Rare earth recovery. Mater World 19:24–26
Walton A, Yi H, Rowson NA, Speight JD, Mann VSJ, Sheridan RS, Bradshaw A, Harris IR, Williams AJ (2015) The use of hydrogen to separate and recycle neodymium-iron-boron-type magnets from electronic waste. J Clean Prod 104:236–241
Herbst JF (1991) Neodymium-iron-boron permanent magnets. J Magn Magn Mater 100:57–78
Gutfleisch O (2000) Controlling the properties of high energy density permanent magnetic materials by different processing routes. J Phys D 33:R157–R172
Gauß R, Diehl O, Brouwer E, Buckow A, Güth K, Gutfleisch O (2015) Verfahren zum Recycling von seltenerdhaltigen Permanentmagneten. Chem Ing Tec 87(11):1477–1485
Zakotnik M, Devlin E, Harris IR, Williams AJ (2006) Hydrogen decrepitation and recycling of NdFeB-type sintered magnets. J Iron Steel Res Int 13(1):289–295
Zakotnik M, Harris I, Williams A (2009) Multiple recycling of NdFeB-type sintered magnets. J Alloys Compd 469:314–321
Liu W, Li C, Zakotnik M, Yue M, Zhang D, Huang X (2015) Recycling of waste Nd-Fe-B sintered magnets by doping with dysproisum hydride nanoparticles. J Rare Earths 33(8):846–849
Hirota K, Nakamura H, Minowa T, Honshima M (2006) Coercivity enhancement by the grain boundary diffusion process to Nd-Fe-B sintered magnets. IEEE Trans Magn 42(10):2909–2911
Zakotnik M, Tudor C (2015) Commercial-scale recycling of NdFeB-type magnets with grain boundary modification yields products with ‘designer properties’ that exceed those of starting materials. Waste Manag 44:48–54
Kirchner A, Hinz D, Panchnathan V, Gutfleisch O, Müller KH, Schultz L (2000) Improved hot workability and magnetic properties in NdFeCoGaB hot deformed magnets. IEEE Trans Magn 36(5):3288–3290
Brown DN, Smith B, Ma BM, Campbell P (2004) The dependence of magnetic properties and hot workability of rare earth-iron-boride magnets upon composition. IEEE Trans Magn 40(4):2895–2897
Coey J (ed) (1996) Rare-earth iron permanent magnets. Oxford
QYR NdFeB Research Center (2016) Global NdFeB market 2016: industry, analysis, research, share, growth, sales, trends, supply, forecast to 2021
Zakotnik M, Tudor C, Peiró L, Afiuny P, Skomski R, Hatch G (2016) Analysis of energy usage in Nd–Fe–B magnet to magnet. Environ Technol Innov 5:117–126
Sprecher B, Xiao Y, Walton A, Speight J, Harris R, Kleijn R, Kramer G, Visser G (2014) Life cycle inventory of the production of rare earths and the subsequent production of NdFeB rare earth permanent magnets. Environ Sci Technol 48(7):3951–3958
Acknowledgements
The authors would like to thank the Federal Country Hessen for financial support in setting up the Fraunhofer Project Group IWKS. In addition, the authors are thankful to the German Ministry of Education and Research for financial support for project RECVAL-HPM (Innovative Reuse and Recycling Value Chain for High Power Magnets). The authors are grateful to the Fraunhofer Gesellschaft which supports this research by a major project: Lighthouse Project Criticality of Rare Earths. The authors thank David Kennedy for his support and discussion on the cost estimation.The authors also thank Siam Rummel and Konrad Opelt for their experimental assistance and discussion.
Funding
Funding was provided by Hessisches Ministerium für Wissenschaft und Kunst, Bundesministerium für Bildung und Forschung and Fraunhofer-Gesellschaft.
Author information
Authors and Affiliations
Corresponding author
Additional information
The contributing editor for this article was Bernd Friedrich.
Rights and permissions
About this article

Cite this article
Diehl, O., Schönfeldt, M., Brouwer, E. et al. Towards an Alloy Recycling of Nd–Fe–B Permanent Magnets in a Circular Economy. J. Sustain. Metall. 4, 163–175 (2018). https://doi.org/10.1007/s40831-018-0171-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-018-0171-7