
Abstract
In this study, a bias-enhanced hot filament CVD system with methane and hydrogen as reactant gasses was used to deposit microcrystalline diamond (MCD) and nanocrystalline diamond (NCD) films on Co-cemented tungsten carbide substrates. They were then characterized using FE-SEM, Optical microscopy, XRD, and Raman Spectroscopy. Nanocrystalline diamond coating displays wide carbon peaks near 1350 cm−1 and 1580 cm−1 in Raman Spectroscopy, which correspond to D band and G band of carbon, and a sharp band increase near 1140 cm−1 because of the presence of trans-polyacetylene, confirming the sample as a nanocrystalline diamond. Similarly, the microcrystalline diamond phase was observed at 1350 cm−1 as broadened carbon peaks. The average grain size of the homogenous diamond film was roughly less than 90 nm, several tens of nanometres. The average indentation depths were 45 nm and 63 nm of MCD and NCD coatings and their average hardness values were found 80GPa and 50GPa, respectively. The morphology of the samples was observed using AFM, the average root mean square roughness of the MCD sample in the scanned area was found to be 354.11 nm and of the NCD sample was found to be 142.71 nm this indicates that the nanocrystalline diamond-coated WC was much smoother and had a smaller grain size than microcrystalline diamond coated ones. The values of the coefficient of friction vary from 0.38 to 0.42 for MCD coated sample. In contrast, for the NCD samples, the variations in the coefficient of friction were 0.30–0.36. A low coefficient of friction was observed in NCD as compared to MCD due to the presence of the graphite carbon phase.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Most Tools in the present day are made of ceramic materials, due to their high hardness, strength, and melting point. Diamond is the hardest material known to man and is the most suitable material for making high strength tools [1]. However, this application is constrained by the high cost of diamonds. As a result, most tools are made of cheaper ceramic materials such as WC, SiC, TiC, TiN, etc. and with alloys such as Gun-metal, bronze, high carbon steels, etc. However, these materials can be coated with diamonds to offer better hardness and tool life more cheaply [2].
Cobalt cemented carbide inserts of tungsten (WC–Co) are presently mostly used as the substrate materials of cutting tools, drawing dies, and many other wear-resistant components [3]. These conventional parts wear rapidly and their working life is short, which restricts their ability to perform high-efficiency machining and result in losses being incurred by the user. An effective method that could solve this shortcoming is depositing thin films of diamond on Co-cemented carbide substrates [4]. Due to the increased strength, hardness, and tool-life, cemented carbide tools coated with diamond are ideal tools for efficient and precise working of hard and brittle materials such as some non-ferrous metals, and hard non-metals such as ceramics, various forms of carbon, etc. [5]. Studies show that the tool life of cutting tools coated with diamond increases remarkably as compared with the tool life of bare, uncoated tools [6, 7]. Unlike other types of diamond-coated tools, the tools coated with diamond thin-film have vast potential in various applications because of their low cost and high efficiency [8].
Diamond is a crystalline form of carbon, and crystalline diamond films are crystalline carbon films formed by the arrangement of diamond or amorphous diamond‐like carbon films. Microcrystalline diamond films are films with thickness in the scale of a few micrometers and nanocrystalline diamond films are ones with thickness in the scale of a few nanometres. These films have a very low thickness, resulting in very low roughness and friction, and high abrasion due to their hardness [9]. This low roughness results in less requirement of polishing of tool and thus assists in saving time and cost while the tool is in use.
The adhesion between microcrystalline and nanocrystalline diamond films and substrates of cemented carbides is particularly interesting, as the higher adhesion, the stronger the coating and bonds between them [10]. This adhesion and strength of coating can be determined by studying the topology using Atomic Force Microscopy (AFM). The thickness of the coating over the surface and the bond strength of adhesion can be accurately obtained and visualized on studying the topology and morphology of the coated sample. This adhesion determines the strength of the tool, its hardness, and its tool-life. A strong coating is obtained by depositing the diamond coating over the cemented carbide tool by the use of the Chemical Vapour Deposition Technique (CVD), where a diamond or amorphous carbon material is vaporized by heat from chemical reactions to obtain a thin layer of crystalline diamond over the required substrate [11]. However, artificial diamond films which are deposited by normal CVD display high surface roughness, which reduces the machining precision drastically and make them inappropriate for many applications. Thus, for the manufacturing of smooth micro- and nanocrystalline diamond coatings, advanced techniques such as bias-enhanced hot filament CVD or polishing the tool sample after manufacture with conventional CVD techniques are employed [12, 13].
From the literature review, it has been observed that there are several substrate materials to improve the working life of the tool. However, only a small amount of research used microcrystalline diamond (MCD) and nanocrystalline diamond (NCD) films and substrates. There is also no research on the use of nanocrystalline and microcrystalline diamond coated WC–Co substrates. Therefore, in this study, nanocrystalline and microcrystalline diamond coated WC–Co substrates have been manufactured using a bias-enhanced hot filament CVD system. They have been characterized using optical microscopy, SEM, XRD, and Raman Spectroscopy to determine the crystal structure and authenticity of the coating to determine if the required coating is obtained. The coated samples have also been characterized with AFM in order to determine the extent and strength of the coating and to obtain the topology of the sample after coating with micro-particles and nanoparticles of the diamond. The adhesion between the layers and their hydrophobicity has also been studied by the use of a Drop Shape Analyser (DSA) with water as the contact liquid to study the adherence of the diamond coating on the substrate.
2 Experimental Details
2.1 Material Used
The Microcrystalline and Nanocrystalline Diamonds were coated on the Co-Cemented WC substrates by a bias-enhanced hot filament CVD system. First, the WC–Co samples are thoroughly polished using emery paper and a diamond-coated polishing tool. This is done to avoid the sensitization reaction between carbon and cobalt that induces corrosion and brittleness. They are then injected into the CVD with a CH4–H2 atmosphere, and the CVD is activated to form the coatings. The gas mixture is applied with a composition of 2% CH4 and 98% H2 to form MCD coatings and at the composition of 5% CH4 and 95% H2 to form NCD coatings. The coated samples are taken out from the CVD and characterized for various properties.
2.2 Characterization
The samples of MCD and NCD coated WC–Co substrates were taken separately and their morphology was analyzed using FE-SEM (Quanta 400) at 5000 × magnification. Microstructures of these samples were examined with an optical microscope (Nikon Microscopes) at 100 × magnification. They were then detected by XRD (Bruker X8) to confirm the composition of the coating and to verify if the coating is of the material needed. They were also studied under Raman Spectroscopy (Bruker RFS 27) to differentiate between the MCD and the NCD coated samples and to understand the variations between them due to the particle size of the coating layer. Nanoindentation tests were carried out for the hardness measurement. Berkovich tip has been used with an angle of 130.5°. Load displacement data was used for the calculation of hardness values for the samples. The trapezoidal load of 10 mN was used as a load cycle.
The samples were also studied with a Drop Shape Analyser (KRUSS DSA4) with water as the contact liquid to determine the adherence of the two coatings on their substrates and their hydrophobicity. A ball on a disc tribometer (DUCOM, Bangalore) was used to find the frictional characteristics. For the test, a ceramic Al2O3 ball was used with applied loads of 1, 5 & 10 N. Tests were performed for 15 min with a constant sliding velocity of 8 cm/s. Samples were polished before the tribo test. The topology of the samples was then characterized separately by AFM (NanoSurf NAIO) under contact mode with a Silicon Carbide tip to obtain the surface roughness of the samples to determine the relationship between the particle size of the coating layer and its surface roughness.
3 Results and Discussion
3.1 Microstructural Analysis
The microstructures of the MCD and NCD coated WC–Co Substrates were obtained from optical microscopy. The images of the microscopies were taken at a magnification of 100 × and are given in Fig. 1a, b. Through images of these samples from optical microscopes, the grains in NCD coated samples are found to be more distinct and the phases in it are more uniformly distributed compared to the MCD coated sample which shows non-uniformity of distribution of the phases.

The microstructure of a MCD coated WC–Co substrate and b NCD coated WC–Co substrate
3.2 FE-SEM Analysis
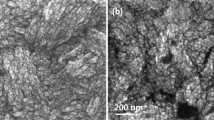
The FE-SEM analysis of the Diamond coated microcrystalline and nanocrystalline layer deposited Tungsten Carbide Cobalt substrate (WC–Co) were performed to study and observe the surface morphologies and the nature of the grains grown or deposited on the surface during CVD. The average thickness of the MCD and NCD coating was about 5.2 and 5.3 µm respectively. The FE-SEM image of the Diamond coated microcrystalline and nanocrystalline layer deposited Tungsten Carbide Cobalt substrate (WC–Co) are shown in Fig. 2a, b respectively at magnification 5000×. The goal of this study is to understand the existence and properties of the Diamond film deposited on the surface of the WC–Co.

FE-SEM image of a MCD coated WC–Co substrate and b NCD coated WC–Co substrate
In Fig. 3a, in the microcrystalline diamond film deposited on the substrate, the first stage nucleation and growth is very rapid & dominant. The growth rate of the grains is relatively high as compared to the nanocrystalline deposited film. Due to the high growth of the grains, the grain size is large and the micro-cone like morphology was obtained in the MCD coating. Figure 2a shows the continuous diamond film comprises of well-faceted grains, with an average grain size of 1.2–1.9 µm. The grain size was measured from the Image J software. Due to the microcrystalline nature, the coefficient of friction is relatively high and there is high tool wear as compared to NCD coating [14].

XRD Results of MCD coated WC–Co substrate and NCD coated WC–Co substrate
In the monocrystalline deposition of diamonds on the Tungsten Carbide Cobalt substrate (WC–Co) as shown in Fig. 2b, much finer grains are formed as compared to the microcrystalline coatings because of the high rate of nucleation. In NCD, the rate of nucleation is much higher compared to that of growth which leads to the formation of much finer grains which are cauliflower-structured. This occurs because the second stage of the nucleation is high and growth is low in NCD coatings as compared to MCD coatings [15]. The average grain size of the homogenous diamond film was roughly less than 90 nm, several tens of nanometres in NCD and < 100 nm in MCD. Even the broadening of the band is an indication of the grain size in the diamond film to be in nanometre units as shown in Fig. 3b. It is marked by the researchers that peak broadening and intensity variation changes due to small grain size. The deposition of finer grains on the surface results in a low coefficient of the friction and the resulting reduced tool wear results in the higher tool life [16, 17].
3.3 XRD Analysis
The X-ray Diffraction patterns of MCD and NCD coated Co-Cemented WC Substrates under Cu Target (0.154 nm) are shown in Fig. 3. The XRD patterns of both the MCD and NCD coated samples match with the standard patterns displayed by WC and diamond samples, suggesting that the coatings and substrate are of the desired materials [18]. The substrate (WC) patterns have much higher intensity in the MCD sample as compared to the NCD sample indicating that the coating thickness of the MCD coated sample is higher than that of the NCD coated sample, which may be attributed to the smaller particle and layer sizes of the NCD sample.
Full width half maximum of the XRD patterns is one of the best and accurate factors to calculate the grain size. Sharp peaks having small FWHM exhibit high crystal quality. XRD pattern shows the presence of diamond, sharp and clear peaks are observed at (111) and (220) crystal planes corresponding to the diffraction angles of 44 degrees and at 75.25° respectively.
The mean or average size of ordered (crystalline) domains is calculated using well known Scherrer’s equation. Table 1. Shows the calculation of the grain size. The Scherrer equation is as follows:
In the above Equation β is the FWHM, K is a constant having value 0.9, K = 0.9. λ is the wavelength of radiation used during the XRD of the sample which is equal to 1.5418 Å. λ = 1.5418 Å = 0.15418 nm. And D is the particle size in Nanometer.
First of all θ value in radians was calculated from the 2θ, to find out the Cos θ. The value of FWHM was then calculated by broadening the peak which was in degrees. The value of is β (in deg.) was changed in radians by using the formula
Calculation of grain size for NCD and MCD coating have been mentioned in Tables 1 and 2 respectively.
Strong peaks of cubic diamond coating were observed corresponding to (111) and (220) crystal planes for both MCD and NCD coatings. It was observed from the XRD, that the peaks of micro crystalline diamond coating are slightly higher than the Nano crystalline diamond coating which confirms that the grain sizes of both coatings are different. The observed peaks confirms the crystallinity of both coatings [16].
The diamond coatings of both MCD and NCD were observed at same diffraction angles i.e. at 44° and 75.25°. The average particle size measured with Scherrer’s equation & was found 85.55 nm & 99.39 nm for NCD & MCD coating respectively. The calculated values are very close to the values obtained from image J software. The FWHM of crystal planes of diamond films is found to be broadened as the crystallite size decreased from microcrystalline to nanocrystalline. The peak broadening can be attributed to various reasons like finite crystallite size, lattice strain, grain boundaries, defects, etc.
3.4 Hardness Measurement
Hardness tests of MCD and NCD coatings were carried out using the Nanoindentation method (Berkovich Nano indenter). The average thickness of the MCD and NCD coating was about 5.2 and 5.3 µm respectively. The average indentation depths were found 45 nm and 63 nm of MCD and NCD coatings and their average hardness values were about 70 ± 5GPa and 50 ± 5GPa, respectively. Small Peeling area & cracks have been observed in MCD coated sample near the indentation due to a brittle fracture. Whereas no cracks have been found around the indentation imprint in the case of NCD coated sample, indicating that the better adhesion of coating takes place. Images of Nanoindentation for NCD and MCD are shown in Fig. 4.

Images of Nano Indentation made on the sample a NCD, b MCD
Three indentation tests were carried out for each coating. The load–displacement curves for both the coating are shown in Fig. 5.
where P = Maximum Load, A = Area of contact, hc = contact depth.

Load displacement curves for the 3 indentations made on a MCD and b NCD samples
The different values of hardness has been reported by many researchers. According to Tse et al. [19] Nano crystalline diamond film should have high hardness value than the microcrystalline diamond and single crystal diamond coating. Whereas in contrast, Hess [20] reported lower hardness value of NCD film as compared to MCD coating due to the presence of atomic defects, structural defects and grain boundaries. Therefore in most of the cases hardness does not have any linear relationship with grain size and it depends on many factors like film thickness, process parameters and different load conditions.
3.5 Raman Spectroscopy Analysis
The Raman Spectroscopy study of material is performed to obtain its vibrational spectrum, rotational spectrum, and other low-frequency spectra of its molecules. It provides a unique spectrum for each material that acts as its fingerprint. In this study, the Raman spectra of cemented WC–Co substrates coated with MCD and NCD are given in Figs. 6a and 7b respectively. The Raman Spectra of Microcrystalline Diamond Coated substrate, given in Fig. 6a, displayed peaks at 1346 cm−1 and 1510 cm−1. The 1346 cm−1 corresponds to the D-band in carbon, which is caused by the disordered structure of sp2 hybridized carbon layers. The 1516 cm−1 band is corresponding to the change in G-band of carbon as it moves from a graphitic structure to an amorphous structure and arises because the MCD layers were deposited by the CVD technique used on amorphous carbon which resembled diamond [21]. These peaks show the presence of diamond coating in the size range as required.

Raman Spectra of a MCD coated WC–Co substrate and b NCD coated WC–Co substrate


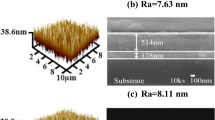
The topology of a MCD coated WC–Co substrate and b NCD coated WC–Co substrate as obtained in an AFM
The Raman Spectra of Nanocrystalline Diamond Coated substrate, given in Fig. 6b, displayed peaks at 1157 cm−1, 1360 cm−1, 1486 cm−1, and 1562 cm−1. The 1360 cm−1 and 1562 cm−1 peaks correspond to the D and G bands displayed by graphitic materials. The 1157 cm−1 peak corresponds to trans-polyacetylene, which can be taken as an indicator of the presence of NCD particles in the surface of the substrate, thus confirming the coating is NCD. The peak at 1486 cm−1 is due to the of sp2- bonded carbon being present on grain boundaries of the NCD grains [22]. As the peaks at 1157 cm−1 and 1486 cm−1 are unique to NCD, they are not present in the Raman Spectra of MCD [23].
3.6 AFM Analysis
Atomic Force Microscopy (AFM) is used to analyze the topology of a material and to define its physical surface features and roughness of its surface. The AFM investigation shows that the NCD film comprises very small diamond particles with a 40 to 90 nm grain size range. The study of MCD and NCD coated cemented WC–Co substrates with AFM indicated that the NCD coated sample had more distinct features and smaller grain sizes in a 50 square micrometer region in the coatings. The NCD sample also showed less mean variation along with its characteristics in height compared to MCD. The morphology of the diamond grains is clearly visible and well defined in the case of NCD. The grains are closely packed and very few volume defects have been observed. The average root mean square roughness of the MCD sample in the scanned area was found to be 354.11 ± 5.7 nm and the NCD sample was found to be 142.71 ± 7.21 nm. This indicates that the NCD sample has much lower sample roughness and the coating is much smoother than the MCD coated sample. The individual grains are evenly distributed and appear uniform throughout the surface as shown in Fig. 7. Thus, the NCD sample which has a smaller grain size and more smoothness compared to the MCD sample, will increase more strength of the coated sample and will give better tool life when used to coat tools [24].
3.7 Frictional Characteristics
Wear tests have been carried out with the help of a micro tribometer using a ball-on-disc setup. Tests have been carried out at 1 N, 5 N, and 10 N load with a constant sliding velocity of 8 cm/s. Al2O3 ball has been used as a sliding body for the test. The values of the coefficient of friction vary from 0.38 to 0.42 for MCD coated sample. In contrast, for the NCD samples, the variations in the coefficient of friction were 0.30–0.36. A low coefficient of friction was observed in NCD as compared to MCD due to the presence of the graphite carbon phase. Small grain size in NCD is also responsible for the lower coefficient of friction. A higher value of the coefficient of friction in MCD was due to high surface roughness as observed by AFM. The average value of the coefficient of friction was found less in the case of NCD as compared to MCD. The comparison of the coefficient of friction of coated samples and tungsten carbide is shown in Fig. 8.

Frictional characteristics comparison of the MCD, NCD, and uncoated samples for the same input loading
3.8 Drop Shape Analyzer Analysis
Drop Shape Analyser (DSA) is an instrument used for studying the hydrophobicity of a coating and its surface tension. It has a drop of water deposited on the sample surface through the tip of a needle. An image of the drop is obtained by passing light through the surface into a screen. The contour is analyzed for the contact angle, which helps determine the surface tension of the sample and its wettability via Young’s equation [25]. This contact angle can also help to assess the adhesion of the water on the coating surface by the Young-Dupre equation [26]. Higher the contact angle obtained, the higher is its hydrophobicity, and the lesser is its wetting. A higher contact angle also indicates that the sample has lower adhesion to water.
In this study, the analysis of MCD and NCD coated WC–Co substrate by DSA showed that the MCD sample had an average contact angle of 33.55 degrees and the NCD sample showed 53.2 degrees, as shown from Fig. 9a, b respectively. The pressure changes with time because the changes in friction occur with respect to time. The coefficient of friction changes according to the pressure. When the load applied, the pressure on the surface occurs that provides changes in the coefficient of friction. The change in pressure induces stress on the surface that results in change in friction. The coefficient depends on frictional force and the applied load so, the changes occurs with respect to pressure.

Drop Shape Analysis report of a MCD coated WC–Co substrate and b NCD coated WC–Co substrate
This indicates that the NCD sample has a lower wetting and lower adhesion to water than the MCD sample, indicating that the coating is water-proof and a substrate coated with NCD is easier to clean and use in liquid surfaces.
4 Conclusions
The Microcrystalline and Nanocrystalline diamonds have been coated on Co-cemented WC substrates with efficient use of CVD-enhanced hot filament. The coatings of the desired composition have been proved by characterization with XRD and Raman Spectroscopy, showing the characteristic peaks of MCD and NCD. Using SEM, Optical Microscope, and AFM analysis, we can infer that the NCD sample has a smaller grain size and a lower average surface roughness profile than the MCD sample, which increases its strength and improves the tool life of the surface coated with it. The average hardness values were found 70 ± 5GPa and 50 ± 5GPa, for MCD and NCD respectively. Analysis with Drop Shape Analyzer lets us infer that the NCD sample is more hydrophobic and can be used in more complex environments. Thus, with the results obtained from these characterizations, we can conclude that the NCD films display better strength and lower surface roughness, and therefore, can be used for complex tools that require good strength and tool life and need to be used in difficult environments. Coated samples show better frictional properties as compared to the base materials. A low coefficient of friction was observed in NCD as compared to MCD due to the presence of the graphite carbon phase. NCD films can improve the tool life of a ceramic or metal tool massively and can help in reducing the losses associated with degradation or damage to tools in the industry.
References
Gopal V, Chandran M, Rao MR, Mischler S, Cao S, Manivasagam G (2017) Tribocorrosion and electrochemical behaviour of nanocrystalline diamond coated Ti based alloys for orthopaedic application. Tribol Int 106:88–100
Henerichs M, Voss R, Harsch D, Kuster F, Wegener K (2014) Tool life time extension with nano-crystalline diamond coatings for drilling carbon-fibre reinforced plastics (CFRP). Procedia CIRP 24:125–129
Dumpala R, Chandran M, Rao MR (2015) Engineered CVD diamond coatings for machining and tribological applications. Jom 67(7):1565–1577
Almeida FA, Soares E, Fernandes AJS, Sacramento J, Silva RF, Oliveira FJ (2011) Diamond film adhesion onto sub-micrometric WC–Co substrates. Vacuum 85(12):1135–1139
Qin F, Hu J, Chou YK, Thompson RG (2009) Delamination wear of nano-diamond coated cutting tools in composite machining. Wear 267(5–8):991–995
Polini R, Barletta M, Cristofanilli G (2010) Wear resistance of nano-and micro-crystalline diamond coatings onto WC–Co with Cr/CrN interlayers. Thin Solid Films 519(5):1629–1635
Wu T, Cheng K (2012) An investigation on the cutting performance of nano-crystalline diamond coatings on a micro-end mill. Proc Inst Mech Eng Part B J Eng Manuf 226(8):1421–1424
Chandran M, Kumaran CR, Dumpala R, Shanmugam P, Natarajan R, Bhattacharya SS, Rao MR (2014) Nanocrystalline diamond coatings on the interior of WC–Co dies for drawing carbon steel tubes: Enhancement of tube properties. Diam Relat Mater 50:33–37
Dumpala R, Chandran M, Kumar N, Dash S, Ramamoorthy B, Rao MR (2013) Growth and characterization of integrated nano-and microcrystalline dual layer composite diamond coatings on WC–Co substrates. Int J Refract Metals Hard Mater 37:127–133
Ma YP, Sun FH, Xue HG, Zhang ZM, Chen M (2007) Deposition and characterization of nanocrystalline diamond films on Co-cemented tungsten carbide inserts. Diam Relat Mater 16(3):481–485
Salgueiredo E, Almeida FA, Amaral M, Fernandes AJS, Costa FM, Silva RF, Oliveira FJ (2009) CVD micro/nanocrystalline diamond (MCD/NCD) bilayer coated odontological drill bits. Diam Relat Mater 18(2–3):264–270
Pengqing Y, Wenzhuang L, Bin Y, Hanfei P, Sen L, Wei F (2016) Multilayer nano/micro crystalline diamond coating on boronizing cemented carbide. Integr Ferroelectr 171(1):186–192
Wei QP, Yu ZM, Ashfold MN, Ye J, Ma L (2010) Synthesis of micro-or nano-crystalline diamond films on WC-Co substrates with various pretreatments by hot filament chemical vapor deposition. Appl Surf Sci 256(13):4357–4364
Dumpala R, Chandran M, Madhavan S, Ramamoorthy B, Rao MR (2015) High wear performance of the dual-layer graded composite diamond coated cutting tools. Int J Refract Metal Hard Mater 48:24–30
Hu J, Chou YK, Thompson RG, Burgess J, Street S (2007) Characterizations of nano-crystalline diamond coating cutting tools. Surf Coat Technol 202(4–7):1113–1117
Dumpala R, Kumar N, Kumaran CR, Dash S, Ramamoorthy B, Rao MR (2014) Adhesion characteristics of nano-and micro-crystalline diamond coatings: Raman stress mapping of the scratch tracks. Diam Relat Mater 44:71–77
Shen B, Sun F (2009) Deposition and friction properties of ultra-smooth composite diamond films on Co-cemented tungsten carbide substrates. Diam Relat Mater 18(2–3):238–243
Chandran M, Kumaran CR, Gowthama S, Shanmugam P, Natarajan R, Bhattacharya SS, Rao MR (2013) Chemical vapor deposition of diamond coatings on tungsten carbide (WC–Co) riveting inserts. Int J Refract Metal Hard Mater 37:117–120
John ST, Klug DD, Gao F (2006) Hardness of nanocrystalline diamonds. Phys Rev B 73(14):140102
Hess P (2012) The mechanical properties of various chemical vapor deposition diamond structures compared to the ideal single crystal. J Appl Phys 111(5):3
Ferrari AC, Robertson J (2004) Raman spectroscopy of amorphous, nanostructured, diamond–like carbon, and nanodiamond. Philos Trans Royal Soc London. Series A Math Phys Eng Sci 362(1824):2477–2512
Naumenko A, Kornienko M (2001) The peculiarities of Raman spectra of carbon materials. AIP Conference Proceedings. American Institute of Physics, College Park, pp 493–495
Lei X, Shen B, Chen S, Wang L, Sun F (2014) Tribological behavior between micro-and nano-crystalline diamond films under dry sliding and water lubrication. Tribol Int 69:118–127
Radhika R, Kumar N, Sankaran KJ, Dumpala R, Dash S, Rao MR, Lin IN (2013) Extremely high wear resistance and ultra-low friction behaviour of oxygen-plasma-treated nanocrystalline diamond films. J Phys D Appl Phys 46(42):425304
Young T (1805) III. An essay on the cohesion of fluids. Philos Trans Royal Soc London 95:65–87
Schrader ME (1995) Young-dupre revisited. Langmuir 11(9):3585–3589
Acknowledgements
We are grateful to the Material Science Research Centre (MSRC) of the Indian Institute of Technology Madras, Chennai, India, for allowing us to use their resources to conduct our experiment. We are also very grateful to Professor M S Ramachandra Rao, Indian Institute of Technology Madras, for his kind guidance and help without which this paper would not have been possible.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Singla, A., Singh, N.K., Singh, Y. et al. Micro and Nano-Crystalline Diamond Coatings of Co-cemented Tungsten Carbide Tools with Their Characterization. J Bio Tribo Corros 7, 35 (2021). https://doi.org/10.1007/s40735-020-00470-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-020-00470-8