
Abstract
Nanometal matrix composites, fabricated through electric stir casting technique, provide significant benefits compared to some other methods. Different weight percentages of nano-SiC powder (1.0, 2.0, 3.0 and 4.0)-reinforced aluminium 7075 using stir casting method. The performance and characterization were determined through scanning electron microscope (SEM) and EDAX. The mechanical characteristics like tensile, microhardness and wear behaviour were examined. The experimental wear tests were carried out via pin-on-disc apparatus in changing the applied load to analyse the tribological behaviour of the AA7075/nano-SiC composite. The wear properties were verified through high magnification SEM. In the present research, it was demonstrated that the incorporation of nano-silicon carbide (SIC) powder strengthens the wear resistance of nano-aluminium composites. The outcomes revealed that the mechanical characteristics, like hardness, tensile strength and wear resistance, were enhanced by the weight percentage of nano-SiC powder present in the specimens compared with nonreinforced aluminium alloy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nanometal matrix particle-reinforced composites have been extremely preferred over the last 30 years. The most recent development in consideration of extended long-term applications is to increase the mechanical and tribological properties of MMNCs. Al-based matrix nanocomposites (AMNCs) reinforced with intermittent particles in the forms of whiskers, fibre, and ceramic powders reveal good strength, higher temperature levels, hardness and more desirable wear resistance, compared to the nonreinforced matrix alloys [1]. Hosamani and Vishal [2] investigated aluminium-based matrix composites that were fabricated using stir casting method with the addition of silicon carbide (SiC) percentages of 3% and 7% into aluminium matrix. Microstructural characteristics, tensile, compressive strength, hardness, and tribological mechanism for the manufactured composites were also examined. Wear behaviours of composites outlined that the addition of silicon carbide (SiC) as wt% composition into aluminium matrix improves wear resistance. It is noticed that 7 wt% volume fraction of SiC showed the lowest wear loss compared to that of 3 wt% volume fraction of SiC and pure aluminium matrix. The microstructural analysis revealed that uniform dispersion of SiCp in aluminium matrix as well as small porosities was detected within the microstructures. The outcomes of research show that by adding SiC particles into Al matrix, the hardness of the aluminium matrix composites will also increase. By increasing the wt% of SiC particle reinforcements into the base alloy, the tensile and compressive strengths are improved.
Ravi et al. [3] studied production and mechanical properties of AA7075-TiC-SiC hybrid composites. By using liquid-phase method, Al 7075/SiC/TiC composites were produced effectively. The as-cast hardness of AA7075 + 5%SiC + 5%TiC MMCs is increased by 40% compared to that of the softer alloy (AA7075). The as-cast UTMs of nonreinforced alloy and the reinforced AA7075/5%SiC + 5%TiC composites were 130 and 156 MPa, respectively. This indicates the improvement of 33% in the UTM when contrasted with heat-treated base alloy, AA7075. The yield strengths of heat-treated base alloy and reinforced AA7075/5%SiC + 5%TiC hybrid composites were 105 and 117 MPa, respectively; the latter shows up an improvement of 11.6%, compared to the softer nonreinforced alloy. As the ceramic reinforcement volume fraction improves the yield strength, tensile strength as well as compressive strength are increased by up to 5 wt% with TiC particle reinforcement and decreased by 5 wt% with SiCp reinforcements, respectively. From the research, it was determined that matrix composites consisting of 5 wt% TiC and 5 wt% SiCp reinforcements showed improved mechanical properties.
Vijayakumar and Soundarrajan [4] investigated the mechanical characteristics of Al/SiC matrix composites manufactured efficiently via stir casting route using different silicon carbide (SiC) concentrations ranging from 4 to 20% in terms of weight fraction of Al. The mechanical characteristics like hardness and tensile strength of several reinforcement compositions were determined. All the casted samples were examined under Vickers hardness and tensile testing equipment. The evaluation results revealed that while weight content of particle reinforcement enhances the hardness, tensile strength will also increase gradually.
Rajesh and Kaleemulla et al. [5]. conducted investigations on mechanical properties of Al hybrid matrix composites using stir casting method. In their study, it was determined that with the increasing sliding distance and normal load, the wear rate increases. Volume of wear decreases at greater velocity compared to that at lower velocity of the disc. The incorporation of silicon carbide (SiCp) as secondary phase results in the decrease in the vibration and noise at the time of rotation. By studying graphs and hardness values, it was summarized that Al matrix composites possess greater strength when 10 wt% SiCp and Al2O3 is added to the base Al 7075 alloy.
Raghavendra and Praveen Kumar et al. [6] investigated the characteristics and microstructure of AA 7075 matrix reinforced with SiC reinforced particles by means of stir casting technique. In their research, chemical compositions, microstructural examination, mechanical and wear behaviours of AA 7075 with silicon carbide (SiCp) reinforcements with varying weight fractions (0, 1, 2, 3 and 4 wt%) were studied. AA 7075 matrix reinforced with SiC were effectively produced via stir casting route for four different weight percentages of reinforcement. It was found that reinforced SiC nanoparticles are fairly dispersed upon the matrix material as confirmed through SEM evaluation. It was also confirmed that hardness values, yield strength, and UTM all are increased with the addition wt% of SiCp. However, wear rate reduces when the wt% of SiCp rises and friction coefficient increases when applied load addition.
Veeresh Kumar and Rao et al. [7] reported on Al7075/SiC composites. The stir casting method was selected in the fabrication of AA7075/SiC composites consisting of filler portion up to 6 wt%. The experimental densities of the as-cast composites are better than that of the base metal. The experimental density of the AA7075/SiC material improved by a volume of 1.25% when the silicon carbide (SiC) fraction increased from 0 to 6% of weight. The microstructural analysis revealed the homogeneous distribution of the reinforcement in the matrix. There is a greater bonding between particulate reinforcement and matrix; as result, superior load transfer takes place between reinforcement and matrix. The hardness of the AA7075/SiC composite increases by a volume of 63% when SiC portion is enhanced from 0 to 6% of weight. The UTM of the composite increases by a volume of 30% as the SiC content increases from 0 to 6 wt%. Wear resistance of MMCs is greater than that of the base alloy. Improved sliding distances and applied loads caused greater wear loss. The silicon carbide (SiCp) reinforcement imparted considerable strengthening of the wear resistance to the AA7075/SiC particle composites. Those authors noticed that addition of 6 wt% SiC/AA 7075 results in higher tribological and mechanical characteristics. The SEM images of worn-out surface area of AA7075/SiC composites show that the volume of scratch in the worn-out surface area of the cast composites is decreased by improved volume fraction of silicon carbide (SiC), showing lower reduction of materials.
Yashas Gowda and Shivaand [8] studied the influences of boron carbide (B4C) and silicon carbide (SiC) on the wear and mechanical properties of AMMCs. The powder metallurgy route was adopted for the production of Al 7075–SiC and Al6082–B4C composites. The percentages of boron carbide and silicon carbide were varied from 0 to 10% in the matrix, besides the variation of compaction load applied to produce the composites. The specimens were sintered at temperature range of 520–560 °C and were characterized for different physical and mechanical properties, and the following observations were made: Al7075–SiC and Al6082–B4C particle composites were fabricated using powder metallurgy (P/M) technique. Hardness test results revealed that by increasing the reinforcement volume from 0 to 10%, the hardness of fabricated composite increased compared to those of the base alloy 7075 and 6082 alloy matrix for all combination of compaction loads. Density studies revealed increase in theoretical density with the increasing %SiC content from 0 to 10%. In addition, for the various mix of compaction loads (50KN to 80KN), the experimental density enhanced with the increasing in load and %SiC content. The experimental and theoretical densities decrease the increasing wt% of B4C. Wear outcomes revealed that with the enhancement of wt% SiC, wear resistance is increased considerably. Based on Taguchi evaluation, it was discovered that the very least wear was discovered at the optimal parameters; 7% SiC, 10 N loads, 300 rpm rate and 250 m range. Therefore, increment in the content of reinforcement material results in greatly improved wear resistance.
Vinitha et al. [9] studied the impact strength, tensile strength, and also wear resistance for the AA 7075 base alloy reinforced by SiC, Red mud, and fly ash materials. They found that the impact and tensile strength were enhanced to a greater extent in Al7075/Red mud/SiC compared with Al7075/Fly ash/SiC. The wear resistance of AA7075/Fly ash/SiC was superior by maintaining constant wt% of fly ash and SiC, whereas it reduces upon increasing the wt% of fly ash. Deepak Singla et al. [10] investigated the coefficient of friction and the impact of applied load on dry sliding velocity and wear behaviour of AA7075/Fly Ash composite on pin-on-disc device. The end results indicate that the coefficient of friction (COF) increases with the increasing fly ash content and also improves the performance ability of the wear mechanism. It is mainly because of the good impact of fly ash particles that the miicrohardness of the product improves up to certain extent. However, incorporation of 40 g fly ash particles within Al 7075 alloy was extremely conducive to increase its wear-resisting capability to avoid the wear loss of material. Jinfeng et al. [11] examined and concluded that with the addition of particulate graphite, the coefficient of friction of Al/SiC composites decreases and the wear resistance is considerably improved by 1800 to 350 times. Therefore, the wear resistance of Al/SiC/Grp composites increases by means of increasing the graphite particle size.
Sucitharan et al. [12] researched the change of tribological behaviour of Al6063 alloy by adding Zircon sand composite, fabricated using the stir casting method by means of manipulating the various casting-process parameters. The mixture compositions for analysing the wear mechanism of composites by the matrix studied are 0, 2, 4, 6, 8 wt% of ZrSiO4 and also determined that the increase in particle reinforcement content improves the wear resistance of the material. Mazahery et al. [13] fabricated A356 stir cast matrix alloy composites reinforced by means of nano-Al2O3 particles. They showed that ductility, yield strength, and UTM of the as-cast composites improved by increasing the percentage volume of the nanosized particles. Moreover, the microhardness of the as-cast composites increased compared to that of the base alloy. Rana et al. [14] researched wear due to dry sliding functioning of Al 5083 by 10 wt% of SiCp composites produced by means of the ultrasonic probe stir casting method. They identified that normal load possesses greater effect upon wear rate depending on the sliding velocity and sliding distance for Al 5083-10 wt% SiCp composites. Lakshmipathy et al. [15] researched the wear loss characteristics of Al6061 with Al2O3 and of Al7075 alloys with SiC composites. The results showed that the wear rate reduces with the addition wt% of particulate reinforcement. The experimental outcomes showed that microhardness of composites increases with the enhancements in Al2O3 and SiCp contents and the toughness decreases with the increasing Al2O3 and SiC reinforcements. Anasyida et al. [16] investigated the dry sliding condition wear characteristics of Al/12Si4 Mg alloy by cerium incorporation and proposed that by the enhancing the cerium volume from 0 to 2 wt%, both the microhardness and wear resistance increased. However, addition of more than 2 wt% cerium causes reduction in microhardness values, and this leads to lesser wear resistance of the matrix alloys.
The main objective of the study presented here is to explore the possibility of incorporating the nano-SiC powder with AA 7075 alloy to develop a light-weight hybrid nanocomposite materials. Specific attention is paid to define the mechanical properties and wear behaviours of the metal matrix composites.
2 Material Selection
AA7075 alloy was used as the base material. Silicon carbide nanopowder with an average particle dimension of (50 nm) was utilized as a nanoreinforcement material. The chemical composition and physical properties of AA 7075 and nano-SiC in weight percentage are shown in Tables 1 and 2, respectively.
3 Experimental Work
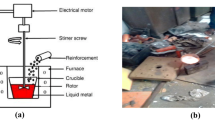
The experimental setup for fabricating the hybrid composites comprises melting furnace, preheated furnace, and three-blade-mounted stainless steel stirrer. The graphite crucible was selected for the purpose of melting the lightweight aluminium. Aluminium alloy 7075 was dissolved in the electric furnace at 650 °C, and the preheated nano-SiC (900 °C) and 1 wt% of magnesium were slowly incorporated into the molten metal. The metal mixing underwent stirring for about 10 min [17]. Immediately afterwards, the molten fluid slurry was poured into the preheated metal die. Aluminium matrix composites with various wt% of nano-SiC were produced, including 0, 1, 2, 3, and 4. The evaluations of mechanical characteristics such as the tensile test (ASTM E8), and microhardness (ASTM E92-17,), and the preparations of the specimens were performed as per the ASTM standards. The microstructure of the composites is analysed through SEM evaluation.
4 SEM and EDS Analysis
SEM analysis was used to evaluate the dispersion of nano-SiC particles of AA 7075 and composite. EDS and SEM evaluation were executed to figure out the relative chemical structure of existing components right in the composites. Figure 1a represent micro structural SEM image of the AA 7075/4.0 wt% of nano-SiC composites and Fig. 1b shows the EDS photo of the AA7075/4.0 wt% of nano-SiC composites with peaks of aluminium as well as other structure. EDS important analysis validates the presence of copper, aluminium as well as Zinc. The other elements magnesium, carbon, ferrous, oxygen and also silicon were acknowledged with pretty low peak [18].

a SEM image of AA 7075/4.0 wt% of nano-SiC. b EDS image of AA 7075/4.0 wt% of nano-SiC
5 Results and Discussion
5.1 Tensile Test (ASTM E8)
Tensile tests were used to evaluate the mechanical behaviours of the composites and matrix alloy. The tensile test specimens with thickness of 10 mm and gauge length of 100 mm were prepared as per ASTM E8 standards [19]. Test specimens for tensile strength evaluations were made based on ASTM standards, and speculative examinations were done on innovative computerized Universal Testing (UTM). To determine the tensile stamina of composite samples, cut wires of the samples were prepared utilizing wire cut EDM according to ASTM E8 procedures. The detailed values of four specimens obtained from the tensile examination were used.
5.1.1 Effect of Tensile Strength
To investigate the mechanical properties of the nanocomposite, tensile strength analyses in the laboratory are performed using of the advanced computerized digital tensile testing equipment. Figure 2a–c shows the influences of UTM, 0.2% yield toughness, and % of elongation of AA 7075, and also wt% of nano-SiC. From the speculative evaluations, it is clear that with the increasing amounts of reinforcement, the ultimate toughness is increased, the product durability is improved and the elongation is reduced. The significant remediation in the mechanical properties of the nanocomposite compared with the pure aluminium may be attributed to the nano-SiC powders present within the matrix. It improves with the increasing weight percent of SiC, and along with that, there is a favourable development because of the tough nature and the exceptional bonding state of nano-SiC.

a Variations of UTS versus wt% nano-SiC. b Variations of yield strength versus wt% nano-SiC. c Variations of elongation of wt% nano-SiCp
5.1.2 Microhardness (Vickers Hardness) ASTM E 92-17
Microhardardness measuremnts were conducted on composites in order to determine the impact of silicon in matrix material. The hardness values of polished samples were evaluated by means of Vickers hardness testing equipment. A load of 300 grams for a time period of 10 s was applied on composite samples. The microhardness was assessed by documenting the diagonal lengths of indentation produced. The hardness tests were carried out at five different positions, and the mean average value was considered as the hardness of the composite specimens. From the obtained outcomes, it is noticeable that the hardness of the nanocomposite material is superior to that of the base metal. The results also indicate that the hardness of the nanocomposite material is improved by increasing the wt% of silicon content [20]. This is because the addition of silicon makes the ductile aluminium alloy become more brittle in nature with the increasing silicon content. Moreover, the dispersion of silicon particles enhances the hardness, as the composite particles are harder than Al alloy, and impart their inherent property of hardness to soft matrix.
5.1.3 Effect of Microhardness Analysis
The final results of hardness evaluations are performed on AA 7075 and the nanocomposites having various wt% of nano-SiC particles. Figure 3 indicates the differences in the hardness values of AA 7075 Nanometal matrix composite (NMMC) corresponding to a range of reinforcement composition of SiC. The Al 7075 composite has the microhardness value 91 HV and the aluminium-based composite containing 4 wt% SiC shows 135 HV. It is observed that microhardness of 4% SiC is greater by 44 HV than that of Al 7075. A significant increase in microhardness has been achieved by the addition of nano-SiC powder.

Variation of Microhardness versus wt% SiCp
5.2 Wear Test
Wear examination was carried out taking advantage of innovative computerized ‘pin-on-disc’ apparatus inning accordance with the ASTM- G99 requirements. Dry sliding wear evaluations were performed using the pin-on-disc machine. The counter disc product was made of EN31 steel disc. Before the testing, the disc surface area and pins were cleaned with acetone remedy. An experimental test sample disc of 6 mm diameter and 30 mm in length dimension length was analysed under different loads of 20, 30 and 40 N at a constant rate of 600 rpm with a sliding rate of 4 m/s and a sliding distance of 1200 mm. The initial weight of the test sample was measured using an electronic weighing scale, taking into consideration devices with the precision of 0.0001 g. After each test, the sample and counter disc were cleansed with all natural solvents to get rid of contaminations [21].
5.2.1 Effect of Applied Load on Wear Rate
Figure 4a–b displays the final result of an applied load to the wear rate of Al 7075 matrix alloy along with two sliding velocities of 3 and 4 m/s. By increasing the applied loads from 20 to 40 N, the wear rates for all the samples are improving linearly [22]. The wear behaviour is compared between the unreinforced and the reinforced composite materials. The results reveal that by increasing the applied load on the composite specimens, the wear rate increases slowly at sliding rates of 3 and 4 m/s. The maximum wear rate is observed for AA7075 at 40 N.

a Effect of load on wear rate for 3 m/s MMNCs. b Effect of load on wear rate for 4 m/s MMNCs
5.2.2 Effect on Weight Loss
Figure 5a–b reveals the impact of wt% of nano-silicon carbide (SiC) content on weight loss. It is noticed that weight loss of the nanocomposite reduced gradually with the increasing weight fraction of SiCp in the Al matrix. The reduction in weight loss of composites is because the reinforcement of hard material (SiCp) on a soft-pattern base alloy (Al 7075) enhances the hardness, and hence the weight loss of Al matrix alloy is decreased.

a Effect of wt% of reinforcement on weight loss for 3 m/s. b Effect of wt% of reinforcement on weight loss for 4 m/s
6 Optical Microscope Evaluation
The microstructural analysis was carried out as per ASTM F2450-04 standards. Specimens were removed from the metal mass by specimen cutter, and care was taken to prevent cold working of the metal, which otherwise can alter the microstructure and complicate the interpretation of constituents. The rough polishing is done by series of abrasive belts made up of SiC sand belts. The polishing of specimens was done in two stages: rough polishing and finish polishing. For rough polishing, emery belts of grit sizes 100, 200, 400, 600 and 1200 (0-emery paper) were rotated at a speed range of 500–600 rpm. In dry grinding, care was taken to ensure that the specimen was not overheated, which otherwise will affect the microstructure. Progressing from one grit size to the next, the specimen was turned through 90° and was cleaned with cloth saturated with a water-soluble ethanol. Polishing machine wheels used for both polishing stages were cleaned using a medium-nap cloth (washable cotton), and a suspension of MgO particles with the size of 5 μm mixed with distilled water (50 g per 500 ml of H2O) was used on the wheel for smooth polishing. Specimens were made to rotate in the direction opposite to that of smooth surfaces. Finally, for smooth finish polishing, a diamond paste (1 μm) was applied on the wheel. The specimen was also rotated about its own axis across the face of the polishing wheel. It was then cleaned with alcohol, then dried and finally etched. Etchants and etching times used for miicroexamination depend on the composition, phynanoclayal condition and temper of the specimen. Keller’s etchant is used for microscopic examination of Al alloy and Al composites [23].
Optical microscopic photos show the microstructure of the specimen. In this study, four different samplings are considered with 500 X magnification. Depending on the weight percents of included nanoreinforcements, crystalline structure has changed. The nanocomposite images are shown in Fig. 6a–e. Figures 6f–i show the scanning electron microscope images of manufactured metal matrix nanocomposites. The SEM photographs reveal the uniform dispersion of nano-silicon carbide particles (SiC) in the matrix.

Optical micrographs for a Pure Al 7075. b 1%SiC. c 2% SiC. d 3% SiC. e 4%SiC. SEM micrographs for f 1%SiC. g 2% SiC. h 3% SiC (i) 4%SiC
7 Scanning Electron Microscope Analysis for Wear Behaviour
The SEM photographs of the wear surfaces of the Al 7075 and its nanocomposites reinforced with four different wt% of SiC (1.0, 2.0, 3.0, and 4.0 wt%) materials are shown in Fig. 7a–e. An evaluation of the miicrophotographs indicates the development of patches and small groves [24]. The patches and small grooves are occurring because of plastic deformation of the aluminium-based 7075 matrix material. It was also discovered that low patches and grooves formed upon the Al 7075-4 wt.% of SiCp composite.

SEM Images for a Pure Al 7075. b 1%SiC. c 2% SiC. d 3% SiC. e 4% SiC
8 Conclusions
The mechanical properties and wear behaviour of Al 7075/nano-SiC/Mg matrix nanocomposite were studied, and the final conclusions were summarized as follows.
-
The results revealed that the incorporation of nano-SiC-reinforced materials is superior to Al 7075 base alloy in the comparison of tensile strength and hardness.
-
Diffusion of Nano-SiC particles into aluminium matrix enhances the hardness of the matrix material.
-
It is found that percentage of elongation has the tendency to reduce with the increasing reinforcement wt%, which confirms that the additions of silicon carbide and also magnesium help to reduce the possibility of brittleness.
-
Aluminium matrix composites have been effectively produced by stir casting method with relatively consistent dispersion of SiC particles.
-
It is concluded from this research that the ultimate tensile and yield strength values begin to increase with the increasing weight percent of the SiC reinforcement into the matrix.
-
The hardness of the material improves with the enhancement of SiC particle contents in the matrix.
-
It is noticed that with the increasing applied load from 20 to 40 N, the wear rate increases slightly.
-
EDS evaluation revealed that Zinc, aluminium as well as copper components do exist in the composite product.
-
SEM Micrographs reveal the consistent dispersion of nanoparticles into the aluminium metal matrix composites
References
James SJ, Venkatesan K, Kuppan P, Ramanujam R (2014) Comparative study of composites reinforced With SiC and TiB2. Proc Eng 97:1012–1017
Hosamani GG, Vishal B (2016) Characterization of silicon carbide reinforced aluminium matrix composites by using stir casting method. Int J Mech Prod Eng. ISSN: 2320-2092
Ravi B (2017) Fabrication and mechanical properties of Al7075-SiC-TiC hybrid metal matrix composites. Int J Eng Sci Invent 6:12–19
Vijayakumar S, Soundarrajan M (2016) Studies on mechanical properties of Al-SiC metal matrix composite. Int J Mater Sci Eng. ISSN: 2394–8884
Rajesh AM, Kaleemulla M (2016) Experimental investigations on mechanical behaviour of aluminium metal matrix composites. IOP Conf Ser Mater Sci Eng 149:012121
Raghavendra MJ, Praveen Kumar K (2017) A study on microstructure and characterization of aluminium 7075 metal matrix reinforced with silicon carbide particles using stir casting method. Int J Res Eng Technol. ISSN: 2319-1163
Veeresh Kumar GB, Rao CSP (2012) Mechanical and dry sliding wear behaviour of Al7075 alloy-reinforced with SiC particles. J Compos Mater, pp 1–9
Yashas Gowda TG, Shivanand GB (2017) Effect of b4c and sic on mechanical and tribological properties of aluminium metal matrix composites. Int J Eng Sci Res Technol. ISSN: 2277-9655
Vinita, Motgi BS (2014) Evaluation of mechanical properties of Al 7075 alloy, fly ash, SiC and red mud reinforced metal matrix composites. Int J Sci Res Dev 2:190–193
Singla D, Mediratta SR (2013) Effect of load and speed on wear properties of al 7075-fly ash composite material. Int J Innov Res Sci Eng Technol 2:1–9
Jinfeng L, Longtao J, Gaohui W, Shoufu T, Guoqin C (2009) Effect of graphite particle reinforcement on dry sliding wear of SiC/Gr/Al composites. Rare Met Mater Eng 38:1894–1898
Sucitharan KS, SenthilKumar P, Shivalingappa D, Jenix Rino J (2013) Wear behaviour of Al6063-zircon sand metal matrix composite. Int Org Sci Res 3:24–28
Mazahery A, Abdizadeh H, Baharvandi HR (2009) Development of high-performance A356/nano-Al2O3 composites. Mater Sci Eng 518:61–64
Rana RS, Purohit R, Mar Sharma A, Rana S (2014) Optimization of wear performance of A5083/10 wt. % Sic composites using Taguchi method. Proc Mater Sci 6:503–511
Lakshmipathy J, Kulendran B (2014) Reciprocating wear behaviour of 7075Al/SiC and 6061Al/Al2O3 composites: a study of effect of reinforcement, stroke and load. Tribol Ind 36:117–126
Anasyida A, Daud AR, Ghazali MJ (2010) Dry sliding wear behaviour of Al-12Si-4 Mg alloy with cerium addition. Mater Des 31:365–374
Mohanavel V, Rajan K, Senthilkumar KR (2015) Study on mechanical properties of AA6351 alloy reinforced with titanium di-boride (TiB2) composite by in situ casting method. Appl Mech Mater 787:583–587
Baradeswaran A, Elaya Perumal A (2014) Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos Part B 56:464–471
Dhanalakshmi S, Mohanasundararaju N, Venkatekrishnan PG (2014) Preparation and mechanical characterization of stir cast hybrid Al7075-Al2O3-B4C metal matrix composites. Appl Mech Mater 592–594:705–710
Karbalaei Akbari M, Baharvandi HR, Mirzaee O (2013) Fabrication of nano-sized Al2O3 reinforced casting aluminum composite focusing on preparation process of reinforcement powders and evaluation of its properties. Composite: Part B 55:426–432
Senthilvelan T, Gopalakannan S, Vishnuvarthan S, Keerthivaran K (2013) Fabrication and characterization of SiC, Al2O3 and B4C reinforced Al-Zn-Mg-Cu alloy (AA 7075) metal matrix composites: a study. Adv Mater Res 622–623:1295–1299
Rajmohan T, Palanikumar K, Ranganthan S (2013) Evaluation of mechanical and wear properties of hybrid aluminium matrix composites. Trans Nonferr Met Soc China 23:2509–2517
Umanath K, Palanikumar K, Selvamani ST (2013) Analysis of dry sliding wear behaviour of Al6061/SiC/Al2O3 hybrid metal martix composites. Compos B 53:159–168
Karthikeyan A, Nallusamy S (2017) Investigation of mechanical properties and wear behaviour of Al-Si-SiC-graphite composite using SEM and EDAX. Mater Sci Eng 225:012281
Acknowledgements
The Corresponding author wishes to thank the Department of Mechanical Engineering, the Jawaharlal Nehru Technological University, Anantapuramu, India for providing facilities and necessary support in conducting experiments and also the Dept. of Mechanical Engineering., MITS, Madanapalli, India for their support and discussion during the research project.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author(s) declare(s) that there are no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Suresh, S., Gowd, G.H. & Kumar, M.L.S.D. Mechanical and Wear Characterization of Al/Nano-SiC NMMCs by Liquid State Process. J Bio Tribo Corros 5, 43 (2019). https://doi.org/10.1007/s40735-019-0232-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-019-0232-x