
Abstract
Assessing the environmental impacts of product systems has become critical, with emphasis on reducing carbon dioxide emissions in line with the new climate change regime. Accordingly, environmental regulations have been newly issued or have stronger requirements for inducing more energy-efficient and environmentally-conscious product development. Therefore, product developers in new product development are being forced to consider various and heterogeneous design performance and are encountering more difficulty and chaos when selecting the best product design among design candidates. The relevant studies have contributed to providing tools and techniques for increasing the environmental soundness of the product; however, they do not holistically accommodate the quantification of functional and economic metrics, nor do they incorporate the compliance with recent environmental legislations. The present work proposes an environmentally-conscious design method that integrates functional, economic, and environmental assessments with the compliance of the energy-related products (ErP) legislation. This method provides analytical capabilities including: (1) a functional assessment to derive the durability of the product to be embedded for practical measurement in the following assessments, (2) a compliance check to ensure that energy-related products fulfill the ErP directive enacted by the European Union, (3) an economic assessment to calculate the total cost during the product lifecycle by using the life cycle cost concept, and (4) an environmental assessment to quantify the environmental loads of the product by using a simplified life cycle assessment. The present work also includes a case study to demonstrate the effectiveness of the proposed method; to this end, two different electronic vacuum cleaners are compared. The results of the present work help product developers use life cycle design thinking for determining their design parameters by checking their compliance with the ErP legislation and assessing economic and environmental metrics with a mechanical analysis of the durability of product systems.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
1.1 Background
New product development (NPD) is important for creating new products that satisfy the requirements of customers and leads to gaining competitive advantage in industries [1]. Recently, NPD has been adding more pressure to product developers who get involved in NPD as the environmental consciousness of product systems becomes critical with an emphasis on the reduction of carbon dioxide emissions in line with the climate change regime [2]. According to a news report [3], the European Union (EU) banned the import of vacuum cleaners made in an Asian country because they exceeded energy efficiency requirements. This was caused by violation of the energy-related products (ErP) Directive 2009/125/EC enacted by the EU, which establishes a framework for setting environmentally-conscious (eco-) design requirements to promote better environmental performance of energy-related products [4]. This case implies that even excellent products cannot reach the target market unless the NPD addresses the satisfaction of environmental regulations. Hence, the compliance with environmental regulations including the ErP becomes mandatory for product developers who lack environmental knowledge and work especially in small and medium-sized enterprises.
The environmental consciousness leads to the appearance of life cycle design (LCD) in environmental engineering. LCD represents a holistic design thinking throughout the entire product lifecycle, i.e., “cradle-to-grave”. The LCD builds upon sound techniques including life cycle assessment (LCA) and life cycle cost (LCC) for performance quantification in terms of both of the environment and economics [5]. LCA has been widely used in NPD to proactively estimate environmental impacts imposed throughout the product lifecycle [6]. However, full LCA is inefficient in early NPD due to the scarcity of data, the intensity of labor and time, and the pressure of fast decision-making [7]. Thus, LCA for NPD needs to be simplified to drive fast decisions by product developers especially unskilled at LCA because fast decision-making matters in NPD.
On the other hand, LCC estimates the total cost incurred throughout the product lifecycle [8]. An LCC analysis is useful for product developers to figure out the relationship between costs and design parameters by identifying cost contributions [9]. However, the LCC analysis has been typically conducted in NPD within static scenarios when determining the product’s lifespan because estimating the lifespan of the product accurately is difficult during the early NPD. This static assumption can cause a gap between the LCC-driven and real costs and results in inaccurate cost estimations. Thus, calculating LCC accurately during NPD is necessary for product developers who have to specify cost distributions throughout the product lifecycle. In fact, LCA also encounters the same problem.
1.2 Aim of the Article
Early design decisions have a significant impact on environmental consciousness [10]. Thus, product developers are faced with the complexity of achieving compliance with environmental regulations as well as optimizing the environment, cost, and function. This is challenging to product developers who are unfamiliar with LCD. Furthermore, product developers encounter the difficulty in estimating environmental impacts and cost distributions accurately due to the limitations of typical LCA and LCC. The present work is motivated by the need to provide a design method that can lead such product developers to easily combine their typical NPD process with LCD thinking for their systematic decisions on design parameters.
Durability can be a key performance indicator to resolve the motivation of the present work. The durability of a product is the ability of a product to perform its function at the anticipated performance level over a given period, under expected in-use conditions and foreseeable actions [11]. The durability of a product is one of the major functional performances for energy-using products while functional performance is still indispensable despite of the significance of environmental consciousness. The durability has been estimated well during traditional NPD because product developers have vast knowledge of product engineering including mechanical, material and electronic engineering. However, the durability estimated through product engineering knowledge is rarely forwarded to the LCA and LCC because it has been considered independently of environmental performance. Despite the fact that durability can produce better quality of LCA and LCC analysis, the domain difference between product and environmental engineering has been a barrier to the application of durability due to their lack of mutual understanding.
In view above, the present work proposes an eco-design method that specifies the procedure and its techniques to check the compliance with the ErP directive and to integrate the assessment of environmental, economic, and functional performances of product systems. The proposed method provides the analytical capabilities including: (1) a functional assessment to derive the durability of a product to be embedded for the following measurements, (2) a compliance check to ensure the fulfillment of the ErP directive, (3) an economic assessment to calculate the total cost during the product lifecycle by using the LCC concept, and (4) an environmental assessment to quantify the environmental loads of the product by using a simplified LCA. The present work also describes a case study to demonstrate the feasibility and effectiveness of the proposed method. The case study demonstrates a comparative analysis of two electronic vacuum cleaners by checking their ErP compliance and quantifying their functional, economic, and environmental performances.
The remainder of this paper is organized as follows. Section 2 explains the literature review. Sections 3 and 4 present the methodology and techniques of the present work, respectively. Section 5 describes the case study, and Sect. 6 offers a summary of the present work and conclusions.
2 Literature Review
2.1 Overview of NPD
NPD typically comprises multiple processes including planning, conceptualizing, designing, testing and refinement as well as ramping-up and launching [12]. These processes are complicated because they necessitate the achievement of different goals and the fulfillment of various requirements across multiple dimensions, ranging from customer identification, requirement capture, concept development, and design creation, optimization and verification to cost and benefit evaluation [12]. Thus, product developers need to be concerned about integrating the specifications and implementations of all these aspects into their product systems; however, they are confronted with challenges due to complex trade-offs between such requirements and satisfactions.
Decisions made during the NPD significantly affect the environmental and economic impacts of future decisions [13]. Accordingly, various eco-design approaches have been developed in response to the requirements of sustainable NPD since the 1990s and have contributed to implementing environmental consciousness in product systems by satisfying traditional requirements while minimizing environmental consequences [14]. Eco-design research streams can be comprehensively categorized into guidelines, methods and tools, LCA-driven methods, regulation-compliant methods and durability-embedded methods.
2.2 Guideline and Method
Eco-design guidelines have been introduced to provide product developers with easy and operational instructions for tackling environmental design issues [14]. Anastas and Zimmerman suggested twelve principles of green engineering when designing new products benign to the environment [15]. Telenko and Seepersad introduced a step-by-step guideline to explore environmental design opportunities by integrating reverse engineering with life cycle analysis [16]. Spangenberg et al. proposed a design-for-sustainability for achieving customer satisfaction with fewer active resources [17]. Bovea and Pérez-Belis proposed a taxonomy of eco-design tools to inform product developers about selecting the best tools [18]. These studies provide systematic instructions and good lessons learned from past experience; however, they are limited in delivering technical methods in an implementation view.
Eco-design methods have been developed to compromise the limitation of eco-design guidelines by dealing with technical aspects. Huang et al. presented multi-criteria decision-making models and uncertainty analysis for material selection problems in the design stage [19]. Beng and Omar proposed a framework that integrated axiomatic design principles into NPD with an emphasis on incorporating end-of-life, supply chain and manufacturing [20]. Devanathan et al. [13] and Romli et al. [2] proposed integrated methods to simultaneously ensure environmental and functional satisfaction through the application of LCA and quality function deployment, respectively. Shi et al. presented an eco-design strategy for material products through tracking and controlling toxic components carried by solid wastes [21]. Kazulis et al. suggested an eco-design method to forecast the environmental impacts of production processes with the use of a computer program [22]. These studies have contributed to providing product developers with technical and engineering solutions through creating eco-design-driven processes, systems, mechanisms and tools. However, they are limited to incorporating economics and function with the environmental issue for product developers who need to consider their product selection in a holistic view. Otherwise, they lack mechanism suggestions for complying with environmental regulations, which should be a pre-requisite of design specifications.
2.3 LCA and Regulation Compliance
LCA has been recognized as a powerful technique to evaluate the environmental performance of energy-using products [23]. Large numbers of previous studies have applied LCA to eco-designs to calculate the environmental impacts of the product systems developed or under development (refer to Chang et al. [24] and Ahmad et al. [25]). LCA has been also applied to comparing the environmental performance of product candidates to aid the selection of the best candidate [14].
The full LCA consists of four phases: goal and scope definition, inventory analysis, impact assessment and interpretation [26]. However, an argument remains against the full LCA because of its time-consuming and data-intensive work [7]. This argument causes simplified or partial LCA approaches for the rapid estimation of environmental impacts of products [14]. Nielsen and Wenzel presented a quantitative LCA to identify environmental hot spots in a reference product life cycle and to select environmentally optimized solutions for a new product [27]. Poudelet et al. proposed a process-based LCA that provided economic and environmental decision criteria to support product developers through an integration with business process reengineering [23]. Meng et al. proposed a rapid LCA to support conceptual designs by introducing green features that map between conventional design variables and green attributes [7]. Nam et al. developed an environmental impact assessment method by combining LCA with work breakdown structures for environment [28].
As environmental regulations including ErP become stricter, they significantly affect the design of products by intensifying their specific thresholds and extending their scopes [29]. Because of this, Schischke et al. [30], Abramovici et al. [31], and Cellura et al. [32] introduced methodological approaches and compliance checking mechanisms to satisfy the regulatory specifications of the ErP for welding machines, washing appliances and biomass-fueled boilers, respectively. Kang et al. developed a user-friendly design software to produce the ecological profiles of energy-using products along with suggesting checklists and guidelines for material selections [33].
These studies related to LCA and environmental regulations have been conducted to improve the environmental soundness of product systems during NPD. Some of the studies provide good solutions for product developers who lack environmental knowledge by creating rapid or simplified LCA tools that indeed help promote fast decisions. However, these studies do not incorporate the measurement of functional performance with their eco-design methods. Otherwise, they use static assumptions when deciding the lifespans of the target products under plausible scenarios.
2.4 Durability Embedment
Durability can be categorized in the level of a material, component and product. The durability of a material stands for the period of service life of a given material under specific conditions; on the other hand, the durability of a component (part) deals with the service life of product’s components [34]. The durability of a product, of course, relates to the service life of a product, as described in Sect. 1. Deterioration in materials or damages in components can cause breakdown of a product due to their chain reactions as the product consists of materials and then components [35]. The durability of a product is seen as a desirable goal in traditional design and has been associated with eco-design for the selection of design solutions because it influences the amount of energy and resources consumed during the in-use phase of a product [36].
Ardente and Mathieux proposed an environmental assessment method with durability and showed the impacts of extending the lifetime of washing machines [36]. Miller et al. presented a durability-based service-life model to incorporate LCA with the deterioration of wood-polymer composites [35]. However, these two studies do not include LCC as an economic view. Bobba et al. presented a quantitative assessment method for the durability of vacuum cleaners from environmental and economic perspectives [37]. They also provided a good insight for durability itself by summarizing the literature related to durability. This study has a similar scope as our present work; however, it excludes the compliance with the ErP regulation and depends on static and scenario-based assumptions in its theory and practice.
2.5 Research Gap
The major research gaps of eco-design methods can be summarized from the literature review as follows. These gaps correspond to the technical challenges to be overcome by our proposed method.
-
An integrated eco-design approach to accommodate the functional, economic, and environmental aspects of design specification
-
A checking mechanism for ErP compliance based on the equations specified in the ErP directive
-
A dynamic assessment technique to embed the durability derived from a mechanical analysis into economic and environmental performance measurements
-
A simplified LCA technique to measure environmental loads for a rapid comparative analysis on product candidates
3 Methodology
This section presents the methodology of our eco-design approach. The objective is to provide a holistic and simple eco-design method that incorporates the assessment of functional, environmental, and economic performances as well as the check of ErP regulatory compliance during NPD. This approach is designed to deliver a convenient and viable method so that product developers perform LCD thinking and fast decision-making when selecting the best product design among design candidates.
Figure 1 presents the framework of our approach, which identifies the actions to be taken and the relationship with the NPD stages. The proposed method is aligned with the typical NPD such that product developers can understand the timing of performing the regulatory compliance check and environmental, economic, and functional assessments. In the present work, target product systems are restricted to energy-related products and environmental regulations to the ErP. The target performance for the functional assessment is set to durability of a product.

The framework of an eco-design approach
From the product engineering perspective, product developers take the design actions assigned in the individual stages in NPD [12]. In line with the NPD stages, target regulations and assessment goals need to be set in the concept development stage. It comes from that target specifications of the product need to be identified in concept development with the consideration of regulatory thresholds and the functional, economic and environmental goals of the product system. The materials and geometrics of the components of the product become more specific through proceeding with the system-level and detail design stages. During these stages, categorical or numerical values regarding the material properties and geometric parameters can be specified, and they enable product developers to check regulatory compliance and assess the functional, economic, and environmental performance of a product. The functional assessment needs to be performed in the system-level design stage because the durability influences regulatory compliance and the other economic and environmental assessments. As the durability corresponds to the in-use lifetime of a product system, it is involved in calculating the energy consumed during the in-use phase especially for energy-using products. While prototyping proceeds with field tests in the testing and refinement stage, product developers need to review and ensure the compliance with the target regulations and the assessment results in functional, economic, and environmental aspects. These actions can occur repetitively and recursively to optimize the design and performance of the product.
Figure 2 presents the procedure of the proposed approach. This procedure defines the actions appropriately taken by product developers within the framework presented in Fig. 1. The procedure comprises four stages: functional assessment, ErP compliance check, economic assessment, and environmental assessment. The functional assessment analyzes the durability of a product by failure mode effect analysis (FMEA), which identifies potential failure modes, evaluates the causes and effects of component failure modes and decides on methods for the elimination of failure occurrence [38]. Note that the durability derived from the functional assessment is forwarded to the following stages. The ErP compliance check qualifies the fulfillment of the ErP directive by using the calculation method stated in the directive and a descriptive checklist method. The economic assessment engages in calculating the total cost during the product lifecycle based on an LCC analysis. The environmental assessment quantifies the environmental loads throughout the product lifecycle by means of a simplified LCA.

The procedure of an eco-design approach
4 Techniques
This section describes the technical details of the proposed approach presented in Sect. 3. We use a vacuum cleaner, which is an energy-related product, as an application for clear understanding.
4.1 Functional Assessment
The durability of a product has been recognized as the primary metric in the functional perspective because it determines the lifetime of the product. The durability is also important in the economic and environmental perspectives because it is directly associated with the electricity consumed during the in-use phase of energy-using products and the environmental loads emitted from the electricity usage [36]. This durability can be measured through the technical lifetime, on which the present work focuses, and the useful lifetime. The former indicates how long a product lasts in its primary function until a first failure occurs; meanwhile, the latter indicates how long a product is considered useful by the user before it is obsolete [36].
The process of this functional assessment comprises the failure component selection, analytical modeling, and durability review. FMEA is useful to identify high-frequent failure components that can cause the product to seriously malfunction and to analyze the cause-and-effect with regard to potential failures. The analytical modeling derives the estimated lifetimes of these components by using mathematical equations. The estimated durability then needs to be carefully reviewed for the design selection of the product and components.
-
1.
Failure component selection
FMEA first segments the components that comprise a product system because the malfunction of the product typically originates from failures in particular components. The FMEA then analyzes the cause-and-effect of the failure modes of components and identifies high-frequent failure components. The FMEA can be achieved by customer surveys, literature studies and real tests. Customer surveys can give practical insights regarding common problems in some components through customers’ real uses. Table 1 presents a survey report that shows major faults of upright and cylindrical vacuum cleaners [39]. The electric motor can be a high-frequent failure component because it normally fails to work when it is broken, and this issue is a product design problem. Literature studies offer indirect but professional knowledge provided by experts who have conducted field or experimental tests. A study presents a FMEA structure for small-sized electric motors, as shown in Table 2, and figures out that a bearing component has the highest fault susceptibility (failure mode percentage: 84.67%) [40]. In addition, real tests using prototypes can produce direct and accurate results, although they are not easy in the design stage due to the difficulty in prototyping. FMEA results can identify high-frequent failure components and thus narrow the scope of analytical modeling.
-
2.
Analytical modeling
It is necessary to model high-frequent failure components through analytical means to estimate their lifetimes. The lifetimes of such components typically depend on various mechanical, electrical, thermal, and environmental aging factors [41]. These aging factors cause metal fatigue due to the stress applied to the material beyond the limitation of its material strength. By analyzing these factors, the lifetime of a bearing component can be estimated based on rolling contact fatigue [42]. Equations (1)–(5) express the estimated lifetime of a bearing component with 90% reliability, based on the formula provided by [42]. The durability of an electronic motor equals to the estimated lifetime (L10h) of the bearing component.
where L10h: nominal life (hours), L10: nominal life (revolution × 106), n: rotational speed (RPM), C: basic dynamic load rating (kN), P: equivalent dynamic load (kN), p: exponent factor, Fr and Fa: radial and axial actual loads (kN), X and Y: load factors from a table, m: bearing mass (kg), g: gravity (mm/s2), N: number of bearings, Frm: radial minimum load (kN), kr: minimum load factor, v: kinematic viscosity (mm2/s), dm: 0.5 × (bearing inner diameter + bearing outer diameter) (mm)
-
3.
Durability review
Product developers need to review the durability calculated from the analytic model. They then need to confirm whether the durability satisfies the target specification of a product system. This durability will be embedded into the ErP compliance check and economic and environmental assessments for their reasonable calculation based on the durability.
4.2 ErP Compliance Check
The ErP directive provides the set of requirements which the energy-related products covered by these measures must fulfill to be placed on the EU market [4]. This directive deals with the energy-related products dependent on energy input and is incorporated into energy-using products (e.g., washing machines, vacuum cleaners, refrigerators, computers and televisions) [33]. Thus, NPD should be evolved to observe and comply with the requirements stipulated in the ErP directive.
The process of this ErP compliance check consists of data collection, compliance check and compliance verification. Once a product is conceptualized in the concept development, a compliance checklist needs to be investigated and prepared for identifying the ErP requirements. The relevant data then need to be collected to measure and calculate the metrics related to the ErP requirements. The compliance check based on the measurement and calculation methods stated in the ErP directive indicates whether the performance of the product satisfies the ErP requirements. If it does not, the concepts and specifications of the product are required to be updated, and this process can be repeated.
-
1.
Data collection
The European Commission website provides an access to the ErP requirements that set out reliable, accurate, and reproducible measurement methods for their compliance [43]. For example, the ErP stipulates that vacuum cleaners should comply with the following requirements (note that the following captures only part of the entire requirement) [43]. Such specific thresholds for individual requirements make it possible to implement measures as the target specification of the product.
-
Annual energy consumption (AEC) shall be less than 43.0 kWh/year
-
Rated input power shall be less than 900 W
-
Sound power level shall be less than or equal to 80 dB(A)
-
Operational motor lifetime shall be greater than or equal to 500 h
In turn, data should be obtained and collected to calculate the numerical values corresponding to the specific requirements. It is obviously not easy to collect the data associated with the ErP requirements because the final products are incomplete during the design stage. Data collection by direct or indirect measurement can be available, but direct measurement is preferable. The direct measurement gathers sensor-level data from measurement devices in an experimental environment in which the components of the product are identified, or its prototypes are ready. For example, a power meter can be used to measure the rated input power and calculate the AEC of a vacuum cleaner. Indirect measurement is a method of estimating the measured values until physical prototypes appear, and it includes approximation, reference, and simulation. Approximations derive the data values estimated under assumptions, and references obtain referential data from some reliable sources. Simulations use virtual data generated from simulation tools on computers.
-
2.
Compliance check
Once the data are collected, calculation can be conducted based on the calculation methods stated in the ErP directive. Compliance with the requirements can be then checked depending on the calculation results. Equations (6)–(9) express the calculation methods for the AEC (AECgp) for general-purpose vacuum cleaners [43]. In addition, the nominal lifetime (L10h) derived from Eq. (1) is used to check the satisfaction of the operational motor lifetime in the ErP requirement.
where AEC: annual energy consumption (kWh/year) (gp: general purpose, c: carpet, or hf: hard floor), ASE: average specific energy consumption (Wh/m2), dpu: dust pick-up, 4: number of times that a cleaner passes over each point, 87: dwelling surface to be cleaned, 50: number of 1-h cleaning tasks per year, 0.001: conversion factor from Wh to kWh, 0.2: difference between dust pick-up after five and after two double strokes, P: average power (W), NP: average power equivalent of battery operated active nozzles (W), t: total time spent for cleaning (h), A: surface area (m2)
-
3.
Compliance verification
Product developers need to verify and confirm whether the measurements and calculations for the compliance check appropriately conforms to the equations and environments specified in the ErP directive. For example, if a vacuum cleaner consumes AECgp less than 43.0 kWh/year, it complies with the AEC requirement. If it does over 43.0 kWh/year, it fails to satisfy the compliance standard, and re-specification or re-design is required. Product developers subsequently need to prepare technical documents for the obligation of submitting and disclosing such information.
4.3 Economic Assessment
An LCC analysis is efficient for finding cost factors over the product lifecycle with the intention of reducing the total cost, identifying high-cost components and comparing competing products [9]. The early implementation of the product-focused LCC analysis is particularly beneficial because the majority of the LCC is committed at the design stage [44]. Because of this, we adopt the LCC analysis for economic assessment with its simplification. The process of this economic assessment consists of a cost factor decomposition, LCC calculation and LCC review.
-
1.
Cost factor decomposition
It is essential to identify and decompose the cost factors incurred during the product lifecycle so that product developers understand the cost flows of a product. Figure 3 illustrates the major cost factors with regard to the acquisition, in-use and disposal phases [45]. The acquisition phase relates to NPD and production as well as production system construction. The primary focus is to decide on the optimal design of a product and the optimal allocation of process sequences to fabricate and assemble parts and components into a complete product [45]. The in-use phase is associated with the period during which the consumer operates the product. The cost factors can include Manufacturer’s Suggested Retail Price (MSRP), transportation, energy consumption (e.g., electricity for home appliances and gasoline for vehicles), maintenance and material fulfillment. Energy consumption is a dominant cost factor for energy-related products; however, it is also the most unpredictable factor due to high uncertainties in product usages [45]. Finally, products expire after their useful life and can be disassembled into parts, components, or materials in the disposal phase. These pieces are then landfilled, incinerated, recycled, reused, remanufactured, and refurbished depending on their material properties and conditions. The relevant cost factors can contain the cost incurred from these disposal activities in addition to transportation. The disassembly cost is a key factor in the disposal phase [45].

Life cycle cost phases and factors (re-edited from [45])
-
2.
LCC calculation
LCC needs to be quantified analytically to estimate the total cost incurred during the product lifecycle. Based on the above cost factors, the LCC on a functional unit can be calculated as in Eq. (10). In particular, the durability of a product, which was embedded from the functional assessment, can be used to calculate the energy cost in the in-use phase. Here, the functional unit stands for the quantified performance of a product system for use as a reference unit (e.g., a vacuum cleaner on an operational lifetime to clean a given surface area) [26]. The use of the functional unit is also necessary for aligning the same unit with the next environmental assessment.
-
3.
LCC review
The result of the LCC analysis needs to be reviewed to make compromises between cost factors and design decisions, to check the satisfaction of economic target specifications and to compare competing products. It is, of course, difficult to obtain an exact LCC during NPD owing to the scarcity of data, pressure of quick decisions, and high-degree of uncertainty [44]. The LCC also contains allocation problems that partition the cost flow of a product system or transform bulk of costs into individual costs at the functional unit-level. LCC estimation can be imperfect in NPD; nevertheless, it is necessary to overcome this limitation. This is the reason we use the durability embedded from the functional assessment to reduce the uncertainty and to get closer than an assumptive energy cost to the real energy cost incurred from the in-use phase. Note that some studies introduced data-driven LCC estimation by simulation and machine-learning techniques [44] [46].
4.4 Environmental Assessment
Adopting LCA makes sense for our environmental assessment. However, the full LCA has shown its inadequacy for fast decision-making in NPD due to its inherent limitations including high cost, long time period, and data intensive work [7]. It also contains the complexity of identifying impact categories in terms of space and time in the impact assessment phase [24]. Hence, we simplify the LCA through the inclusion of an inventory analysis and partial impact assessment (classification and characterization). This simplification helps product developers make fast decisions by quantifying environmental loads on the mass and energy flows of a product system. However, it is limited to investigating scientific meaning for identifying potential environmental consequences on product alternatives. Figure 4 shows the concept of the simplified LCA, which quantifies and compares environmental loads of product alternatives for selecting the best one. The process of the environmental assessment comprises data collection, environmental load quantification, and LCA review.

The concept of a simplified life cycle assessment
-
1.
Data collection
Data collection is the process of acquiring input and output data of material and energy flows associated with a product system. This data collection is important, but it is difficult to acquire massive and accurate data in practice. There are several ways to collect data, as explained in Sect. 4.2 (1). The most feasible way is to use referential Life Cycle Inventory (LCI) databases such as CO2PE! [47], Korean LCI database [48] and Ecoinvent [49]. These databases assist data collection work by offering several generic, transparent and consistent datasets. Nonetheless, product developers need to calibrate and adjust the referential data because such data rarely contain the data that best fit the goal and scope [50].
-
2.
Environmental load quantification
It is necessary to specify the input and output of materials, energy and emissions in a process flow diagram, to calculate the environmental loads on individual unit-processes and then to aggregate the environmental loads on a functional unit. The process flow diagram provides an outline to capture and calculate the amounts of environmental loads caused by the materials, energy, and emissions to be modeled including their relationships [51]. The amounts of materials, energy and emissions need to be assigned to the functional unit for understanding the fractional contribution of each unit-process to a product system.
Then, each environmental load on a unit-process can be quantified by multiplying the amount of materials, energy or emissions with a characterization factor, which classifies and converts an inventory analysis result into the common unit of a classified impact category [26]. In other words, we only include the classification and characterization and exclude the normalization and weighting while ISO14040 considers the two former elements as mandatory and the two latter elements as optional in the impact assessment phase. The characterization factor corresponds to the equivalent environmental load per inventory parameter (e.g., carbon dioxide, sulfur dioxide and nitrogen dioxide). In turn, aggregating environmental loads over all the unit-processes enables the acquisition of the total environmental load of a product system [51]. Equation (11) expresses the equivalent environmental load per inventory parameter. This partial impact assessment helps product developers make fast decisions by quantifying and comparing the absolute environmental load values on product design alternatives. Allocation problems can also occur, as mentioned in Sect. 4.3, and need to be resolved (e.g., use physical quantities or economic values as allocation criteria) although ISO14040 recommends the avoidance of allocations as much as possible.
where Ia: load per inventory parameter (kg x-eq/fu), m: material weight (kg), e: energy consumption (kWh), p: emission weight (kg), f, g, h: characterization factor (g x-eq/kg or g x-eq/kWh), j: unit-process, n: number of unit-processes
-
3.
LCA review
The results of the LCA need to be reviewed to make compromises between environmental soundness and design decisions, to check the satisfaction of environmental target specifications and to compare competing products. It is recommendable to check completeness, sensitivity, and consistency to ensure the confidence and reliability of the LCA results [26].
5 Case Study
This section presents a case study to demonstrate the feasibility and effectiveness of the proposed method. We use two cylindrical vacuum cleaners made by different manufacturers located in an European country and an Asian country, named VCA and VCB. Commercial products are used in the case study due to the limitation of experiments, but their usage makes sense when they are assumed to be product design alternatives during NPD. The goal of the case study is to perform a comparative analysis to check their ErP compliance and to assess their functional, economic, and environmental performances. Here, material extraction, production and in-use processes on the lifecycle of the products are in the scope of the case study; meanwhile, transportation and disposal processes are out of the scope because their performances vary with the diversity of scenarios. In the case study, we use Microsoft Excel for the compliance and performance calculations.
5.1 Data Collection
We collect the data regarding product specifications as well as their component specifications. Figure 5 shows the disassembled components of VCA and VCB. Table 3 presents the specifications of the two products and their associated materials that comprise the major components. The product specifications refer to the information disclosed by the manufacturers, while the component weights are directly measured. Additionally, we collect the data related to production processes as presented in Table 3. We use referential sources (Ecoinvent version 3.5 [52] and Gallego-Schmid et al. [53]) to acquire electricity, heat and water values consumed during the individual production processes. It causes from unavailability of direct measurements due to the restriction in accessing the real production data. In Table 3, all plastic materials are assumed to be fabricated by injection molding, and steel materials are assumed to be fabricated by metal extrusion.

Component disassembly of two vacuum cleaners
The power metric matters because it relates to the energy consumed during the in-use phase [54]. Thus, this metric is expected to affect our comparative analysis. We directly measure real power values using a power meter (Yokogawa WT310E), and Fig. 6 shows the power patterns of the two products. VCA consumes an average of 566 W when turned-on; whereas VCB averages 1298 W.

Power patterns of two vacuum cleaners
5.2 Functional Assessment
We calculate the durability of VCA and VCB based on the method presented in Sect. 4.1. First, we select a high-frequent failure component because it influences the determination of the lifetime of a vacuum cleaner. We select the electric motor as the high-frequent failure component, as explained in Sect. 4.1. Our selection makes sense as the motor is tested to determine the operational lifetime of a vacuum cleaner in some ErP-relevant literature [39, 55]. In turn, we select the bearing as the most critical sub-component that significantly influences the malfunction of the motor.
Next, we perform the analytic modeling using Eqs. (1)–(5) to estimate the lifetime of the bearing component. A deep groove ball bearing (608-z) is investigated and identically applied to the two products as it is commonly used in electric motors for vacuum cleaners. Table 4 presents its specifications and the mediate and final outputs derived from those equations. The motor rotation differs in that the motor frequency is 50 Hz (3000 RPM) in VCA and 60 Hz (3600 RPM) in VCB. VCA records 0.655 kN and VCB records 0.725 kN on the equivalent dynamic load (P). In the result, VCA records 812.537 h and VCB does 498.811 h for the nominal life (L10h). We validate these nominal life values using a bearing calculator [56] and confirm that they coincide with the outputs of the calculator. It is observable that the lifetime of the bearing in VCA is longer than that of VCB because the former motor rotates slower and requires less load and thus is less worn out than the latter one. Figure 7 explains the estimated lifetime hours as well as the estimated lifetime years with regard to different usage patterns. The light pattern assumes 15 min per week of use, and the heavy pattern assumes 4 h per week, and the average assumes 1 h per week, as referred from the usage scenario in [55]. Note that one year includes 50 weeks due to the coefficient of the number of one-hour cleanings per year in Eqs. (7) and (8).

Estimated lifetime years on different usage patterns
5.3 ErP Compliance Check
We check the ErP compliance of VCA and VCB. The data come from the product specifications (Table 3) and the estimated lifetimes, which are the outcomes of the mechanical analysis (Table 4). Table 5 presents the result of the AEC calculation in which the AEC contains two different values. AEC (ErP base) is derived from Eqs. (6) to (9); meanwhile, AEC (equation base) is obtained from a simple equation (power × 50 h per year). We measure the time spent for cleaning dust on a hard floor surface area (0.9 m2). We apply the minimum values stated in the ErP directive to the dust pick-up for carpet (dpuc = 0.750) and hard floors (dpuhf = 0.980). Table 6 shows the result of the ErP compliance for VCA and VCB. The result shows that VCA passes all the ErP requirements; however, VCB fails to satisfy the requirements regarding the operational motor lifetime, rated input power and AEC. Note that the compliance check is made within the stronger ErP requirements effective from September 2017 [4].
5.4 Economic Assessment
We calculate the LCC of VCA and VCB, based on the method presented in Sect. 4.3. The functional unit is defined as the use of the vacuum cleaner for 50 h/year (the average usage pattern in Fig. 7) to clean 0.9 m2 hard floor (the surface area in Table 5). Table 7 presents the result of the LCC assessment and Fig. 8 shows the comparative graph of the LCC assessment. The amount of material and electricity in the acquisition phase is referred from Table 3, while the electricity in the in-use phase is obtained from the estimated lifetime in Table 4. It is observable that the LCC of VCB records 301.238 USD (US Dollar) while that of VCA does 347.175 USD. The MSRP and electricity cost spent during the in-use phase are determined to be dominant cost factors. The MSRP of VCB is 53.6% of that of VCA, although the electricity cost for the former is 40.8% higher than the cost for the latter. It is noted that collecting cost data is also labor-intensive. We collect cost data from multiple sources including Ecoinvent [52], which facilitates the gathering of the market data of the materials.

Summary of life cycle cost
5.5 Environmental Assessment
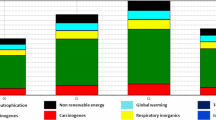
We perform our simplified LCA to assess the environmental loads incurred during the acquisition and in-use phases. The functional unit is the same with that of LCC as the use of the vacuum cleaner for 50 h/year to clean 0.9 m2 hard floor. We only measure the environmental loads of four major inventory parameters: carbon dioxide (CO2) correspondent to climate change, nitrogen oxide (NOx) and sulfur dioxide (SO2) to acidification, and water (H2O) to abiotic resource depletion. Their characterization factor values are referred from Ecoinvent. Table 8 presents the results of the LCA, and Fig. 9 summarizes the comparison of the environmental loads. This figure implies that VCA is less impactful on the environment with an average 39.6% less than that of VCB. CO2 is investigated as the most significant inventory parameter followed by H2O, SO2 and NOx. The environmental burdens mostly come from the electricity consumption during the in-use phase for which VCB consumes 40.8% more electricity than does VCA.

Summary of environmental loads
5.6 Discussion and Future Direction
-
1.
Discussion
ErP compliance: ErP has become a mandatory regulation as it specifies the measurement of energy and environmental performances of product systems. As presented in Table 6, VCA passes all the requirements regulated by the ErP, while VCB fails the ErP compliance due to the excess of the operational motor lifetime, rated input power and AEC. The main reason is that their power demands (VCA 566 W vs. VCB 1298 W) affect their electricity usages differently during the in-use phase. Consequently, VCA can gain accessibility in the European market; however, VCB cannot.
Functional, economic and environmental performances: the measurement of multi-criteria performances needs to be accompanied during NPD with the inheritance of the ErP compliance. Thus, the functional, economic, and environmental metrics of a product system need to be quantified to specify design parameters and compare design alternatives. In the case study, VCA gains a competitive advantage in the functional and environmental aspects; meanwhile, VCB performs better in the economic aspect. In our analysis, VCA operates with a lower power demand and motor rotation in the in-use phase, and thus it can prolong its durability and impose less environmental burdens throughout its lifecycle. On the other hand, VCB possesses cheaper MSRP, thereby gaining benefit for its LCC. The case study implies that VCB needs to replace its current motor with a more energy-efficient one with an improved suction performance to pass the ErP requirements and increase its functional and environmental performance. Meanwhile, VCA requires a lower MSRP to gain cost attraction. Such implications can drive product developers to decide on their target specifications and real performances to create better product designs. In the case study, we leave product developers the product choice in the three performance aspects. It comes from that the selection of the superiority among the three performances and the calculation of synthetic indices to determine the best product are the out of scope of the present work.
-
2.
Future direction
ErP compliance: we address that product developers should consider the ErP compliance a pre-requisite for design parameters. Even excellent products may not be able to enter the marketplace unless they can satisfy the eco-design parameters stipulated in the ErP. Checking the ErP compliance becomes a critical process in NPD while it is quite challenging to product developers due to the lack of knowledge and the relevant methods. Thus, more practical methods, including the present work, need to be developed and deployed to resolve environmental regulation problems during NPD. Such methods can be formalized in ways of guidelines, manuals, instructions, checklists, templates and software.
Improvement of functional, economic and environmental performances: in the marketplace, consumers typically want more durable and innovative products that provide monetary savings and an increased quality of life [55]. Recently, consumers have become smarter as the number of consumers who have interest in energy savings has increased [55]. Product developers therefore need to incorporate the design parameters relevant to the environmental aspect and align them with the conventional parameters associated with the functional and economic aspects. Design for X (DfX) can be a good methodology and technique to improve functional, economic and environmental performances. DfX emphasizes the incorporation of the issue given by X through setting X as the design goals and constraints during NPD [58]. The implementations of design for manufacturing, assembly, quality and reliability led to benefits traditionally including simplification of products, reduction of manufacturing costs, improvement of quality and reduction of time to market [58]. Design for durability can implement better choice of materials, components and products by guiding the selection of more durable ones or the development of new ones that lead to minimize their defects. Meanwhile, design for sustainability (DfS) becomes essential since 1990s, as described in Sects. 1 and 2. DfS can respond to the improvement of the environmental and economic performances by applying LCD techniques like LCC and LCA appropriately to the conventional NPD processes [59]. These DfX applications can work independently but furthermore their integration needs to be achieved because X issues are mutually influential. The result of our case study is a good example in that the durability of vacuum cleaners directly affects their economic and environmental performances. Therefore, it is necessary to apply a holistic design approach to improve functional, economic and environmental performances. This approach enables product developers to consider the conventional (functional and economic) and recent (environmental) requirements of their design decision-making.
It is worth mentioning that the input power range of vacuum cleaners has increased in the last decades because consumers’ common sense was the higher input power, the higher cleaning performance of vacuum cleaners [39]. However, a report argues that more power does not equate to better cleaning and a good cleaning performance can be achieved through changes in motor, airways, and nozzle designs [60].
Furthermore, as product developers are faced with solving multi-criteria design problems, they need to determine the best option within the situation in which design parameters have both merits and demerits together with their complex correlations. Single indexing including weighting methods and the analytic hierarchy process can be feasible for increasing functional, economic and environmental performances by solving multi-objective optimization problems [61]. Such single indexes can represent the integrated measure of multiple performances for fast decision-making. However, product developers need to be aware of the shortcoming of the single indexing, which may eliminate the distinctions pervasive in individual aspects or reach different results depending on weighting preferences.
Software support: eco-design software is useful for improving environmental performance and desirable to product developers who lack knowledge of the environmental domain. As discussed in Sect. 2, some software solutions provide good functionalities to aid the eco-design actions of product developers. Even the Excel calculator, which we used, can be a simple template for automatic calculation by coding numerical equations. Nevertheless, the eco-design software needs to be more advanced to connect with referential databases for convenient data collection. Data collection is labor-intensive, and it is difficult to sustain data consistency because these data can be sourced from dispersed data repositories and may contain spatial and temporal differences. This problem will be more critical to product developers. To solve this problem, LCI databases need to be evolved to provide better accessibility and openness by means of application programming interfaces and web-services. Accessibility and openness can lead to the implementation of automatic data ingestion through a direct connection between data repositories and eco-design software.
6 Conclusion
The present work proposes an eco-design method that integrates functional, economic, and environmental assessments with a compliance check of eco-design requirements covered by the ErP directives. The proposed method is designed to provide analytical capabilities including a durability estimation based on a mechanical analysis, a regulatory compliance check based on the ErP calculation methods, a realistic LCC based on the embedment of the derived durability and a simplified LCA based on the environmental load quantification. The case study demonstrates a comparative analysis to determine whether vacuum cleaners satisfy the ErP requirements and which vacuum cleaner is superior in terms of functional, economic, and environmental aspects.
From the industrial perspective, the proposed method contributes to providing an easy and simplified eco-design approach so that product developers who have to be concerned with the anticipation of cost and functionality with environmental soundness can make fast decisions on their design specifications. Returning to the news in Sect. 1, the present work originated from our questions—why did this happen? how this can be prevented?—and suggests solutions for these questions. From the academic perspective, the present work designs an analytical method for complying with the ErP requirements as well as integrating three disperse assessment techniques into one holistic and systematic procedure. The present work also shows that the mechanical domain for the durability can be merged with the environmental domain underlying the LCC and LCA.
The present work is limited in dealing only with the durability in the functional assessment and excluding other important metrics such as usability, manufacturability, and practicability. Although the durability is important in assessing economic and environmental performances, other functional metrics need to be considered in real industries. Product developers require a comprehensive understanding of all functional metrics for their accurate decision-making. Other limitations can be found in our LCA simplification in the environmental assessment. Our LCA method cannot reach to determining scientific meaning in terms of impact categories. Transportation and disposal processes are out of the scope of our study; however, they obviously influence environmental performance due to pollutant emissions and the nontrivial energy consumption of product systems. Our method excludes the evaluation elements including complete, sensitivity, and consistency checks, which are typically undertaken in the full LCA for enhancing the confidence and reliability of LCA studies.
In the future, we will extend the coverage of multiple functional metrics including usability, manufacturability, and practicability for increasing the convenience of product developers. We will intensify our simplified LCA for a more rigid assessment by integrating the full LCA in ways extending toward the entire product lifecycle and incorporating the evaluation elements. We will implement a software prototype for eco-design decision supports to improve the comfort of product developers.
References
Mu, J., Thomas, E., Peng, G., & Benedetto, A. D. (2017). Strategic orientation and new product development performance: The role of networking capability and networking ability. Industrial Marketing Management, 64, 187–201.
Romli, A., Prickett, P., Setchi, R., & Soe, S. (2015). Integrated eco-design decision-making for sustainable product development. International Journal of Production Research, 53(2), 549–571.
Kim, B. J. (2017). Translated: Electricity-hunting ‘Korean Vacuum Cleaner’ prohibited in Europe. https://news.sbs.co.kr/news/endPage.do?news_id=N1004380796. Accessed 6 Sep 2017.
Union, E. (2009). Directive 2009/125/EC: Establishing a framework for the setting of eco-design requirements for energy-related products. Office Journal of the European Union, L285, 10–35.
Favi, C., Peruzzini, M., Germani, M. (2012). A lifecycle design approach to analyze the eco-sustainability of industrial products and product-service systems. In International design conference, 879–888, Dubrovnik, Croatia, May 21–24.
Gómez, P., Elduque, D., Clavería, I., Pina, C., & Javierre, C. (2020). Influence of the material composition on the environmental impact of ceramic glasses. International Journal of Precision Engineering and Manufacturing Green Technology, 7, 431–442.
Meng, Q., Li, F. Y., Zhou, L. R., Li, J., Ji, Q., & Yang, X. (2015). A rapid life cycle assessment method based on green features in supporting conceptual design. International Journal of Precision Engineering and Manufacturing Green Technology, 2(2), 189–196.
Kara, S., Li, W., & Sadjiva, N. (2017). Life cycle cost analysis of electrical vehicles in Australia. Procedia CIRP, 61, 767–772.
Kumaran, D. S., Ong, S. K., Tan, R. B. H., & Nee, A. Y. C. (2001). Environmental life cycle cost analysis of products. Environmental Management and Health, 12(3), 260–276.
Ramani, K., Ramanujan, D., Bernstein, W. Z., Zhao, F., Sutherland, J., Handwerker, C., et al. (2010). Integrated sustainable life cycle design: A review. Journal of Mechanical Design, 132(9), 1–15.
Ricardo, R. E. A. (2015). The durability of products. European Union final report. https://doi.org/10.2779/37050.
Ulrich, K. T., & Eppinger, S. D. (2011). Product design and development (5th ed.). New York: McGraw-Hill Education.
Devanathan, S., Ramanujan, D., Bernstein, W. Z., Zhao, F., & Ramani, K. (2010). Integration of sustainability into early design through the function impact matrix. Journal of Mechanical Design, 132(8), 1–8.
Chiu, M. C., & Chu, C. H. (2012). Review of sustainable product design from life cycle perspectives. International Journal of Precision Engineering and Manufacturing, 13(7), 1259–1272.
Anastas, P. T., & Zimmerman, J. B. (2003). Design through the 12 principles of green engineering. IEEE Engineering Management Review, 35(3), 94–101.
Telenko, C., & Seepersad, C. C. (2010). A methodology for identifying environmentally conscious guidelines for product design. Journal of Mechanical Design, 132(091009), 1–9.
Spangenberg, J. H., Fuad-Luke, A., & Blincoe, K. (2010). Design for sustainability (DfS): The interface of sustainable production and consumption. Journal of Cleaner Production, 18, 1485–1493.
Bovea, M. D., & Pérez-Belis, V. (2012). A taxonomy of ecodesign tools for integrating environmental requirements into the product design process. Journal of Cleaner Production, 20, 61–71.
Huang, H., Zhang, L., Liu, Z., & Sutherland, J. W. (2011). Multi-criteria decision making and uncertainty analysis for materials selection in environmentally conscious design. International Journal of Advanced Manufacturing Technology, 52, 421–432.
Beng, L. G., & Omar, B. (2014). Integrating axiomatic design principles into sustainable product development. International Journal of Precision Engineering and Manufacturing Green Technology, 1(2), 107–117.
Shi, J., Li, Q., Li, H., Li, S., Zhang, J., & Shi, Y. (2017). Eco-design for recycled products: Rejuvenating mullite from coal fly ash. Resources, Conservation and Recycling, 124, 67–73.
Kazulis, V., Muizniece, I., & Blumberga, D. (2017). Eco-design analysis for innovative bio-product from forest biomass assessment. Energy Procedia, 128, 368–372.
Poudelet, V., Chayer, J. A., Margni, M., Pellerin, R., & Samson, R. (2012). A process-based approach to operationalize life cycle assessment through the development of an eco-design decision-support system. Journal of Cleaner Production, 33, 192–201.
Chang, D., Lee, C. K. M., & Chen, C. H. (2014). Review of life cycle assessment towards sustainable product development. Journal of Cleaner Production, 83, 48–60.
Ahmad, S., Wong, K. Y., Tseng, M. L., & Wong, W. P. (2018). Sustainable product design and development: A review of tools, applications and research prospects. Resources, Conservation and Recycling, 132, 49–61.
ISO14040. (2006). Environmental management—life cycle assessment—principles and framework. Geneva: International Standards Organization.
Nielsen, P. H., & Wenzel, H. (2002). Integration of environmental aspects in product development: A stepwise procedure based on quantitative life cycle assessment. Journal of Cleaner Production, 10(3), 247–257.
Nam, S., Lee, D. K., Jeong, Y.-K., Lee, P., & Shin, J.-G. (2016). Environmental impact assessment of composite small craft manufacturing using the generic work breakdown structure. International Journal of Precision Engineering and Manufacturing Green Technology, 3(3), 261–272.
Pastor, M. C., Mathieux, F., & Brissaud, D. (2014). Influence of environmental European product policies on product design—current status and future developments. Procedia CIRP, 21, 415–420.
Schischke, K., Nissen, N. F., & Lang, K. D. (2014). Welding equipment under the energy-related products directive: The process of developing Eco-design criteria. Journal of Industrial Ecology, 18(4), 517–528.
Abramovici, M., Quezada, A., & Schindler, T. (2014). Methodical approach for rough energy assessment and compliance checking of energy-related product design options. Procedia CIRP, 21, 421–426.
Cellura, M., Rocca, V. L., Longo, S., & Mistretta, M. (2014). Energy and environmental impacts of energy related products (ErP): A case study of biomass-fuelled systems. Journal of Cleaner Production, 85, 359–370.
Kang, Y. C., Chun, D. M., Jun, Y., & Ahn, S. H. (2014). Computer-aided environmental design system for the energy-using product (EuP) directive. International Journal of Precision Engineering and Manufacturing, 11(3), 397–406.
Bomberg, M., & Kisilewicz, T. (2015). Durability of materials and components. Methods of building physics (1st ed., pp. 173–217). Cracow: Cracow University of Technology.
Miller, S. A., Srubar, W. V. I. I. I., Billington, S. L., & Lepech, M. D. (2015). Integrating durability-based service-life predictions with environmental impact assessments of natural fiber–reinforced composite materials. Resources, Conservation and Recycling, 99, 72–83.
Ardente, F., & Mathieux, F. (2014). Environmental assessment of the durability of energy-using products: Method and application. Journal of Cleaner Production, 74, 62–73.
Bobba, S., Ardente, F., & Mathieux, F. (2016). Environmental and economic assessment of durability of energy-using products: Method and application to a case-study vacuum cleaner. Journal of Cleaner Production, 137, 762–776.
Liu, H. C., Liu, L., & Liu, N. (2013). Risk evaluation approaches in failure mode and effects analysis: A literature review. Expert Systems with Applications, 40(2), 828–838.
Kemna, R., van Boorn, R. (2016). Study on durability tests—According to Article 7(2) of Commission Regulation (EU) No 666/2013 with regard to ecodesign requirements for vacuum cleaners. Final report, VHK.
Munteanu, R.A., Iudean, D., Zaharia, V., Muresan, C., & Cretu, T. (2013). Implementing a failure mode and effect analysis for small and medium electric motors powered from photovoltaic panels. In 2nd IFAC workshop on convergence of information technologies and control methods with power systems, May 22–24, Cluj-Napoca, Romania, pp. 74–77.
Rusu-Zagar, C., Notingher, P., Navrapescu, V., Mares, G., Rusu-Zagar, G., Setnescu, T., & Setnescu, R. (2013). Method for estimating the lifetime of electric motors insulation. In The 8th international symposium on advanced topics in electrical engineering, May 23–25, Bucharest, Romania.
SKF Group Headquarters. (2018). Rolling bearings. https://www.skf.com/binary/21-121486/Rolling-bearings—17000-EN.pdf. Accessed 24 May 2019.
Union, E. (2013). Implementing Directive 2009/125/EC of the European Parliament and of the Council with regard to eco-design requirements for vacuum cleaners. Office Journal of the European Union, L192, 24–34.
Seo, K. K., Park, J. H., Jang, D. S., & Wallace, D. (2002). Approximate estimation of the product life cycle cost using artificial neural networks in conceptual design. International Journal of Advanced Manufacturing Technology, 19(6), 461–471.
Asiedu, Y., & Gu, P. (1998). Product life cycle cost analysis: State of the art review. International Journal of Production Research, 36(4), 883–908.
Farr, J. V., Faber, I. J., Ganguly, A., Martin, W. A., & Larson, S. L. (2016). Simulation-based costing for early phase life cycle cost analysis: Example application to an environmental remediation project. The Engineering Economist, 61(3), 207–222.
Kellens, K., Dewulf, W., Overcash, M., Hauschild, M. Z., & Duflou, J. R. (2012). Methodology for systematic analysis and improvement of manufacturing unit process life-cycle inventory (UPLCI)—CO2PE! initiative (cooperative effort on process emissions in manufacturing) Part 1: Methodology description. International Journal of Life Cycle Assessment, 17, 69–78.
Park, J., Tae, S., & Kim, T. (2012). Life cycle CO2 assessment of concrete by compressive strength on construction site in Korea. Renewable and Sustainable Energy Reviews, 16, 2940–2946.
Wernet, G., Bauer, C., Steubing, B., Reinhard, J., Moreno-Ruiz, E., & Weidema, B. (2016). The ecoinvent database version 3 (part I): Overview and methodology. International Journal of Life Cycle Assessment, 21, 1218–1230.
Shin, S. J., Suh, S. H., Stroud, I., & Yoon, S. C. (2017). Process-oriented life cycle assessment framework for environmentally conscious manufacturing. Journal of Intelligent Manufacturing, 28, 1481–1499.
Zia, M. K., Pervaiz, S., Anwar, S., & Samad, W. A. (2019). Reviewing sustainability interpretation of electrical discharge machining process using triple bottom line approach. International Journal of Precision Engineering and Manufacturing Green Technology, 6, 931–945.
Ecoinvent. https://www.ecoinvent.org/. Accessed 22 Apr 2019.
Gallego-Schmid, A., Mendoza, J. M. F., Jeswani, H. K., & Azapagic, A. (2016). Life cycle environmental impacts of vacuum cleaners and the effects of European regulation. Science of the Total Environment, 59, 192–203.
Yoon, H.-S., Lee, J.-Y., Kim, M.-S., Kim, E., Shin, Y.-J., Kim, S.-Y., et al. (2020). Power consumption assessment of machine tool feed drive units. International Journal of Precision Engineering and Manufacturing Green Technology, 7, 455–464.
Bobba, S., Ardente, F., Mathieux, F. (2015). Technical support for environmental footprinting, material efficiency in product policy and the European Platform on LCA—durability assessment of vacuum cleaners. JRC Science and Policy Report, EUR 27512 EN. Luxembourg. https://doi.org/10.2788/563222.
SKF Group Headquarters. (2019). SKF bearing calculator. Version: 1.0.31. https://skfbearingselect.com. Accessed 22 Apr 2019.
European Commission. (2019). Report from the commission to the European parliament, the council, the European economic and social committee and the committee of the regions—energy prices and cost in Europe. Report (COM/2016/0769). https://ec.europa.eu/energy/en/data-analysis/energy-prices-and-costs. Accessed 22 Apr 2019.
Kuo, T.-C., Huang, S. H., & Zhang, H.-C. (2001). Design for manufacture and design for ‘X’: concepts, applications and perspectives. Computers and Industrial Engineering, 41, 241–260.
Mesa, J. A., Esparragoza, I., & Maury, H. (2019). Trends and perspectives of sustainable product design for open architecture products: Facing the circular economy model. International Journal of Precision Engineering and Manufacturing Green Technology, 6, 377–391.
European Commission-AEA Energy and Environment. (2009). Work on preparatory studies for eco-design requirements of EuPs (II)—Lot 17 Vacuum cleaners. Final report (ED04902).
Saad, M. H., Darras, B. M., & Nazzal, M. A. (2020). Evaluation of welding process based on multi-dimensional sustainability assessment model. International Journal of Precision Engineering and Manufacturing Green Technology. https://doi.org/10.1007/s40684-019-00184-4.
Acknowledgements
This work was supported by the Basic Research Program in Science and Engineering through the Ministry of Education of the Republic of Korea and the National Research Foundation (NRF-2018R1D1A1B07047100).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kiling, F.S., Shin, SJ., Lee, MK. et al. An Energy-Related Products Compliant Eco-Design Method with Durability-Embedded Economic and Environmental Assessments. Int. J. of Precis. Eng. and Manuf.-Green Tech. 8, 561–581 (2021). https://doi.org/10.1007/s40684-020-00213-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-020-00213-7