
Abstract
The use of riveting as an assembly technique, especially in the aeronautical construction, requires the implementation of several holes in aluminium alloy sheets, which leads to a stress localization in the drilled zones and affect the fatigue life. Studies have shown the beneficial effect of the cold expansion technique in obtaining better fatigue life of rivet holes, but only few of them have examined the effect of double cold expansion. This paper presents the results of an experimental work which aimed to evaluate the new enhancement of fatigue life by double cold expansion process of rivet holes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The assembly stresses of various parts composing a structure produce significant concentrations within materials. Although welding is today introduced in the aeronautical structure, the riveting assembly presents more than 95 % of junctions among the totality of critical parts. The rivet holes produce stress concentrated regions where cracks can be formed and grow, often hidden beneath another layer of aluminium or by the head of the rivet. The aeronautical structures components are generally assembled by rivets which lead to geometrical discontinuities and stress concentration zones; the risks of initiation and propagation of the fatigue cracks are located close to these zones. Several authors [1–4] have shown the beneficial effect of the cold expansion technique in enhancing the fatigue life of rivet holes, [5, 6] have numerically studied the effect of double expansion on the residual stresses distribution, but only few studies have experimentally examined the effect of double cold expansion on cracks propagation and fatigue life. The main objective of this work is to evaluate the new enhancement of fatigue life by double cold expansion. For that, mechanical properties of material are given in item 2, and the specimen geometry is shown in item 3. The cold expansion process and experimental results will be explained and discussed in items 4 and 5, respectively. Finally, conclusion is drawn in item 6.
2 Material properties
The material used in this study is an aluminium alloy 2024-T3. The mechanical properties of this alloy are given in Table 1.
3 Specimen’s geometry
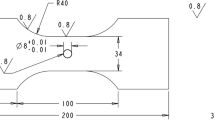
The specimen geometry and dimensions are shown in Fig. 1.

Specimen geometry and dimension (mm)
4 Double cold expansion process
To achieve the double cold expansion, two tapered pins were forced through the hole in opposite direction (Fig. 2). The degree of cold expansion (DCE) for the two passes is 4.5 % [7]. It is defined by the following equation:
where ‘d’ represents the diameter of the drilled hole and ‘D’ represents the diameter of the cylindrical part of the pin.

Double cold expansion process and dimensions of tapered pin
The final diameter of the obtained hole is 6 mm, and yielding the material by this process creates a plastic region. When the surrounding material, which is elastically deformed, springs back from the expanded state, the yielded material contracts resulting in compressive tangential residual stress around the hole [2, 3]. This residual stress will be measured using X-ray diffraction. The pin was pushed through the hole using a 10 KN Instron fatigue machine.
To avoid material damage, double cold expansion process is limited by one pass only. Crack initiation has been observed in the case of repeat use of the second pass even for a degree of 2 %.
5 Results and discussion
5.1 X-ray diffraction measurement
X-ray diffraction is a non-destructive method that can be used for the evaluation of residual stress in components. It is applicable to crystalline materials with a relatively small or fine grain size. So, to evaluate residual stress caused by the single and double cold expansion process, X-ray diffraction measurements were performed on a 4-circle goniometer (Fig. 3), on both faces of the specimen, entrance and exit faces for each pass. Each measured point corresponds to the centre of one irradiated rectangle area of 2 × 1 mm2 (1 mm in the radial direction) (Fig. 4). The aluminium (422) reflection was used at a diffraction angle of 2θ = 137.44°, this means a mean depth penetration of 30 μm for the X-ray radiation. The residual stress results are presented in Figs. 5 and 6 for the two passes in opposite direction. It has been found that for a single pass of the tapered pin, residual stresses are low at the entrance face of the pin and maximum at the exit face. So, we can clearly see the beneficial effect of a second cold expansion to enhance the compressive residual stresses level on the entrance face used for the first cold expansion.

SEIFEIR XRD 3000 Pts and 4-circle goniometer

Radial (σ r) and circumferential (σ θ) stresses for θ = 0° et θ = 90°

Residual stresses introduced by tapered pin (first pass)

Residual stresses introduced by tapered pin (second pass)
5.2 Fatigue test
Fatigue tests were carried out using constant amplitude, sinusoidal cycling loads with a load ratio R of 0.1. They were run at a frequency of 20 Hz in a servo hydraulic Instron machine. The fatigue tests parameters must be selected in such a way that the maximum stress level for all tests is 96 MPa (29.26 % of the yield stress) which corresponds to a load of 12 KN. Eight fatigue tests were made for each specimen batch (without cold expansion, with cold expansion one pass, with cold expansion double pass). All fatigue lives reported in Fig. 7 correspond to specimen failure. For the specimen with first pass only, the cracks which preceded the failure were firstly initiated on the entrance faces where the values of the residual stresses are weaker compared to the exit faces. Hence, the idea for enhancing the fatigue life is to improve the level of residual stresses on the entrance face by a double second pass.

Wöhler curves for the three batches of specimens
5.3 Fatigue life comparison
Figure 7 present the Wöhler curves of three specimens’ batches (without cold expansion, with one pass of cold expansion and with double pass in opposite direction). As the fatigue results show, the cold expanded specimens (one pass) generally achieved a fatigue life improvement of almost seven times compared to specimens with no expanded holes. The increase in fatigue life at low alternating stresses is greater than the increase at high alternating stresses. With the double cold expansion in opposite direction, fatigue life enhancement can reach 11 times (four times more compared to one pass). These results showed the beneficial effect of the double cold expansion for a new improvement of fatigue life.
5.4 Cracks growth comparison
During the fatigue tests, many photos were taken to locate the crack initiation and propagation. A camera with 4× zoom and a resolution of 4 million of pixels, interfaced with a computer, was used. The curves of Figs. 8 and 9 show that crack initiation in the cold expanded specimens (one pass) delays 6–7 times more compared to specimens with unexpanded hole. A new delay of crack initiation of 10 times (Fig. 9) was found with the use of double cold expansion process. In addition, the crack growth is very slow for the double cold expanded specimens. The recorded delay in the crack birth and growth shows the beneficial effect of the double cold expansion on enhancing fatigue life.

Comparison of cracks growth (not cold expanded hole and cold expanded hole-first pass)

Comparison of cracks growth (first pass and double pass)
6 Conclusion
Experimentally, by the X-ray diffraction measurements, it has been found that for single pass of the tapered pin, residual stresses are lower at the entrance face of the pin and maximum at the exit face. Fatigue tests have also shown the beneficial effects of compressive residual stresses, and that, first cracks are initiated on the entrance face where the residual stresses are lower compared to those at the exit face. For these reasons, the purpose of this work was to study the effect of the double cold expansion of rivet hole on fatigue life of rivet hole of an aluminium alloy 2024-T3. The obtained results have shown that we can enhance the level of residual stresses at the entrance face by double cold expansion process in opposite direction, which can delay the cracks initiation and propagation at this face. So, second pass have been used to enhance residual stresses in the entrance faces of tapered pin used for the first pass. By increasing residual stresses, we can improve the fatigue life again. The obtained results shows that crack initiation in the cold expanded specimens (one pass) delays 6–7 times more compared to specimens with unexpanded hole. A new delay of crack initiation of 10 times was found with the use of double cold expansion process. In addition, the crack growth is very slow for the double cold expanded specimens. The recorded delay in the crack birth and growth shows the beneficial effect of the double cold expansion on enhancing fatigue life.
Hence, double expansion does not lead to the same improvements with single expansion. For single expansion, the improvement of fatigue life is 7 times and for double expansion, the enhancement of fatigue life reaches 11 times.
References
De Matos PEP, Moreira PMGP (2004) Residual stress effect on fatigue striation spacing in a cold worked rivet hole. Theoretical and applied fracture, vol 42. Elsevier, NewYork, pp 139–148
Elajrami M (2007) Effect of drilling procedures on residual stresses distribution and on fatigue behaviorof 2024-T3 aluminium alloy. Doctoral thesis, university of de Sidi Bel Abbes, Algeria. pp 110–116
Chakherlou TN, Vogwell J (2003) The effect of cold expansion on Improving the fatigue life of fastener holes. Engineering failure analysis, vol 10. Elsevier, NewYork, pp 13–24
Nigrelli V, Pugliese G (2002) Effects of cold working of holes on fatigue crack growth. XXXI Convegno Nazionale 18-21 settembre 2002, session L, Parma, Italy
Su M, Amrouche A, Mesmacque G, Benseddiq N (2008) Numerical study of double cold expansion of the hole at crack tip and the influence on the residual stresses field. Comp Mat Sci 4:350–355
Elajrami M (2013) Numerical study of the effect of double cold expansion of rivet hole on the residual stresses distribution. In: Maropoulos PG (ed) Proceedings of the institution of mechanical engineers, Part B: Journal of Engineering Manufacture, vol 4. University of Bath. http://pib.sagepub.com/
Amrouche A, Su M, Aid A, Mesmacque G (2008) Numerical study of the optimum degree of cold expansion application for the pre-cracked specimen with the expanded hole at the crack tip. J Mat Process Technol 97:250–254
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Fernando Antonio Forcellini.
Rights and permissions
About this article

Cite this article
Elajrami, M., Miloud, R., Milouki, H. et al. Experimental investigation of the effect of double cold expansion on the residual stresses distribution and on the fatigue life of rivet hole. J Braz. Soc. Mech. Sci. Eng. 38, 2527–2532 (2016). https://doi.org/10.1007/s40430-015-0381-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-015-0381-x