
Abstract
This work investigated the gradient microstructure evolution and tensile property of LPBF fabricated 15-5 precipitation hardening stainless steel in post-process direct ageing (DA) and solution treating & ageing (STA). The varied microstructures for austenite and small-sized oxide inclusions at different sample heights in the as-built (AB) condition was generally preserved after DA treatment. However, austenite was almost disappeared, and oxide particle grew significantly after the STA treatment. As a result, the tensile property differences in sample top and bottom for AB and DA conditions did not occur in the STA samples. For the influence of post-process heat treatment, the STA condition had the highest yield strength due to the highest volume fraction of nano-sized Cu precipitates. However, the DA specimen had the highest ultimate tensile strength and elongation owing to the considerable amount of austenite phase and associated transformation induced plasticity effect.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
As a precipitation hardening (PH) stainless steel (SS), 15-5 PH SS has been widely employed in aerospace, chemical, nuclear, and marine applications, owing to its excellent combination of strength, hardness, corrosion resistance and toughness [1,2,3,4,5,6,7,8]. 15-5 PH SS can be fabricated by various methods, such as casting, forging, and additive manufacturing [9, 10]. Among them, additive manufacturing (AM), also known as 3D printing, is a promising technique that can produce complex-shaped parts with minimal material waste and short lead times [11,12,13]. As a AM technology, laser powder bed fusion (LPBF) attracts attentions from academic community and industry owing to its ability to fabricate parts with complex shapes, high fabrication accuracy, high manufacturing density, and low surface roughness [14,15,16].
In recent years, gradient microstructures have been observed in various LPBF fabricated alloys. Previous studies reported the existence of gradient microstructure in 304L SS, 316L SS, 17-4 PH, 15-5 PH, Ti-5Al-5Mo-5V-3Cr-1Zr, AlSi10Mg and AlSi12Mg prepared by AM [17,18,19,20,21,22]. Previous studies on 15-5 PH SS fabricated by LPBF mainly focused on the influence of process and post-process treatment on microstructure evolution, and the relationship between microstructures and properties [23, 24]. However, these investigations did not reveal the evolution of the gradient microstructure at different LPBF build heights in the post process heat treatment. In our previous study, we prepared a LPBF fabricated 15-5 PH SS with a gradient microstructure containing different volume fractions of austenite and oxide at different build heights [25]. The varied microstructure led to a decreased yield strength along the build direction. It is well known that oxide inclusions coarsen differently during different type of heat treatments [26,27,28]. Therefore, it is necessary to reveal the microstructure evolution of the gradient microstructure in post-LPBF heat treatments.
In this investigation, we studied the influences of different types of heat treatments on the gradient microstructure evolution and resultant mechanical properties of LPBF fabricated 15-5 PH SS stainless steel at different build heights. The microstructural characteristics of martensite, austenite, oxide inclusions, Cu precipitates were investigated by using electron back-scatter diffraction (EBSD) and scanning transmission electron microscopy (STEM). The tensile properties were determined by tensile tests. The microstructure-tensile property relationships were quantitatively established, and the different strengthening mechanisms of the gradient microstructure in the as-built, direct aged, and solution and aged conditions were proposed.
2 Materials and Methods
2.1 Materials and LPBF Process
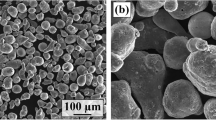
In this investigation, gas atomized 15-5 PH SS powder was provided by Peshing New Metal (Changzhou) Co., Ltd., China. The powder particles had a spherical morphology, as shown in Fig. 1a. Figure 1b shows the particle size distribution measured by a Microtrac S3500 particle size analyzer. The d10, d50 and d90 were determined at 24.0 μm, 40.3 μm and 57.1 μm, respectively. Table 1 lists the chemical composition (wt%) of the 15-5 PH SS fabricated sample measured by Thermo Scientific iCAP 7200 ICP-OES and LECO 836 series elemental analyzers.

a Scanning electron microscopy image showing powder particle morphology; b the particle size distribution of the 15-5 PH stainless steel, c the illustration of tensile specimen extraction heights, d the drawing of M10 tensile specimens
As shown in Fig. 1c, 15-5 PH SS samples (X: 90 × Y: 13 × Z: 60 mm) were prepared on a 304L stainless steel substrate by using a HBD-280 LPBF system equipped with a 500W IPG laser in argon protective atmosphere with an oxygen level below 600 ppm. The laser exposure strategy was stripe scanning, and the scanning vector in each layer rotated 66.7° relative to the previous layer. The LPBF parameters were a laser power of 200 W, a scan speed of 800 mm/s, a hatch distance of 110 μm, and a layer thickness of 30 μm. After the LPBF fabrication, the samples were removed from the substrate by electrical discharge machining (EDM) wire cut.
2.2 Post-Process Heat Treatment
For AB samples, post-process heat treatments were further carried out in a KSL-1200X-M muffle furnace equipped with a K-type thermocouple. Two heat treatment schemes were employed in this study. One is direct ageing (DA) at 552 ℃ for 4 h followed by furnace cool (FC), and the other is solution treatment and ageing (STA) at 1040 ℃ for 1 h followed by air cool (AC) and 552 ℃ for 4 h followed by FC. The three investigated conditions are listed in Table 2
2.3 Mechanical Test
Tensile specimens with two different build heights at 10 mm (termed as bottom specimen (B)) and 50 mm (termed as top specimen (T)) from the substrate were extracted from the sample. As this paper focused on the influence of post-process heat treatment on gradient microstructure and mechanical property, only horizontally fabricated specimens were used as shown in Fig. 1c and d. Tensile tests were carried out at room temperature on as-built (AB), DA, and STA conditions by using a Zwick/Roell machine with a constant displacement speed of 1 mm/min equipped with an extensometer, and two replicates were tested for each height. In the tensile test, M10 cylindrical specimens were used according to the ASTM E8/E8M-16a standard [29].
2.4 Microstructural Observation
The heights of the microstructural characterization samples were consistent with that of the tensile specimens. Optical micrographs (OM) of AB specimen at bottom and top heights were obtained by using an IE500M microscope to determine the relative density, and the measurement was analyzed by using an ImageJ software on 10 OM images for each height. In addition, relative density measurement by Archimedes’ method using a DH-200 M density instrument was also performed to examine the OM image analyses accuracy.
For the EBSD experiment, specimens at both bottom and top in all three AB, DA, and STA conditions were ground using SiC papers to a 3000-grit finish and then electropolished. EBSD was performed on a JSM7200F microscope equipped with an EDAX Velocity Super detector, operating at a 0.1 μm step size and a 20 kV voltage. After the data acquisition, the EBSD data were analyzed by an Aztec software to obtain phase and grain information. Since the step size of EBSD scanning was 0.1 μm, grains with an equivalent area below 0.09 μm2 (3 × 3 pixels) were excluded for the grain size analyses.
For the STEM characterization, 3 mm thin foils of different specimen conditions were ground using SiC papers to a 3000-grit finish and then electropolished using a twin-jet electro-polisher with an electrolyte containing a mixture of 10% perchloric acid and 90% methanol at a voltage of 20 V and a temperature of − 30 °C. The STEM experiments were performed on a FEI-Talos F200X microscope coupled with a Super (electron dispersive spectroscopy) EDS detector operating at a voltage of 200 kV. Microstructure characteristics, including volume fraction, and particle/precipitate size, were analyzed by an ImageJ software.
3 Results
3.1 Microstructure Characterization
3.1.1 Specimen Density
Figure 2 displays OM images of the vertical cross-section of as-built specimens at top and bottom regions. There was a small amount (< 0.1%) spherical gas pores in both heights. In addition, the relative density measured by Archimedes’ method also exceeded 99.9%. Therefore, the LPBF fabricated 15-5 PH SS specimens possessed a near-full density in this work.

OM images taken on the vertical cross sections of the as-built a bottom, b top sample heights
3.1.2 Grain Structure and Phase Analysis
Figure 3 shows the grain orientation and phase maps of the top and bottom regions of AB, DA, and STA conditions. In both AB (Fig. 3a and d) and DA (Fig. 3b and e) specimens, there were large columnar grains located within melt pool and small equiaxed at melt pool boundary denoted by the white dashed lines. In contrast, only large sized laths were observed in the STA condition (Fig. 3c and f). This observation is consistent with previous studies on LPBF fabricated PH stainless steel [8, 24, 30, 31].

Grain orientation and phase maps on the vertical cross-sections of a top and d bottom of AB specimen; b top and e bottom of DA specimen; c top and f bottom of STA specimen. T and B refer to top and bottom regions. Black boundaries are high angle grain boundaries (HAGB) with a misorientation above 15º. White dashed lines in the grain orientation maps demote the melt pool boundary
For the phase analyses, there were considerable amount of austenite in the AB and DA specimens. There were 13.2% and 21.4% volume fractions of austenite in the top and bottom heights of the AB sample, respectively. After DA treatment, it increased to 16.3% and 23.6% for the top and bottom heights, respectively. In contrast, there was negligible amount (0.1%–0.2%) of the austenite volume fraction in the STA condition.
In grain orientation maps, high-angle grain boundaries (HAGB) were highlighted in black. In general, HAGB represents the effective grain size of metallic materials [32]. Therefore, the grain sizes of 15-5 PH SS at different conditions were systematically measured. For AB and DA conditions, grain sizes of martensite and austenite were measured. However, there was negligible amount of retained austenite in STA specimens as shown in the phase maps. Hence, only the martensite grain size was measured for the STA specimens. As shown in Table 3, AB specimens had the smallest grain size of martensite and austenite at both bottom and top heights due to the high LPBF cooling rate [33]. After the DA treatment, the grain sizes of austenite and martensite were slightly increased at 0.1–0.3 μm in both top and bottom heights. In AB and DA conditions, the grain sizes of martensite and austenite were slightly larger in the top than those in the bottom. After the STA treatment, martensite grains were significantly coarsened, and the martensite lath size was similar for both top and bottom heights.
The EBSD data were further analyzed to obtain the geometrically necessary dislocation (GND) density in these specimens (Table 4). In both AB and DA conditions, the GND densities in austenite grains were very similar at ~ 2.1 × 1015 m−2 for both top and bottom heights. The GND densities in martensite grains were slightly higher than austenite at (3.1–3.9) × 1015 m−2, and this is because martensitic phase transformation during the rapid LPBF cooling can cause dislocation accumulation [34]. In addition, GND of martensite grains were slightly higher in sample bottom than sample top, which is related to the relatively fast cooling rate at the sample bottom [35]. After the STA treatment, the GND densities of martensite grains reduced to (2.1–2.2) × 1015 m−2, and there was a negligible difference between the sample top and bottom.
3.1.3 Precipitate and Oxide Inclusion
To reveal the precipitates and oxide inclusions, Fig. 4 shows high angle annular dark field (HAADF) images and associated EDS maps of AB, DA, and STA specimens. In the AB condition, some spherical nanoscale particles were observed, and these inclusions were enriched in Si and O as evidenced by the EDS maps. This observation is consistent with previous studies showing nano-sized oxide inclusions in the as-fabricated LPBF 15-5 PH SS [25]. In addition, Cu precipitates were not found in the AB condition according to the EDS map. After the DA treatment, Cu nano-particles were observed at both grain boundaries and grain interior in addition to the oxide inclusions. In STA condition, a short rod-shaped carbide enriched in Nb and C was observed at the location of an oxide inclusion, and the oxide inclusion was much larger than those in AB and DA conditions. Moreover, Cu nano-precipitates were also found after the STA treatment, and their size seemed to be slightly larger than those in the DA specimen.

HAADF STEM images and corresponding EDS maps of the LPBF 15-5 PH SS specimen in a AB, b DA, c STA conditions
To further characterize the oxide inclusions, Fig. 5 shows low magnification HAADF STEM images of top and bottom specimens in AB, DA, and STA conditions. The black contrast particles were oxide inclusion in all conditions, and some carbides were observed adjacent to the oxide particles in the STA conditions. The oxide inclusions were relatively finer in AB and DA specimens, but they coarsened significantly after the STA treatment. Both intergranular and intragranular oxide inclusions were observed in AB and DA specimens, while most oxide inclusions seemed to be located at grain boundaries in STA conditions. In addition, it seemed that there were more oxide inclusions at the sample bottom than sample top in all AB, DA, and STA conditions.

HAADF STEM images of 15-5 PH SS specimens showing oxide inclusions in: a top and d bottom heights of AB samples; b top and e bottom heights of DA samples; c top and f bottom heights of STA samples
To reveal the Cu precipitation characteristics in DA and STA conditions, Fig. 6 shows high magnification HAADF STEM images of the sample top and bottom. Cu precipitates were observed in both DA and STA treated conditions. Cu precipitates were slightly finer after DA treatment than those in STA specimens. In addition, the volume fraction of Cu precipitates seemed to be higher in STA condition than that in DA condition. For both DA and STA treated samples, there were no obvious difference in the Cu precipitates’ size and volume fraction between the bottom and top regions.

HAADF STEM images of 15-5 PH SS showing Cu precipitates in: a top and c bottom heights of DA samples; b top and d bottom heights of STA samples
3.2 Mechanical Properties
Figure 7 shows the representative engineering tensile stress–strain curves of as-build, direct aged, solution treated and aged samples at the top and bottom heights. For each sample condition, two replicates were tested and the average values are listed in Table 5. In AB and DA processing conditions, the yield strength (YS) was higher in the bottom height than the top counterpart, and this difference was mitigated after STA treatment.

Representative engineering tensile stress–strain curves of AB, DA, and STA samples at top and bottom heights
Among different processing conditions, AB specimens had the lowest yield strength, and DA specimens had higher YS. The YS was the highest in the STA condition. Another important phenomenon was strong strain hardening behavior occurred in AB and DA specimens, and negligible strain hardening happened to the STA specimens, which led to the lowest ultimate tensile strength (UTS) and elongation at fracture (El.) in the STA condition.
4 Discussion
4.1 Effect of heat treatment on the microstructure evolution
4.1.1 Phase Volume Fraction
In LPBF fabricated 15-5 PH SS (Fig. 3a and d), the existence of austenite is mainly retained austenite related to the fine austenite grains and the presence of austenite-stabilizing elements [10]. The fast cooling rate (~ 106 K/s) in LPBF results in extremely small austenite grains. As the energy required for martensitic phase transformation is inversely proportional to the size of the austenite grains, the small austenite grains in AB specimens significantly increase the energy required for the transformation to martensite and the stability of austenite [25].
After DA treatment (Fig. 3b and e), there was a ~ 3% increase in austenite volume fraction in both bottom and top regions comparing to the AB condition. This increment is related to the formation of reverted austenite in DA treatment [30]. According to previous studies, the diffusion of austenite-stabilizing elements such as Ni and Mn at the martensite/austenite interfaces or martensite/martensite boundaries during post-process ageing can lead to formation of reverted austenite [25].
For both AB and DA specimens, the bottom height possessed a higher austenite volume fraction than the top counterparts. This observation is consistent with our previous study [25], which has revealed that more in-situ thermal cycling at the specimen bottom promoted the formation of an increased volume fraction of reverted austenite at the specimen bottom.
In the STA condition (Fig. 3c and f), there was a negligible amount (0.1%–0.2%) of austenite. This indicates no reverted austenite formation after the STA treatment, which may be related to the higher nucleation energy of austenite at martensite lath boundaries in STA conditions than that at martensite/austenite interfaces in DA conditions [36, 37]. The higher austenite nucleation energy at martensite/martensite boundaries after solution treatment makes it more difficult to form reverted austenite in STA condition.
4.1.2 Oxide Inclusion
Image analyses were performed on the oxide inclusions, and the radius and volume fraction were presented in Fig. 8. In AB specimens (Fig. 8a and b), the average radius of oxide particles in top and bottom regions were 12.9 and 11.4 nm, respectively. Their volume fractions were 0.25% and 0.89% for top and bottom regions, respectively. According to previous studies, oxidations during the powder atomization process and powder storage are the main sources of oxide particles in LPBF manufactured samples in 99.99% Ar atmosphere [25].

Size distributions and volume fractions of oxide inclusions in different specimen conditions measured from HAADF STEM images: a top and b bottom regions of AB sample; c top and d bottom regions of DA sample; e top and f bottom regions of STA sample
However, this only explains the existence of oxide rather than the different volume fractions at the sample top and bottom. In LPBF process, the peak temperature of molten pool increases with the build height because of the heat accumulation effect [38,39,40]. In addition, the duration time of the molten pool temperature at above the melting point of silicon oxide also increases with the build height [39]. Therefore, the oxide particle dissolve is more severe at the sample top comparing with that in the bottom [25]. This results in a lower volume fraction of oxide inclusion at the top than that of the bottom regions.
After DA treatment, the size and volume fraction of oxide inclusions were similar to the AB sample. This indicates that ageing temperature of 552 ℃ has little effect on the oxide particles. However, oxide particle grew significantly to an average radius of ~ 60 nm after the STA treatment. It is interesting that the oxide particles stayed at a relative smaller size in the DA specimen, while they grew significantly after the STA treatment.
In general, the coarsening of oxide inclusions at low temperatures (ageing in DA) is dominated by grain boundary diffusion. In contrast, it is mainly attributed to diffusion through lattice and grain boundaries at high temperatures (solution treatment in STA) owing to the increase in the diffusion coefficient [41]. As there is obvious recrystallization and grain boundary migration during the direct ageing process at 550 ℃, the coarsening rate of oxides inclusions is low. While the rapid diffusion through lattice at the solution temperature of 1040 ℃ promotes the growth of oxide inclusions. In addition, the solution treatment would lead to the martensite to austenite transformation and form prior austenite at the solution temperature. As a result of the hindrance of oxides to the grain boundary migration in solution treatment [42], most oxide inclusions located at martensite lath boundaries after air cooling. These oxide inclusions would further coarsen in the following ageing treatment through grain boundary diffusion. Therefore, oxide inclusions are much larger after the STA treatment comparing with the DA treatment.
4.1.3 Cu Precipitation
As shown in Fig. 4, there was no Cu precipitates in AB sample based on the STEM-EDS analyses. After heat treatments, Cu precipitates were observed in both DA and STA specimens. Through statistical image analyses, Fig. 9 shows the size distribution and volume fraction of DA and STA specimens at the top and bottom heights.

Size distributions and volume fractions of Cu precipitates measured from HAADF STEM images: a top and b bottom regions of DA specimens; c top and d bottom regions of STA specimens
In DA samples, Cu-rich particles with diameters at ~ 4 nm and volume fractions at ~ 7% precipitated in both top and bottom regions. After STA, the size of Cu precipitates increased slightly to 4.4–4.7 nm, and volume fraction enhanced significantly to ~ 26%. This is related to more complete precipitations for Cu in the STA condition [7]. In DA condition, it was a two-phase microstructure of austenite and martensite [43], such a microstructure hinders the Cu precipitation process. In contrast, the STA microstructure had a near fully martensitic microstructure (99.8%–99.9% volume fraction as shown in Fig. 3), which was in a super saturated solid solution condition. Therefore, Cu precipitation was promoted in the STA sample.
4.2 Strengthening Mechanisms
In general, the strengthening contributions of LPBF fabricated 15-5 PH SS include friction resistance strengthening (∆σ0), solid solution strengthening (∆σSS), grain boundary strengthening (∆σGB), dislocation strengthening (∆σDIS), oxide dispersion strengthening (∆σODS), and Cu precipitation strengthening (∆σPPT). Therefore, the yield strength can be estimated by the following equation [25]:
4.2.1 Lattice Friction Resistance
The lattice frictional resistance, also called Peierls-Nabarro stress, can be calculated by the following equation [44, 45]:
where G is the shear modulus at 84 GPa for martensite [46] and 73 GPa for austenite [47], v is the Poisson’s ratio at 0.366 for martensite [48] and 0.3 for austenite [47], b is the Burgers vector of 0.249 nm for martensite [46] and 0.255 nm for austenite [47]. d is the interplanar spacing of the most close-packed plane at {110} for martensite and {111} for austenite. a is the unit cell parameter of 0.287 nm for martensite [46] and 0.361 nm for austenite [49]. For two phases conditions of AB and DA samples, the overall ∆σ0 is summed up by using rule of mixture by considering phase volume fractions in Eq. (5). ∆σ0 were calculated at 40 MPa, 39 MPa, 40 MPa, and 39 MPa for AB-T, AB-B, DA-T and DA-B specimens, respectively. In addition, it was 41 MPa for both STA-T and STA-B specimens.
4.2.2 Solid Solution Strengthening
Solid solution strengthening is calculated by using the following equation [50]:
where βi is the strengthening constant of solid solution elements considering lattice mismatch and shear modulus change [50] and xi is the atomic percentage of each solid solution element listed in Table 6. In general, Nb, Si, Cr, Ni, Mn, and Cu are considered in the solid solution strengthening in 15-5 PH stainless steel [50, 51]. The atomic concentrations of solutes were measured by STEM-EDS. For two phases AB and DA conditions, the overall ∆σSS is summed up by using rule of mixture by considering phase volume fractions. The ∆σSS contributions were calculated at 92 MPa, 80 MPa, 84 MPa, 76 MPa, 92 MPa, and 85 MPa for AB-T, AB-B, DA-T, DA-B, STA-T and STA-B, respectively.
4.2.3 Grain Boundary Strengthening
For PH stainless steels, grain boundary strengthening is evaluated by the Hall–Petch relationship [52]:
where KHP is the Hall–Petch coefficient of 307 MPa·μm1/2 [46], and GS is the average grain size listed in Table 3. For two phases AB and DA conditions, the overall grain boundary strengthening contribution is added up by using rule of mixture. After calculation, the ∆σGB contributions for AB-T, AB-B, DA-T, DA-B, STA-T, and STA-B are 234 MPa, 248 MPa, 229 MPa, 243 MPa, 181 MPa, and 176 MPa, respectively.
4.2.4 Dislocation Strengthening
The contribution of dislocation strengthening can be calculated by the following equation [46]:
where g is a constant at 0.07 [46], and ρ is the GND density listed in Table 4. For two phases AB and DA microstructure, the overall ∆σDIS contribution is calculated by using rule of mixture. The ∆σDIS contributions are determined at 243 MPa, 257 MPa, 234 MPa, and 242 MPa for AB-T, AB-B, DA-T, and DA-B specimens, respectively. In addition, it is 201 MPa for STA-T and 206 MPa for STA-B specimens, respectively.
4.2.5 Oxide Dispersion Strengthening
A previous study found that dispersed oxide inclusions can affect the mechanical properties of 15-5 PH SS, because it introduced oxide dispersion strengthening (ODS) effects [53]. Specifically, dispersed oxide particles can hinder dislocation movement and thus improving the strength of materials. The ODS contribution to the yield strength can be calculated by the following equation [47, 49]:
where \(\overline{r }\) is the average radius of the oxide in a random plane [54], rm is the measured average radius of oxide inclusions in Fig. 8, and λ is the average spacing between the oxide particles given by:
where f is the volume fraction of the oxide inclusion. After calculation, the ODS contributions are 124 MPa, 269 MPa, 130 MPa, 259 MPa, 66 MPa and 65 MPa for AB-T, AB-B, DA-T, DA-B, STA-T and STA-B specimens, respectively. The lowest ODS contributions in STA specimens were attributed to the largest inter-particle spacing and oxide radius as shown in Figs. 5 and 8.
4.2.6 Cu Precipitation Strengthening
The Cu-rich nanoprecipitates (radius below 5 nm) are coherent with the matrix, and the dislocations can pass through them by the cut-through mechanism, and the contribution of Cu precipitation to the yield strength can be evaluated by the following equation [55]:
where G is shear modulus, f is the volume fraction of the Cu precipitates, r is the equivalent radius of the precipitated phase, and b is the Burger’s vector, ε is the mismatch between the Cu precipitates and the matrix, which can calculated as:
where vp and Gp are the Poisson’s ratio and shear modulus of the Cu precipitates, respectively. δ is the ratio of the difference between the lattice parameters of iron matrix (a) and Cu precipitates (ap). Their relationship can be described as:
The calculated ∆σPPT contributions are 269 MPa, 241 MPa, 642 MPa and 661 MPa for DA-T, DA-B, STA-T and STA-B specimens, respectively. By considering Eq. (1) and above different strengthening contributions, the overall estimated yield strengths show a good consistency with the measured experimental values (Table 7), which suggests the strengthening mechanism in this study is valid.
By considering all strengthening contributions, the yield strength difference between the sample top and bottom is mainly attributed to the ODS difference in AB and DA conditions. After the STA treatment, the oxide inclusions grew significantly and the ODS contribution became much smaller, which leaded to similar yield strength values for the sample top and bottom.
Although the STA condition had the highest yield strength owing to the high volume fraction of fine Cu precipitation, but it had the lowest UTS and El. due to the negligible amount of austenite and large-sized oxide inclusions. AB and DA specimens had considerable amounts of austenite phase, which can transform to martensite during tensile tests and introduce transformation induced plasticity (TRIP) according to our previous study [25]. Thereby, the TRIP effect promoted the strain hardening behavior and increased the UTS and El. in AB and DA specimens. For the influence of oxide inclusions, the large-sized oxide particle size results in a high stress concentration at the oxide/matrix interface in STA specimens, which then promotes the crack initiation during the tensile test and deteriorate the ductility [56, 57]. In addition, the UTS and El. were higher in DA than those in AB conditions as a result of the Cu precipitation (Fig. 6) and the slightly higher austenite volume fraction in DA (Fig. 3).
5 Conclusions
This study revealed the gradient microstructure evolution in post-process treatment including direct ageing (DA) and solution treating & ageing (STA) for LPBF fabricated 15-5 PH stainless steel. In addition, it elucidated the strengthening mechanism with a good consistency between the calculated and experimental yield strength. The overall relationship among the process-microstructure-property has been established for LPBF fabricated 15-5 PH SS. Some specific summaries are:
-
1.
AB and DA treated LPBF 15-5 PH stainless steel had a two-phase microstructure consists of martensite and austenite, whereas the STA treated specimen had a near fully martensitic microstructure. In addition, the bi-modal microstructure of columnar grains within melt pool and equiaxed grains at melt pool boundaries were observed in AB and DA specimens. In comparison, melt pool morphology and bi-modal microstructure disappeared after the STA treatment.
-
2.
Cu precipitate was not observed in the AB condition. After DA treatment, Cu precipitation was observed. However, the volume fraction of nano-sized Cu precipitation became much higher after the STA treatment. As a result, STA condition had the highest yield strength.
-
3.
Gradient microstructures were observed in AB and DA conditions, and the sample bottom had more austenite and small-sized oxide inclusions (11–13 nm) than sample top. Whereas the volume fraction of large-sized oxide inclusions (~ 60 nm) became similar for sample bottom and top after the STA, and it resulted in a weak ODS contribution. Therefore, the yield strength difference between sample bottom and top in AB and DA was observed due to the different volume fractions of small-sized oxide inclusions and associated strong ODS effect. However, such a difference was disappeared after the STA treatment because of the weak ODS effect.
-
4.
Although the STA condition had the highest yield strength owing to the strongest Cu precipitation, but DA condition had the strongest UTS and longest El. This was related to austenite and associated TRIP effect in the DA conditions, which promoted a strong strain hardening behavior.
References
W. Chen, L. Xu, K. Hao, Y. Zhang, L. Zhao, Y. Han, Z. Liu, H. Cai, Opt. Laser Technol. 157, 108711 (2023)
M. Dumas, D. Fabre, F. Valiorgue, G. Kermouche, B. Truffart, M. Girinon, A. Brosse, H. Karaouni, J. Rech, Proc. CIRP 117, 122 (2023)
S. Sarkar, C.S. Kumar, A.K. Nath, Mater. Sci. Eng. A 762, 138109 (2019)
S. Yang, Z. Che, C. Liu, W. Liu, J. Li, X. Cheng, X. Li, Corros. Sci. 212, 110970 (2023)
A. Liang, S. Sahu, X. Zhao, T. Polcar, A.R. Hamilton, Mater. Charact. 198, 112719 (2023)
J. Wu, W. Ding, Y. Zhai, H. Qiao, J. Zhao, Z. Mao, X. Chen, Wear 522, 204836 (2023)
Y. Xiao, X. Xiong, G. Sun, M. Sun, W. Liu, Mater. Charact. 191, 112184 (2022)
K. He, B. Lv, X. Niu, Z. Mao, L. Zhang, H. Rao, S. Cao, Steel Res. Int. 94, 2200703 (2023)
B. Blakey-Milner, P. Gradl, G. Snedden, M. Brooks, J. Pitot, E. Lopez, M. Leary, F. Berto, A. du Plessis, Mater. Des. 209, 110008 (2021)
I. Avula, A.C. Arohi, C.S. Kumar, I. Sen, J. Mater. Eng. Perform. 30, 6924 (2021)
S. Cao, Y. Zou, C.V.S. Lim, X. Wu, Light Adv. Manuf. 2, 20 (2021).
S. Cao, Z. Chen, C.V.S. Lim, K. Yang, Q. Jia, T. Jarvis, D. Tomus, X. Wu, JOM 69, 2684 (2017)
S. Cao, B. Zhang, Y. Yang, Q. Jia, L. Li, S. Xin, X. Wu, Q. Hu, C.V.S. Lim, J. Alloys Compd. 813, 152247 (2020)
H. Liu, H. Zhang, L. Meng, Y. Li, S. Cao, Materials 16, 4054 (2023)
H. Tang, Y. Geng, S. Bian, J. Xu, Z. Zhang, Acta Metall. Sin. -Engl. Lett. 35, 466 (2022)
J. Wang, R. Zhu, Y. Liu, L. Zhang, Adv. Powder Mater. 2, 100137 (2023).
Y. Zhang, L. Wu, X. Guo, S. Kane, Y. Deng, Y.G. Jung, J.H. Lee, J. Zhang, J. Mater. Eng. Perform. 27, 1 (2018)
C. Li, M. Ferry, J.J. Kruzic, X. Li, J. Mater. Sci. 57, 9903 (2022)
J. Kim, A. Wakai, A. Moridi, J. Mater. Res. 35, 1963 (2020)
H. Deng, S. Cao, J.C. Williams, L. Chen, W. Qiu, L. Zhou, J. Tang, Mater. Sci. Eng. A 825, 141914 (2021)
J. Mei, Y. Han, G. Zu, W. Zhu, Y. Zhao, H. Chen, X. Ran, Acta Metall. Sin. -Engl. Lett. 35, 1665 (2022)
Y.J. Liu, Z. Liu, Y. Jiang, G.W. Wang, Y. Yang, L.C. Zhang, J. Alloys Compd. 735, 1414 (2018)
J.D. López-Castro, A. Marchal, L. González, J. Botana, Proc. Manuf. 13, 818 (2017)
I. Kartikeya Sarma, N. Selvraj, A. Kumar, Recent Advances in Manufacturing Processes Systems (Springer, Singapore, 2022), pp.37–53
B. Lv, F. Wang, X. Niu, L. Zhang, X. Wu, Y. Lai, B. Hong, S. Cao, Mater. Sci. Eng. A 847, 143340 (2022)
D. Riabov, M. Rashidi, E. Hryha, S. Bengtsson, Mater. Charact. 169, 110582 (2020)
T.H. Hsu, Y.J. Chang, C.Y. Huang, H.W. Yen, C.P. Chen, K.K. Jen, A.C. Yeh, J. Alloys Compd. 803, 30 (2019)
J. Hou, B. Dai, Y. Li, J. Zhao, Z. Chen, D. Pan, Y. Zhu, K. Zhang, A. Huang, J. Nucl. Mater. 542, 152443 (2020)
ASTM Standard E8/E8M-16a: Standard test methods for tension testing of metallic materials, (2016). https://doi.org/10.1520/E0008_E0008M-16A
S. Sabooni, A. Chabok, S.C. Feng, H. Blaauw, T.C. Pijper, H.J. Yang, Y.T. Pei, Addit. Manuf. 46, 102176 (2021)
H.R. Lashgari, E. Adabifiroozjaei, C. Kong, L. Molina-Luna, S. Li, Mater. Charact. 197, 112661 (2023)
P. Luo, Q. Hu, X. Wu, Metall. Mater. Trans. A 47, 1922 (2016)
X. Luo, L.H. Liu, C. Yang, H.Z. Lu, H.W. Ma, Z. Wang, D.D. Li, L.C. Zhang, Y.Y. Li, J. Mater. Sci. Technol. 68, 112 (2021)
S.M. Vakili, A. Zarei-Hanzaki, A.S. Anoushe, H.R. Abedi, M.H. Mohammad-Ebrahimi, M. Jaskari, S.S. Sohn, D. Ponge, L.P. Karjalainen, Acta Mater. 185, 474 (2020)
D. Dong, C. Chang, H. Wang, X. Yan, W. Ma, M. Liu, S. Deng, J. Gardan, R. Bolot, H. Liao, J. Mater. Sci. Technol. 73, 151 (2021)
X. Zhang, G. Miyamoto, Y. Toji, S. Nambu, T. Koseki, T. Furuhara, Acta Mater. 144, 601 (2018)
D.H. Ping, S.Q. Guo, M. Imura, X. Liu, T. Ohmura, M. Ohnuma, X. Lu, T. Abe, H. Onodera, Sci. Rep. 8, 14264 (2018)
W. Huang, Y. Zhang, J. Manuf. Process. 42, 139 (2019)
S. Waqar, Q. Sun, J. Liu, K. Guo, J. Sun, Int. J. Adv. Des. Manuf. Technol. 112, 879 (2021)
X. Nie, Z. Chen, Y. Qi, H. Zhang, H. Zhu, Acta Metall. Sin. -Engl. Lett. 36, 1454 (2023)
P. Deng, M. Song, J. Yang, Q. Pan, S. McAllister, L. Li, B.C. Prorok, X. Lou, Mater. Sci. Eng. A 835, 142690 (2022)
Y. Sun, R.J. Hebert, M. Aindow, Mater. Des. 156, 429 (2018)
J. Ma, Y. Song, H. Jiang, L. Rong, Materials 15, 8849 (2022)
A. Ramar, R. Schaeublin, J. Nucl. Mater. 432, 323 (2013)
J.N. Wang, Mater. Sci. Eng. A 206, 259 (1996)
M. Dadé, J. Malaplate, J. Garnier, F. De Geuser, F. Barcelo, P. Wident, A. Deschamps, Acta Mater. 127, 165 (2017)
T.R. Smith, J.D. Sugar, C. San Marchi, J.M. Schoenung, Acta Mater. 164, 728 (2019)
T. Tanno, S. Ohtsuka, Y. Yano, T. Kaito, Y. Oba, M. Ohnuma, S. Koyama, K. Tanaka, J. Nucl. Mater. 440, 568 (2013)
H. Wen, T.D. Topping, D. Isheim, D.N. Seidman, E.J. Lavernia, Acta Mater. 61, 2769 (2013)
E.I. Galindo-Nava, P.E.J. Rivera-Diaz-del-Castillo, Acta Mater. 98, 81 (2015)
W.M. Haynes, T.J. Bruno, D.R. Lide, CRC Handbook of Chemistry and Physics, 96th edn. (CRC Press, Boca Raton, 2016), pp.33–34
L. Yang, C. Zhao, W. Zhu, Z. Cheng, P. Wei, F. Ren, Metall. Mater. Trans. A 51, 2796 (2020)
Ö.F. Erkendirci, A. Avcı, SN Appl. Sci. 2, 1 (2020)
K. Ma, H. Wen, T. Hu, T.D. Topping, D. Isheim, D.N. Seidman, E.J. Lavernia, J.M. Schoenung, Acta Mater. 62, 141 (2014)
B.L. Tiemens, A.K. Sachdev, G.B. Olson, Metall. Mater. Trans. A 43, 3615 (2012)
Z. Li, T. Voisin, J.T. McKeown, J. Ye, T. Braun, C. Kamath, W.E. King, Y.M. Wang, Int. J. Plast. 120, 395 (2019)
Z. Hong, X. Zhang, Q. Yan, Y. Chen, J. Alloys Compd. 770, 831 (2019)
Acknowledgements
Sheng Cao thanks the support from the National Natural Science Foundation of China (No. 52204391), the Special Fund Project for Science and Technology Innovation Strategy of Guangdong Province (Nos. STKJ202209021 and STKJ2023040), the Characteristic Innovation Project (Natural Science) for Regular University in Guangdong Province (No. 2022KTSCX038), and the Shantou University Research Foundation for Talents (No. NTF21013).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare.
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Cao, S., Liu, H., Jiang, J. et al. Effect of Heat Treatment on Gradient Microstructure and Tensile Property of Laser Powder Bed Fusion Fabricated 15-5 Precipitation Hardening Stainless Steel. Acta Metall. Sin. (Engl. Lett.) 37, 181–195 (2024). https://doi.org/10.1007/s40195-023-01635-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-023-01635-3