
Abstract
The effect of normal force on fretting wear behavior of zirconium alloy tube mated with grid dimple in simulated primary water of pressurized water reactor nuclear power plant was investigated. Results showed that the maximum wear depth, wear volume and wear coefficient of Zr alloy tube in simulated primary water at 315 °C gradually increased with increasing normal force, while the friction coefficient gradually decreased. Fretting process could be divided into four stages according to the variation of friction coefficient during test. When normal force exceeds 30 N, the fretting regime would transition from gross slip regime to partial slip regime after 3 × 107 cycles. Delamination was aggravated with increasing normal force, while abrasive wear became slighter. A thicker third-body layer with monoclinic ZrO2 was formed by the tribo-sintering mechanism under higher normal force. In addition, the schematic evolution processes of delamination and third-body layer formation were displayed according to morphology observation.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Zirconium (Zr) alloys are widely used for fuel cladding materials in nuclear power plants due to their high mechanical strength, low neutron absorption cross section and good corrosion resistance, etc. [1, 2]. Zr alloy cladding tube is used to stack the inside uranium pellets and is supported by spacer grids outside [3]. Zr alloy tube can isolate the outside primary circuit water from the inside uranium pellets, and thus, it can be regarded as one of the most significant barriers to prevent nuclear leakage in the reactor [4]. However, Zr alloy tube in the reactor would suffer high-temperature aqueous corrosion, irradiation damage and hydrogen-induced cracking due to the harsh and intricate service environment [5,6,7,8], which would cause the reduction of its service life. In addition, fretting wear between Zr alloy tubes and grids occurs inevitably during pressurized water reactor (PWR) operation because of the flow-induced vibration (FIV) and the installation feature [9,10,11], which would cause tube perforation and bring destructive consequences to the reactor [12, 13]. According to previous works [4, 14], the fuel rod failure in PWR worldwide was mainly caused by fretting wear, and the proportion could be about 65%. Therefore, the study of fretting wear behavior of Zr cladding tube is necessary to evaluate its service life.
Normal force has great influence on fretting wear of Zr alloy tube. According to previous works [12, 15], the normal force exerted by the grid was about 20–50 N when the fuel rods were initially loaded, and the normal force could decrease with the increase in the operation time owing to the degradation of the contact force caused by irradiation, thermal effects and fretting failure. Generally, when normal load is small or displacement amplitude is large, the fretting regime should be gross slip regime (GSR) [16]. Compared with partial slip regime (PSR) and mixed fretting regime (MFR), the wear volume and wear depth of GSR should be the largest. The shape of friction force versus displacement amplitude curve (Ft − D curves) is usually used to judge the fretting regime. The Ft − D curve shape for GSR is a quasi-parallelogram and for MFR is a half-open ellipse, while a quasi-closed line for PSR [16]. However, Ft − D curve of Zr cladding tube was rarely reported in previous works due to the limitation of the test equipment for high-temperature pressurized (HTP) water. Cho et al. adopted cylinder-to-cylinder contact mode to study the fretting wear behavior of Zr cladding tube and found the wear volume increased with increasing normal force [17], while Kim et al. discovered the wear rate decreased [18]. Both studies suggested the existence of the threshold normal force value between GSR and MFR or PSR. If fretting regime was located in GSR, the wear volume of Zr alloy tube would increase as normal force increases [19]. Moreover, fretting regime would change with the duration time, while the change of fretting regime of Zr cladding tube has not been discovered in previous studies owing to the short test time. The number of total test cycles of other studies was usually less than 106, which is not enough or irresponsible for evaluating the safety of the fuel cladding for long-time operation. In addition, the absence of Ft − D curve in HTP water makes it difficult to estimate the variation node of fretting regime during long-time operation. Meanwhile, the test performed in previous studies is usually in cylinder-to-cylinder contact mode and in room temperature air rather than by using the grid-to-rod (GTR) contact mode and in HTP water of PWR. Thus, it is inapposite to use the previous test results at room temperature for estimating the fretting wear behavior of Zr cladding tube in HTP water.
In HTP water, not only the water properties (such as viscosity and lubrication) will change, but also the Zr material properties (such as elasticity and plasticity). In particular, compared with room temperature air or water, third-body layer (TBL) would be more easily to be generated in HTP water due to the high-temperature water corrosion. TBL can be regarded as a solid lubricant in most cases to improve the anti-wear property of the substrate [20,21,22]. Zhang et al. investigated the fretting wear of Zr alloy tube mated with 304 stainless steel plate in HTP water and found that TBL was composed of outer Fe-rich layer and inner zirconia layer [23]. According to previous studies, oxide particles caused by fretting wear could be pressed and sintered in HTP water to form TBL [24, 25]. Previous studies have proved that TBL formation was mainly caused by stress-activated tribo-sintering; thus, normal force could have a great influence on the TBL formation [26]. Thrush et al. adopted tribo-sintering method to obtain a ZrO2 tribo-film under 100 °C, and the wear resistance of the substrate was enhanced after that [27]. The mechanical load on contacted interface could decrease the sintering temperature of ZrO2 compared with the conventional sintering temperature (1400 °C) [28], which can be attributed to the large strain rate and compressive stress caused by fretting. Dreano et al. found that the temperature threshold of tribo-sintering of a cobalt-based superalloy (HS25) versus alumina contact was about 150 °C, and a protective oxide layer was formed when the temperature was higher than 150 °C [29]. In addition, the main compositions of the oxide film were ZrO, tetragonal ZrO2 and monoclinic ZrO2 formed by the aqueous oxidation of Zr alloy substrate [30]. Kim et al. presented that the reduction of compressive stress would cause the phase transformation of tetragonal ZrO2 to monoclinic ZrO2 [31]. Moreover, the evolution information of delamination and TBL on Zr alloy tube in HTP water has not been clearly obtained, such as the morphology variation, the chemical composition and the wear debris formation. In particular, the effect of normal force on wear mechanism of Zr alloy tube in HTP water is still unclear.
In this work, the effect of normal force on fretting wear behavior of Zr alloy tube mated with grid dimple in 315 °C simulated primary water of PWR was investigated. Ft − D curves during relatively long-time test were acquired to judge the transition of fretting regime. The friction coefficient and the wear coefficient were calculated. The 3D morphologies of worn scars on Zr alloy tubes under different normal forces were tested to obtain the wear volume and the maximum wear depth. SEM morphologies of worn areas were used for the explanation of wear mechanism and TBL formation. Moreover, the delamination process was discussed in detail. The corrosion product of worn area was also investigated. The intensive exploration about the effect of normal force on fretting wear in HTP water could provide theoretical support for the real-service behavior of Zr alloy cladding tube, such as the selection of initial load and the prediction of service life.
2 Experimental
2.1 Fretting Wear Test
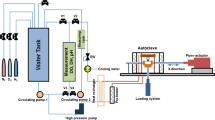
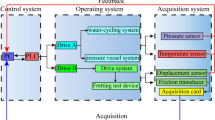
The fretting wear test was carried out in a HTP fretting wear system which had been introduced in detail in Refs. [32, 33]. As shown in Fig. 1a, the HTP fretting wear system includes the controlling and measuring control console, data acquisition system, autoclave, fretting test machine and HTP water circulation system. The fretting test machine includes vibratory connecting rods, piezo-actuator system and Z direction loading system. According to Fig. 1b, the friction pair was fixed in the autoclave, and the dimple was parallelly held above the tube. Zr alloy tube was fixed in a holder that was installed on the vibratory connecting rod, and the piezo-actuator commanded the fretting frequency and displacement amplitude. In addition, a normal rod that connecting the Z direction loading system was just below the center of the tube holder; thus, the tube could be pushed up in the perpendicular direction to contact the dimple with a specific force.

Images of a HTP fretting wear system, b schematic diagram of autoclave and fretting test machine, c image of Zr alloy tube and its dimple and d the normal force curves during 300-h test
GTR configuration was used in this work. According to the reports [34, 35], the characteristic of GTR configuration was different from the tube-on-plate or cylinder-to-cylinder form due to a smaller contact surface, the features of the grid design and the deformation of grid shape. As shown in Fig. 1c, GTR configuration was composed of one kind of commercial Zr alloy tube (length 16.50 mm, outer diameter 9.50 mm, inner diameter 8.30 mm) and one grid dimple (width 3.25 mm, height 2.10 mm, thickness 0.45 mm) with the same material. The contact geometry was similar with a cylinder-on-flat geometry with the cylinder radius of 4.75 mm and a line length of 3.25 mm.
The water chemistry condition of simulated primary water of PWR was controlled by the HTP water circulation system (Fig. 1). The autoclave was full of B-Li (1500 ppm B and 2.3 ppm Li) solution with the temperature of 315 °C and the pressure of 15.5 MPa. As shown in Fig. 1a, the dissolved oxygen (DO) and the dissolved hydrogen (DH) were measured by sensors of oxygen (OE-5833) and hydrogen (HE-5321), respectively. The automatic control of DO and DH was realized by controlling the entry of N2 and H2. DO was controlled to be less than 5.0 ppb, and DH was approximately 2.7 ppm.
When the temperature increased to 315 °C, the tube was moved up to find the zero position (the poison where the tube was just in contact with the dimple). At this position, the displayed normal force and Z direction displacement were reset (zero clearing). Then, the tube was moved down with 1 μm, and the piezo-actuator system was opened to record the friction force (f1) between the holder and the normal rod. After that, the piezo-actuator system was closed, and the target normal force was loaded by the Z direction loading system. During the test, the true friction force (f) between the tube and the dimple should be the value that the measured friction force (f2) minus the friction force (f1) between the holder and the normal rod.
As shown in Fig. 1d, normal force was kept constant during every test, as 20 N, 30 N and 40 N, respectively, and this was in the initial force range between the fuel cladding and the dimple. Fretting frequency was 50 Hz, which is in the range of the real-service value. Displacement amplitude was set as ± 10 μm that is close to the real-service value. In order to clarify the fretting wear behavior during long-time operation, 300-h duration was selected for every test with the total fretting cycles of about 5.40 × 107 which was much higher than that in other studies. The data acquisition interval of the displacement and friction force was 10–4 s, and hence a friction loop included about 200 points under 50 Hz, which was enough to obtain the exact shape of Ft − D curve. According to Ft − D curves [36, 37], not only friction coefficient and dissipated energy can be calculated, but the variation of fretting regime can also be judged during the fretting process. In addition, in this research, the immersion time was 18 h in the HTP water before the fretting wear test. Before and after fretting test, the tube and the dimple were washed with ethanol and then were dried by air.
2.2 Characterization
The 3D morphologies of wear scars were observed via a laser scanning confocal microscope (LSCM, Olympus5000). The morphologies of worn areas were investigated by a scanning electronic microscope (SEM, FEI XL 30). The oxides at worn area were tested using a micro-XRD (Bruker D8 Discover) with Co Kɑ radiation, under the operation power of 40 kV and 0.5 mA, with the testing radius 500 μm, scanning range of 30° < 2θ < 50° and a step of 0.005°. The oxide structure at worn area was studied by the Raman spectroscopy (BWS 905) with a powerful laser of 532 nm, and the range of Raman shift was from 300 to 650 cm−1.
3 Results
3.1 Wear Depth and Wear Volume
3D morphologies and cross-sectional profiles of wear scars on the tubes under different normal forces are shown in Fig. 2. The worn areas are marked with dotted lines, while the selected positions for the scar cross sectionals are marked with full lines. It can be seen that the worn area is filled with red bulges. However, the red bulges can also be observed at unworn areas, which is attributed to the accumulation of the extrusive wear debris. Meanwhile, the color contrast is more obvious in Fig. 2e, which suggests worn area formed under higher normal force is rougher. Material loss below the reference line and material transfer above the reference line can be easily observed in Fig. 3b, d, f. The cross-sectional profiles of wear scars under different normal forces are roughly in “M” shape, which proves that material loss is more serious at contact center.

3D morphologies and cross-sectional profiles of wear scars on the tubes: a, b 20 N, c, d 30 N, e, f 40 N

The maximum wear depths and the wear volumes of Zr alloy tube under different normal forces
Figure 3 exhibits the maximum wear depths and the wear volumes of Zr alloy tube under different normal forces. The maximum wear depth gradually increases from 6.33 μm under 20 N to 18.31 μm under 30 N and then to 34.49 μm under 40 N. The maximum wear depth is one of the most important factors to evaluate the service life of cladding tube, and increasing wear depth will increase the possibility of fuel rod failure. Thus, the increase of normal force in this study is harmful to the service life of Zr alloy tube. Moreover, the wear volume of Zr alloy tube also increases as normal force increases. The wear volumes under different normal forces are 2.00 × 106 μm3, 4.09 × 106 μm3 and 7.73 × 106 μm3, respectively.
3.2 Friction Coefficient and Wear Coefficient
Figure 4 gives the curves of friction force (Ft) versus displacement amplitude (D) (Ft − D curves) under different normal forces. In this work, only several Ft − D curves under typical cycles (10, 1 × 104, 1 × 106, 1 × 107, 3 × 107, 5 × 107) are selected to be shown. As shown in Fig. 4a1, the shape of the Ft − D curve is quasi-parallelogram; the displacement from point A to point B (or from point C to point D) could be caused only by elastic deformation, which indicates that the relative movement between the tube and the dimple may not occur. The displacement from point B to point C (or from point D to point A) should be the result of both plastic deformation and relative movement, suggesting that the fretting regime belongs to GSR. When combined with Fig. 4a2–a6, fretting regime under 20 N is GSR during 300-h test. In Fig. 4b1–b5, five curves are in quasi-parallelogram shape, while the curve in Fig. 4b6 displays a closing line shape, indicating that fretting regime under 30 N changes from GSR to PSR with increasing fretting time. Likewise, the variations of the curve shape in Fig. 4c1–c6 also illustrate that fretting regime under 40 N transforms from GSR to PSR with increasing test time. The above results imply that fretting regime under higher normal force would transform from GSR to PSR after a period of test time. However, the value of wear volume should be relatively small when fretting regime belongs to PSR. This suggests that when normal force is 30 N or 40 N, the wear volume before 3 × 107 should be similar with that after 5.4 × 107. In other words, the wear volumes under 30 N and 40 N before 3 × 107 in Fig. 3 should also be larger than that under 20 N after 5 × 107.

Ft − D curves under different normal forces: a1–a6 20 N, b1–b6 30 N, c1–c6 40 N
Figure 5 shows the evolution process of friction coefficient under different normal forces. The maximum friction force is obtained by the average values of two peaks of Ft − D curves. Friction coefficients are calculated as the ratio that the maximum friction force to normal force. According to the trend of three curves, fretting process could be divided into four regions, marked as I, II, III and IV, respectively. In region I (1–102 cycles), friction coefficients under 20 N and 30 N gradually increase, which can be ascribed to the two-body contact caused by the removal of oxide scale. However, the friction coefficient under 40 N decreases slightly in the initial stage, which indicates that the increase in normal force could accelerate the removal rate of oxide scale. In the second stage (102–105 cycles), friction coefficients under 20 N and 30 N gradually decrease and this is related to the three-body contact caused by the formation of third-body layer. However, the trend of friction coefficient under 40 N has turned into the stage III after a short dip due to a quicker formation of third-body layer. In region III (105–3 × 107 cycles), the variations of the three curves are relatively small, which illustrates that fretting process is located in a semi-stable stage owing to the balance of wear debris removal and formation [35]. In region IV (more than 3 × 107 cycles), friction coefficient under 20 N increases dramatically, while friction coefficients under 30 N and 40 N decrease rapidly. It should be noted that the cycle number of fretting tests usually below 106 in previous reports and hence the trend in region IV has not been reported before. According to the cross-sectional profiles in Fig. 2, the center worn areas under 30 N and 40 N are deep, and thus the relative sliding should be difficult due to the embeddedness effect of the dimple material and the increase of contact area. However, the center worn area under 20 N is relatively flat. Thus, fretting regime under 30 N and 40 N changes from GSR to PSR based on Fig. 4, leading to the decrease of friction coefficient. Although the contact area also increases under 20 N, fretting regime is still in GSR, which causes the increase of friction coefficient. Overall, it is obvious that friction coefficient decreases as normal force increases.

Variation of friction coefficients with test time under different normal forces
Figure 6 exhibits the variations of single dissipated energy and the wear coefficients of Zr alloy tubes under different normal forces. The single dissipated energy in Fig. 6a is defined as the enclosed area of the Ft − D curve under a specific fretting cycle (namely, the integral of friction and displacement for a specific cycle). The variation of single dissipated energy during fretting wear test is similar with that of the friction coefficient. The total dissipated energies under different normal forces can be obtained by the integral of the curves in Fig. 6a, and the values are 6539 J, 3262 J and 3730 J, respectively.

Variation of a single dissipated energy and b the wear coefficients of Zr alloy tubes under different normal forces
Archard model is usually used for establishing the relationship between normal force and wear volume. According to Archard model [18, 38], the calculation of wear coefficient is by using Eqs. (1) and (2),
where KArchard is defined as Archard wear coefficient, V represents wear volume, F is normal force (20 N, 30 N and 40 N), S is the total distance, n denotes the total cycle number (5.40 × 107), and D represents the displacement amplitude (10 μm). The results of Archard wear coefficients are summarized in Fig. 6b and are 0.46 × 10–16 m3/(N m), 0.63 × 10–16 m3/(N m) and 0.90 × 10–16 m3/(N m), respectively. Archard wear coefficient of Zr alloy tube gradually increases as normal force increases, suggesting that the increase in normal force could increase the wear rate. However, accumulated friction dissipated energy is a more accurate method to formalize the wear kinetics, as the obtained wear coefficient emphasizes the relationship between friction force and wear volume (V). According to Fouvry’s work [18, 39], the calculating equation of the energy wear coefficient is Eq. (3),
where Kenergy represents the energy wear coefficient and E is the total dissipated energy. The energy wear coefficients under different normal forces are 3.06 × 10–16 m3/J, 12.54 × 10–16 m3/J and 20.72 × 10–16 m3/J, respectively. Kenergy also increases with increasing normal force. In addition, the ratio of Kenergy between 30 and 20 N (about 4.1) is larger than that between 40 and 30 N (about 1.7). However, the ratio of KArchard between 30 and 20 N is similar with that between 40 and 30 N (about 1.4). According to Fig. 4, the fretting regime under 20 N is always GSR, while the fretting regime under 30 N and 40 N would change from GSR to PSR after 3 × 107 cycles. The variation of fretting regime would cause significant decreasing of total dissipated energies under 30 N and 40 N, as shown in Fig. 6a. The obvious difference in the ratio of Kenergy might be attributed to the change of fretting regime with fretting time. It follows that Kenergy can reflect the changes of fretting regime and friction force during fretting wear, while KArchard does not.
3.3 Morphologies of Worn Areas
SEM images of worn areas on cladding tube under different normal forces are exhibited in Fig. 7. Delamination pit, cracks, wear debris and abrasive groove are found regardless of the variation of normal force, which indicates that the main wear mechanisms of Zr alloy tube in HTP water are abrasive wear and delamination. Nevertheless, the surface morphologies of worn areas under different normal forces are different in detail. Compared with Fig. 7a–d, delamination pit in Fig. 7e, f is deeper and larger, while abrasive groove paralleled to fretting direction is inapparent gradually, suggesting that delamination is aggravated as normal force increases, while abrasive wear is slight. According to previous work [40], the main wear mechanism of 690TT tube would change from abrasive wear to delamination as normal force increases, which is similar to this work.

SEM images of wear scars on Zr alloy tube under different normal forces: a, b 20 N, c, d 30 N, e, f 40 N
The higher-magnification image of worn area under different normal forces is shown in Fig. 8. Figure 8a, c, e shows the morphologies outside the delamination pit, while Fig. 8b, d, f exhibits the morphologies inside the pit. A relatively smooth surface can be observed outside the pit, while the pit is filled with spherical oxide, especially under high normal force, suggesting that the deep pit is beneficial for the growth of spherical oxide. In addition, spherical oxide and wear debris are the raw materials for TBL. As shown in Fig. 8a, c, wear debris is being pressed and sintered to form TBL. Meanwhile, in Fig. 8e, TBL is more compacted and smoother than that in Fig. 8a, c, which might be the reason for the slight abrasive wear under 40 N. In Fig. 8d, an abrasive groove is left after the movement of wear debris. At the beginning of fretting wear, delamination should occur firstly. Wear debris caused by abrasive wear and delamination would accumulate enough in worn area after a short time. Afterward, delamination and tribo-sintering should occur at the same time, while both occurrence positions could be different. Thus, the morphologies of Fig. 8a, c, e could be transformed into Fig. 8b, d, f by delamination, and the latter one could also be changed into the former one through the process of tribo-sintering.

SEM morphologies with higher magnification of the wear scars on Zr alloy tube under different normal forces: a, b 20 N, c, d 30 N, e, f 40 N
Cross-sectional morphologies of worn area on Zr alloy cladding tube under 20 N are shown in Fig. 9. As shown in Fig. 9a, the tube profile in worn area becomes flat, suggesting that material loss is obvious after fretting wear. TBL, crack, wear debris and delamination pit are all observed in Fig. 9b. Combined with Fig. 9c, the worn area is covered with TBL, though the TBL thickness is uneven and the maximum thickness is approximately 1.75 μm. Moreover, local regions of the tube surface are exposed, which can be attributed to the removal of TBL caused by abrasive wear and delamination. In addition, a thin oxide film is clear at unworn area, indicating that fretting wear could promote the oxidation of worn area.

Cross-sectional morphologies of worn area on Zr alloy tube under 20 N: a overall backscatter electron (BSE) image; b magnified image of worn area; c magnified image of delamination region; d magnified image of unworn area
Cross-sectional morphologies of worn area on cladding tube under 40 N are exhibited in Fig. 10. The worn profile in Fig. 10a is more obvious than that in Fig. 9a, indicating that material loss is more serious under higher normal force. TBL, crack and wear debris are also discovered in Fig. 10b. It is interesting that a thick TBL appears in the center of worn area. Meanwhile, a long crack parallel to fretting direction is found beneath the TBL. As shown in Fig. 10c, the maximum thickness of TBL is approximately 12.80 μm, which is about seven times larger than that under 20 N. Moreover, the TBL is riddled with tiny cracks, and some unoxidized particles are observed in the TBL. TBL in Fig. 10d is also uneven, though its thickness is thicker than that under 20 N, suggesting that the increase in normal force is benefit for TBL formation. In addition, the oxygen content of TBL in region B is higher than that in region A.

Cross-sectional morphologies of worn area on Zr alloy tube under 40 N: a overall BSE image; b magnified image of worn area; c magnified image of region A; d magnified image of region B
3.4 Corrosion Product of Worn Area
Micro-XRD spectra of worn areas under different normal forces are shown in Fig. 11. The diffraction peaks of monoclinic ZrO2 (M-ZrO2) and αZr are marked by arrows, respectively. As shown in Fig. 11, Zr alloy substrate is hexagonal close-packed structure, while TBL is mainly composed of M-ZrO2. Moreover, the intensities of M-ZrO2 diffraction peaks (–111) and (111) gradually increase with increasing normal force. Combined with Figs. 9 and 10, the increase of the peak intensity can be attributed to the thickness of TBL, suggesting that the TBL thickness increases with increasing normal force. According to the references [41, 42], tetragonal ZrO2 (T-ZrO2) transforms to M-ZrO2 with increasing OH− concentration and the distance to the oxide/metal interface. As a result, the absence of T-ZrO2 peaks indicates that the increase in normal force not only accelerates the TBL formation, but also promotes the transformation of T-ZrO2.

Micro-XRD patterns of worn areas under different normal forces
Figure 12 displays the Raman spectra of worn area under different normal forces, and the peak positions are summarized in Table 1. As shown in Fig. 12, the peak information at 20 N is difficult to analyze accurately due to the small signal-to-noise ratio. As normal force increases, the signal-to-noise ratio gradually increases, which is possible to identify the peak information. In Table 1, the peak at 331 cm−1 is caused by Zr–Zr atom vibration mode, and the feature at 343 cm−1 and 378 cm−1 is assigned to Zr–O atom vibration mode, and the six Raman bands from 474 to 634 cm−1 are ascribed to O–O atom vibration mode. Only M-ZrO2 peaks appear in Raman spectra, which also confirms that the main oxide formed in worn area is M-ZrO2. According to the report [42], the measured depth of 532-nm krypton ion laser is about 500 nm, which suggests that the spherical oxides in Fig. 8 are all M-ZrO2.

Raman spectrum of worn areas under different normal forces
4 Discussion
4.1 Delamination and TBL Formation
A simplified schematic diagram of delamination and TBL formation process is shown in Fig. 11. The evolution process of delamination and TBL formation can be divided into seven phases: crack nucleation, crack propagation, delamination lamella formation, wear debris formation, wear debris extrusion, oxidation and TBL formation. As shown in Figs. 9d and 13a, Zr alloy surface is covered with a thin ZrO2 film and the original scratch caused by machining is parallel to fretting direction.

Simplified delamination process and the corresponding images of seven phases
Phase 1, crack nucleation occurs at a certain depth away from the surface, which can be confirmed by a crack beneath the surface observed in Fig. 13b. According to the previous article [44], the depth of crack nucleation might be attributed to the effect of the high hydrostatic compressive pressure near the contact surface. Phase 2, the crack may encounter with other cracks and would propagate to the surface, resulting in the observation of some cracks on the surface shown in Figs. 7, 8 and 13c. Phase 3, crack propagation and oxidation along the crack could cause the formation of delamination lamella; thus, a turnup lamella is observed in Fig. 13d. Phase 4, wear debris is formed owing to the lamella crushing caused by the crack formation, which can be verified by the cross-sectional SEM image shown in Fig. 13e and in which the delamination lamella is divided by cracks. Phase 5, part of wear debris would be ejected to left a delamination pit, as shown in Fig. 11f where wear debris is distributed in and out of the pit. Phase 6, wear debris and the exposed substrate are oxidized to produce ZrO2 under HTP water. Phase 7, the oxide particle is pressed and sintered to form TBL. The two phases can be proved by the growth of TBL and spherical ZrO2 shown in Figs. 7, 8, 9 and 10 and Fig. 13g–h. It should be noted that the seven phases may occur simultaneously during fretting wear.
As shown in Figs. 9d and 13a, spherical ZrO2 is not observed at unworn area, suggesting that fretting wear might promote the corrosion of worn area. According to Refs. [42, 45, 46], the growth process of M-ZrO2 on Zr alloy surface is mainly controlled by the solid diffusion of oxygen. First, the reciprocating movement can be regarded as a stirring process, which could replenish the dissolved oxygen in worn area. Secondly, the plastic deformation could cause the cracks, wear debris and substrate defects, resulting in the easy diffusion of oxygen to the deep substrate. Thirdly, the fresh substrate can be continually exposed to corrosive HTP water owing to the wear mechanism of delamination. Thus, the acceleration of oxidation reaction in worn area could be attributed to the stir, the plastic deformation and the exposed fresh substrate.
4.2 Effect of Normal Force on Fretting Wear
As shown in Fig. 13, the delamination degree is mainly determined by the depth of crack nucleation. Suh pointed out that the depth of crack nucleation increased as normal force or tangential force increased [44]. According to Figs. 7, 8, 9 and 10, the cracking and delamination become serious with increasing normal force. The fresh substrate is exposed more under higher normal force, resulting in a more severe oxidation reaction. Wear debris is oxidized and sintered to form TBL during fretting wear. As shown in Fig. 8c, the distinguishable debris seems to be a transitional form of TBL, which is consistent with previous reports [47,48,49]. Moreover, more wear debris would produce under higher normal force based on Fig. 3. Although part of wear debris is ejected from worn area, more debris can be retained under higher normal force compared with under lower normal force.
According to previous articles [27, 49], the tribo-sintering mechanism depends on nanoparticle concentration, temperature, normal force and chemical composition. Firstly, the nanoparticle concentration increases with increasing normal force based on the results shown in Figs. 3 and 8. Secondly, previous works found that the increase in normal force would accelerate chemical reactions related to tribo-film, such as particle-to-particle diffusion, the nucleation rate, growth rate and densification rate, leading to a thick, smooth and compact tribo-film [40, 50,51,52,53]. Thus, TBL formed under 40 N is thicker and smoother than that under 20 N, as shown in Figs. 7, 8, 9 and 10. In addition, with increasing normal force, the decrease in friction coefficient can be attributed to a thicker TBL and more nanoparticles.
5 Conclusions
In this study, fretting wear behavior of Zr alloy tube in HTP water was investigated using LSCM, SEM, micro-XRD and Raman spectroscopy. The effects of normal force on fretting wear are analyzed in detail, and the main conclusions are as follows:
-
1.
The profile of worn area on Zr alloy tube is in “M” shape. Under specific amplitude, the maximum wear depth, wear volume and wear coefficient of Zr alloy tube gradually increase as normal force increases, while friction coefficient decreases.
-
2.
With increasing normal force, delamination is aggravated, while abrasive wear becomes slighter. The former is related to the increase of crack nucleation depth, while the latter is attributed to a thicker and smoother TBL.
-
3.
Delamination and TBL formation process on Zr alloy tube could be simply divided into seven phases, namely, crack nucleation, crack propagation, delamination lamella formation, wear debris formation, wear debris extrusion, oxidation and TBL formation.
-
4.
TBL is formed by the tribo-sintering mechanism during fretting wear, which will be thicker, smoother under higher normal force. The composition of TBL is mainly monoclinic ZrO2.
References
V. Renčiuková, J. Macák, P. Sajdl, R. Novotný, A. Krausová, J. Nucl. Mater. 510, 312 (2018)
P. Lai, H. Zhang, L. Zhang, Q. Zeng, J. Lu, X. Guo, Wear 424–425, 53 (2019)
P.J. Bla, Wear 426–427, 750 (2019)
Z.B. Cai, Z.Y. Li, M.G. Yin, M.H. Zhu, Z.R. Zhou, Tribol. Int. 144, 106095 (2019)
J. Liao, F. Xu, Q. Peng, Z. Yang, Z. Li, S. Qiu, J. Nucl. Mater. 528, 151846 (2020)
H.X. Jiang, Z.W. Duan, X.Y. Zhao, B.B. Zhang, P. Wang, Appl. Surf. Sci. 498, 143821 (2019)
J. Hu, A. Garner, P. Frankel, M. Li, M.A. Kirk, S. Lozano-Perez, M. Preuss, C.R.M. Grovenor, Acta Mater. 173, 313 (2019)
S.S. Yardley, K.L. Moore, N. Ni, J.F. Wei, S. Lyon, M. Preuss, S. Lozano-Perez, C.R.M. Grovenor, J. Nucl. Mater. 443, 436 (2013)
H.X. Jiang, Z.W. Duan, B.B. Zhang, X.Y. Zhao, P. Wang, Tribol. Int. 152, 106553 (2020)
T.C. Winter, R.W. Neu, P.M. Singh, L.E. Kolaya, C.S. Deo, J. Nucl. Mater. 508, 505 (2018)
H.K. Kim, S.J. Kim, K.H. Yoon, H.S. Kang, K.N. Song, Wear 250, 535 (2001)
H.K. Kim, Y.H. Lee, Wear 255, 1183 (2003)
H. Jiang, Z. Duan, B. Zhang, X. Zhao, P. Wang, Appl. Surf. Sci. 509, 145373 (2020)
K.T. Kim, Nucl. Eng. Des. 263, 59 (2013)
S. Lazarevic, R.Y. Lu, C. Favede, G. Plint, P.J. Blau, J. Qu, Wear 412–413, 30 (2018)
L. Xin, M. Ma, Y. Lu, T. Shoji, Wear 418–419, 167 (2019)
K.H. Cho, T.H. Kim, S.S. Kim, Wear 219, 3 (1998)
T.H. Kim, S.S. Kim, Ksme Int. J. 15, 1274 (2001)
J. Li, Y.H. Lu, L. Xin, T. Shoji, Tribol. Int. 117, 152 (2018)
X.L. Guo, P. Lai, L.C. Tang, K. Chen, L.F. Zhang, Wear 414–415, 194 (2018)
A. Dreano, S. Baydoun, S. Fouvry, S. Nar, P. Alvarez, Wear 488–489, 204144 (2022)
H.L. Ming, X.C. Liu, J. Lai, J.Q. Wang, L.X. Gao, E.-H. Han, J. Nucl. Mater. 529, 151930 (2020)
L. Zhang, P. Lai, Q. Liu, Q. Zeng, J. Lu, X. Guo, J. Nucl. Mater. 499, 401 (2018)
M.H. Attia, A. Pannemaecker, G. Williams, Wear 476, 203722 (2021)
A. Dreano, S. Fouvry, G. Guillonneau, Wear 452–453, 203297 (2020)
S.J. Thrush, A.S. Comfort, J.S. Dusenbury, X. Han, X. Wang, H. Qu, G.C. Barber, Tribol. Int. 154, 106683 (2021)
S.J. Thrush, A.S. Comfort, J.S. Dusenbury, X. Han, G.C. Barber, X. Wang, H. Qu, Wear 482–483, 203932 (2021)
Y. Wu, A. Bandyopadhyay, S. Bose, Mater. Sci. Eng. A 380, 349 (2004)
A. Dreano, S. Fouvry, G. Guillonneau, Wear 426–427, 712 (2019)
J. Hu, T. Aarholt, B. Setiadinata, K. Li, A. Garner, S. Lozano-Perez, M. Moody, P. Frankel, M. Preuss, C. Grovenor, Corros. Sci. 158, 108109 (2019)
T. Kim, J. Kim, K.J. Choi, S.C. Yoo, S. Kim, J.H. Kim, Corros. Sci. 99, 134 (2015)
X.C. Liu, H.L. Ming, Z.M. Zhang, J.Q. Wang, L.C. Tang, H. Qian, Y.C. Xie, E.H. Han, Acta Metall. Sin. Engl. 32, 1437 (2019)
H. Ming, X. Liu, Z. Zhang, J. Wang, E. Han, Tribol. Int. 126, 133 (2018)
H. Jiang, J. Qu, R.Y. Lu, J.A.J. Wang, Prog. Nucl. Energy 91, 355 (2016)
D.A. Baêta, D.J.R. Costa, F.G. Cardoso, N. Medeiros, Wear 460–461, 203422 (2020)
X. Yuan, X. Zhang, Q. Zhang, J. Pu, G. Li, P. Ren, M. Zhu, Tribol. Int. 160, 107024 (2021)
Z.R. Zhou, K. Nakazawa, M.H. Zhu, N. Maruyama, P. Kapsa, L. Vincent, Tribol. Int. 39, 1068 (2006)
J.F. Archard, Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 24, 981 (1953)
S. Fouvry, C. Paulin, T. Liskiewicz, Tribol. Int. 40, 1428 (2007)
X. Guo, P. Lai, L. Tang, J. Wang, L. Zhang, Tribol. Int. 116, 155 (2017)
J. Liao, J. Zhang, W. Zhang, F. Xu, Z. Yang, G. Ran, Q. Peng, S. Qiu, J. Nucl. Mater. 543, 153474 (2020)
T. Kim, K.J. Choi, S.C. Yoo, Y. Lee, J.H. Kim, Corros. Sci. 131, 235 (2018)
B.K. Kim, H.O. Hamaguchi, Phys. Status Solidi B 203, 557 (1997)
N.P. Suh, Wear 44, 1 (1977)
J. Liu, H. Yu, P. Karamched, J. Hu, G. He, D. Goran, G.M. Hughes, A.J. Wilkinson, S. Lozano-Perez, C.R.M. Grovenor, Acta Mater. 179, 328 (2019)
H. Li, M.G. Glavicic, J.A. Szpunar, Mater. Sci. Eng. A 366, 164 (2004)
S.R. Soria, A. Tolley, A. Yawny, Wear 368–369, 219 (2016)
A. Pauschitz, M. Roy, F. Franek, Tribol. Int. 41, 584 (2008)
A. Dreano, S. Fouvry, S. Sao-Joao, J. Galipaud, G. Guillonneau, Wear 440–441, 203101 (2019)
H.S. Khare, I. Lahouij, A. Jackson, G. Feng, Z. Chen, G.D. Cooper, R.W. Carpick, A.C.S. Appl, Mater. Inter. 10, 40335 (2018)
G. Skandan, H. Hahn, B.H. Kear, M. Roddy, W.R. Cannon, Mater. Lett. 20, 305 (1994)
N.N. Gosvami, J.A. Bares, F. Mangolini, A.R. Konicek, D.G. Yablon, R.W. Carpick, Science 348, 102 (2015)
K. Lee, Y. Hwang, S. Cheong, Y. Choi, L. Kwon, J. Lee, S.H. Kim, Tribol. Lett. 35, 127 (2009)
Acknowledgements
This work is financially supported by the CNNC Science Fund for Talented Young Scholars, Youth Innovation Promotion Assessment CAS (2022187), the IMR Innovation Fund (No. 2021-PY10) and the open-ended fund of the CAS Key laboratory of Nuclear Materials and Safety Assessment (Institute of Metal Research, Chinese Academy of Sciences, China) (No. 2020NMSAKF01). The authors are grateful for the help of 3D surface morphology analysis from Dr. Hui Feng at IMR, CAS.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors state that there are no conflicts of interest to disclose.
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, Y., Lai, J., Ming, H. et al. Effect of Normal Force on Fretting Wear Behavior of Zirconium Alloy Tube in Simulated Primary Water of PWR. Acta Metall. Sin. (Engl. Lett.) 36, 865–880 (2023). https://doi.org/10.1007/s40195-022-01496-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-022-01496-2