
Abstract
Volumetric defects in high-strength aluminum alloy components were repaired via friction stir remanufacturing (FSR). Various consumable pins made of AA7075-T6 were designed. Top diameters of the consumable pins affected material flow, which ensured that the materials at the repairing interface were forged to metallurgical bonding. Conical angles determined load transfer besides material flow, which affected the fracture of the pins before the dwelling stage. Sound repaired components were achieved when the conical angle of the consumable pin was 1° larger than that of the volumetric defect. The ultimate tensile strength and elongation of the repaired components reached 445.9 MPa and 9.6%, respectively. The design criteria of the consumable pin in the FSR was established, which provided valuable references to repair volumetric defects in high-strength aluminum components.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
7150 high-strength aluminum alloys, as lightweight structural materials, characterized by high strength-weight ratio, good fracture toughness and excellent stress-corrosion resistance, have been used in stringer, wing rib and longeron in the aviation. However, high strength aluminum components encountered welding defects (porosity, cavity, keyhole, et al.) and long service defects (corrosion pits, wear, crack, etc.). All the service lifetimes of these structural parts involve “manufacturing-servicing-scrapping” process, resulting in economic loss and material waste. Therefore, introducing a repairing process into the service lifetime can enable recyclability, such as “manufacturing-servicing-scrapping-repairing”, improving material utilization, resource conservation, energy savings and emission reduction. Therefore, it is vital to develop a repairing method for these defects [1].
Friction stir welding and processing (FSW/P), characterized by low temperature, severe plastic deformation and high quality, has the advantages to repair the aluminum alloys and magnesium alloys [2, 3]. Liu et al. [4] proposed repetitive FSP to eliminate groove or crack defect with small size in AA2219 FSW joints. However, for the defects with large size, introducing filler materials is a critical step to ensure the interface between filler materials and defects. Liu et al. [4] employed tungsten inert gas welding (TIG) and FSW to remove large groove defects that cannot be eliminated by repetitive FSW/P. Ji et al. [5] introduced an additional filling piece into large size defects and then achieve the high-quality joints. Reimann et al. [6] developed refill friction stir spot welding (RFSSW), where plugs as filler materials were prepared to seal the keyholes characterized by through holes. Du et al. [7] and Cui et al. [8] found that material flow could be promoted by optimizing geometric dimensions of holes, eliminating defects for friction plug welding (FPW). Nevertheless, Metz et al. [9] pointed out that too immense amount of plastic deformation and locally elevated temperature caused the dissolution of precipitates, decreasing mechanical properties. These techniques mentioned above are capable of achieving high-quality joints.
A combined tool with a consumable pin and a non-consumable outer shoulder were proposed to solve the volumetric defects [10]. The pin is plunged into the workpiece, and the shoulder presses on the surface of the workpiece during the repairing process, controlling the shape and performance. In the present work, the keyhole defect of FSW joints was selected as the research object. Pins with various geometric dimensions were selected to explore the influence of pin geometry on microstructures and mechanical properties of joints. Fractography of the repaired joints was observed to analyze the relationship between the geometry of the consumable pin and the fracture mode of joints. Material flow and load transfer between pins and workpieces were analyzed and discussed in detail.
2 Experimental
3-mm-thick AA7150-T77511 sheets were selected as the base metal (BM), and extruded AA7075-T6 bars with the diameter of 8 mm were chosen as the consumable pins. Mechanical properties of AA7150-T77511 and AA7075-T6 are shown in Table 1. The fixed schematic of the consumable tool is illustrated in Fig. 1.

Schematic of a combined tool with the consumable pin and outer fixed shoulder
The combined tool, where the outer shoulder was made of H13 steel and the inner consumable pin was made of AA7075-T6. The outer shoulder can realize the joining of materials at a certain depth along the thickness direction [11, 12]. The volumetric defects were dug and regularized into holes before repairing to ensure mechanical performances. The volumetric defect was fabricated by a conical pin with a bottom diameter of 3.4 and a conical angle of 14°. Figure 2 shows the dimensions of the regularized holes and pins. The consumable pins with various top diameters and conical angles were employed, and seven types of pins were designated, as listed in Table 2. The length of pins was longer than the depth of the regularized holes and fixed to 3.5 mm, which maintained the axial force during the whole process and inhibit defects. A constant rotational velocity of 800 rpm, a plunge speed of 2 mm/min, and a processing speed of 300 mm/min were employed under a tilting angle of 1.5°. The plunge depth of the shoulder was 0.1 mm. In order to exhibit the repairing efficiency, the corresponding tensile strength of the defect-free reference object in this study was 491.8 MPa.

Schematics: a a regularized hole, b geometric dimensions of the pin
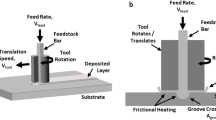
The schematic of the friction stir remanufacturing (FSR) is shown in Fig. 3, and the detailed procedures could be generalized as four stages: plunging stage, repairing stage, processing stage, and retracting stage. Firstly, the rotating tool was plunged into the conical hole. Secondly, the rotating tool dwelt for 5 s after the shoulder contacted with the upper surface of the workpiece. In this procedure, the pin was fractured due to the synthesis effects of material softening and load transfer functions. Thirdly, the rotating tool travelled along the processing direction to forge the repaired zone. Finally, the rotating tool was retracted from the workpiece, and the sound repaired joint was achieved.

Working principle of the consumable pin in the friction stir remanufacturing: a plunging tage, b repairing stage, c processing stage, d retracting stage
The metallographic specimens of repaired joints were cut perpendicular to the repairing direction. The samples for microstructural characterization were grounded using emery papers up to 7000 grit, then polished using diamond compounds and etched with Keller’s reagent (2.5 ml HNO3 + 1.5 ml HCl + 1 ml HF + 95 ml H2O). The microstructures of metallographic specimens were observed by an optical microscope (OM, Keyence VHX-1000E). Three tensile specimens were prepared for each type of the pin. Tensile tests at a crosshead speed of 1.5 mm/min were adopted using a universal testing machine (Instron-5569). The fractography was observed by scanning electronic microscopy (SEM, ZEISS Merlin COMPACT). Microhardness tests were carried out by a microhardness tester (HXD-1000TM) under a load of 200 g for 10 s. The distribution of microhardness was divided into three rows. The distance between rows was 1 mm, and the distance of adjacent measuring points at the same row was 0.5 mm.
3 Results and Discussion
3.1 Microstructural Characterization
Figure 4 reveals surface morphologies of the keyhole defect and the repair joint. The surface of the keyhole defect is smooth after being regularized, so that the surfaces of the pin and the keyhole are able to contact intimately, as shown in Fig. 4a. No obvious surface defects appear on the surface of the repaired joint, as shown in Fig. 4b.

Surface morphology: a keyhole defect, b repaired joint
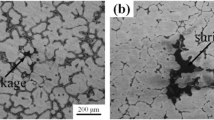
Figures 5 and 6 show the microstructures of repaired joints using pins with various conical angles and top diameters, while the magnified views of interfaces between filled materials and workpieces (marked by the red rectangles) are illustrated beside them, respectively. The main defects in repaired joints are zigzag lines, which are influenced by geometric dimensions of pins. Zigzag lines are found at the interface using the Pin 1 or Pin 2 (Fig. 5a, b). Meanwhile, a more obvious zigzag line is found at the interface using the Pin 4, which is similar to a crack. The original morphology of the extruded bar remains near the interface, indicating that the pin is fractured before the dwelling stage (Fig. 5d). The sound joint is achieved using the Pin 3 (Fig. 5c). Refined grains replacing the zigzag lines at the interface indicate metallurgical bonding [13]. The pin of this geometric dimension has the same top diameter as the regularized hole, and its conical angle is 1° larger than that of the regularized hole.

Magnified views of the interfaces using a Pin 1, b Pin 2, c Pin 3, d Pin 4

Magnified views of interfaces using a Pin 5, b Pin 2, c Pin 6, d Pin 7
Figure 6 exhibits a similar trend of microstructural evolution with Fig. 5. Zigzag lines are found, respectively, at the interface using the Pin 2 or Pin 5 (Fig. 6a, b). Besides, a serious zigzag line is located at the interface using the Pin 7 (Fig. 6d). The zigzag lines are formed in the interface between the pin and the welded workpiece. In fact, the zigzag lines have been validated to the oxide layers. Sato et al. [14] stated that zigzag region having a high density of amorphous Al2O3 particles is originated from the initial oxide layer at butt surface. There is no apparent zigzag line when using the Pin 6 (Fig. 6c). The pin of this geometric dimension has the same conical angle as the regularized hole, and its top diameter is 0.2 mm larger than that of the regularized hole.
As such, the zigzag line can be suppressed using the Pin 6, which indicates the smash and redistribution of oxide layers. Meanwhile, the zigzag line can be eliminated using the Pin 3. Liu et al. [15] reported that the oxide layer was ruptured under the compressive force perpendicular to the interface and the shear force and interface material deformation parallel to the interface, which produced fresh surfaces on the interface. Dimensions of both pins are slightly larger than the regularized holes whose dimensions are 3.4 mm in the top diameter and 14° in the conical angle, indicating that filler materials with larger sizes are beneficial to promoting interfacial bonding. The sound joint is discussed in detail in Sect. 3.4. The extrusion force and friction force are the driving forces for material flow [16]. Smaller conical angle or top diameter of the pin results in the lack of pressure at the interface, and oxide films are not sheared off, which leads to the appearance of zigzag line [17]. On the contrary, larger conical angle or top diameter of the pin results in high pressure at the interface. The pin is prone to fracture before it obtains sufficient material flow, leaving the original microstructure of the extruded bar and leading to a more apparent zigzag line.
The morphology of the repaired joint in the parallel section can be normally divided into six typical zones, i.e., pin thermo-mechanically affected zone (P-TMAZ), quasi-weld nugget zone (QWNZ), new weld nugget zone (NWNZ), weld nugget zone (WNZ), thermo-mechanically affected zone (TMAZ) and heat affected zone (HAZ), as exhibited in Fig. 7. P-TMAZ is located at the middle of filled materials, which corresponds to the central region of the pin top. Materials are away from the contact surface of the pin and workpiece. Recrystallization hardly occurs, although this zone undergoes thermo-mechanical effects. Materials in the QWNZ deform severely and flow sufficiently, which are identical to the WNZ. The NWNZ is located at the upper side of the joint. Three zones are formed and marked red, while the WNZ, the TMAZ and the HAZ are formed by conventional FSW and marked with white color.

Microstructure of a FSR joint along the repairing direction using Pin 3
The grains in the P-TMAZ hardly recrystallize, and exhibit coarser grain structures slanted by torsion (Fig. 8a). The materials in the QWNZ, the NWNZ and the WNZ are affected by severe deformation and high heat input. Figure 8b–d exhibits refined grains due to dynamic recrystallization. The similar results have been found in the previous study [18]. The grains in the NWNZ are the finest, since the materials here are easy to dissipate heat and flow. Materials in the TMAZ and the HAZ undergo thermal cycling without sufficient refinement, which results in the grain coarsening (Fig. 8e, f).

Characteristics of grains in various zones using Pin 3: a P-TMAZ, b QWNZ, c NWNZ, d WNZ, e TMAZ, f HAZ, g BM
3.2 Mechanical Properties
The microhardness distribution of the sound repaired joint is shown in Fig. 9. The microhardness of the P-TMAZ is relatively higher than the TMAZ, since AA7075-T6 is harder than AA7150-T77511. Materials in the QWNZ are composed of mixed AA7075-T6 and AA7150-T77511, and the microhardness of the QWNZ is also higher. Sabari et al. [19] reported that the fracture location of FSW joints is in coincidence with low hardness region. Thus, the AA7075-T6 with higher microhardness reduces the fracture tendency at the interface between P-TMAZ and QWNZ, where cracks easily initiate. The microhardness of the NWNZ is higher than the WNZ, which is caused by grain refinement. The HAZ exhibits low microhardness caused by grain coarsening and the dissolution of precipitation phase as summarized.

Microhardness distribution along the repairing direction of the joint using Pin 3
The geometric dimensions of pins mainly determine the ultimate tensile strength of joints by controlling the metallurgical bonding of the interface. The weakening of ultimate tensile strength in some joints is caused by zigzag lines, decreasing the effective area of load-bearing. The maximum ultimate tensile strength and elongation reach 445.9 MPa and 9.6%, equivalent to 90.7% and 81% of the original weld, respectively (Fig. 10a). These joints with considerable tensile performances are obtained using Pin 3. Additionally, the ultimate tensile strength of the joints using Pin 6 is relatively high (Fig. 10b). As such, sound joints with considerable ultimate tensile strength are obtained by optimizing the geometric dimensions of pins, and the optimal pin has a larger volume than that of the regularized holes. Figure 11 compares joint efficiencies of various techniques. The joint efficiency of the original keyhole only reaches 54%, while the joint efficiency of the sound repaired joint significantly increases to 77%. Compared with other methods, the joint efficiency of FSR is also higher, which shows the feasibility of FSR to quasi-equal strength repairing.

Ultimate tensile strength and elongation of joints: a various conical angles of pins at the top diameter of 3.4 mm, b various top diameters of pins at the conical angle of 14°

3.3 Fractography
Two failure modes of tensile specimens are identified according to the fractography. Cracks of mode 1 coincide with the interface between filled materials and workpieces (Fig. 12a). Zigzag lines are the nucleation and the propagation path of these cracks. Cracks of mode 2 occur at the HAZ of the advancing side, and the strength of these joints is decided by the minimum microhardness of joints (Fig. 12b).

Two typical kinds of fractography: a fracture at the interface (mode 1), b fracture at the HAZ (mode 2), c magnified view of the region c, d magnified view of the region d
The joints with zigzag lines fracture in mode 1, and the tensile properties are relatively lower. As shown in Fig. 12c, brittle fracture features represented by tearing ridges appear in mode 1, indicating the inadequate metallurgical bonding. The sound joints fracture in mode 2 and exhibit higher tensile properties. Their fractography in Fig. 12d qualifies ductile fracture characteristics. Dimples indicate that sufficient metallurgical bonding has been formed, and the plastic deformation occurs in mode 2.
3.4 Joining Mechanisms
Two essential conditions of obtaining sound joints are summarized. One is sufficient material flow, which ensures that the materials at the interface are sufficiently forged to form metallurgical bonding. The other can be referred as load transfer. The impact from the regularized hole to the pin is relatively minor, and the pin can be plunged into the regularized hole completely without fracture before the dwelling stage. This type of the Pin 3 has the same top diameter as the regularized hole, and its conical angle is 1° larger than that of the regularized hole. The material flow and the load transfer of the joint repaired by the Pin 3 are analyzed.
3.4.1 Material Flow
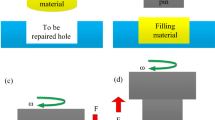
Sufficient frictional heat and material flow can effectively soften and transfer plasticized materials, eliminating the defects. Sufficient material flow plays a significant role in the strengthening effects, since the elimination of the zigzag line can improve joint strength. Schematics for the material flow process of sound repairing by the Pin 3 are shown in Fig. 13. The root position of the pin (pin root) contacts to the regularized hole firstly since the pin has larger conical angle than that of the regularized hole, and the materials around the contact location are plasticized and extruded firstly, as shown in Fig. 13a. The pressure between the pin root and the regularized hole becomes larger with the plunge of the pin, which leads to more frictional heat and promotes plasticized materials to flow under pressure. A part of these materials are extruded out of the regularized hole, and the others flow down along the surface of the regularized hole and fill the gaps between the pin and the regularized hole, as shown in Fig. 13b. Subsequently, the pin is plunged into the bottom of the regularized hole and squeezes the plasticized materials just flowing down. High pressure is applied to the interface, which promotes material flow, leading to the mixing of two materials and the redistribution of smashed oxide films. At last, the desirable interface bonding is obtained (Fig. 13c). In summary, plasticized materials by the Pin 3 can flow downward and fill the interface and give pressure to the pin and regularized hole, eliminating the zigzag lines. Hence, the highest ultimate tensile strength is achieved.

Schematics for the material flow of the sound repaired joints: a start of the plunging stage, b end of the plunging stage, c end of the dwelling stage
The interface microstructures are shown in Fig. 14. Materials near the interface undergo significant dynamic recrystallization, resulting in refined grains. Both sides of the P-TMAZ are characterized by curved grains, which are squeezed by the flowing materials. This phenomenon demonstrates that the plasticized materials can flow downward and give an extrusion to the materials of the P-TMAZ.

Microstructures: a sound joint, interfaces of b the left side, c the right side
3.4.2 Load Transfer
The workpiece and the consumable pin undergo the big force and torque during repairing. The variation of torque reflected the mechanical performance, as reported by Das et al. [21], and a continuous and stable change of torque is of vital importance for mechanical performances. Beygi et al. [22] reported that higher contact area brought a higher torque value to the tool. The whole surface of the pin contacts to the workpiece at the same moment when the pin has the same conical angle with the regularized hole. Hence, this sudden contact of a large area increases load, which gives a large impact to the pin. Acharya et al. [23] reported similar increase of the load, which acted on the tool and led to wear of tool. This discontinuous change of load results in the fracture of the pin and the instability of repairing quality. The pin root contacts to the regularized hole firstly when using Pin 3 since the pin has a larger conical angle than that of the regularized hole, as shown in Fig. 13a. The contact area increases gradually as the pin plunges down, leading to a continuous increase of the load. The pin during plunging stage attributes to this smooth load transfer, and enough frictional heat can be obtained to join the consumable pin and the workpiece. Thus, strength of joints repaired by the Pin 3 is high.
3.5 Universal Pin Design
Both material flow and load transfer are vital for satisfactory repairing as analyzed in Sect. 3.4. These two factors for some volumetric defects should be agree with the joint obtained using the Pin 3, and a universal pin design method can be derived. Two concepts of the initial contact location of the pin (initial contact location) and the volume difference between the pin and the regularized hole (volume difference) are put forward to satisfy this condition. Initial contact location plays a significant role in load transfer and acts as the starting point of material flow. Volume difference brings some materials into the regularized hole. These materials are firstly plasticized and filled into the interface, providing pressure to the materials near the interface. As such, a universal design criterion of the consumable pin for some truncated cone defects can be derived by guaranteeing that the pin has a similar initial contact location and volume difference with the Pin 3.
Suppose that r, R, and h are the radius of the hole bottom, the radius of the hole surface, and the depth of the regularized hole of truncated cone defect, respectively. The difference of the pin top radius and the hole bottom radius Δr, and the difference of the pin root radius and the hole superficial radius ΔR are taken as unknown quantities to simplify the computation. The difference of pin length and hole depth Δh is fixed to 1 mm since it only plays a role in providing pressure, and the calculation of pin volume also ignores Δh since the materials here cannot be filled into the regularized hole. All the geometric dimensions are marked in Fig. 15 and listed in Table 3.

Geometric dimensions of the pin and the regularized hole
The s (distance between the initial contact location to the pin top) of the Pin 3 is 13/14 h, and the ratio of ΔV (volume difference) to S (truncated cone lateral area of the hole: π(R + r)l) is 0.027 mm3/mm2 after calculation. The pin geometry should satisfy these two conditions as follows:
A universal pin design can be obtained after taking Δr and ΔR into the above expression and solving them. In the initial contact location, the radius of the pin is the same as R (radius of the hole exposed to the plate surface), so Eq. (1) can be written as:
The final form of Eq. (1) can be obtained after simplification:
Integral volume formula for the body of revolution is used to represent ΔV, as written below:
The expanded form of the equation can be written as:
Δr and ΔR should be small enough to obtain desirable microstructures and properties of joints as discussed in Sects. 3.2 and 3.3, which are lower by more than an order of magnitude compared with r, R, and R−r. The terms Δr2, ΔrΔR, and ΔR2 can be neglected as they are extremely small, and Eq. (7) can be written as:
The final form of ΔV can be obtained as follows:
The S (truncated cone lateral area) of the regularized hole is calculated by the formula, which is given as:
The final form of equations can be written as:
The solution of equations is the universal pin design, which can be written as:
The geometry of the consumable pin is usually expressed by bottom diameter and conical angle, and relevant equations can be applied to transform Eq. (12) as follows:
Equations (12) and (13) can be applied to various geometric dimensions of truncated cone defects, which can provide guidance for the design of consumable pins.
4 Conclusions
-
1.
Volumetric defects of high-strength aluminum alloy components were successfully repaired via FSR. Sound repaired joints were achieved using the consumable pin with a top diameter of 3.4 mm and a conical angle of 15°.
-
2.
Sufficient material flow can be achieved by optimizing the conical angle and top diameter to extend the pin volume. These materials flowed downwards and squeezed the pin and workpiece, which eliminated the defects and promoted interfacial bonding.
-
3.
The force and torque increased smoothly without rapid change through the optimization of conical angle, which avoided the pin's impact and improved mechanical properties. The ultimate tensile strength and elongation of the repaired components reached 445.9 MPa and 9.6%, which fractured at the heat affected zone.
-
4.
A universal pin design of FSR for some truncated cone defects was proposed, which was expected to serve as references to repair volumetric defects with various geometric dimensions in light-weight alloy components.
References
X. Meng, Y. Huang, J. Cao, J. Shen, F. Jorge, Prog. Mater. Sci. 115(706), 100706 (2021)
W. Wang, P. Han, P. Peng, T. Zhang, Q. Liu, S.N. Yuan, L.Y. Huang, H.L. Yu, K. Qiao, K.S. Wang, Acta Metall. Sin. -Engl. Lett. 33, 43 (2020)
P. Gong, Y.Y. Zuo, S.D. Ji, D.J. Yan, D.C. Li, Z. Shang, Acta Metall. Sin. -Engl. Lett. 35, 763 (2022)
H.J. Liu, H.J. Zhang, Sci. Technol. Weld. Join. 17, 169 (2012)
S. Ji, X. Meng, L. Ma, H. Lu, S. Gao, Mater. Des. 68, 72 (2015)
M. Reimann, J. Goebel, T.M. Gartner, J.F. dos Santos, J. Mater. Process. Technol. 245, 157 (2017)
B. Du, Z.P. Sun, X.Q. Yang, L. Cui, J.L. Song, Z.P. Zhang, Mater. Sci. Eng. A 654, 21 (2016)
L. Cui, P. Lu, W. Li, H. Wang, D. Wang, Z. Zhang, J. Song, Sci. Technol. Weld. Join. 24, 27 (2019)
D.F. Metz, E.R. Weishaupt, M.E. Barkey, B.S. Fairbee, J. Eng. Mater. Technol. 134, 021005 (2012)
Y. Huang, X. Meng, Y. Xie, L. Wan, Z. Lv, J. Cao, J. Feng, Compos. Part A Appl. Sci. Manuf. 105, 235 (2018)
X. Liu, Z. Sun, Int. J. Heat Mass Transf. 185, 122418 (2022)
X. Liu, Y. Zhen, Z. Shen, H. Chen, W. Li, W. Guo, Z. Yue, Chin. J. Mech. Eng. 33, 90 (2020)
L. Cui, X. Yang, D. Wang, J. Cao, W. Xu, Mater. Des. 62, 271 (2014)
Y.S. Sato, F. Yamashita, Y. Sugiura, S.H.C. Park, H. Kokawa, Scr. Mater. 50, 365 (2004)
H. Liu, K. Ushioda, H. Fujii, Acta Mater. 166, 324 (2019)
S. Chen, Y. Han, X. Jiang, X. Li, T. Yuan, W. Jiang, X. Wang, J. Mater. Process. Technol. 297, 117205 (2021)
W. Tang, X. Yang, S. Li, H. Li, Mater. Lett. 288, 129361 (2021)
Y. Xie, X. Meng, F. Wang, Y. Jiang, X. Ma, L. Wan, Y. Huang, Corros. Sci. 192, 109800 (2021)
S. Sree Sabari, S. Malarvizhi, V. Balasubramanian, J. Manuf. Process. 22, 278 (2016)
S.D. Ji, X.C. Meng, Z.W. Li, L. Ma, S.S. Gao, Int. J. Adv. Manuf. Technol. 84, 2391 (2016)
B. Das, S. Pal, S. Bag, J. Manuf. Process. 27, 8 (2017)
R. Beygi, M.Z. Mehrizi, D. Verdera, A. Loureiro, J. Mater. Process. Technol. 255, 739 (2018)
U. Acharya, B.S. Roy, S.C. Saha, J. Manuf. Process. 38, 113 (2019)
Acknowledgements
This work was financially supported by the China Postdoctoral Science Foundation (Nos. 2021T140151, 2021M690820), the National Natural Science Foundation of China (No. 52001099) and the Shanghai Aerospace Science and Technology Innovation Fund, China (No. SAST2020-108).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors state that there are no conflicts of interest to disclose.
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
About this article

Cite this article
Meng, X., Xie, Y., Ma, X. et al. Towards Friction Stir Remanufacturing of High-Strength Aluminum Components. Acta Metall. Sin. (Engl. Lett.) 36, 91–102 (2023). https://doi.org/10.1007/s40195-022-01444-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-022-01444-0