
Abstract
Machining, especially dry machining of titanium alloys, has been one of the most significant challenges for carbide cutting tools. In this study, aluminum-rich AlTiN coating, as well as TiAlSiN nanocomposite coating, were successfully employed for dry milling of Ti–6Al–4V alloy with high efficiency and long tool life. At the cutting speeds of 150 m/min and 200 m/min, the tool life of the TiAlSiN-coated tool exceeds that of AlTiN-coated tool by 32 and 66%, respectively. The wear modes for both coated tools include the uniform flank wear, smooth wear, chipping, coating and substrate flaking, crater and notch wear, and the wear mechanisms include adhesion, diffusion, oxidation and crack. Among them, the wear mechanism is dominated by the adhesion and oxidation wear. As compared with AlTiN coating, TiAlSiN coating exhibits better mechanical properties and oxidation resistance, which contribute to a better cutting performance, fewer thermal cracks and smaller and uniform workpiece chips during the dry milling of Ti–6Al–4V alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys have been widely applied in aerospace, energy and automotive industries due to the high-temperature strength and corrosion resistance [1]. However, titanium alloys (e.g., Ti–6Al–4V) are well known as difficult-to-cut materials due to the high chemical reactivity and low thermal conductivity, which causes high-temperature and severe chemical reaction at the cutting edge during the high-speed machining process, resulting in a reduced tool life and deteriorated machining quality [2,3,4]. To improve the cutting tool life, protective coatings with high toughness and hot hardness have been put forward to deposit on the cemented carbide tools.
Due to high-temperature wear and oxidation resistance, ternary TiAlN coatings have been extensively used and investigated in high-speed machining of titanium alloys [5,6,7]. Increasing Al content in TiAlN coatings could promote the formation of protective Al2O3 layer to further improve oxidation resistance [8]. In addition, Beake et al. [9] found that when the Al content was increased from 50 to 67% (represented as Ti0.5Al0.5N and Ti0.33Al0.67N), the brittleness of coating was reduced and thus the cutting tool surface was protected against chipping, which resulted in improved tool life in the end milling of Ti–6Al–4V alloy. Hörling et al. [10] also reported that Ti0.34Al0.66N coating exhibited better cutting performance than Ti0.5Al0.5N coating in face milling of low-carbon steel.
Recently, Si has been incorporated into TiAlN coatings to form quaternary TiAlSiN coatings to further improve the comprehensive coating properties [11,12,13]. Due to the formation of amorphous Si3N4 around TiAlN nanocrystalline, the TiAlSiN nanocomposite coatings exhibit enhanced hardness [14], thermal stability [15] and oxidation resistance [16] as compared with TiAlN coatings. Moreover, the TiAlSiN nanocomposite coatings have been widely applied in the machining of difficult-to-cut materials. Chang et al. [17] reported that Ti0.55Al0.40Si0.05N coatings exhibited much longer tool life than that of Ti0.52Al0.48N coatings in the milling of Ti–6Al–4V alloy at different cutting speeds. The main tool failure modes were the flank wear, chipping and build-up-edge, and the dominant wear mechanisms were abrasion and adhesion. In addition, Chen et al. [18] reported that TiAlSiN-coated inserts exhibited much longer tool life than that of TiAlN-coated tools during turning of stainless steel at low cutting speeds. However, when the cutting speed was increased up to 320 m/min, the tool life of TiAlSiN-coated inserts was reduced to 72% of TiAlN-coated tools in the milling of 42CrMo steel. But up until now, few comparative studies have been fully reported about the cutting performance and wear behavior of AlTiN- and TiAlSiN-coated tools in the milling of Ti–6Al–4V alloy.
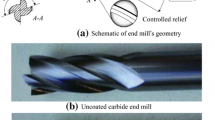
In this study, TiAlSiN and AlTiN coatings were deposited on cemented carbide substrates and end milling tools by the arc ion plating technique. In order to better understand the dry milling process of Ti–6Al–4V alloy at different cutting speeds, the cutting performance, wear mechanism and failure modes of AlTiN- and TiAlSiN-coated tools were fully explored and compared.
2 Experimental
The AlTiN and TiAlSiN coatings were deposited on carbide end milling tools (WC–10 wt% Co) by arc ion plating using Ti40Al60 and Ti60Al30Si10 alloy targets (Ø 100 mm, purity 99.9%). All the milling tools were cleaned ultrasonically in the acetone and alcohol for 20 min, respectively. Before the coating deposition, the chamber was pumped down to a base pressure of 5.0 × 10−3 Pa, and the working temperature was heated up to 500 °C. The substrates were etched to remove the surface contaminates by Ar-ion etching with a bias voltage of −1000 V under a gas pressure of 2.0 Pa for 30 min. The AlTiN and TiAlSiN coatings were both deposited at a cathode current of 100 A and a bias voltage of −100 V under a N2 pressure of 3.0 Pa for 40 min.
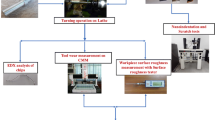
The morphology and chemical composition of the coatings were characterized by using a scanning electron microscope (FE-SEM, Nano430) equipped with an energy-dispersive X-ray spectrometer (EDS). To eliminate the substrate peaks, the phase structures were performed by using a grazing incidence X-ray diffraction (XRD, D8 Advance) with Cu Kɑ radiation (λ = 0.15406 nm) at 40 kV and 40 mA. The XRD measurements were carried out at a fixed incident angle of 1°, and the scanning ranged from 30° to 90° with a step size of 0.02°. The coating hardness was measured by Vickers hardness tester (MVK-H1, Mitutoyo). The adhesion strength between the coating and substrate was measured by using a scratch tester (CSM, RST). The scratch tests were carried out at a maximum of 100 N and a scratch length of 3 mm. After removing the surface contamination with argon ions etching, Auger electron spectroscopy (AES) analysis was used to investigate the diffusion behavior of the coated tool during dry milling. The chemical bonding states of oxide scales forming on worn surfaces were characterized by X-ray photoelectron spectroscopy (XPS, Escalab 250Xi). The beam spot of the X-ray source was 650 μm, and the voltage and current were set at 15 kV and 15 mA, respectively.
The milling tests were performed by using a vertical high-speed milling machine (DMU 60T, DECKEL MAHO, Germany), as shown in Fig. 1. The Ti–6Al–4V alloy was used as workpiece material. The chemical composition and mechanical properties of Ti–6Al–4V alloy are listed in Tables 1 and 2, respectively. The tool geometry and milling parameters are presented in Table 3. Up-milling together with side-milling method was employed in this study in order to investigate the wear resistance of the two coated tools under stringent milling conditions. Since the cutting speed has significant influence on the tool life, the cutting speed varied from 100 to 200 m/min while the depth of cut and feed rate were kept constant. The test for each cutting speed was repeated three times. All the milling tests were paused at each interval cutting length of 10 m, and the real-time flank wear of coated tools was measured via optical microscope. An average flank wear of 0.3 mm was assigned as the failure criterion.

Photograph of vertical high-speed milling machine
3 Results and Discussion
3.1 Microstructure and Mechanical Properties
The chemical composition of the deposited coatings was analyzed by EDS, as shown in Table 4. The formula of AlTiN and TiAlSiN coatings can be corresponded to Al0.59Ti0.41N and Ti0.63Al0.31Si0.06N, respectively. The nitrogen content of both coatings reaches as high as 60.6–62.5 at.%, indicating that the N content in both coatings reaches atomic over-stoichiometric. Figure 2 compares the fracture cross sections of AlTiN and TiAlSiN coatings. AlTiN coating exhibits obvious columnar crystal structure along the growth direction, whereas the TiAlSiN coating exhibits much dense structure with no obvious columnar crystal observed, which would be due to the Si-doping. Based on the cross sections, the thickness of AlTiN and TiAlSiN coatings is corresponded to 2.41 μm and 2.70 μm, respectively.

SEM fracture cross sections of AlTiN- and TiAlSiN-coated tools
Figure 3 compares the XRD patterns of as-deposited AlTiN and TiAlSiN coatings. The AlTiN coating exhibits a single B1-NaCl crystal structure, and the four diffraction peaks at 37.4°, 43.5°, 63.2°, 75.8° and 79.9° are corresponded to the (111), (200), (220), (311) and (222) planes of TiAlN solid-solution phase, respectively. As for the TiAlSiN coating, no other nitride phase could be found, indicating that Si with low content (~ 2 at.%) could substitute of Ti atoms in the fcc TiN lattice to form metastable phase Ti(AlSi)N [19] or form an amorphous phase of Si3N4 accumulated at TiAlN nanocrystalline grain boundaries [20]. In addition, the diffraction peaks shift toward lower angle as compared to the AlTiN coating, indicating the increase in lattice parameters. As shown in Table 5, the lattice parameters and grain sizes of AlTiN and TiAlSiN coatings were calculated by using the Gaussian fittings [21]. As compared to the AlTiN coating, the lattice parameter of TiAlSiN coating increases from 4.159 Å to 4.201 Å, whereas the grain size decreases from 15.3 nm to 12.6 nm, indicating the grain refinement due to Si-doped in the coatings, which is in consistent with above SEM results.

XRD patterns of AlTiN and TiAlSiN coatings
The hardness of as-deposited AlTiN and TiAlSiN coatings is 3300 HV and 3600 HV, respectively, as listed in Table 4. The enhanced hardness achieved for the TiAlSiN coating could be related to the formation of nanocomposite structure, which consisted of nc-TiAlN embedded in an amorphous Si3N4 matrix and can refine grains [14]. In addition, the solid-solution hardening effect could also contribute to the increase of hardness. The improved hardness of TiAlSiN coating can be attributed to the combination of solid-solution hardening and refined grain hardening [19]. The adhesion strength of AlTiN coating reaches 47 N, and the TiAlSiN coating presents a higher adhesion strength of 53 N when compared to AlTiN coating.
3.2 Cutting Performance
The flank wear curves of the AlTiN- and TiAlSiN-coated tools at different cutting speeds are plotted in Fig. 4. At low cutting speed of 100 m/min, the flank wear curves exhibit three typical stages of wear, including running into wear, gradual wear or semi-steady state, and catastrophic wear. When the cutting speed is increased to 150 and 200 m/min, the wear rates of both coated tools are accelerated, and the wear rate of AlTiN is apparently higher than that of TiAlSiN. There are no well-defined stages of the running into wear and gradual wear for the AlTiN coating, and the catastrophic wear starts immediately right after the initial cutting. By contrast, three wear stages are still obvious for the TiAlSiN-coated tool, demonstrating the superior high-speed machining performance of TiAlSiN coating over AlTiN coating.

Flank wear of AlTiN- and TiAlSiN-coated tools as a function of cutting length at different cutting speeds
Figure 5 shows the tool lives of AlTiN- and TiAlSiN-coated tools at different cutting speeds. As the cutting speed increases, the life time of two coated tools is dramatically reduced. At the low cutting speed of 100 m/min, the cutting lengths of two coated tools are very close. However, at 150 m/min, the cutting length of the TiAlSiN-coated tool is 32% more than that of AlTiN. At 200 m/min, the cutting length of TiAlSiN is 66% more than that of AlTiN, indicating the apparent advantage of TiAlSiN coating, as compared with AlTiN coating during dry milling of titanium alloy at high speeds.

Cutting length of AlTiN- and TiAlSiN-coated tools at different cutting speeds
3.3 Wear Behavior
Figure 6 shows the wear progression on flank face of AlTiN- and TiAlSiN-coated tools versus cutting length at the cutting speed of 200 m/min. In the early stage of the milling process, uniform flank wear is the dominant wear mode until a notch occurs at the depth of cut. When the cutting length reaches 75 m, the AlTiN-coated tool develops the first notch at the location of the depth of cut, and at the cutting length of 85 m, the notch expansion is so significant that the cutting tool almost reaches its full tool life. By contrast, TiAlSiN-coated tool does not develop notch until the cutting length reaches 85 m, and even at the cutting length of 105 m, the notch expansion is still much less than that of AlTiN-coated tool at the cutting length of 85 m, indicating that TiAlSiN coating exhibits significantly higher notch wear resistance as compared with AlTiN coating.

Flank wear images of AlTiN and TiAlSiN tools at cutting speed of 200 m/min
Figures 7 and 8 show the tool wear modes of the AlTiN- and TiAlSiN-coated tools on the rake faces, respectively. Both coated tools exhibit crater, chipping, coating and substrate flaking, notch wear and smooth wear. Among them, the smooth wear is characterized by a smooth worn surface without obvious scratches and grooves. This wear mode is prone to appear for the workpiece materials with low hardness and high activity, just like titanium alloys, which is generally related to the atomic dissolution/diffusion between the tool and workpiece material [22]. For carbide tools with coating, the wear always starts with coating flaking and smooth wear during the cutting of Ti alloys. During the milling progress, the cutting tools experience more interrupted contact or impact with workpiece during the cut-in and cut-out cycles for every tool tooth, inducing thermal and mechanical fluctuations, which results in the initiation of cracks in both coatings and substrates. During subsequent milling, the cracks at the cutting edge lead to the severe chipping and/or flaking, and eventually, notch wear and crater on the rake face, as shown in Fig. 7b, c.

SEM micrographs of the worn rake face of AlTiN-coated tool at cutting speed of 200 m/min: a high magnification of the rake face showing smooth wear and coating flaking, b crater and notch wear, c chipping and flaking, d coating flaking

SEM micrographs of the worn rake face of TiAlSiN-coated tool at cutting speed of 200 m/min: a smooth wear and coating flaking, b crater and chipping, c micro-chipping, d coating flaking
It is noticeable that smooth wear and coating flaking are more severe on AlTiN-coated tool than on TiAlSiN-coated one (Figs. 7a, d vs. 8a, d). The smooth wear is mainly attributed to the dissolution-diffusion between workpiece and cutting tools, and the coating delamination or flaking is usually caused by adhesion of workpiece material and oxidation of coating in addition to diffusion [23,24,25,26], so it can be inferred that during the milling of Ti alloy, TiAlSiN-coated tool may have lower cutting temperature and/or less coating oxidation as compared with AlTiN-coated tool does. Besides smooth wear and coating flaking, multiple obvious chippings appear on the cutting edge of the AlTiN-coated tool (Fig. 7c), while the TiAlSiN-coated tool exhibits limited micro-chipping, as shown in Fig. 8c. It is obvious that there are more adhered titanium alloys at the cutting edge of AlTiN-coated tool than TiAlSiN-coated one (Figs. 7b, c, 8a, b). Due to the fact that the adhesion is mainly attributed to the high cutting temperature or the damage of coating [23, 27], it can be confirmed again that the TiAlSiN-coated tool experiences lower cutting temperature than that of AlTiN coating under the same cutting conditions.
In order to investigate the severity of adhesion, diffusion and crack during the milling of Ti–6Al–4V alloy, the coated tools were cut by wire EDM at the location of half the depth of cut upon the cutting length of 20 m (Fig. 9a). The cross sections of the samples were polished and analyzed via SEM and AES linescan. As can be seen from the AES linescan (Fig. 9d, e), both the AlTiN and TiAlSiN coatings remain intact after the cutting length of 20 m, but the adhesion of Ti–6Al–4V alloy is already very severe. The average thickness of the adhesion layer on the flank face of AlTiN-coated tool is much greater than that of TiAlSiN-coated tool (Fig. 9b, c). Adhesion wear may lead to the interaction between the workpiece and tool material at the atomic level, which may accelerate the element diffusion, coating degradation and even coating delamination or flaking. The diffusion between Ti–6Al–4V alloy and the coatings is confirmed by the AES linescan in Fig. 9d, e, where the apparent inter-diffusion of Ti, Al and N between the workpiece and the coatings is clearly observed. Similar results reported by Nouari et al. [28] that adhesion and diffusion facilitates each other, and the diffusion processes become the major cause for coating delamination, which is easy to develop into the coating flaking. Moreover, it can be clearly seen that the diffusion between the coating and the substrate (refers to the tool) also exists at the interface, but the degree of inter-diffusion is limited in this work, as shown in Fig. 10. In addition, the inter-diffusion between the coating and the substrate also occurred during the coating deposition at high deposition temperatures. This tiny inter-facial diffusion can reduce the inter-facial energy and release the intrinsic stress, which would be beneficial to the adhesion of coating and substrate [29].

SEM micrographs and AES linescans on the cross sections of coated tools after a cutting length of 20 m at the cutting speed of 200 m/min: a cross-section position of coated tools, b flank and rake faces of AlTiN-coated tool, c flank and rake faces of TiAlSiN-coated tool, d AES linescan of the worn flank face of AlTiN-coated tool, e AES linescan of the worn flank face of TiAlSiN-coated tool

Magnification cross sections of a AlTiN, b TiAlSiN-coated tools
In addition, Fig. 9b shows the cracks perpendicular to the flank face of AlTiN-coated tool, whereas no crack is observed for TiAlSiN-coated tool (Fig. 9c). This kind of crack is caused by the thermal stress and termed as thermal crack [30, 31]. The appearance of thermal crack would be mainly caused by cyclic thermal stress during milling process. The more severe friction between the coatings and workpiece may introduce higher temperature during cutting, and therefore introduce higher thermal stresses, which in turn lead to the more severe thermal cracks. However, little thermal crack is observed for the TiAlSiN-coated tool, indicating that the more severe friction occurred between the AlTiN-coated tool and workpiece as compared with that of TiAlSiN-coated tool during milling process.
3.4 Oxidation Behavior
In view of the high temperature during dry cutting of titanium alloys, which is usually above 1000 °C [32], and hence induces the unavoidable surface oxidation of cutting tools, it is necessary to evaluate the oxidation behavior of these two types of coatings. XPS was used to characterize the chemical bonding states of the coatings near the tool nose on the rake face (the yellow circle in Fig. 11a) after the cutting length of 20 m at a cutting speed of 200 m/min. Figures 11 and 12 show the XPS spectra of the worn rake face of AlTiN- and TiAlSiN-coated tools, respectively. It can be seen from Fig. 11b–d that the Al and Ti elements in the AlTiN coating do not exhibit the characteristic peaks of TiN, AlN or TiAlN, which are supposed to exist before the milling test, but are completely oxidized to Al2O3 (Al 2p = 74.5 eV [33], O 1 s = 532.6 eV [34]) and TiO2 (Ti 2p1/2 = 464.7 eV, Ti 2p3/2 = 459 eV [35], O 1 s = 530.9 eV [36, 37]), respectively. These results imply that AlTiN coating had been completely oxidized during milling test in this study. Figure 12 shows that for TiAlSiN coating, there are no characteristic TiN, AlN, and TiAlN peaks for the as-deposited coating too, but the Si 2p spectra show both SiO2 (Si 2p = 103.0 eV [38]) and Si3N4 characteristic peaks (Si 2p = 102.1 eV [39]), indicating that at least Si3N4 in the original coating partially survives the milling test.

XPS spectra of the worn rake face of AlTiN-coated tool after a cutting length of 20 m at the cutting speed of 200 m/min: a XPS detect area on the rake face, b Al 2p, c Ti 2p, d O 1s

XPS spectra of the worn rake face of TiAlSiN-coated tool after a cutting length of 20 m at the cutting speed of 200 m/min: a Al 2p, b Ti 2p, c O 1s, d Si 2p
When the AlTiN coating is oxidized at 900 °C, the Al2O3 film forms first on the outermost surfaces of coating, and TiO2 or a mixture of TiO2 and Al2O3 form on the subsurface [40, 41]. Previous studies have established that when the temperature increased as high as 900–1100 °C, the oxidation rate of the [Ti]-TiO2 exceeds that of the [Al]–Al2O3 [42,43,44], which leads to the rapid formation of TiO2 under the Al2O3 surface layer. During the oxidation of TiN, the molar volume increases significantly (from 11.4 cm3 for TiN to 18.9 cm3 for TiO2 [40]). In addition, TiO2 exhibits a larger heat expansion coefficient (10.53 × 10−6/K) than that of Al2O3 (8.40 × 10−6/K) [45]. These two factors would result in the cracking of Al2O3 layer under tensile stress. Afterward, Ti diffuses outward from the cracks, and O diffuses inward; then a large amount of TiO2 forms on the coating surface [46, 47]. When the temperature is increased above 900 °C, the formation of loose and porous oxide rutile-TiO2 (r-TiO2) would deteriorate the oxidation resistance of AlTiN coating.
Due to the addition of Si into TiAlN-based coating, TiAlSiN coating exhibits significantly improved oxidation resistance over the TiAlN-based coating. Firstly, the nc-TiAlN/a-Si3N4 nanocomposite structure reduces the grain size and eliminates the columnar grain structure of TiAlN coatings, which retards the O diffusion process [48]. Secondly, the Si3N4 exhibits superior thermal stability and oxidation resistance, which effectively maintains nc-TiN/a-Si3N4 nanocomposite structure even at elevated temperatures. Moreover, once the Si3N4 is oxidized, the formation of SiO2 could create an effective barrier for O and Ti diffusion [49,50,51]. Thirdly, Si increases the diffusion coefficient of Al toward the coating surface and thus produces denser Al2O3 on the coating surface during oxidation process [48]. In addition, Si can delay the transition of the α-TiO2 toward loose and porous r-TiO2 [52, 53]. Therefore, the final oxides forming on the TiAlSiN coating surface are dominated by a large portion of dense Al2O3 and a small portion of α-TiO2, which would contribute to the superior oxidation resistance.
3.5 Chip Formation
The morphology of Ti–6Al–4V chips produced by TiAlSiN-coated tool is quite different from that produced by AlTiN coating tool upon the cutting length of 20 m at the cutting speed of 200 m/min, as shown in Fig. 13. For TiAlSiN-coated tool, the chips are short and curled, with quite similar shape and size. However, the AlTiN-coated tool produces much longer chips (Fig. 13b). In addition, the back surface of chips produced by AlTiN-coated tool (Fig. 13d) exhibits quite different scratch patterns as compared with those produced by TiAlSiN-coated tool (Fig. 13c). The TiAlSiN-coated tool produces smoother and uniform scratches, while the AlTiN-coated tool produces rougher and less even scratches, which indicates that the cutting edges of AlTiN-coated tool experience much more severe wear than that of TiAlSiN-coated tool, which is evident in Fig. 6. As a result, the severe dull condition of cutting edges of AlTiN-coated tool significantly reduces its chip breaking performance, leading to much longer chips than that of TiAlSiN-coated tool, as shown in Fig. 13a, b.

Chip shapes and magnified micrographs after a cutting length of 20 m at the cutting speed of 200 m/min: a, c, e TiAlSiN-coated tool, b, d, f AlTiN-coated tool
In addition, the serrated chip formation can be clearly seen on the free surfaces of the chips (Fig. 13e, f), which is a typical phenomenon in the machining of titanium alloy [54, 55]. The spacing of sawteeth produced by AlTiN-coated tool is much smaller than that produced by TiAlSiN-coated tool (about 4.4 μm vs. 11 μm). According to Dargusch and Sun’s investigation on the segmentation frequency of sawteeth [56], it can be concluded that a higher cutting temperature, due to the more significant friction, occurs between AlTiN-coated tool and workpiece as compared with that between TiAlSiN and workpiece. The higher cutting temperature reduces the threshold for breakage between sawteeth at the adiabatic shear band and thus increases the segmentation frequency of sawteeth.
4 Conclusions
Based on the above investigation on the preparation of AlTiN- and TiAlSiN-coated tools and their wear behaviors during dry milling of Ti–6Al–4V, the following conclusions can be made:
- (1)
Both AlTiN and TiAlSiN coatings exhibit a solid-solution phase of fcc-TiAlN, and TiAlSiN coating exhibits higher hardness than that of AlTiN coatings.
- (2)
At the cutting speed of 100 m/min, the two coatings exhibit similar cutting tool life. When the cutting speed is increased to 150 and 200 m/min, the tool life of TiAlSiN coating significantly exceeds that of AlTiN coating.
- (3)
The wear modes for both coated tools include uniform flank wear, smooth wear, chipping, coating and substrate flaking, crater and notch wear. The major wear mechanisms include adhesion, diffusion, oxidation and crack, and dominated by the adhesion and oxidation.
- (4)
Compared with the AlTiN coating, TiAlSiN coating exhibits a better cutting performance, demonstrating longer cutting life, fewer thermal cracks, better oxidation resistance and smaller and more uniform workpiece chips.
References
E.O. Ezugwu, Z. Wang, J. Mater. Process. Technol. 68, 262 (1997)
R. Komanduri, Wear 76, 15 (1982)
K.A. Venugopal, S. Paul, A.B. Chattopadhyay, Wear 262, 1071 (2007)
S. Zhang, J.F. Li, J. Sun, F. Jiang, Int. J. Adv. Manuf. Technol. 46, 69 (2010)
S. Sharif, E.A. Rahim, J. Mater. Process. Technol. 185, 72 (2007)
E.A. Rahim, S. Sharif, Int. J. Manuf. Technol. Manage. 17, 327 (2009)
X. Qin, X. Zhang, L.I. Hao, B. Rong, D. Wang, H. Zhang, G. Zuo, J. Adv. Mech. Des. Syst. 8, 1414 (2014)
L. Chen, J. Paulitsch, Y. Du, P.H. Mayrhofer, Surf. Coat. Technol. 206–318, 2954 (2012)
B.D. Beake, J.F. Smith, A. Gray, G.S. Fox-Rabinovich, S.C. Veldhuis, J.L. Endrino, Surf. Coat. Technol. 201, 4585 (2007)
A. Horling, L. Hultman, M. Oden, J. Sjolen, L. Karlsson, Surf. Coat. Technol. 191, 384 (2005)
S. Carvalho, L. Rebouta, A. Cavaleiro, L.A. Rocha, J. Gomes, E. Alves, Thin Solid Films S398–399, 391 (2001)
S. Veprek, H.D. Mannling, M. Jilek, P. Holubar, Mater. Sci. Eng. A 366, 202 (2004)
D. Rafaja, A. Poklad, V. Klemm, G. Schreiber, D. Heger, M. Sima, Mater. Sci. Eng. A 462, 279 (2007)
O. Duranddrouhin, A.E. Santana, A. Karimi, V.H. Derflinger, A. Schutze, Surf. Coat. Technol. 163, 260 (2003)
M. Jilek, T. Cselle, P. Holubar, M. Morstein, M.G.J. Veprek-Heijman, S. Veprek, Plasma Chem. Plasma Process. 24, 493 (2004)
V.H. Derflinger, A. Schutze, M. Ante, Surf. Coat. Technol. 200, 4693 (2006)
Y. Chang, H. Lai, Surf. Coat. Technol. 259, 152 (2014)
L. Chen, S.Q. Wang, Y. Du, S.Z. Zhou, T. Gang, J.C. Fen, K.K. Chang, Y.W. Li, X. Xiong, Surf. Coat. Technol. 205, 582 (2010)
D. Yu, C. Wang, X. Cheng, F. Zhang, Thin Solid Films 517, 4950 (2009)
L. Chen, Y. Du, A.J. Wang, S.Q. Wang, S.Z. Zhou, Int. J. Refract. Metals Hard Mater. 27, 718 (2009)
Q. Luo, Nanosci. Nanotech. Lett. 10, 3 (2018)
P. Hoier, A. Malakizadi, U. Klement, P. Krajnik, Wear 426, 1548 (2019)
A. Jawaid, S. Sharif, S. Koksal, J. Mater. Process. Technol. 99, 266 (2000)
E.O. Ezugwu, Z.M. Wang, A.R. Machado, ASLE Trans. 43, 263 (2000)
M. Nouari, A. Ginting, Surf. Coat. Technol. 200, 5663 (2006)
Q. An, C. Wang, J. Xu, P. Liu, M. Chen, Int. J. Refract. Metals Hard Mater. 43, 94 (2014)
H. Çalışkan, M. Küçükköse, Int. J. Refract. Metals Hard Mater. 50, 304 (2015)
M. Nouari, H. Makich, Int. J. Refract. Metals Hard Mater. 41, 259 (2013)
Q. You, J. Xiong, Z. Guo, J. Liu, T. Yang, C. Qin, Int. J. Refract. Metals Hard Mat. 81, 299 (2019)
J. Gu, G. Barber, S. Tung, R.J. Gu, Wear S225–229, 273 (1999)
Y. Su, N. He, L. Li, X.L. Li, Wear 261, 760 (2006)
A. Pramanik, G. Littlefair, Mach. Sci. Technol. 19, 1 (2015)
B.R. Strohmeier, Surf. Sci. Spectra 3, 141 (1994)
A.F. Carley, M.W. Roberts, Proc. R. Soc. A 363, 403 (1978)
S.O. Saied, J.L. Sullivan, T. Choudhury, C.G. Pearce, Vacuum 38, 917 (1988)
G.M. Ingo, S. Dirè, F. Babonneau, Appl. Surf. Sci 70–71, 230 (1993)
T. Hanawa, M. Ota, Biomaterials 12, 767 (1991)
J. Finster, E.D. Klinkenberg, J. Heeg, Vacuum 41, 1586 (1990)
G.E. Yu, M. Edirisinghe, D. Finch, B. Ralph, J. Parrick, J. Mater. Sci. 30, 5371 (1995)
F. Vaz, L. Rebouta, M. Andritschky, M.F.D. Silva, J.C. Soares, J. Eur. Ceram. Soc. 17, 1971 (1997)
Y.P. Feng, L. Zhang, R.X. Ke, Q.L. Wan, Z. Wang, Z.H. Lu, Int. J. Refract. Metals Hard Mater. 43, 241 (2014)
Y.Y. Chang, C.Y. Hsiao, Surf. Coat. Technol. 204, 992 (2009)
Y.X. Xu, L. Chen, B. Yang, Y.B. Peng, Y. Du, J.C. Feng, F. Pei, Surf. Coat. Technol. 235, 506 (2013)
B. Xiao, H. Li, H. Mei, W. Dai, F. Zuo, Z. Wu, Q. Wang, Surf. Coat. Technol. 333, 229 (2018)
M. Schütze, M. Malessa, V. Rohr, T. Weber, Surf. Coat. Technol. 201, 3872 (2006)
A. Vennemann, H.R. Stock, J. Kohlscheen, S. Rambadt, G. Erkens, Surf. Coat. Technol. 174, 408 (2003)
S.M. Yang, Y.Y. Chang, D.Y. Lin, D.Y. Wang, W. Wu, J. Nanosci. Nanotechnol. 9, 1108 (2009)
L. Zhu, M. Hu, W. Ni, Y. Liu, Vacuum 86, 1795 (2012)
J.B. Choi, K. Cho, M.H. Lee, K.H. Kim, Thin Solid Films S447–448, 365 (2004)
M. Diserens, J. Patscheider, F. Lévy, Surf. Coat. Technol. S120–121, 158 (1999)
P. Steyer, D. Pilloud, J.F. Pierson, J.P. Millet, M. Charnay, B. Stauder, P. Jacquot, Surf. Coat. Technol. 201, 4158 (2006)
L. Chen, B. Yang, Y. Xu, F. Pei, L. Zhou, Y. Du, Thin Solid Films 556, 369 (2014)
D. Pilloud, J.F. Pierson, M.C.M.D. Lucas, A. Cavaleiro, Surf. Coat. Technol. 202, 2413 (2008)
S. Sun, M. Brandt, M.S. Dargusch, Int. J. Mach. Tools Manuf. 49, 561 (2009)
M. Sima, T. Özel, Int. J. Mach. Tools Manuf. 50, 943 (2010)
M.S. Dargusch, S. Sun, J.W. Kim, T. Li, P. Trimby, J. Cairney, Int. J. Mach. Tools Manuf. 126, 13 (2018)
Acknowledgements
The work is financially supported by the Science and Technology Planning Project of Guangdong Province, China (Grant No. 2017B090911006), and the Science and Technology Project of Heyuan City, Guangdong (Grant No. HEKE000781).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
About this article

Cite this article
Liu, J., Zhu, SS., Deng, X. et al. Cutting Performance and Wear Behavior of AlTiN- and TiAlSiN-Coated Carbide Tools During Dry Milling of Ti–6Al–4V. Acta Metall. Sin. (Engl. Lett.) 33, 459–470 (2020). https://doi.org/10.1007/s40195-020-01010-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-020-01010-6