
Abstract
High-frequency mechanical impact (HFMI) is a user-friendly and efficient mechanical post-weld treatment method, and the achieved fatigue life improvement is statistically proved and is attributed to HFMI-induced compressive residual stresses amongst other effects. Several studies have shown in the past that the process parameters (treatment time and working speed) have an influence on the stress state introduced by the HFMI treatment. Thus far, however, only device-specific quantitative recommendation for the HFMI treatment exists based on the instructions of each HFMI device manufacturer. It is not clear if a certain treatment time for a given intensity leads to optimum results regarding the enhanced fatigue life and the treatment parameters of the several HFMI devices cannot be directly compared with each other. For these reasons, a universal and simple definition of the HFMI treatment’s intensity based on the kinetic energy of the HFMI pin was used to quantitatively correlate the HFMI-induced compressive residual stress with the HFMI-process parameters for two different HFMI devices: pneumatical impact treatment (PIT) and high-frequency impact treatment (HiFIT). To this purpose, data from former studies of HFMI-treated base material and welded specimens are revaluated. It is shown, that the compressive residual stresses show only slight changes after reaching a threshold value of the applied kinetic energy (\(\approx\) 50 to 100 J/mm). This energy-based approach for the quantification of the treatment intensity was also used for a case study with PIT- and HiFIT-treated transverse stiffeners with different treatment intensities (2 J/mm and 7 J/mm). A high influence of the treatment intensity on the residual stress state was determined.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
High frequency mechanical impact (HFMI) counts as a user-friendly and effective mechanical post-weld surface treatment method that improves the fatigue strength of welded steel joints and components. Several devices are classified by the International Institute of Welding (IIW) as HFMI [1]: the ultrasonic impact treatment (UIT), the ultrasonic peening (UP), the ultrasonic peening treatment (UPT), the high-frequency impact treatment (HiFIT), the pneumatic impact treatment (PIT), and the ultrasonic needle peening (UNP). In all cases though, the working principle remains the same: A pin made of hardened steel impacts on the weld toe surface with a high frequency. This leads to deformation of the weld toe accompanied by a decreased stress concentration factor (SCF) and the introduction of work hardening and compressive residual stress in the surface layer [2, 3, 5]. The HFMI-induced compressive residual stresses have contributed significantly to the fatigue life improvement of treated welded joints [2]–[4, 6]. The fatigue life improvement of welded joints by HFMI treatment was statistically proven by Weich et. al. [4, 7], Ummenhofer et. al. [2, 8, 9], Weidner et al. [10, 11], and Yildirim et. al. [1, 12, 13] (and numerous others), even in the corrosive environment [14, 15]. Furthermore, the fatigue strength improvement by HFMI has been recently validated as well by numerical investigations [16, 17]. Recommendations for the fatigue design of HFMI-treated specimens are provided by IIW [6] since 2016 and by the German Association of Steel Construction (DASt) [18] (UIT, HiFIT, and PIT treatment) since 2019, developed by Kuhlmann et. al. [19] and Ummenhofer et. al. [20]. Multiple treatments methods are covered by these guidelines; IIW Recommendations [6]: UIT, UP, UPT, HiFIT, PIT, and UNP; DASt guideline [18]: PIT, HiFIT, and UIT. To assure a similar treatment quality even for different HFMI-devices, both guidelines recommend a full-length treatment of the weld toe and a complete removal of crack like defects, undercuts or porosity at the weld toe. The DASt-guideline explicitly recommends a visual inspection. IIW recommendations also predict quantitative measurements of the indentation depth as an index of the treatment quality. Both guidelines assume that the recommended fatigue classes (FAT classes) can be achieved with each HFMI device (for example PIT, HiFIT, UIT) that is respectively taken into consideration, as long as the recommended quality measures are applied effectively. Numerous investigations have proven this assumption already; see for example [16, 17, 21, 22]. However, the fact that the FAT classes recommended by the two guidelines should be applicable for a treatment with any of the referenced HFMI devices has possibly led to conservatism. Due to the number of different HFMI devices and manufacturers with different treatment processes, treatment parameters and device settings, no quantitative recommendation regarding the HFMI process parameters (e.g. working or travel speed or treatment time per unit length) could be concluded.
Several studies [4, 23]–[25] have shown that the treatment time per unit length (hereinafter called simply “treatment time”) or treatment intensity has a significant influence on the HFMI-induced compressive residual stresses, even if HFMI treatment is a reproducible, robust, and straightforward process. Yekta et al. [23] documented a high influence of the treatment time on the magnitude of the compressive residual stress on UIT-treated transverse stiffeners. However, a round-robin study with four different HFMI processes (HiFIT, UOT, UP, and UIT) [22] showed very similar compressive residual stress fields on treated longitudinal stiffeners made of S700MC steel. Investigations of HFMI treatment on specimens of parent material S355 and S690 by Weich [4] (UIT and HiFIT treatment) showed an influence of variating HFMI-process parameters (impact frequency, pin diameter, contact force) on the residual stress state at the surface and in depth-direction and on the hardness of the surface. Furthermore, in this case, higher compressive residual stresses were induced by UIT compared to HiFIT. Similar studies by Schubnell et al. [24] for PIT treatment on base material specimens of different steel grades (S355, S690, and S960) showed also that with a lower travel speed or higher treatment time, a significant increase of compressive residual stresses and surface layer hardness could be reached. Furthermore, after a certain number of impacts per length, only slight changes in the residual stress state were detected. Similar investigations were conducted by Hanji et al. [25] for HiFIT treatment of base material specimens made of SBHS500 and SBHS700. In this case, only slight changes were determined after a certain number of impacts per length. Consequently, it can be assumed that increasing the HFMI treatment level or impacts per unit length leads to higher levels of compressive residual stresses, and by extension longer fatigue life, with this increase reaching a plateau though after a threshold of optimum treatment level, from which on no further improvement is achieved.
The aim of this study is to recommend a straightforward quantification approach for the HFMI treatment intensity based on the impact-energy approach by Hanji et al. [25] and on the individual HFMI-process parameters. Therewith, a direct comparison of the treatment results by different HFMI devices would become possible. Also a more efficient design recommendation could be given on HFMI-treatment parameters, which could be applicable to all HFMI devices and processes that are enabled. For this, an overview about the HFMI-process parameters is given in Sect. 2. In Sect. 3, the calculation of the HFMI-treatment intensity was explained. For the given definition of the treatment intensity, the impact velocity is needed. For this reason, the determination of the impact velocity during HFMI was explained in Sect. 4. In Sect. 5, a link was made between the treatment intensity and the surface residual stress state after treatment. The aim is to determine an optimum intensity for the HFMI treatment to reach the best possible treatment result (highest compressive residual stresses). For this, the present study contains the summary of the impact velocity measurements by former studies [4, 16, 24, 26, 27] for HiFIT and PIT. In the next step, the influence of different treatment intensities on the fatigue strength of HFMI-treated welded joints was determined; see Sect. 6. In Sect. 7, the most important results of the studies were summarized.
2 HFMI-process parameters: overview and topology
A short overview about the HFMI-process parameters is given in Table 1 and illustrated in Fig. 1. It should be mentioned that no fixed nomenclature is given in the abovementioned recommendations [6, 18]. A complete nomenclature for the similar process of machine hammer peening (MHP) is given in the guideline 3146 of the Association of German Engineers (VDI) according to Schulze et al. [28]. In this work, a mixed nomenclature according the underlined terms in Table 1 was used. The important parameter of impact velocity \({V}_{i}\) and rebound velocity \({V}_{r}\) as well as the mass of the indentor \(m\) is not covered by the mentioned guidelines. The given parameters can be related in each case with HFMI device-specific treatment parameters (impact frequency, impact velocity), which can be adjusted for each HFMI device by air pressure (HiFIT or PIT) or ultrasonic frequency (UIT, UNP, UP), and with user-dependent parameters (tip diameter and indentor mass, tilt angle, angle of attack, working speed, number of treatment runs).

Illustration of HFMI-process parameters adopted from [6]
3 Defining the HFMI-treatment intensity
The energy-based approach according to Hanji et al. [25] was used for defining the intensity of the HFMI treatment. This simple approach is based on treatment parameters that can be adjusted by the user and are universal to all HFMI devices. This approach is based on the kinetic energy applied per unit length under consideration of an efficiency of 95%:
where \(\eta\) was experimentally determined [25] for HiFIT and is further rationally assumed as a universal factor because the principle impact mechanics (impact and rebound) are the same for all HFMI processes. According to the original formulation, the number of pins \({n}_{p}\) and the number of treatment runs were added to simply multiply the kinetic energy. The kinetic energy of a single impact \({E}_{i}\) can be calculated under the rational assumption that only the impact velocity perpendicular to the surface leads to changes in the surface layer as follows:
With this approach, an approximation of the HFMI intensity was made in this study. According to the original formulation where the impact was assumed to be perpendicular to the surface the tilt angle \({\beta }_{t}\) and the angle of attack \({\beta }_{a}\) were added. Impact frequency \(f\), indentor mass \(m\), working speed \(V\) or treatment time \(t\), and treated length \(L\) are usually known or can be determined easily. However, the estimation of the impact velocity can be more complicated. Two suitable methods are proposed in Sect. 4.
4 Estimating the impact velocity
An important factor for the estimation of the treatment intensity is the measurement of the impact velocity of a single impact and for given device parameters. The determination of the impact velocity of HFMI treatment can be performed indirectly by applying strain gauges on the HFMI indentor [26, 27] and a correlation of the measured strains with its impact velocity by means of finite element (FE) analysis. Alternatively, a direct measurement is enabled by the application of a high-speed camera [25, 30].
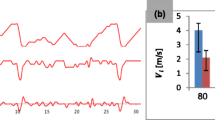
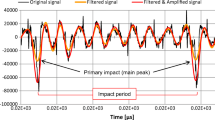
In the present study, strain gauge measurements were performed on the pin of a HiFIT device; see Fig. 2a, identical to former measurements for a PIT device [26]. The HFMI treatment was performed on a 10-mm-thick steel plate made of high-strength structural steel S960QL. Positioning of the HFMI pin was guided so that a treatment angle of \({\beta }_{a}\)=\({\beta }_{t}\)=90° was ensured. Two strain gauges (type TML FLA-2–17-1L) were applied on the pin with an offset of 180°, and their measurements were averaged to neglect possible pin bending effects [26]. A high sampling frequency of 100 kHz was achieved during the measurements. Compared to measurements with a high-speed camera the higher sampling frequency enables a better resolution of the measured signal. The measured strain values for HiFIT and PIT treatment are displayed in Fig. 2a. Subsequently, finite element analysis of a single impact with a linear-elastic axisymmetric model was applied in order to correlate the measured strains with the pin’s impact velocity, as a direct measurement is not possible in this case. The explicit solver of the commercial FE software ABAQUS was implemented for carrying out a fully dynamic analysis. The geometry of the applied FE mesh is given in Fig. 2b. The radius of 3 mm at the impacted zone at the base plate was measured. An impact velocity \({V}_{i}\) was assigned to the HFMI pin, while both the pin and the treated base plate were modelled with elastic material behavior (\(E=210000\) MPa, \(v\) = 0.3). The latter is based on the assumption that after a certain number of impacts, no further plastic deformation occurs. The values of \(E\) and \(v\) are proofed by deforming the pin with a servohydraulic testing machine under certain load and measure the strain of the pin. Having this in mind, the treatment during the measurements was performed on the same impact area and only the measurements, which were carried out after the introduction of the area, were considered during the evaluation (after the first 10 s of treatment no further increase of the indentation depth was measured at the position).

a Illustration of the contact force measurement by strain gauges, b finite element simulation of a single impact for the correlation of impact velocity and contact force
The strain gauge signal of the measurement for the PIT device shows several compression peaks (primary impacts) with a frequency of 90 Hz followed by multiple secondary impacts. The strain gauge signal of the HiFIT device shows only primary impacts with a frequency of 270 Hz. The measurement signal was post-processed by a fast Fourier transformation (FFT) algorithm introduced to commercial software MATLAB [31] code. The contact force was evaluated for variating parameters of the investigated HFMI devices (HiFIT device: valve position 0 to 720° and PIT device: working pressure from 4 to 6 bar and impact frequency from 80 to 120 Hz). It was determined that the contact force increases with increasing working pressure and increasing impact frequency for the PIT device; see Fig. 3a. For the HiFIT device, contact force increases with an increasing valve position, while the impact frequency decreases; see Fig. 3b.

Contact force of the impacts with the PIT device (a) and HiFIT device (b)
A linear correlation between contact force and impact velocity was determined for both processes (PIT and HiFIT). Following correlations were determined between the impact velocity \({V}_{i}\) in m s−1 and the contact force in N for the investigated HiFIT device:
For the PIT device, the correlation between impact velocity \({V}_{i}\) in m s−1 and contact force \(F\) in N is given by Ernould [31]:
Based on the recommended parameters for the treatment of normal strength structural steel (device manufacturers’ recommendations) of \(f\) = 90 Hz and \(p\)= 6 for the PIT device and valve position at 540° for the HiFIT device, the average impact velocity was evaluated at \({V}_{i}\) = 2.68 m s−1 and \({V}_{i}\) = 3.18 m s−1 respectively. A short overview about the device parameters is given in Table 2.
5 Influence of HFMI intensity on the surface layer condition
Compressive residual stresses introduced by the HFMI treatment contribute significantly to fatigue life enhancement of the treated specimens [6]. It is therefore rationally assumed that the maximization of the introduced compressive residual stresses would lead to the highest increase in fatigue life. Although the achieved fatigue life gain depends as well on the stability of the introduced residual stresses under cyclic loading, the present work is based on the simplified assumption that it is maximized HFMI-induced compressive residual stresses lead to higher fatigue strength and longer fatigue life. An energy-based approach proposed by Hanji et al. [25] was applied in the present study in order to correlate the impact energy with the measured HFMI-induced compressive residual stresses. This correlation was based on the following equation:
where the term \({\sigma }_{2mm}^{RES}\)/\({\sigma }_{Y}\) is the normalized compressive residual stress in the longitudinal direction at a distance of 2 mm from the treated area [25]. The values of \({\sigma }_{2mm}^{RES}\) were at first chosen based on respective residual stress measurement [25] and were complemented with data from other past investigations by Weich [4], Schubnell et al. [24], and Schubnell [16] in the framework of the present study. \({\sigma }_{Y}\) is the real static yield strength of the base material. In the case of HFMI-treated welded joints, the real yield strength of the WEZ was used in this study. The parameters \(\alpha\) and \(\beta\) are constants with \(\alpha =0.64\) and \(\beta =0.036\). The correlated exponential function is plotted in Fig. 4 along with experimental data, which were considered. A good correlation between \({\sigma }_{2mm}^{RES}\)/\({\sigma }_{Y}\) and \({E}_{95\%}\) according to the proposed exponential function is shown. Comparing the evaluated data from Hanji et al. [25] and those from other studies, it seems that the latter were performed with a comparably lower intensity. Furthermore, it seems that the HFMI treatment of high-strength steel welds (made of S690, S960) leads to higher compressive residual stresses with a lower level of applied energy \({E}_{95\%}\) compared to the treatment of low strength steel welds (made of S355 or SBH500). In general, compressive residual stresses seem to reach a plateau (in regard to their magnitude) for \({E}_{95\%}\) = 50 to 100 J/mm.

Correlation of residual stress and applied energy by HFMI treatment
According to Yekta and Walbridge [34], the indentation depth of the HFMI induced groove is an indicator of the quality of the treatment, a suggestion adopted by the IIW recommendation [6]. Of course, the indentation depth is comparable and easy to measure and is currently one of the few measurable quality criteria for HFMI treatment in practice. However, further studies show that very low was reached by PIT and HiFIT treatment [19, 35]. On the other side, an earlier study has shown that very high indentations may reduce the fatigue strength of HFMI-treated welded joints because of higher stress concentrations [4]. Based upon this, a further correlation between the residual stress state and the cross-sectional \(A\) area of the HFMI groove is recommended in the present study. The area \(A\) is ideally estimated as \({d}_{i}\times {t}_{p}\) (measured groove depth × measured groove width). When the measured \(A\) and the measured \({\sigma }_{2mm}^{RES}\)/\({\sigma }_{Y}\) are plotted against each other (see Fig. 5), it is becoming evident that for \(A=\) 0.5 to 1 mm2, a similar asymptotic trend (saturization effect) as in the case of the \({\sigma }_{2mm}^{RES}/{\sigma }_{Y}\sim {E}_{95\%}\)-correlation shown in Fig. 4 is met. HFMI-treated high strength steels show higher values of \({\sigma }_{2mm}^{RES}\)/\({\sigma }_{Y}\) at a comparable low value of \(A\). This is assumably attributed to the introduction of high residual stresses with a comparable low plastic deformation, which is met during the HFMI treatment of these steel grades.

Correlation of cross-section area and applied energy by HFMI treatment
Up to that point, only slight changes in the measured compressive residual stresses were documented for a variation of the applied energy \({E}_{95\%}\) from 50 up to 100 J/mm or the cross-section area of the HFMI groove \(A\) from 0.5 to 1 mm2. Therefore, a common trend between the influence of the applied energy per length unit and the size of the HFMI groove is observed. Of course, this is in accordance with initial expectations, as increased applied impact energy of the pin means increased deformation energy in the treated specimen, hence a larger HFMI groove. This correlation between \({E}_{95\%}\) and the indentation depth \({t}_{p}\), so in extension with \(A\), is presented in Fig. 6a, while a direct comparison of the measured values of indentation depth \({t}_{p}\) and the diameter of indentation \({d}_{i}\) with the values recommended by IIW recommendation [6] is presented in Fig. 6b. The indentation depths plotted in Fig. 6a represent the mean values of former investigations [4, 16, 24]. It is shown that the minimum indentation depth of \({t}_{p}=\) 0.2 mm recommended by IIW could be reached with an applied energy of \({E}_{95\%}\approx\) 25 J/mm for normal strength steels; see Fig. 6a. However, in the case of high strength steels (S690, S960), the recommended indentation depth of \({t}_{p}=\) 0.2 mm could not be reached, even though significant compressive residual stresses are being introduced; see Figs. 4 and 5. This observation is in good agreement with the results of numerical investigations carried out by Gkatzogiannis [17].

Correlation between applied energy and cross-section area with quantitative recommendations of the groove geometry
The measured values of \({t}_{p}\) and \({d}_{i}\) at HiFIT-treated longitudinal stiffener made of SBHS500 [25] are plotted in Fig. 6b, along with measurements of PIT- und HiFIT-treated transverse stiffeners made of S355J2 + N carried out in [16] by means of 3D-laser triangulation (around 500 single measurements). The PIT and HiFIT treatments were performed with the parameters given in Table 2 (Reference [16]). Altogether, the majority of the data does not fulfil the values suggested by the IIW recommendations [6]. This could be attributed to the relatively low treatment intensity or applied energy, which lies between \({E}_{95\text{\%}}=\) 2 J/mm and 7 J/mm. However, it should be mentioned that the statistical evaluation of the fatigue tests on the HiFIT- and PIT-treated welded joints in this study has shown that the HFMI-treated specimens exhibit fatigue strength according to the FAT classes predicted by the IIW recommendation [6]. These fatigue test results are also documented by Gkatzogiannis et al. [33].
Next, attention is paid to the residual stress state after HFMI treatment with different values of \({E}_{95\%}\). For this, data from previous investigations by Schubnell et al. [24] on HFMI-treated (PIT device) unnotched specimens were used made of base material S355J2 + N and S960QL. The residual stresses after the HFMI treatment with different working speed and a different number of treatment passes were measured by combined X-ray (XRD) and neutron diffraction (NRD); see Fig. 7. To enable a better comparison, the values of the residual stresses were normalized with the yield \({\sigma }_{y}\) of the base material (\({\sigma }_{y}\) = 420 MPa for S355J2 + N and \({\sigma }_{y}\) = 1011 MPa for S960QL). The work-hardening effect leads to a local increase of hardness and yield strength for S355J2 + N and therefore, to higher values of \({\sigma }_{xx}^{RES}\)/\({\sigma }_{y}\) compared to S960QL. The magnitude of compressive residual stress increases with increasing applied energy \({E}_{95\%}\). For the mild steel S355J2 + N, this increase is significantly higher than that for the high-strength steel S960QL. For both steels, however, with an increase of \({E}_{95\%}\) from 15.9 to 31.2 J/mm, only slight increases in the compressive residual stress values are documented.

Residual stress depth profile after PIT-treated flat specimen made of S355J2 + N (a) and S960QL steel (b) [24]
6 Case study: HFMI-treated transverse stiffeners
In the next step of the present study, the presented approach for the energy-based definition of the HFMI-treatment intensity was tested in the case of HFMI-treated transverse stiffeners, where the treatment was performed with two different processes (PIT and HiFIT) and different treatment intensities. The results are already published by Gkatzogiannis et al. [33] and Schubnell [16]. The aim is to prove that different treatment intensities at real welded joints lead to different residual stress states; see Sect. 6.1. Additionally, it was investigated if different treatment intensities lead also to different fatigue strengths of HFMI-treated welded joints; see Sect. 6.2, because it is strongly assumed that different residual stress states influence the fatigue strength. For this investigation, the yield strength of the WEZ was used determined by Schubnell [16]. The residual stress state of HFMI-treated transverse stiffeners; see Fig. 8a (HiFIT- and PIT-treated) made of S355J2 + N and S960QL, was evaluated according to the energy-based approach (Eq. 1 and 2).

a Technical drawing of the specimen, b PIT treatment, and c HiFIT treatment of the base plates of the specimen
6.1 Influence of the HFMI-treatment intensity on the residual stress state
The residual stress data was collected from former investigations by Schubnell et al. [36] and Schubnell [16], in order to check if strong differences in the applied energy \({E}_{95\%}\) led to significant differences regarding the HFMI-induced compressive residual stresses as well in this case. Again, the PIT and HiFIT treatment was performed with the parameters; see Fig. 8 b and c. Due to the smaller device diameter of the HiFIT device (\(d=\) 3 mm) in comparison to that of the PIT device (\(d=\) 4 mm) and its higher impact frequency, a significantly higher working speed of \(V=\) 50 mm/s (HiFIT device) was achieved in this case of comparing to both the \(V=\) 7 mm/s of the treatment with the PIT and HiFIT device manufacturer’s treatment parameter recommendations (\(V=\) 2 to 4 mm/s). Furthermore, during the HFMI treatment with the PIT device, the craftsmen moved the device back and forth along the weld toe, while with the HiFIT device, the treatment was completed in a single forward-moving pass. For the needs of numerical analyses [16, 17], this back-and-forth movement of the PIT device was rationally assumed to be equivalent to three-pass treatment, with each pass moving to a single direction along the weld toe and for full treatment length (forth-back–forth). However, a visual inspection revealed a sufficient treatment result in both cases (complete removal of the original weld toe’s notch). The treatment was recorded by a video camera and the travel speed was evaluated. The residual stresses close to the surface were measured with X-ray diffraction (XRD) and evaluated according to the sin2 \(\psi\)-method. Details are reported by Schubnell et al. [36]. The XRD results are plotted in Fig. 9 a and b. As expected, higher values of \({E}_{95\%}\) lead to higher compressive residual stresses. A significant difference is shown between the residual stress profiles for PIT and HiFIT treatments in this case. It is assumed that this is related to the differences in working speed and therefore in the difference of \({E}_{95\%}\).

Residual stress state at the surface after HFMI treatment of transverse stiffener made of S355J2 + N (a) and S960QL (b)
In order to enable a further correlation of the residual stress state of HFMI-treated with different values of the applied energy \({E}_{95\%}\), residual stress depth profile measurements at transverse stiffeners found in [16, 36] were re-evaluated with the current energy-based approach. The residual stress depth profiles were determined by a combination of XRD and NRD measurements, and they are plotted in Fig. 10. Similarly to the abovementioned cases, it is becoming evident that a significant increase of the compressive residual stresses is achieved when higher treatment energy \({E}_{95\%}\) and in extension treatment intensity is applied. The values of \({\sigma }_{xx}^{RES}\)/\({\sigma }_{y}\) are around 50% higher for the PIT for both investigated materials. Once again, it is assumed that this is related to the higher working speed of the HiFIT process in this specific case.

Residual stress depth profiles after HFMI treatment of transverse stiffener made of S355J2 + N (a) and S960QL (b)
6.2 Influence of HFMI treatment intensity on fatigue strength
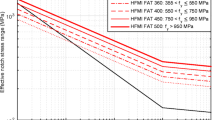
As presented above, several measurements have shown that a higher applied kinetic energy \({E}_{95\%}\) of the HFMI process leads to higher induced compressive residual stresses. Furthermore, it is generally assumed that higher compressive residual stresses lead to potential higher fatigue strength and fatigue life [17] (along with other factors like the work hardening effect and the elimination of the notch effect). Fatigue tests with a stress ratio of \(R\) = 0.1 of HFMI-treated (PIT and HiFIT) transverse stiffeners made of S355J2 + N, S690QL, and S960QL documented in [33, 37] were re-evaluated in the framework of the present study in order to quantify the influence of treatment intensity or applied kinetic energy \({E}_{95\%}\) on the fatigue strength. All specimens failed from the weld toe. The results are displayed in Fig. 11. The fatigue strength with a survival probability of \({P}_{f}\)=5% at 2 × 106 load cycles was evaluated for both treatment intensities \({E}_{95\%}\)= 2 J/mm and \({E}_{95\%}\)= 7 J/mm, and the results are summarized in Table 3. The statistical evaluation was performed according to DIN 50100–2016-12 [38]. Only slight differences in the evaluated fatigue strength for the two intensities are documented, although the fatigue strength is higher in each investigated case for a higher value of \({E}_{95\%}\). Moreover, the HFMI treatment was performed with a different tip diameter; see Table 2 (Ref. [33]), which could also influence fatigue strength increase. Therefore, it cannot be safely concluded that the differences in fatigue strength are related to the differentiated residual stress states; see Figs. 9 and 10. Furthermore, the difference in the applied energy \({E}_{95\%}\) for PIT and HiFIT is low in this case compared to the investigated range of \({E}_{95\%}\) from 2 to 150 J/mm; see Fig. 4. More fatigue test results with a higher variation of \({E}_{95\%}\) or/and an analysis with a fatigue assessment approach, which considers the residual stress state, are needed in order to quantify the influence of treatment intensity (or applied kinematic energy) on the fatigue strength of HFMI-treated welded joints.

Fatigue test results of HFMI-treated transverse stiffeners
7 Conclusion
In the present study, the energy-based approach according to Hanji et al. [25] was applied for a straightforward evaluation of the treatment intensity of high-frequency mechanical impact (HFMI); see Eqs. (1) and (2). This energy-based approach is based on the applied kinetic energy per unit length \({E}_{95\%}\) under the assumption of a fixed efficiency of \(\mu\)=0.95. It enables a direct comparison of the process parameters for different HFMI devices. An important parameter for this approach is the impact velocity of the indentor or pin. The impact velocity was indirectly determined for the pneumatical impact treatment (PIT) and high-frequency impact treatment (HiFIT) devices by strain gauge measurements and a correlation of strain or contact force with the impact velocity by finite element (FE) simulation. All other parameters (working speed, impact frequency and indentor mass) for this approach can be easily assessed or directly adjusted individually for each HFMI device. The value of \({E}_{95\%}\) was correlated with the HFMI-induced compressive residual stresses and the HFMI groove geometry as they were reported in former studies [4, 16, 24, 26, 27]. In a second step, a case study based on the HFMI treatment (PIT and HiFIT) of transverse stiffeners made of S355J2 + N and S960QL with different treatment intensities, which was investigated earlier by Schubnell [16, 37], was re-evaluated by using the current energy-based intensity approach. Following conclusions were drawn:
-
A significant increase in the magnitude of compressive residual stresses is met for increasing values of applied treatment energy \({E}_{95\%}\) and HFMI groove cross-sectional area. For \({E}_{95\%}=\) 50 up to 100 J/mm and for a cross-sectional area of the HFMI-treated groove (with \({t}_{p}\times {d}_{i}\)) of \(A=\) 0.5 to 1 mm2 though, no significant changes in the compressive residual stress profiles were documented.
-
A higher increase of the HFMI-induced compressive residual stresses was reported at high-strength steel components compared to those made of low-strength steel for similarly increasing values of \({E}_{95\%}\).
-
It seems that a value of \({E}_{95\%}=\) 25 J/mm or more is roughly needed to reach the recommended minimum indentation depth [6] of the HFMI-treated groove of \({t}_{p}=\) 0.2 mm in the case of flat specimen. However, it should be mentioned that the groove depth is irrelevant as long as the initial weld toe is fully post-treated, and hence, the notch is no longer existing (according to the DASt recommendation [18]). Therefore, such evaluations should also consider the origin weld toe geometry, as this strongly affects the needed groove notch for the post-treatment in order to ensure a beneficial outcome.
-
For HFMI-treated (PIT and HiFIT) welded specimens (transverse stiffener) made of S355J2 + N and S960QL, the recommended value of \({t}_{p}=\) 0.2 mm was only reached at single locations of the weld toes. However, a low treatment intensity of \({E}_{95\%}=\) 2 to 7 J/mm was applied for the investigated specimens. The recommended FAT values [6] for HFMI-treated transverse stiffeners were however confirmed during the statistical evaluation of the respective fatigue tests.
-
Residual stress depth profiles measured at PIT-treated flat specimen made of S355J2 + N and S960QL showed higher peak of compressive residual stresses, when the applied impact energy was maximized (\({E}_{95\%} \approx\) 30 J/mm in this case), confirming once again the abovementioned relationship between applied energy and compressive residual stress magnitude.
-
Significant changes in the residual stress state at HFMI-treated transverse stiffeners were shown for treatments with \({E}_{95\%}=\) 2 to 7 J/mm. However, slight changes in fatigue strength were determined in this case study.
The reported results lead to the conclusion that an increased HFMI intensity of \({E}_{95\%}=\) 25 J/mm or more, up to a level of \({E}_{95\%}=\) 50 J/mm, is beneficial regarding the residual stress state after treatment. However, it should be mentioned that a proper treatment (complete removal of the original notch at the weld toe) is of course still necessary for the optimum treatment result. For this, an optical detection of the weld toe after performing is of great importance. Moreover, the present study shows that the recommended FAT classes by the IIW and DASt recommendation [6, 18] can also be reached with a low-intensity treatment without reaching the recommended indentation depth of \({t}_{p}=\) 0.2 [6] mm, confirming once again that mentioned FAT classes lie on the safe side.
References
Yildirim HC (2013) Design aspects of high strength steel welded structures improved by high frequency mechanical impact (HFMI) treatment. Dissertation, Aalto University Helsinki
Ummenhofer T, Telljohann G, Dannemeyer S, Weich I, Strohbacg H, Eslami H, Kern A-K, Pinkernell D, Smida M, Rahlf U, Senk B, Herion S, Hrabowsky J, Rack S (2011) Abschlussbericht Forschungsprogramm REFRESH: Lebensdauerverlängerung Bestehender und neuer geschweißter Stahlkonstruktionen (in German), FOSTA – Research Association For Steel Application Association In Germany, Düsseldorf
Ummenhofer T, Herion S, Puthli R, Weidner P (2011) Effects of post weld treatment and loading condition on the fatigue life of ultra high strength steels. Proc Int Offshore Polar Eng Conf 8:269–275
Weich I (2009) Ermüdungsverhalten mechanisch nachbehandelter Schweißverbindungen in Abhängigkeit des Randschichtzustandes, Fatigue behavior of mechanical post welded treated welds depending on the edge layer condition (in German). Dissertation, Technical Univercity of Braunschweig
Schubnell J, Pontner P, Wimpory RC, Farajian M, Schulze V (2020) The influence of work hardening and residual stresses on the fatigue behavior of high frequency mechanical impact treated surface layers. Int J Fatigue 134:105450. https://doi.org/10.1016/j.ijfatigue.2019.105450
Marquis GB, Barsoum Z (2016) IIW recommendation for the HFMI treatment for improving the fatigue strength of welded joints. Springer, Singapore
Weich I, Ummenhofer T, Nitschke-Pagel T, Chalandar HE, Dilger K (2013) Fatigue behaviour of welded high-strength steels after high frequency mechanical post-weld treatments. Weld World 53(11):R322–R332. https://doi.org/10.1007/BF03263475
Ummenhofer T, Weich I, Nitschke-Pagel T (2005) Lebens- und Restlebensdauerverlängerung geschweißter Windenergieanlagentürme und anderer Stahlkonstruktionen durch Schweißnahtnachbehandlung (in German). Stahlbau 74(6):412–422. https://doi.org/10.1002/stab.200590085
Ummenhofer T, Weidner P (2013) Improvement factors for the design of welded joints subjected to high frequency mechanical impact treatment. Steel Constr 6(3):191–199. https://doi.org/10.1002/stco.201310027
Weidner P, Herion S, Puthli R, Ummenhofer T (2011) Lebensdauerverlängerung von geschweißten Verbindungen aus Rundhohlprofilen. Stahlbau 80(7):502–512. https://doi.org/10.1002/stab.201101447
Weidner P, Mehdianpour M, Ummenhofer T (2016) Ermüdungsfestigkeit einseitig geschweißter Stumpfstöße von Kreishohlprofilen. Stahlbau 85(9):620–629. https://doi.org/10.1002/stab.201610412
Yildirim HC, Marquis GB (2012) Overview of fatigue data for high frequency mechanical impact treated welded joints. Weld World 56(7–8):82–96. https://doi.org/10.1007/BF03321368
Marquis GB, Mikkola E, Yildirim HC, Barsoum Z (2013) Fatigue strength improvement of steel structures by high-frequency mechanical impact: proposed fatigue assessment guidelines. Weld World 57(6):803–822. https://doi.org/10.1007/S40194-013-0075-X/FIGURES/18
Weinert J, Gkatzogiannis S, Engelhardt I, Knoedel P, Ummenhofer T (2021) Investigation of corrosive influence on the fatigue behaviour of HFMI-treated and as-welded transverse non-load-carrying attachments made of mild steel S355. Int J Fatigue 151:106225. https://doi.org/10.1016/J.IJFATIGUE.2021.106225
Gkatzogiannis S, Weinert J, Engelhardt I, Knoedel P, Ummenhofer T (2021) Corrosion fatigue behaviour of HFMI-treated butt welds. Int J Fatigue 145:106079. https://doi.org/10.1016/J.IJFATIGUE.2020.106079
Schubnell J (2021) Experimental and numercial investigation of the fatigue performance of notches and welded joints after high frequency mechanical impact treatment (in German). Dissertaton, Karlsruhe Institute of Technology. https://doi.org/10.5445/IR/1000135869
Gkatzogiannis S (2020) Finite element simulation of residual stresses from welding and high frequency hammer peening. Dissertation, Karlsruhe Institute for Technology
German Assoziation of Steel Construction (DASt), Guideline 026, Ermüdungsbemessung bei Anwendung höherfrequenter Hämmerverfahren (in German). Stahlbau Verlags- und Service GmbH, 2019
Kuhlmann U, Breunig S, Ummenhofer T, Weidner P (2018) Entwicklung einer DASt-Richtlinie für höherfrequente Hämmerverfahren. Stahlbau 87(10):967–983. https://doi.org/10.1002/stab.201800021
Ummenhofer T, Weidner P, Kuhlmann U, Kudla K, Breunig S (2017) Entwicklung eines einfachen Qualitätssicherungstests für die Anwendung höherfrequenter Hämmerverfahren (in German). Research Association for Steel Application (FOSTA) Report p 872
Aldén R, Barsoum Z, Vouristo T, Al-Emrani M (2020) Robustness of the HFMI techniques and the effect of weld quality on the fatigue life improvement of welded joints. Weld World 64(11):1947–1956. https://doi.org/10.1007/S40194-020-00974-4
Yildirim HC, Marquis GB (2013) A round robin study of high-frequency mechanical impact (HFMI)-treated welded joints subjected to variable amplitude loading. Weld World 57(3):437–447. https://doi.org/10.1007/s40194-013-0045-3
Yekta RT, Ghahremani K, Walbridge S (2013) Effect of quality control parameter variations on the fatigue performance of ultrasonic impact treated welds. Int J Fatigue 55:245–256. https://doi.org/10.1016/j.ijfatigue.2013.06.023
Schubnell J, Eichheimer C, Ernould C, Maciolek A, Rebelo-Kornmeier J, Farajian M (2020) Investigation of the coverage for high frequency mechanical impact (HFMI) treatment of different steel grades. Int J Process Technol 277(116437). https://doi.org/10.1016/j.jmatprotec.2019.116437
Hanji T, Tateishi K, Kano S, Shimizu M (2022) Prediction of residual stress induced by high-frequency mechanical impact treatment. Weld World 1:1–12. https://doi.org/10.1007/S40194-021-01230-Z
Foehrenbach J (2016) Fatigue life prediction of high frequency mechanical impact (HFMI) treated welded joints by numerical simulation and damage mechanics approaches. Master Thesis, Offenburg University of Applied Science
Ernould C et al (2019) Application of different simulation approaches to numerically optimize high-frequency mechanical impact (HFMI) post-treatment process. Weld World 63(3):725–738. https://doi.org/10.1007/s40194-019-00701-8
Schulze V, Bleicher F, Groche P, Guo YB, Pyun YS (2016) Surface modification by machine hammer peening and burnishing. CIRP Ann 65(2):809–832. https://doi.org/10.1016/J.CIRP.2016.05.005
VDI, “VDI-Richtlinie: Maschinelles Oberflächenhämmern Grundlagen / VDI-standard: machine hammer peening basic principles.” The Association of German Engineers (VDI), 2018, [Online]. Available: https://www.vdi.eu/nc/guidelines/entwurf_vdi_3416_blatt_1-maschinelles_oberflaechenhaemmern_grundlagen_/.
Deng C, Liu Y, Gong B, Wang D (2016) Numerical implementation for fatigue assessment of butt joint improved by high frequency mechanical impact treatment: a structural hot spot stress approach. Int J Fatigue 92:211–219. https://doi.org/10.1016/J.IJFATIGUE.2016.07.008
Ernould C (2017) Numerical simulation of pin kinetic and its influence on the material hardening, residual stress field and topography during high frequency mechanical impact (HFMI) treatment. Master Thesis, Karlsruhe Institute of Technology (KIT)
Foehrenbach J, Hardenacke V, Farajian M (2016) High frequency mechanical impact treatment (HFMI) for the fatigue improvement: numerical and experimental investigations to describe the condition in the surface layer. Weld World 60(4):749–755. https://doi.org/10.1007/s40194-016-0338-4
Gkatzogiannis S, Schubnell J, Knoedel P, Farajian M, Ummenhofer T, Luke M (2021) Investigating the fatigue behaviour of small scale and real size HFMI-treated components of high strength steels. Eng Fail Anal 123:105300. https://doi.org/10.1016/J.ENGFAILANAL.2021.105300
Yekta RT, Walbridge S (2012) Acceptance criteria for ultrasonic impact treatment (UIT), Ontario Ministry of Transportation, report HIIFP-110. St. Catherines, Ontario
Kuhlmann U, Ummenhofer T, Breunig S, Weidner P, Kudla K. Entwicklung eines einfachen Qualitätssicherungstest für die Anwendung höherfrequenter Hämmerverfahren. Forschungsvereinigung Stahlanwendung, FOSTA-Kurzstudie p 872
Schubnell J et al (2020) Residual stress relaxation in HFMI-treated fillet welds after single overload peaks. Weld World 64(6):1107–1117. https://doi.org/10.1007/S40194-020-00902-6/FIGURES/9
Schubnell J, Gkatzogiannis S, Farajian M, Luke M, Ummenhofer T (2020) Report IGF-Project IGF Nr. 19.227 N / DVS-Nr.: 09.080: Rechnergestütztes Bewertungskonzept zum Nachweis der Lebensdau-erverlängerung von mit dem Hochfrequenz-Hämmerverfahren (HFMI) behandelten Schweißverbindungen aus hochfesten Stählen (in German). Freiburg / Karlsruhe
“DIN 50100–2016–12: Schwingfestigkeitsversuch – Durchführung und Auswertung von zyklischen Versuchen mit konstanter Lastamplitude für metallische Werkstoffproben und Bauteile,” Berlin, 2016
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schubnell, J., Hanji, T., Tateishi, K. et al. Quantifying the intensity of high-frequency mechanical impact treatment. Weld World (2024). https://doi.org/10.1007/s40194-024-01812-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01812-7