
Abstract
The influences of different laser beam offsets (LBOs) on the microstructures and mechanical performance of the welded joints were studied. In joints with LBO = +0.3, LBO = 0, and LBO = −0.3, the widths of fusion zones (FZs) are 0.98, 1.03, and 1.21 mm, respectively. Additionally, the equivalent grain diameters in the FZs are measured to be 45.3, 44.1, and 19.6 μm, respectively. The FZ of the joint with LBO = 0 contains β-Ti and Nb solid solution, as well as a small amount of α' phases. The FZ of the joint with LBO = +0.3 mainly consists of Nb solid solution and β-Ti phase. In contrast, the FZ of the joint with LBO = −0.3 is mainly composed of Nb solid solution as well as ω, α′, and α″ phases. The FZ of the joint with LBO = 0 shows the lowest Vickers microhardness (149.2 ± 10.4 HV on average), which decreases by 18.9% and 40.0% when composed with those of joints with LBO = +0.3 and LBO = −0.3. The joint with LBO = 0 is found to have the smoothest transition of the microhardness from the FZ to the base metal, which favors the performance of the joints. The average tensile strength values of joints with LBO = +0.3, LBO = 0, and LBO = −0.3 are separately 318.8 ± 20.6, 315.4 ± 19.7, and 317.9 ± 23.9 MPa. All tensile specimens are fractured on the side of Ti, which suggests the superior tensile performance of the welded joints.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Titanium (Ti) and its alloys, characterized by advantages including the high specific strength and excellent corrosion resistance, have been widely applied to the aerospace field. However, they are susceptible to oxidation and embrittlement at high temperature, making them unsuitable for high-temperature environments [1,2,3]. Nb521 has advantages including excellent mechanical performance at both room and high temperature, high melting point, low density, high strength at the high temperature, and good machinability. As a result, it has been widely used to produce key parts of aerospace engines, weapon propulsors, bipropellant liquid engines for rockets and missiles, and nuclear reactors [4,5,6]. Therefore, the welding of Nb521 and Ti has important application value.
The Ti-Nb binary phase diagram is displayed in Fig. 1. It is worth noting that Ti-Nb does not form intermetallic compounds (IMCs), but it does inhibit the formation of α-Ti as the Nb content increases. When the atom number fraction of Nb exceeds 40%, α-Ti disappears. α-Ti has a close-packed hexagonal structure with four independent slip systems; while β-Ti has a body-centered cubic structure with 12 independent slip systems, so its plasticity is superior to that of α-Ti. Lusanda et al. [7] reported that Nb can control the phase change from α′/α″ to β in Ti alloys. As the Nb content grew, the microstructures in the alloy turned from martensite into β phase, resulting in a decrease in yield strength, ultimate tensile strength, and Young’s modulus, except for an increase in microhardness. Hon et al. [8] found that Ti-Nb alloy containing 14 wt% Nb had microstructures consisting of α and β phases, with α phase being dominant. If the Nb content exceeded 34 wt%, all microstructures were composed of β phase. Lee et al. [9] considered that when the Nb content in Ti-Nb alloy was in the range of 17.5–25 wt%, the microstructures of the alloy were mainly composed of orthorhombic α″ phase. Once the Nb content exceeded 27.5 wt%, metastable β phase begins to remain. When the Nb content was larger than 30 wt%, all microstructures were equiaxial β phase. Nevertheless, the welding of Nb-Ti is a non-equilibrium solidification process, which is markedly distinct from the near-equilibrium solidification process of the base material. Consequently, it is of significant value to conduct research on the microstructure and mechanical properties of Nb-Ti laser welding.

Ti-Nb binary phase diagram
The tensile strength values of Nb521 and pure Ti are 487.0 and 365.0 MPa, respectively, while their Vickers microhardness values are 175.2 and 124.8 HV, respectively [4, 10]. Compared with pure Ti, the tensile strength and Vickers microhardness of Nb521 alloy separately increase by 33.4% and 40.4%. Therefore, the smooth transition of microhardness and strength of welded joints of Nb521/Ti dissimilar metals is an important factor that influences the service performance.
The location of the heat source during welding is a crucial factor that impacts the microstructure and mechanical properties of the fusion zone (FZ) in dissimilar metal joints. Lin-Jie Zhang et al. [11] studied influences of the laser beam offset (LBO) on the microstructures and mechanical performance of laser-welded GH3128/Mo dissimilar joint. As the laser beam was gradually moved from the base metal (BM) of molybdenum (Mo) to the GH3128 side, fusion welding of the joint gradually turned into welding-brazing. This resulted in the disappearance of the Mo enrichment region in the FZ and a more uniform distribution of microhardness, which was beneficial for joint performance. Zhang et al. [12] found that when the electron beam was offset by 0.5 mm to the side of GH3128 alloy, the content of brittle and hard phases in the FZ reduced obviously, thus obtaining crack-free Nb/GH3128 joints. By adjusting the LBO, Ming Du et al. [13] adjusted the thickness of the IMC layer, grain structure, and crack defects in the FZ of steel/Al joints, which enable the joint strength to reach 155 MPa. Fuyun Liu et al. [14] stated that the LBO significantly affected element distribution in the FZ of AH36/304 joints, which influenced the size of microstructures and the mechanical performance of welded joints. Kezhao Zhang et al. [15] proposed that when the laser beam was offset from the Ti-3Al-6Mo-2Fe-2Zr side to the TA15 side, the amount and size of martensitic α′ phase increased due to the higher aluminum (Al) equivalent and lower Mo equivalent in the FZ, accompanied by the increments of joint strength and plastic deformation energy.
The impact of LBO on the microstructure and mechanical properties of dissimilar welded joints between Nb and Ti is presently unclear. To achieve Nb521-Ti laser welded joints with a smooth transition of mechanical properties and enhance the safety of structural components, this study controlled the phase composition and mechanical performance within the fusion zone (FZ) of the Nb521/Ti joint by employing various LBOs. The energy dispersive spectroscopy (EDS), X-ray diffraction (XRD), and electron backscatter diffraction (EBSD) were utilized to analyze the distribution of chemical elements and phase compositions of laser-welded joints, thus revealing the influence mechanism of microstructures in the welded joints on the Vickers microhardness and tensile performance.
2 Materials and methods
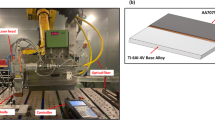
Nb521 (30 mm * 25 mm * 3 mm) and pure Ti (30 mm * 25 mm * 3 mm) were used for the test. The composition of Nb521 is displayed in Table 1. The commercially pure titanium used in this study meets the standard GB/T 3620.1-2019. Prior to welding, the BM was ground using sandpaper to remove the oxide layer on the specimen surface and ethyl alcohol was adopted to remove the surface contaminants. The welding system used in the research was composed of an IPG-8000 fiber laser with continuous wave, an ABB robot, and a shielding box. In order to protect the welded joints from atmospheric oxidation, the laser welding in this study was conducted in a shielding chamber filled with 99.99% argon gas, shown in Fig. 2b. Prior to the welding process, argon gas was introduced for a period of 3 min and maintained for a further minute following completion of the welding operation. The laser has a maximum power of 8000 W, a wavelength of 1070 nm, and a spot diameter of 200 μm. The technological parameters used in the research included the welding power of 4000 W, welding speed of 15 mm/s, and defocusing amount of 0 mm. Under the condition, different LBOs (i.e., +0.3, 0, and −0.3 mm, as shown in Fig. 2a) were used for laser welding of Nb521/Ti dissimilar metal joints. The welded joints were labelled as LBO = +0.3 when the laser beam was offset to the Nb521 with higher melting point, while labelled as LBO = −0.3 when the laser beam was offset to the Ti with lower melting point, as shown in Fig. 2a.

Schematic diagram of the welding process
When setting up the welding test plate, it is crucial to align the direction of weld seam parallel to the Y-direction of the ABB robot, and ensure that the direction perpendicular to the weld seam is parallel to the X-direction of the robot. To position the robot precisely at the center of the weld seam, a red light coaxial with the laser was employed, after which the robot arm was adjusted towards either the Nb521 or Ti base metal based on experimental requirements. The ABB six-axis robot utilized in this study boasted a positioning accuracy of 0.01 mm.
The welding test plate and shielding box were fixed during the welding process. An ABB robot arm mounted laser welding gun was used to achieve laser welding. The experimental setup is shown in Fig. 2b.
After welding, wire electrical discharge machining was used to obtain metallographic and tensile specimens. The metallographic specimens were ground using sandpaper ranging from 150 to 2500 mesh, followed by mechanical polishing with SiO2 polishing solution. The Nb521 and Ti sides of the welded joints were separately etched with 2%H2SO4+2%HNO3+5%HF and 3%HF+7%HNO3+90%H2O solutions for 30 s. A NikonEclipseMA20 optical microscope was used to observe the macro-morphologies and microstructures of the welded joints. Afterwards, the SU8230 scanning electron microscope equipped with EDS was utilized to observe the distribution of main elements in the FZ of the joints. An X-ray diffractometer was adopted to identify phases in the joints, and EBSD was also used to detect the phase composition and microstructures in the joints. The EBSD specimens were polished using the standard metallographic technique, and then electrochemically polished.
The Vickers microhardness of welded joints was measured using an HV-1000TPTA hardness tester, applying a 200 g load for 10 s and detecting the joints at 0.2-mm intervals. An Instron material tester was used to carry out tensile tests at the cross-head displacement speed of 0.2 mm/min. To ensure the accuracy of the tensile test data, three specimens were prepared in each group of tests. The dimensions of tensile specimens are displayed in Fig. 3.

The dimensions of tensile specimens
3 Results and discussions
3.1 Macro-morphologies of welded joints
The macro-morphologies of the welds with different LBOs are shown in Fig. 4. The weld surfaces are well formed, without defects such as cracks and pores. The end of the weld on the joint with LBO = +0.3 is uneven. The weld width of the joint with LBO = −0.3 increases significantly. This is because of the low melting point of pure Ti (1668°C), which is far lower than the melting point of Nb (2468°C), thus causing a substantial increment of the amount of molten Ti.

Macro-morphologies of welded joints. (a) LBO = +0.3 mm, (b) LBO = 0 mm, (c) LBO = −0.3 mm
3.2 Phases in FZ
The XRD patterns of FZs of welded joints are illustrated in Fig. 5. The FZs of joints with LBO = +0.3 and LBO = 0 mainly exhibit β-Ti and Nb peaks. When the laser beam is offset to the Ti side, the intensity of β-Ti peak in the joint with LBO = −0.3 reduces remarkably and the α-Ti peak appears. The lattice constants of Nb and Ti are separately 0.3294 and 0.3307 nm, making it difficult to distinguish between the α, α′, and α″ phases in the XRD patterns. The increasing content of α-Ti phase in the joint with LBO = −0.3 is conducive to increment of the microhardness of the FZ.

XRD patterns of FZs
3.3 Microstructures of welded joints
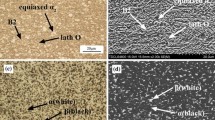
Figure 6a shows cross-sectional macro-morphologies of the joint with LBO = +0.3. The weld is well fused without any defects, including cracks and pores. The width of the FZ is about 0.98 mm, and that of the heat affect zone (HAZ) in the Ti side is about 1.2 mm. Ti BM is characterized by equiaxial grains. The size of equiaxial grains enlarges obviously in the HAZ of Ti, and the grains are mainly composed of acicular α′ phase. There is not an obvious HAZ in the Nb521 side. There are equiaxial grains in the FZ. The width of the FZ of the joint with LBO = 0 is 1.03 mm (Fig. 6b), and that of the HAZ in the Ti side is 1.54 mm. Dendrites are present in the FZ. For the joint with LBO = −0.3, the width in the middle of the FZ is 1.21 mm (Fig. 6c), and that of the HAZ in the Ti side is 1.87 mm. The FZ is mainly composed of lamellar grains.

Microstructures in the welded joints. (a) LBO = +0.3 mm, (b) LBO = 0 mm, (c) LBO = −0.3 mm
Based on previous research [16], it has been found that the melting efficiency of titanium alloys is approximately eight times greater than that of Nb. Therefore, their behavior during the laser welding process is completely different, with Nb acting as a sink for the energy input and Ti acting as a trap for the energy input. The energy absorbed by the Nb side is dissipated in the base metal. This results in a lower melting efficiency compared to Ti [17]. Read et al. [18] found that the electrical conductivity of Nb-Ti alloys increased as the Ti content increased. As a result, the width of the FZ of the joints and the amount of melting of the base metal increase substantially at LBO = −0.3 mm.
The enlarged microstructures and corresponding EDS maps of the FZs of the welded joints are shown in Fig. 7. The distribution of Ti elements in the LBO = +0.3 and LBO = +0 joints is observed at the Nb solid-solution/β-phase grain boundaries. A clear area of Ti element concentration can be observed in the FZ of the LBO = −0.3 joint, which suggests that a certain amount of the α/α′ phase may be present. The presence of α/α′ phase may increase the microhardness and strength of the FZ.

Microstructure in FZ and the corresponding EDS map scanning results; (a)(b) LBO = +0.3 mm, (c)(d) LBO = 0 mm, (e)(f) LBO = −0.3 mm
EDS point scanning results in the FZ of welded joints are displayed in Table 2. In the FZ of the joint with LBO = +0.3, the atom number fractions of Nb and Ti are separately 73.6% and 19.9%. This suggests that the FZ is primarily composed of Nb solid solution, with a small amount of β-Ti phase.
Microstructures with two grain structures can be formed due to the rapid cooling of the β phase region of Ti alloys, resulting in the formation of both close-packed hexagonal α′ phase and orthorhombic α″ phase. The martensitic transformation of Ti alloys starts from Ms and ends at Mf, with the values of Ms and Mf being dependent on the concentration of the β-phase stabilizing element (Nb). As the content of the element increases, the values of Ms and Mf reduce. If the mass fraction of Nb exceeds 28%, Mf is lower than the room temperature, allowing the β phase to be preserved at room temperature. In the FZ of the joint with LBO = 0, the atom number fractions of Ti and Nb are separately 62.6% and 34.9%, which are corresponding to mass fractions of 45.2% and 49.3%. Therefore, the FZ of the joint with LBO = 0 probably contains β-Ti, Nb solid solution, and a small amount of α′ phase.
The presence of the ω phase in Ti-Nb alloy is significantly influenced by the mass fraction of Nb atoms, which should fall within the range of 25–35% [7, 9]. In the FZ of the joint with LBO = −0.3, the atom number fractions of Ti and Nb are 83.5% and 15.8%, corresponding to mass fractions of 71.9% and 26.6%, respectively. Therefore, it is likely that the FZ contains the ω phase.
The map distribution of main elements in the welded joints is shown in Fig. 8. As the LBO changes from +0.3 to −0.3 mm, the Nb content gradually decreases while the Ti content gradually increases in the FZ.

EDS map scanning results of the welded joints; (a) LBO = +0.3 mm, (b) LBO = +0 mm, (c) LBO = −0.3 mm
As can be seen in Fig. 8, stable regions of Nb and Ti elemental distribution appear in the FZ. The widths of these regions in the LBO = +0.3 mm, LBO = +0 mm and LBO = −0.3 mm joints are 0.64 mm, 0.68 mm, and 0.74 mm, respectively, and the proportions of the number of Ti atoms in these zones are approximately 20.0%, 53.1%, and 82.2%, respectively.
The EDS line scanning results of elements Ti and Nb in the middle of the FZ are illustrated in Fig. 8. The Nb content in the joint with LBO = +0.3 is slightly higher than the Ti content; in the joint with LBO = 0, the Nb and Ti contents are approximate; the Ti content is obviously higher than the Nb content in the joint with LBO = −0.3.
As the Nb content increases, the evaporation temperature of the melt pool increases. The evaporation temperature of the melt pool on the side close to the Nb521 base metal increases, resulting in an asymmetric melt pool morphology. Especially at LBO = −0.3 mm, the melting of the Ti base metal increases dramatically and the difference between the melting line of the Nb521 side and the Ti side is very obvious.
In addition, diffusion mechanisms in systems containing solid and neighbors of the melt pool are well recognized in brazed and welded joints [19, 20]. In this study, Ti atoms in the melt pool can diffuse into the Nb521 base metal to form a thin Ti-Nb layer with a lower melting point than Nb. Subsequent stirring and turbulence of the liquid metal in the weld pool melts this thin layer, which will contribute to some extent to the melting of the Nb521 base metal.
The inverse pole figure (IPF) maps of FZs and corresponding phase maps are shown in Fig. 9. As the laser beam is offset towards the Ti side, the proportion of α-Ti gradually enlarges in the FZ and the grain size gradually decreases. The average equivalent grain sizes are 45.3, 44.1, and 19.6 μm. Both Nb and β-Ti have bcc crystal structures, with lattice constants of 0.3294 nm and 0.3311 nm, respectively. Therefore, it is difficult for EBSD to distinguish between Nb solid solution and β-Ti based on their lattice constants. The proportions of α-Ti phase are separately 2.6%, 7.0%, and 36.8% in the FZs of joints with LBO = +0.3 mm, LBO = 0 mm, and LBO = −0.3 mm. α-Ti shows a non-coherent relation with β-Ti and Nb solid solution, so the proportion of low-angle grain boundaries (<10°) declines, separately to 74.5%, 62.2%, and 29.9%.

IPF and phases maps of FZs. (a)(b) LBO = +0.3 mm, (c)(d) LBO = 0 mm, (e)(f) LBO = −0.3 mm
3.4 Vickers microhardness and tensile performance of welded joints
The distribution curves of Vickers microhardness for welded joints are shown in Fig. 10. The Vickers microhardness values of Nb521 and pure Ti are separately 157.5 ± 5.3 HV and 118.8 ± 3.6 HV. The average Vickers microhardness of the FZ of the joint with LBO = +0.3 is 183.9 ± 4.4 HV, which represents an increase of 16.8% and 54.8% compared to Nb521 and pure Ti, respectively. This is due to the diffusion of Ti into Nb lattices, which enhances the lattice distortion of Nb and improves the microhardness. The average Vickers microhardness in the HAZ in the Ti side is 126.2 ± 6.3 HV, which is 6.2% higher than that of Ti BM. This is due to the presence of martensitic α′ phase in the HAZ.

Microhardness of welded joints; (a) LBO = +0.3 mm, (b) LBO = 0 mm, (c) LBO = −0.3 mm
The Vickers microhardness decreases successively from the Nb521 BM, FZ, HAZ, to pure Ti BM in the joint with LBO = 0. Such welded joints of dissimilar metals showing smooth transition of microhardness are conducive to improving the service performance of the welded joints. The average Vickers microhardness in the FZ is 149.2 ± 10.4 HV, which is 5.3% lower than that of Nb521 BM. This is because the increment of the β-Ti content in the FZ to some extent lowers the microhardness. The microhardness increases by 25.6% compared with that of Ti BM. This can be attributed to the presence of Nb solid solution and a small amount of α′ phase.
The Vickers microhardness rises significantly in the FZ of the joint with LBO = −0.3, averaging at 248.6 ± 32.9 HV. Compared with those of Nb521 and Ti BMs, the microhardness of the FZ increases by 57.8% and 113.8%, respectively. This is because the grain size is smallest in the FZ of the joint with LBO = −0.3, which improves the microhardness. The microhardness of the α phase is higher than that of the β phase due to the fact that the β phase contains 12 independent slip systems, while the α phase only has four. Moreover, α-Ti phase has the largest proportion in the FZ of the joint with LBO = −0.3. The FZ also may contain ω and α″ phases, which to some extent improve the microhardness [21].
The stress-displacement curves of the welded joints are illustrated in Fig. 11. The average tensile strengths of joints with LBO = +0.3, LBO = 0, and LBO = −0.3 are separately 318.8 ± 20.6, 315.4 ± 19.7, and 317.9 ± 23.9 MPa. All tensile specimens were fractured in the side of Ti BM, which suggests superior tensile performance of the welded joints. For LBO = +0.3 mm and LBO = 0 mm joints, Ti atoms diffuse into the Nb lattice and cause lattice distortion, which improves the strength of the FZ; whereas in the FZ of LBO = −0.3 mm, there is Nb solid solution with ω, α′ and α″ phases, and the strength is significantly improved. As a result, the strength of the welded joints is higher than that of the pure Ti base metal. The fractured tensile specimens are shown in Fig. 12.

Stress-displacement curves of welded joints

The fractured tensile specimens
The FZ serves as a critical interface between Nb521 and the Ti base metal, and its width, chemical composition, and mechanical properties profoundly influence the performance of welded joints. As the laser beam is gradually directed towards the Ti base metal, the width of the FZ increases incrementally. This gradient in composition and properties within the welded joints diminishes with the widening of the FZ, enhancing the load-bearing capacity of the joints. A decrease in LBO leads to an increase in Ti content within the FZ, resulting in reduced grain size in the FZ and increased lattice distortion, thereby enhancing the hardness and strength.
The LBO significantly impacts microhardness distribution within the FZ. Uneven microhardness distribution can lead to non-uniform strain during tensile loading of welded joints, causing varying degrees of stress concentration. The microhardness distribution is most uneven in joints with LBO = −0.3 mm, resulting in the highest stress concentration. This can significantly reduce the load-bearing capacity of welded joints, impacting service safety performance.
Given that the coefficient of linear expansion of Ti is approximately 21.1% higher than that of Nb, Nb521-Ti welded joints may operate at elevated temperatures. This difference in coefficient of linear expansion further exacerbates stress concentration in welded joints. The number of Ti atoms within the FZ of joints with LBO = −0.3 mm significantly increases compared to those with LBO = +0.3 mm and LBO = 0 mm, which can somewhat alleviate stress concentration in the joints.
In summary, the smooth transition of mechanical properties in dissimilar metal joints, which have uneven composition and microstructure is crucial for ensuring the service safety of welded joints. The positioning of the laser during action directly influences the proportion of Nb solid solution, ω, α′, and α″ phases in the FZ, thereby impacting the microhardness and strength of the welded joint. When LBO = 0 mm, the transition of microhardness is the most uniform, making it the optimal choice for ensuring the safe service of welded structures.
4 Conclusions
Influences of the LBO on the microstructures and mechanical performance of welded joints of Nb521/Ti dissimilar metals were explored. The following conclusions are drawn:
-
1)
The laser weld surface of Nb521/Ti joints is well formed without defects including cracks and pores. Because the laser absorption of Ti is high, and the width of the FZ gradually increases as the laser lasers are deflected towards the Ti side. For joints with LBO = +0.3, LBO = 0, and LBO = −0.3, the widths of FZs are 0.98, 1.03, and 1.21 mm, and the equivalent diameters of grains in the FZs are 45.3, 44.1, and 19.6 μm, respectively.
-
2)
The FZ of the joint with LBO = +0.3 mainly contains Nb solid solution and β-Ti, and the proportion of α-Ti is about 2.6%; for the joint with LBO = 0, the FZ contains β-Ti, Nb solid solution, and a small amount of α′ phase, with the proportion of α-Ti being about 7.0%; the FZ of the joint with LBO = −0.3 is mainly composed of Nb solid solution as well as ω, α′, and α″ phases, and the proportion of α-Ti is about 36.8%.
-
3)
The occurrence of lattice distortion in Nb leads to an increase in the microhardness value in the LBO = +0.3-mm melting zone. And the occurrence of ω and α″ phases in the LBO = −0.3-mm melting zone increases the microhardness substantially. The Vickers microhardness (149.2 ± 10.4 HV on average) is lowest in the FZ of the joint with LBO = 0, which decreases by 18.9% and 40.0% compared with those of joints with LBO = +0.3 and LBO = −0.3. The microhardness shows the most smooth transition from the FZ to the BM in the joint with LBO = 0, which is conducive to the joint performance.
-
4)
All tensile specimens are fractured in the side of Ti BM. The average tensile strength values of joints with LBO = +0.3, LBO = 0, and LBO = −0.3 are separately 318.8 ± 20.6, 315.4 ± 19.7, and 317.9 ± 23.9 MPa.
Data availability
No data was used for the research described in the article.
References
Williams JC, Starke EA Jr (2003) Progress in structural materials for aerospace systems. Acta Mater 51:5775–5799
Huda Z, Edi P (2013) Materials selection in design of structures and engines of supersonic aircrafts: a review. Mater Des 46:552–560
Choubey G, Suneetha L, Pandey KM (2018) Composite materials used in Scramjet- a review. Materials Today: Proceedings 5:1321–1326
An F, Liu X, Zhang L, Ning J, Zhao G, Li S, Na SJ (2023) Dramatic improvement of the strength of laser welded joints of Nb521 to GH3128 by adding pure copper as an interlayer. Int J Refract Met Hard Mater 116:106367
Yang J, Huang Y, Liu B, Guo C, Sun J (2021) Precipitation behavior in a Nb-5W-2Mo-1Zr niobium alloy fabricated by electron beam selective melting. Mater Charact 174:111019
Sun Y, Liu J, Wang J, Zhang K, Chen L, Hao M (2024) A Nb521 alloy processed by selective laser melting: microstructure and tensile properties. Vacuum 219:112726
Fikeni L, Annan KA, Mutombo K, Machaka R (2021) Effect of Nb content on the microstructure and mechanical properties of binary Ti-Nb alloys. Materials Today: Proceedings 38:913–917
Hon Y-H, Wang J-Y, Pan Y-N (2003) Composition/phase structure and properties of titanium-niobium alloys. Mater Trans 44:2384–2390
Lee CM, Ju CP, Lin JHC (2002) Structure-property relationship of cast Ti-Nb alloys. J Oral Rehabil 29:314–322
Chen W, Liu G, Gao Y, He W, Chen Z, Jiang B (2023) Fabrication of dual-gradient microstructure and their effects on the mechanical properties of commercial pure Ti. Journal of Materials Research and Technology 24:3309–3322
Zhang L-J, Guo Q, Zhang Y-B, Ma R-Y, Wang C-H, Zhang J-X, Na S-J (2020) Microstructure and performance of laser-welded GH3128/Mo dissimilar joints. J Mater Eng Perform 29(3):1792–1809
Zhang G, Chen G, Cao H, Zhang B, Dong Z, Huang Y (2022) Electron beam offset welding to ameliorate metallurgical compatibility and mechanical performance of refractory metal/Ni-base superalloy dissimilar alloys: Nb/GH3128. Mater Sci Eng A 840
Du M, Wang W, Zhang X, Niu J (2022) Effect of process parameters on performances of TWIP steel/Al alloy dissimilar metals butt joints by laser offset welding. Materials Science & Engineering A 853:143746
Liu F, Zhou X, Chen X, Gong X, Wu L, Chen B, Chen K, Tan C (2022) Melt flowing behaviors and microstructure evolution during laser offset welding of dissimilar metals between AH36 and 304 steels. Opt Laser Technol 151:108024
Zhang K, Liu D, Cai J, Zhou Y, Niu H, Yan C, Bao Y (2021) Influence of laser offsets on microstructure and tensile properties of laser welded Ti-3Al-6Mo-2Fe-2Zr and TA15 dissimilar joints. Mater Charact 180:111441
Torkamany MJ, Ghaini FM, Poursalehi R (2014) Dissimilar pulsed Nd:YAG laser welding of pure niobium to Ti–6Al–4V. Mater Des 53:915–920
Grill R, Gnadenberger A (2006) Niobium as mint metal: production–properties–processing. Int J Refract Met Hard Mater 24:275–282
Read DT (1978) Metallurgical effects in niobium-titanium alloys. Cryogenics 18:579–584
Li Y-N, Wang C-W, Peng Z-L, Yan J-C, Liu X-S (2011) Dissolution behavior of Cu in Cu-Ag and Cu-P brazing alloys using weld brazing. Trans Nonferrous Metals Soc China 21:s394–s399
Yan JC, Li YN, Liu XS, Zhang Y, Yu HC, Yang SQ (2007) Microstructure and mechanical performance of GTA weld brazed joints of copper thick plates. Mater Sci Technol 23:653–656
Daudt NF, Hackemüller FJ, Bram M (2019) Manufacturing of Ti-10Nb based metal sheets by tape casting. Mater Lett 237:161–164
Acknowledgements
The authors would like to thank Mrs. Cheng and Mr. Zhang at the Center for Advancing Materials Performance from the Nanoscale for their assistance with SEM analysis.
Funding
This work was supported by the Open Fund of State Key Laboratory of Special Rare Metal Materials of Northwest Rare Metal Materials Research Institute Ningxia Co., Ltd. (Grant No. SKL2023K001).
Author information
Authors and Affiliations
Contributions
Feipeng An: Investigation, Data curation, Validation, Writing—original draft. Linjie Zhang: Conceptualization, Supervision, Methodology. Gang Zhao: Methodology, Funding acquisition. Shurong Li: Methodology, Funding acquisition. Suck Joo Na: Supervision, Methodology.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
An, F., Zhang, L., Zhao, G. et al. Influences of the beam offset on microstructures and performance of fiber laser welded Nb521/Ti dissimilar joints. Weld World 68, 2751–2760 (2024). https://doi.org/10.1007/s40194-024-01791-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01791-9