
Abstract
The molten pool dynamics of a NiCoCr medium-entropy alloy during laser conduction melting were observed using an in situ high-speed synchrotron x-ray radiography. The multi-physics modeling was performed to analyze the melt and gas flows and reveal the influences of the recoil force on the molten pool and gas dynamics. The experimental and numerical results showed that the heat conduction was strong inside the molten pool as the Peclet number was low, and the maximum melt temperature increased steadily with time, resulting in linear increases of the melt depth and width. The Marangoni stress was the dominant driving force for the outward melt flow on the top pool surface. In the central region of the molten pool, the melt temperature was high, but the temperature gradient was low; therefore, the Marangoni stresses and melt velocity were low at this location. The recoil force had a minor influence on the melt flow owing to the much low magnitude but played an important role on the gas flow and caused the gas to flow inwards and upwards.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
High-entropy alloys (HEAs) and medium-entropy alloys (MEAs), characterized by their unique design concept of multi‑principal component elements in equiatomic or near-equiatomic ratios, have attracted significant research interest since their emergence in 2004 [1, 2]. This new class of alloys has been reported to exhibit superior mechanical and physical properties such as good strength at room temperature and elevated temperature [3, 4], excellent fatigue-resistance [5], outstanding wear-resistance [6], and attractive magnetic properties [7, 8]. Most previous studies of HEAs/MEAs have been focused on cast materials, followed by subsequent post-processing methods. Compared with conventional casting methods, however, additive manufacturing (AM), a layer-wise fabrication technique with high-level local process control and rapid solidification, can produce three-dimensional metallic parts with complex geometries, which can be a suitable choice to make HEA/MEA engineering materials. Laser additive manufacturing (LAM) processes, which are extensively studied and grow rapidly in engineering applications among various AM techniques, have been demonstrated successfully for HEAs and MEAs [9, 10].
Conduction and keyhole modes are two of the most widely used melting modes in LAM [11]. The conduction mode is characterized as low-energy density, low molten pool temperature, and small molten surface deformation [12]. Compared with the keyhole mode, the conduction mode tends to generate more stable molten pool and less alloy element evaporation [13]. Dilip et al. [14] analyzed the influences of laser parameters on the molten pool geometry in the conduction mode and found that the shape of the molten pool boundary was semi-circular. Yamamoto et al. [15] investigated the melting and solidification behaviors in conduction-melting LAM of Ti-6Al-4 V alloy and found that the melting depth and width increased as the input energy increased, but the aspect ratio of the melted area was constant. Tang et al. [16] developed a three-dimensional high-fidelity model to study the track formation in LAM and suggested that the wetting behaviors of the molten metal resulted in the balling effect in the conduction-melting mode. Guo et al. [17] adopted an in situ synchrotron x-ray radiography to observe the flows of tracer particles in LAM and proposed that the dominant driving force for the molten metal flow was the Marangoni stress in the conduction mode. Previous LAM studies showed that the hot Ar gas dynamics had great influences on the defect formation [18]. The dynamics of the gas or vapor plume had been widely investigated in the keyhole mode [19] but had not yet been well addressed and remains elusive in the conduction mode [20]. The recoil force has a minor influence on the melt flow in the conduction-melting LAM but may play an important role on the gas flow.
In this study, an in situ high-speed synchrotron x-ray radiography was adopted to observe the molten pool evolution in conduction-mode laser melting of a NiCoCr MEA. The multi-physics modeling was performed to analyze the melt and gas flows. Based on the high-speed synchrotron x-ray observation and multi-physics modeling, the influences of the recoil force on the molten pool and gas dynamics were revealed.
2 Multi-physics model of the gas and molten pool
For laser conduction-melting mode, the metal vapor ejected from the molten pool surface was insignificant, so only the Ar gas was considered in the computation domain. The Rayleigh scattering by ultra-fine particles in the vapor plume and the inverse bremsstrahlung absorption by the plasma were ignored [21]. A computation domain with a dimension of 1500 μm (L) × 300 μm (W) × 1000 μm (H) was adopted, as shown in Fig. 1a, b. The pure Ar region was predefined in the top, and the NiCoCr MEA region was predefined in the bottom. The Ar gas and MEA were regarded as Newtonian fluids, and the flows in the computation domain were laminar. The conservation equations, laser heat source, boundary conditions, and driving forces for the flows were described.

a Computation domain in side view; b computation domain in top view; c discretization of the laser beam
2.1 Conservation equations
The change in the density was considered in the mass conservation equation:
where \(\rho\) is the density, t is the time, and \({\varvec{v}}\) is the velocity vector.
The momentum conservation equation can be calculated by
where \(P\) is the pressure, \({\varvec{\tau}}\) is the viscosity stress tensor, and \({\varvec{g}}\) is the gravity vector.
The energy conservation equation can be calculated by
where h is the enthalpy, K is the thermal conductivity, and T is the temperature. In the Ar gas region, Sh represents the radiative heat loss. In the molten pool, Sh represents the latent heat of fusion.
The volume of fluid (VOF) equation was used to track the interface between the Ar gas and metal:
where F is the volume fraction of metal. The cells where F = 0.0 are filled with Ar gas. The cells where F = 1.0 are filled with metal. F values between 0.0 and 1.0 describe a mixture of the Ar gas and metal.
2.2 Laser heat source model
At the focus plane, bundles of rays with a Gaussian-like axisymmetric distribution of the energy were defined to approximate a real fiber laser beam. The original cells at the focus plane were divided into uniform sub-cells with a very small size; thus, the energy of each laser ray can be expressed by [22]
where Plaser is the laser power, r0 is the laser beam radius at the focus plane, and Asub is the sub-cell area.
As shown in Fig. 1c, the laser beam spot sizes were 50 μm at the focus plane (r0) and 100 μm at the metal surface (rz). The defocused distance (∆Z) was 3000 μm. The direction vector of a laser ray was determined by the initial point at the focus plane and final point at the metal surface. For laser conduction mode, common surface or volume heat source can be used in the numerical simulation. However, the defocus distance was ignored. In a ray tracing approach, the laser beam was discretized into many rays at the focus plane, and the initial point and direction vector of each ray can be predefined; therefore, the defocus distance was considered.
Ge et al. [23] proposed that the heat source of conduction-melting LAM can be simplified as surface heat flux, and only the first reflection should be considered in the conduction-melting mode. The absorption rate can be calculated by
where \(\varphi\) is an angle between an incident ray and surface normal vector n and ε is a coefficient determined by the laser type and material properties. In a previous study, the trial-and-error method was used to obtain the value of ε. Based on this method, a value of 0.125 was chosen.
2.3 Boundary conditions
Heat input by the laser absorption, heat conduction from the Ar gas and heat radiation loss were considered in the energy boundary condition at the molten pool surface. The heat flux for the Ar (qAr) gas only considered the heat conduction:
where \({q}_{laser}\) is the laser heat flux, keff is the effective thermal conductivity, TAr is the Ar temperature, Tm is the melt temperature, T0 is the ambient temperature, \(\delta\) is the sheath region length, \(\sigma\) is the Stefan-Boltzmann constant, and \({\varepsilon }_{r}\) is the surface emissivity.
The recoil pressure (Pr) and surface tension pressure were considered in the pressure boundary condition at the molten pool surface. The gas shear stress and Marangoni stress were considered in the tangential momentum boundary condition at the molten pool surface [24]:
where μ is the melt viscosity, μp is the Ar gas viscosity, Vn and Vt are melt velocities in the normal and tangential directions, Vp is the gas velocity in the tangential direction, S is the tangential vector, γ is the surface tension of the melt, R is the radius of the free surface, γ0 is the surface tension at the melting point, A is the surface tension gradient, and Tm is the melting point.
The dominant driving force for the Ar gas flow (\({P}_{Ar}\)) was the recoil pressure. As the boiling points of Ni, Co, and Cr elements were different, the contribution of each element to the recoil pressure was considered[25]:
where xi is the atomic ratio of the element i, γi is the activity coefficient of the element i, and Pi is the saturated pressure of the pure element i which is derived from the Clausius–Clapeyron equation. For simplicity, the evaporation losses of all elements are ignored and their atomic ratios are 0.333, and the activity coefficients of all elements are 1.0.
3 Experiment procedures
The material used in this study was a hot-rolled equiatomic NiCoCr MEA plate with a dimension of 50,000 (L) × 300 (W) × 3000 (H) μm (thickness along x-ray beam direction was 300 μm). The specific heat and thermal conductivity are displayed in Fig. 2 [26], and other thermo-physical material properties are summarized in Table 1. (Some parameters without previous data in the literature were calculated based on rule of mixtures.)

Thermophysical material properties of NiCoCr MEA[26]: a specific heat and b thermal conductivity
The boiling points and latent heat of vaporization of pure Ni, Co, and Cr elements are summarized in Table 2.
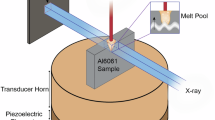
The in situ high-speed synchrotron x-ray imaging during laser melting was carried out at beamline 32-ID-B in the Advanced Photon Source (APS) at the Argonne National Laboratory. The experiment set-up and the schematic diagram are shown in Fig. 3. This technique leverages the high-energy x-ray beams obtained from a synchrotron and a high-speed camera to visualize the melting events at a spatial resolution of 2 µm and a temporal resolution of 25 µs. The laser used was a continuous-wave (CW), Yb-fiber laser with a laser power of 104 W, and a wavelength of 1070 nm. The beam had a Gaussian profile with a spot size around 50 µm at the focal plane. The sample was placed ~ 3 mm below the laser beam focal plane, resulting in an approximate spot size of 100 µm. The chamber was pumped down to a partial vacuum and then back-filled with an inert gas (argon) to atmospheric pressure. A “pink” beam of polychromatic x-rays was generated using a short-period undulator (1.8 cm) with the first harmonic energy of approximately 24.5 keV (0.508 Å), owing to the undulator gap being set to 13 mm. The Photron FastCam SA-Z high-speed camera, coupled with a LuAG:Ce scintillator, was used as a detector for the x-ray radiographs in this measurement. The field of view used was 1776 µm × 102.4 µm (888 × 512 pixels), and the event was recorded at a frame rate of 40 kHz.

a Experiment set-up at 32-ID-B beamline of APS; b schematic diagram
4 Results
4.1 Molten pool evolution
Figure 4 shows the synchrotron x-ray images of the molten pool and the corresponding molten pool sizes. Owing to the low laser power, the laser melting mode was conduction mode. A bowl-shaped molten pool was formed, and its width was much larger than its depth. As shown in Fig. 4c, a molten pool started to form at about t = 0.2 ms. After the initial melting, the depth increased steadily at an average rate of 51.3 μm/ms. The width increased more rapidly with an average increasing rate of 162.4 μm/ms. The simulated molten pool width was lower than the experimental value, and the simulated depth agreed well with the experimental value.

x-ray transmission results: a t = 0.5 ms; b t = 0.7 ms; c molten pool depth and width vs time
The simulated molten pool shape (melt temperature is higher than the melting point) and temperature distribution are shown in Fig. 5a. The molten pool is bowl-shaped. The maximum melt temperature was located in the center of the molten pool, and the value was 2290 K at t = 1.0 ms. As the surface deformation was small, the total laser energy absorbed by the molten pool was relatively stable, with an average value of about 21.9 W. The energy efficiency was defined as the ratio of the absorbed laser energy to the total laser energy, and the average value was 21%. As shown in Fig. 5b, the maximum melt temperature increased rapidly first and then steadily with time, while its value was lower than the boiling points of Ni, Co, and Cr elements.

a Simulated molten pool shape and temperature distribution at t = 1.0 ms; b simulated maximum melt temperature
4.2 Melt and gas flows
The calculated melt flow on the top pool surface at t = 1.0 ms is shown in Fig. 6a. The melt mainly flowed outwards from the pool center to the pool edge. The melt flow velocity was lower in the central region of the molten pool and higher in the middle region. The maximum melt flow velocity increased rapidly to 0.62 m/s at the beginning of the molten pool formation (t = 0.212 ms) and then quickly entered a steady state with an average value of 0.19 m/s, as shown in Fig. 6b.

a Molten pool flow pattern on the top pool surface at t = 1.0 ms; b simulated maximum melt flow velocity
We also calculated the gas flow in the y = 0 symmetry plane, as shown in Fig. 7. At t = 0.04 ms, the molten pool had not been formed yet, and the Ar gas mainly flowed upwards from the solid metal surface to the top. At t = 1.0 ms, a large molten pool was formed. The Ar gas flowed inwards from the pool edge to the pool center, and then flowed upwards. Two high gas velocity regions were formed near the pool edge, and the maximum value was about 1.41 m/s.

Simulated gas flow in the y = 0 symmetry plane: a t = 0.04 ms and b t = 1.0 ms
5 Discussion
The calculated Marangoni stress and recoil force distributions on the top pool surface are shown in Fig. 8. In the central region of the molten pool, the melt temperature is high, but the temperature gradient is low. It can be seen that the Marangoni stresses are low in the central region. Therefore, the melt velocity in the central region is low. The minimum and maximum Marangoni stresses in the x direction are located in the left and right pool edges respectively, and the values are − 3510 Pa and 3467 Pa, respectively. The minimum and maximum Marangoni stresses in the y direction are located in the front and back pool edges, respectively, and the values are -3387 Pa and 3527 Pa, respectively. The recoil forces have similar distributions to the Marangoni stresses, while their magnitudes are much lower. The maximum recoil forces in the x and y directions are only 15.3 Pa and 15.8 Pa. It can be concluded that the Marangoni stress causes the melt to flow from the center to the edge on the top pool surface.

Marangoni stress distributions: a in the x direction; b in the y direction; recoil force distributions: c in the x direction; d in the y direction
The Marangoni number (Ma) and Peclet number (Pe) of the molten pool are calculated by [27]
where \(\Delta T\) is the temperature difference between the center and edge of the molten pool surface, L is the radius of the molten pool surface, cp is the specific heat, and U is the maximum melt velocity.
The parameter Ma is a measure of the extent of Marangoni convection [28]. In LAM, the Ma of the molten pool is in the order of 103. As shown in Fig. 9, the calculated Ma of the molten pool in laser melting of the MEA can be as high as 654.8. The Pe is a dimensionless number showing the ratio between thermal convection and conduction [27]. Heat transfer tends to be dominated by conduction at a low value of Pe. In previous laser welding studies, the Pe of the molten pool is much greater than 10, and the convective heat transfer is dominant [29, 30]. However, in conduction-mode laser melting of the MEA, the laser spot diameter and the molten pool width are small and the melt velocity is low. The Pe of the molten pool increases with time, but the value is low. The maximum Pe is only 5.1. The low Pe means that the heat conduction is strong inside the molten pool. Besides, the maximum melt temperature increases steadily, thereby the molten pool depth and width increased steadily with time.

Calculated Peclet number and Marangoni number of the molten pool
The recoil force distribution on the top pool surface in the z direction is shown in Fig. 10a, and the minimum value is − 610 Pa. The magnitude of the recoil force is much lower than that of the Marangoni stress, so it has a minor influence on the melt flow. However, the recoil force plays an important role on the Ar gas flow. When a molten pool is formed, the Ar gas flows inwards and upwards under the driving of the recoil force. Without considering the recoil force, as shown in Fig. 10b, the outward shear stress on the melt—Ar gas interface results in a downward and outward flow of the Ar gas. In previous laser conduction welding and additive manufacturing studies [31, 32], the Marangoni stress was considered in the molten pool simulation, and the recoil force was usually ignored. The gas flow also had a great influence on the powder flow and defect formation [18]. Our study suggests that the recoil force should be considered to accurately simulate gas flow.

a Recoil force distribution on the top pool surface in the z direction; b simulated gas flow without recoil force
As shown in Fig. 11, without considering the recoil force, the maximum melt temperature and velocity are 2508 K and 0.24 m/s, respectively. When considering the recoil force, the maximum melt temperature and velocity are 2306 K and 0.18 m/s, respectively. In summary, the recoil force is not the dominant force for the melt flow and only slightly decreases the melt temperature and velocity.

Comparisons of the calculated results: a maximum melt temperature; b maximum melt velocity
Conduction and keyhole modes are two of the most widely used melting modes in LAM. In this study, the molten pool and gas dynamics in conduction-mode laser melting of a NiCoCr medium-entropy alloy are investigated by experimental and numerical methods. In the future, the dynamic keyhole behaviors in keyhole- mode laser melting of the NiCoCr medium-entropy alloy will be revealed.
6 Conclusions
In this study, the molten pool dynamics during conduction-mode laser melting of a NiCoCr medium-entropy alloy are observed using an in-situ high-speed synchrotron x-ray radiography, and the melt and gas flows are analyzed by the numerical simulation. The conclusions can be summarized as follows:
-
1.
The Peclet number of the molten pool is low, indicating the heat conduction is strong inside the molten pool. The maximum melt temperature increases steadily with time, as well as the molten pool depth and width.
-
2.
The Marangoni stress is the dominant driving force for the melt flow. The recoil force only slightly decreases the melt temperature and velocity owing to the much low magnitude.
-
3.
The recoil force causes the Ar gas to flow inwards and upwards. Without the recoil force, the Ar gas flows downwards and outwards.
References
Yeh JW, Chen SK, Lin SJ, Gan JY, Chin TS, Shun TT, Chang SY (2004) Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes. Adv Eng Mater 6(5):299–303
Cantor B, Chang ITH, Knight P, Vincent AJB (2004) Microstructural development in equiatomic multicomponent alloys. Mater Sci Eng, A 375:213–218
George EP, Curtin WA, Tasan CC (2020) High entropy alloys: a focused review of mechanical properties and deformation mechanisms. Acta Mater 188:435–474
Agustianingrum MP, Lee U, Park N (2020) High-temperature oxidation behaviour of CoCrNi medium-entropy alloy. Corros Sci 173:108755
Hemphill MA, Yuan T, Wang GY, Yeh JW, Tsai CW, Chuang A, Liaw PK (2012) Fatigue behavior of Al0. 5CoCrCuFeNi high entropy alloys. Acta Materialia 60(16):5723–5734
Ye YX, Liu CZ, Wang H, Nieh TG (2018) Friction and wear behavior of a single-phase equiatomic TiZrHfNb high-entropy alloy studied using a nanoscratch technique. Acta Mater 147:78–89
Zuo T, Gao MC, Ouyang L, Yang X, Cheng Y, Feng R, Zhang Y (2017) Tailoring magnetic behavior of CoFeMnNiX (X= Al, Cr, Ga, and Sn) high entropy alloys by metal doping. Acta Materialia 130:10–18
Ye Y, Lish SD, Xu L, Chen S, Ren Y, Saksena A, Baker I (2022) Fe30Co40Mn15Al15: a novel single-phase B2 multi-principal component alloy soft magnet. High Entropy Alloys Mater 1:96–109
Hou Y, Liu T, He D, Li Z, Chen L, Su H, Huang W (2022) Sustaining strength-ductility synergy of SLM Fe50Mn30Co10Cr10 metastable high-entropy alloy by Si addition. Intermetallics 145:107565
Park JM, Asghari-Rad P, Zargaran A, Bae JW, Moon J, Kwon H, Kim HS (2021) Nano-scale heterogeneity-driven metastability engineering in ferrous medium-entropy alloy induced by additive manufacturing. Acta Mater 221:117426
Metelkova J, Kinds Y, Kempen K, de Formanoir C, Witvrouw A, Van Hooreweder B (2018) On the influence of laser defocusing in Selective Laser Melting of 316L. Addit Manuf 23:161–169
Khairallah SA, Anderson AT, Rubenchik A, King WE (2016) Laser powder-bed fusion additive manufacturing: physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater 108:36–45
Yuan W, Chen H, Cheng T, Wei Q (2020) Effects of laser scanning speeds on different states of the molten pool during selective laser melting: simulation and experiment. Mater Des 189:108542
Dilip JJS, Zhang S, Teng C, Zeng K, Robinson C, Pal D, Stucker B (2017) Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog Addit Manufact 2:157–167
Yamamoto S, Azuma H, Suzuki S, Kajino S, Sato N, Okane T, Shimizu T (2019) Melting and solidification behavior of Ti-6Al-4V powder during selective laser melting. Int J Adv Manuf Technol 103(9):4433–4442
Tang C, Tan JL, Wong CH (2018) A numerical investigation on the physical mechanisms of single track defects in selective laser melting. Int J Heat Mass Transf 126:957–968
Guo Q, Zhao C, Qu M, Xiong L, Hojjatzadeh SMH, Escano LI, Chen L (2020) In-situ full-field mapping of melt flow dynamics in laser metal additive manufacturing. Addit Manuf 31:100939
Leung CLA, Marussi S, Atwood RC, Towrie M, Withers PJ, Lee PD (2018) In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat Commun 9(1):1355
Watari N, Ogura Y, Yamazaki N, Inoue Y, Kamitani K, Fujiya Y, Watanabe T (2018) Two-fluid model to simulate metal powder bed fusion additive manufacturing. J Fluid Sci Technol 13(2):JFST0010–JFST0010
Sun Z, Guo W, Li L (2020) Numerical modelling of heat transfer, mass transport and microstructure formation in a high deposition rate laser directed energy deposition process. Addit Manuf 33:101175
Bayat M, Nadimpalli VK, Biondani FG, Jafarzadeh S, Thorborg J, Tiedje NS, Hattel JH (2021) On the role of the powder stream on the heat and fluid flow conditions during directed energy deposition of maraging steel—multiphysics modeling and experimental validation. Addit Manuf 43:102021
Le KQ, Tang C, Wong CH (2019) On the study of keyhole-mode melting in selective laser melting process. Int J Therm Sci 145:105992
Ge W, Fuh JY, Na SJ (2021) Numerical modelling of keyhole formation in selective laser melting of Ti6Al4V. J Manuf Process 62:646–654
Ai Y, Yu L, Huang Y, Liu X (2022) The investigation of molten pool dynamic behaviors during the “∞” shaped oscillating laser welding of aluminum alloy. Int J Therm Sci 173:107350
Zhou J, Li H, Yu Y, Li Y, Qian Y, Firouzian K, Lin F (2019) Research on aluminum component change and phase transformation of TiAl-based alloy in electron beam selective melting process under multiple scan. Intermetallics 113:106575
Jin K, Mu S, An K, Porter WD, Samolyuk GD, Stocks GM, Bei H (2017) Thermophysical properties of Ni-containing single-phase concentrated solid solution alloys. Mater Des 117:185–192
Limmaneevichitr C, Kou S (2000) Experiments to simulate effect of Marangoni convection on weld pool shape. Weld J 79(8):231S-237S
Siao YH, Wen CD (2021) Influence of process parameters on heat transfer of molten pool for selective laser melting. Comput Mater Sci 193:110388
Cao L, Zhou Q, Liu H, Li J, Wang S (2020) Mechanism investigation of the influence of the magnetic field on the molten pool behavior during laser welding of aluminum alloy. Int J Heat Mass Transf 162:120390
Faraji AH, Maletta C, Barbieri G, Cognini F, Bruno L (2021) Numerical modeling of fluid flow, heat, and mass transfer for similar and dissimilar laser welding of Ti-6Al-4V and Inconel 718. Int J Adv Manuf Technol 114(3):899–914
Hu Y, He X, Yu G, Ge Z, Zheng C, Ning W (2012) Heat and mass transfer in laser dissimilar welding of stainless steel and nickel. Appl Surf Sci 258(15):5914–5922
Song B, Yu T, Jiang X, Xi W, Lin X, Ma Z, Wang Z (2022) Development of the molten pool and solidification characterization in single bead multilayer direct energy deposition. Addit Manuf 49:102479
Funding
This research was supported by the AMADA project (AF-2021235-C2) and used resources of the Advanced Photon Source, a US Department of Energy (DOE) Office of Science User Facility operated for the DOE Office of Science by Argonne National Laboratory (contract no. DEAC02-06CH11357). G.H. would like to acknowledge funding from the National Natural Science Foundation of China (51901247). Q.H. appreciates the support of Natural Science Foundation of Hunan Province (Grant No. 2021JJ20063).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wu, D., Li, Y., Sun, T. et al. High-speed synchrotron x-ray imaging and multi-physics modeling of molten pool and gas dynamics in laser additive manufacturing of a medium-entropy alloy. Weld World 68, 1417–1425 (2024). https://doi.org/10.1007/s40194-023-01673-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01673-6