
Abstract
Reasonable backside weld geometry of the root-pass welding is the basic guarantee for good fatigue performance of the weld joints. In the vertical-up (3G) position welding, the change in the force direction on the molten pool makes the degree of penetration reduced, such that a small disturbance in the welding process will lead to uneven weld geometry and discontinuous weld penetration states. In order to obtain a good weld penetration state for root pass by cold metal transfer (CMT) welding in the vertical-up position, a control strategy applicable to CMT root-pass welding was proposed. The backside weld width (Wb) is related to the welding heat input (q) and the peak current time ratio (PTR). As per that base current almost does not affect the long period, and the long period tends to disappear in the range with small peak current or wire feed speed, a welding program with a stable PTR was designed, and the Wb prediction model was simplified to be only related to q. Based on the simplified model, a fuzzy controller was designed and its control effects for Wb in the CMT root-pass welding were tested. The test results proved the validity of the control strategy under normal fit-up conditions and the condition with varying misalignments.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
When laying of the large-diameter and thick-wall steel pipes, the efficiency and quality of manual welding cannot meet the fabrication requirements; thus, mechanized welding is employed. Due to lack of real-time monitoring of the pipe welding process, it is easy to produce discontinuous penetration, unreasonable backside weld geometry, and other issues. Under the complex welding conditions, it is not enough to guarantee the backside weld geometry only by optimizing welding parameters. Therefore, the closed-loop control of it is particularly important. In the vertical-up (3G) position welding, the gravity of the weld pool no longer promotes the penetration, and the degree of penetration is usually reduced, compared with that in the flat (1G) position. Minor changes in welding conditions may cause discontinuous penetration. Therefore, it is necessary to control the backside weld geometry in the vertical-up position.
Cold metal transfer (CMT) welding technology has been widely used in the root-pass welding of pipes due to its advantages, such as low heat input, no spatter, good weld formation, and strong bridging ability [1,2,3], but there is little research on the penetration control of CMT. This is because the CMT waveform is complex, which is designed for spatter elimination and stable droplet transfer; the penetration control should not deteriorate the droplet transfer process, and the coupling of welding parameters in the MIG/MAG synergic welding mode greatly increases the difficulty in its control. In addition, the change in welding position leads to the instability of CMT welding process. Kim et al. [4] studied the backside weld geometry of the CMT root-pass welding without backing, which found that the full penetration cannot be obtained when the groove angle is small and the gap is 0. With the increase in groove angle, the weld achieved full penetration with a gap of 2‒6 mm, and the backside weld was well shaped [4]. Recently, the relationship between welding heat input (q), peak current time ratio (PTR), and backside weld width (Wb) in the CMT root-pass welding of pipes in the vertical-up position was studied in our previous study [5]. Therefore, the main objective of this work is to find a closed-loop control strategy applicable to the MIG/MAG synergic welding mode and to realize real-time control of the backside weld geometry in the vertical-up welding position based on the established prediction model.
After obtaining a series of information, such as arc sound, light, and electricity, which can characterize the weld geometry through sensing technology, the characteristic signals need to be processed with some rules to keep them near the expected value, so as to achieve the real-time control of the weld geometry. Different processing rules for characteristic signals correspond to different control algorithms. The proportional-integral-derivative (PID) control is a classical control method, which is the most widely used one in practical engineering. Fan et al. [6] established the relationship between weld pool geometry parameters and Wb based on the three-optical-path vision sensor in the gas tungsten arc welding (GTAW) process and used a PID controller to control Wb by controlling the weld pool width. PID control is more suitable for a single input single output (SISO) linear time-invariant system, but the welding process is usually a multiple input multiple output (MIMO) nonlinear time-variant dynamic process; therefore, modern control methods, such as adaptive control and predictive control, were applied in the weld geometry control. Chen et al. [7] identified the linear time-variant process model for the pulsed GTAW online, using the minimum variance strategy, and realized the real-time control of Wb by adjusting the peak current. Wang et al. [8] employed the interval model to improve robustness of the adaptive predictive controller for the penetration depth control in the pulsed gas metal arc welding (GMAW-P). Zou et al. [9] applied a Hammerstein model to adaptively control of the GMAW-P weld penetration depth based on the relative fluctuation coefficient of the weld pool. Cao et al. [10] identified a MIMO linear model to describe the GMAW-P welding process, established a prediction model based on the state-space method, and designed a double input double output adaptive predictive controller based on this prediction model to control Wb in real time.
Traditional control methods usually require accurate mathematical models based on the control plant, but some complex control processes, such as welding, are with uncertain or cannot be described by traditional mathematical models, for which the intelligent control, such as fuzzy control, neural network control [11, 12], expert system control [13], was proposed to handle the uncertainty. Fuzzy control is a relatively mature one. Chen et al. [14] predicted Wb by using the topside weld pool geometry and welding parameters and controlled Wb in the 1G position welding by a fuzzy controller. Tsai et al. [15] collected the backside weld pool width in real time and took it as the feedback for the weld penetration. And a fuzzy controller was designed to adjust the welding current to control the weld penetration. Gao et al. [16] predicted Wb based on welding current, gap, and weld width and designed a fuzzy controller to control Wb in real time in the butt-joint fabrication by GTAW.
The foregoing researches were mainly applicable to the 1G position. In the researches for other positions, Wang et al. [17] established a prediction model of Wb by neural network and realized the penetration control in GTAW-P in the horizontal position by stepping welding. Li et al. [18, 19] established a predictive controller to control the weld penetration in the all-position (5G) welding by indirectly controlling the arc voltage. In addition, weld geometry control in the welding process with the short-circuiting transfer is less studied. In the present work, CMT root-pass welding process of pipe in the vertical-up position will be investigated, in which a control strategy applicable to the MIG/MAG synergic welding mode is designed to control Wb in real time based on the simplification of the prediction model of Wb in our previous study [5].
2 Experimental design
2.1 Control strategy analysis
As per our previous study, Wb is related to q and PTR, and the relationship between the three is as follows [5]:
in which
where tp means peak current time, tb means base current time, and tsc means short-circuiting current time, as shown in Fig. 1, which shows that a typical CMT period (or cycle) can be divided into three stages, i.e., peak current stage, base current stage, and short-circuiting current stage [5], and
where \({q}_{i}\) means the heat input in period i; \(\it {\text{q}}_{\text{p}}\) is the heat input for a peak current stage and \({q}_{\mathrm{p}}=\frac{{U}_{\mathrm{p}}\times {I}_{\mathrm{p}}}{v}\); \({q}_{\mathrm{b}}\) is the heat input for a base current stage and \({q}_{\mathrm{b}}=\frac{{U}_{\mathrm{b}}\times {I}_{\mathrm{b}}}{v}\); \({q}_{\mathrm{sc}}\) is the heat input for a short-circuiting current stage and \({q}_{\mathrm{sc}}=\frac{{U}_{\mathrm{sc}}\times {I}_{\mathrm{sc}}}{v}\); and n represents the total number of periods (or cycles) in the calculation. Note: Up, Ub, and Usc are for the arc voltage in peak current stage, in base current stage and in short-circuiting current stage, respectively; Ip, Ib, and Isc are for the welding current in peak current stage, in base current stage, and in short-circuiting current stage, respectively; and v is for the welding speed.

CMT welding process [5], including the typical current and voltage signal and droplet transfer process
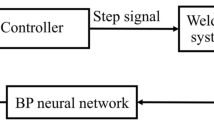
Equation 1 shows that Wb can be regulated by controlling the characteristic signals q and PTR. However, Wb is related to both q and PTR, and when the welding parameters, such as Ip and wire feed speed (vf), are adjusted, q and PTR will both change, resulting in a complex relationship between welding parameters and characteristic signals and a difficulty to establish an effective control strategy. Therefore, the prediction model needs to be simplified. Since all welding parameters will affect q, it is a good choice to find a way to minimize the influences of PTR on Wb such that only q needs to be controlled in the control system. Figure 2 is the block diagram of the Wb control system. q is the output of the control plant (i.e., welding process or arc), which has a determined relationship with the controlled variable Wb. \(\widehat{q}\) is the feedback, which is calculated by the real-time welding current (\(\widehat{\text{I}}\)) and voltage (\(\widehat{\text{U}}\)) data acquired from the welding process by the Hall sensors for welding current (I) and voltage (U). And q* is the reference (or the expected output) of the welding process. \(\widehat{q}\) is compared with q*, and the difference between the two, e, is used as the input of the controller. The controller outputs the change in controlled variable, namely Ib that was also recommended by ref. [5] and is regulated by vf, to regulate welding process and further to affect q in the welding process.

Block diagram of the Wb control system
2.2 Experimental equipment and materials
Based on the established prediction model, an appropriate control algorithm was used to conduct the control test. Since the standard MIG/MAG welding mode does not support real-time adjustment of welding parameters in the welding process, the MIG/MAG synergic welding mode was employed for control tests. The experimental setup is shown in Fig. 3. The whole system is divided into two parts, namely welding system and control system. The welding system includes a welding power supply, CMT Advanced 4000, with a wire feeder, VR 7000 CMT. The control system includes Moeller U-C123E Hall current and voltage sensors, NI PCI-6221 acquisition card, BNC-2120 connection card, and CMT ROB5000 control interface. The current and voltage signals were collected in real-time, and the collection frequency was 5000 Hz. The electrical signals are input to the computer via the PCI-6221 acquisition card, and the characteristic signal is calculated by an algorithm in the controller to represent the weld penetration. After processing by the controller, the control signal, which is determined by the control algorithm, is then output via the PCI-6221 card and is sent to ROB5000 control interface. The ROB5000 control interface communicates with the CMT power supply to adjust welding parameters in real time.

Vertical-up welding control system
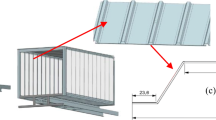
The material used was API 5L X65 pipeline steel with a diameter of 355.0 mm and a thickness of 13.5 mm, and a “U”-shaped groove without gap was used, as shown in Fig. 4. ER70S-6 welding wire with a diameter of 1.2 mm was used as filler material. Table 1 shows the chemical composition of the X65 pipeline steel and welding wire. A mixture gas of 80%Ar + 20%CO2 was used as shielding gas, and the gas flow rate was 15–20 L/min.

Schematic diagram of the “U” groove
2.3 Welding program setting
In the conditions of the 3G welding position or increasing Ip in the CMT welding process, “the long period” will occur [5]. “The long period” is defined as the period when the base current time (tb) is greater than 5 ms in the present work.
As per the foregoing discussion in Sect. 2.1, to simplify the model, a good choice is to keep one parameter, i.e., PRT, unchanged during the control process. From ref. [5], Ib has little influence on PTR, PTR is basically kept at approximately 25%, and Ib is positively correlated with q. Therefore, Ib was selected as the control variable. In the MIG/MAG synergic welding mode, other welding parameters can only be adjusted by adjusting vf, but vf affects both q and PTR. Figure 5 shows the long period ratio (LPR), which is the ratio of the number for long periods over the number for all periods, with different welding parameters. From Fig. 5a, as vf decreases, LPR decreases. When vf was set to a small value, the long period tended to disappear and the droplet transfer process tended to be stable. Therefore, keeping vf within a range of small values can make its influence on q and PTR tend to disappear. A change in Ip causes both q and PTR (Fig. 5b) to change. Therefore, Ip was set as a fixed value. Based on the foregoing discussion, the CMT welding program can be customized in such a way that a vf only corresponds to a welding curve, whose parameters are the same as other welding curves except Ib; and vf is set within a range with small values to eliminate its influence on q and PTR. In this way, vf is adjusted only to regulate Ib, and only Ib has influence on characteristic signals, i.e., q. Thus, the model is simplified, in which Wb is controlled only by controlling q.

Relationship between welding parameters and LPR. a vf; b Ip
From Fig. 5b, LPR tends to zero when Ip is small. When the Ip was 260 A, the LPR was only 6.67%, while a large LPR would make the welding process unstable, resulting in defects, such as discontinuous weld penetration. Therefore, when customizing the welding curve, Ip, Isc, and tp were as 260 A, 80 A, and 2.5 ms, respectively, to ensure the stable droplet transfer process. Herein, the maximum vf was set as 5 m/min, and the minimum vf was 3.0 m/min. The maximum Ib was set as 140 A, and the minimum Ib was 40 A. A vf was customized to an Ib, whose relationship is listed in Table 2. After welding curve customization, the CMT power supply can adjust welding parameters in real time via ROB5000 control interface.
In order to make sure that the PTR does not change under this welding program, three groups of tests were conducted with randomly vf signals (i.e., regulated Ib). Figure 6 shows the input signals and the calculated PTR. PTRs in all three groups were kept at approximately 30.00%, which further indicated that changing Ib has little influence on PTR. When PTR is 30.00%, i.e., taking PTR = 30% into Eq. 1, the relationship between q and Wb is shown in Fig. 7 and Eq. 4. Wb was then controlled according to this relationship in subsequent tests.

Calculated PTR when vf signals were randomly input. a Test 1, b test 2, c test 3

The relationship between q and Wb when PTR is 30.00%
2.4 Fuzzy controller design
Fuzzy controller generates control rules as per human experience and achieves ideal control effect by fuzzy logic reasoning. The biggest difference between fuzzy control and traditional control is that it does not need a mathematical model. Due to the complex influences of CMT welding parameters on q, and tb and tsc are not constants and change randomly with the droplet transfer process, it is difficult to establish an accurate mathematical model, and the discreteness of Ib in the customized welding program also makes mathematical modeling difficult. Therefore, fuzzy control was selected to control Wb in real time in the present work.
According to the simplified model, Wb can be characterized only by q when PTR is unchanged. Therefore, \(\widehat{q}\) was employed as feedback, and Ib, i.e., the output of the controller, was adjusted by regulating vf in real time by fuzzy controller to control Wb.
Since there is no piecewise linear relationship between the CMT welding parameters and q, Mamdani type was selected as the fuzzy controller. Single input will make the fuzzy rules simple and thus reduce the precision of the control system. The multiple input and single output (MISO) control system has a complex structure and long fuzzy reasoning time. Therefore, Mamdani fuzzy controller with the structure of double input and single output (DISO) was employed.
The real-time calculated feedback is the average welding heat input in the CMT welding process within three periods, represented by \(\widehat{q}\); the expected system output is q*; e is the difference between \(\widehat{q}\) and q*; ec is the difference between two neighbored \(\widehat{q}\); and uc is the increment of vf. At instant t:
Figure 8 shows the processing flow of the fuzzy controller. e and ec are used as the input of the fuzzy controller. The fuzzy variables corresponding to e and ec are E and EC, respectively. After e and ec are input into the fuzzy controller, the two variables are fuzzified, and then, fuzzy reasoning is conducted according to the fuzzy rules, after which a fuzzy variable UC can be obtained; uc is the output of fuzzy controller, which is the defuzzification results of UC.

Processing flow of the fuzzy controller
Seven linguistic terms, i.e., PB, PM, PS, ZO, NS, NM, and NB, are selected to describe the fuzzy variables. The fuzzy subsets of E, EC, and UC are all {PB, PM, PS, ZO, NS, NM, NB}. As per the preliminary experiments, the range of input and output variables was defined respectively. The ranges of e, ec, and uc are [− 100, 100], [− 50, 50], and [− 1, 1], respectively. After fuzzification, the ranges of E, EC, and UC are all [− 6, 6].
The fuzzy subsets of each fuzzy variable are described by membership function, as shown in Fig. 9. Except that ZO for E is with a membership function of trapezoidal, NS, ZO, and PS for E, EC, and UC are with triangular ones, while NB, NM, PM, and PB are with Gaussian ones. In the CMT welding process, when the difference between \(\widehat{q}\) and q* is small, if the fuzzy controller adjusts the welding parameters at this time, it is easy to cause overshooting, since Ib is discrete in the customized CMT welding program and steps every 5 A. Therefore, the membership function of ZO for E was set as a trapezoid function. The membership function of NS, ZO, and PS was set as triangle function because triangle function has a high precision and is applicable when the difference between \(\widehat{q}\) and q* is small.

Membership function distribution. a E; b EC; c UC
As per the preliminary experiments, fuzzy rules were formulated with reference to the following rules. When \(\widehat{q}\) is greater than q* (e is positive) and \(\widehat{q}\) for the current instant is greater than \(\widehat{q}\) for the previous instant (ec is positive), vf should be decreased, that is, decrease Ib; when e and ec are both negative, increase Ib; when plus-minus sign for e and ec are opposite, Ib is adjusted according to the influences of the two on \(\widehat{q}\) in the next cycle; when e and ec both fluctuate around 0, the welding parameters are kept unchanged. Table 3 lists 49 fuzzy control rules. In fuzzy reasoning, the “Max–Min” compositional rule of inference method was used. Defuzzification is the process of converting fuzzy variable UC into precise variable uc, that is, sharpening of fuzzy variable. The centroid method was used to do the defuzzification. Figure 10 illustrates the fuzzy rules.

Illustration of fuzzy rules
A PID controller was also designed to compare with fuzzy controller. The performance comparisons were done in a simulation environment. The input and output of the PID controller are e and Ib, respectively. The main parameters for the PID controller are as follows: KP = 0.25; KI = 0.015; KD = 0.012.
3 Experimental results and discussion
3.1 Open-loop control test
Open-loop control test was conducted using the customized welding program mentioned above. vf was kept at 4.2 m/min during welding, that is, Ib was set to 100 A. Figure 11 shows the open-loop control test results. From Fig. 11a, Wb gradually decreased from the start to the end, and the backside weld geometry was uneven. This is because the cross section of the pipe is not a regular circle, the change in the contact tip to work distance (CTWD) will lead to the change in arc length, and arc length is positively correlated with arc voltage. From Fig. 11b, the average arc voltage gradually decreased, indicating that CTWD gradually decreased, while the average current was basically unchanged. The decrease in the average arc voltage will lead to the decrease in q, as shown in Fig. 11c, resulting in a gradual decrease in Wb. The test results showed that closed-loop control is necessary to obtain stable backside weld geometry under complex and varying welding conditions.

Backside weld geometry and electric signals under open-loop control test. a Backside weld geometry; b average current and voltage; c q
3.2 Performance comparisons between fuzzy and PID controller
In the simulations of the two controllers, two references, i.e., q* = 560 J/mm and q* = 580 J/mm, were selected, which results are shown in Fig. 12. From Fig. 12, fuzzy control performs a little bit better in dynamic response; and it has a better accuracy, since the discreteness of Ib (5 A in a step) in the customized welding program makes the PID controller fluctuate around the references with an amplitude that is larger than fuzzy control. Therefore, the performance of fuzzy controller is better and it is selected as the controller to conduct the following welding tests.

Simulation results for PID and fuzzy controllers. a q* = 560 J/mm; b q* = 580 J/mm
3.3 Fuzzy control test with a fixed set point
To verify the closed-loop control effect with a fixed set point for the fuzzy controller, a control test was conducted, in which the calculated \(\widehat{q}\) is controlled around an expected value to keep the same degree of penetration during welding. When an expected Wb, i.e., Wb*, is set, q* can be calculated as per Eq. 4. During the execution of the closed-loop control, the controller will adjust the system input Ib according to the difference between the \(\widehat{q}\) and q* and the changes in \(\widehat{q}\), so that the system output fluctuates around the expected one.
Figure 13 shows the fuzzy control test results with a fixed set point. Wb* was set as 4.15 mm, that is, q* was 432 J/mm. From Fig. 13a, with the closed-loop control, the backside weld geometry was relatively uniform, and the measured Wb also fluctuated around the expected one. From Fig. 13b, the output of the system was fluctuating around the expected one. When the output of system deviated from the expected value, the controller could adjust the input of system (Ib) quickly and effectively according to the fuzzy rules illustrated in Fig. 10.

Backside weld geometry, and input and output of the control system in the fuzzy control test with a fixed set point of 432 J/mm. a The backside weld geometry; b the input and output of the control system
3.4 Fuzzy control test with varying misalignments
In order to further verify the applicability and robustness of the fuzzy controller for Wb, a fuzzy control test with varying misalignments was designed. Figure 14 shows the schematic of the pipe with varying misalignments. The misalignments at points d and f are the largest, i.e., 1 mm, and those at points a and e are the smallest, i.e., 0 mm.

Schematic of varying misalignments of the pipe
A fuzzy control test with a fixed set point was conducted under the condition of varying misalignments. In the test, the corresponding part of the pipes with varying misalignments was placed at the 3 o’clock position. The welding start point was point b, and the end point was point c, as marked in in Fig. 14. Accordingly, the range of misalignments was 0.49‒0.86 mm. \(\widehat{q}\) was controlled to fluctuate around q* in the test, as shown in Fig. 15b. When q* was set to 416 J/mm, Wb* was 3.70 mm. The actual measurement results showed that Wb fluctuated around the expected one, as shown in Fig. 15a. The test results showed that the simplified Wb prediction model and fuzzy controller established in the present work can be applicable in the condition of varying misalignments.

Fuzzy control test under the condition of varying misalignments. a The backside weld geometry; b the input and output of the control system when the set point was 416 J/mm and the misalignment range was 0.49‒0.86 mm
3.5 Fuzzy control test with varying gap
The pipe used in the test with varying gap has the maximum gap at point d (1.0 mm) and the minimum gap at point a (0 mm), as shown in Fig. 16.

Schematic of the varying gap of pipe (illustration with the pipe being cut into two halves)
The varying gap results in significant changes in heat dissipation conditions, which makes the prediction model established in the present work ineffective. q* should be reduced to prevent burn through. In the fuzzy control test with varying gap, q* was set as 336 J/mm; the corresponding gap was placed at the 3 o’clock position. The welding start point of the test was point b, and the end point was point c, as marked in Fig. 16. Accordingly, the gap range was 0.25‒0.50 mm. The test results are shown in Fig. 17. As the gap gradually increased, Wb gradually increased with the same q, as shown in Fig. 17a. From Fig. 17b, the fuzzy control system could still work effectively, and the output of system \(\widehat{q}\) was controlled to fluctuate around the set point q*, but Wb changed. In order to solve the issue that the simplified Wb prediction model loses efficacy due to significant changes in heat dissipation under the condition of varying gap, the gap size should be introduced into the prediction model, and the feedforward control should be added in the controller, in which the gap should be measured in real time, and q* should be adjusted accordingly as per the gap size, with the expectation of making Wb uniform and stable.

Fuzzy control test under the condition of varying gap. a The backside weld geometry; b the input and output of the control system when the set point was 332 J/mm and the gap range was 0.25‒0.50 mm
4 Conclusions and future work
The prediction model of Wb in the vertical-up position of the pipe by the CMT welding with the proposed U groove was simplified; a closed-loop control method applicable to the MIG/MAG synergic welding mode was explored in the CMT welding process; and its effectiveness was verified in the actual welding tests. The main conclusions are as follows:
-
1)
With consideration of the characteristics of the MIG/MAG synergic welding mode, which adjusts vf to adjust other welding parameters, the welding program was customized. Ip and vf has little influence on PTR when they are small; thus, Ip was kept at a fixed low value of 260 A, and vf was set within a range of small values, i.e., 3.0‒5.0 m/min, to ensure that PTR remained unchanged in the welding program. Keeping other parameters unchanged in the welding curves corresponding to each vf, the change in vf is ensured to only affect Ib. Accordingly, the prediction model of Wb was simplified so that it is only related to q. When PTR is 30.00%, the simplified prediction model of Wb in the vertical-up position by the CMT welding with the proposed U groove is as follows:
$${W}_{\mathrm{b}}=-0.001111\times {q}^{2}+0.972\times q-208.41$$ -
2)
The fuzzy controller was designed with the fuzzy reasoning rules, which were formulated as per the preliminary experiments. When e and ec are both positive, decrease Ib; when e and ec are both negative, increase Ib; when the plus-minus sign for e and ec are opposite, Ib is adjusted according to the influences of the two on \(\widehat{q}\) in the next cycle; when e and ec both fluctuate around 0, the welding parameters are kept unchanged.
-
3)
The fuzzy control system for Wb in the vertical-up position by the CMT welding was tested and verified. The fuzzy control tests under normal conditions and under the condition of varying misalignment showed that the controller can control the output of system q near the expected value by adjusting the input of system Ib, so as to obtain the expected Wb.
However, in the condition of varying gap, due to significant changes in heat dissipation, the simplified prediction model of Wb lost efficacy, so it is necessary to introduce independent variable, gap size, into the prediction model of Wb for improvement. This work will be conducted in the future.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Code availability
The codes are not publicly available due to the commercial restriction.
Abbreviations
- e :
-
Error between \(\widehat{q}\) and q* in the control system, J/mm
- E :
-
Fuzzy variable for e
- ec :
-
The change in error, J/(mm·s)
- E C :
-
Fuzzy variable for ec
- I :
-
Welding current, A
- \(\widehat{\text{I}}\) :
-
Welding current data by Hall sensor, A
- I b :
-
Welding current in base current stage, A
- I p :
-
Welding current in peak current stage, A
- I sc :
-
Welding current in short-circuiting current stage, A
- L PR :
-
Long period ratio, i.e., the ratio of the number for long periods over the number for all periods, %
- n :
-
Total number of periods (or cycles) in the calculation
- PTR :
-
Peak current time ratio, i.e., the average ratio of peak current time over the welding time, %
- q :
-
Welding heat input, J/mm
- \(\widehat{\text{q}}\) :
-
Output of the control system, J/mm
- q * :
-
Reference (or expected output) of the control system, J/mm
- \({q}_{\mathrm{b}}\) :
-
Heat input for a base current stage, J/mm
- \({q}_{i}\) :
-
Heat input in period i, J/mm
- \({q}_{\mathrm{p}}\) :
-
Heat input for a peak current stage, J/mm
- \({q}_{\mathrm{sc}}\) :
-
Heat input for a short-circuiting current stage, J/mm
- t :
-
Time, s
- t b :
-
Base current time, ms
- t p :
-
Peak current time, ms.
- t sc :
-
Short-circuiting current time, ms
- U :
-
Arc voltage, V
- \(\widehat{\text{U}}\) :
-
Arc voltage data by Hall sensor, V
- U b :
-
Arc voltage in base current stage, V
- U p :
-
Arc voltage in peak current stage, V
- U sc :
-
Arc voltage in short-circuiting current stage, V
- u c :
-
The input of control system, i.e., the increment of vf, m/min
- U C :
-
Fuzzy variable for uc
- v :
-
Welding speed, m/min
- v f :
-
Wire feed speed, m/min
- W b :
-
Backside weld width, mm
- W b * :
-
Expected backside weld width, mm
References
Kumar NP, Devarajan PK, Vendan SA et al (2017) Prediction of bead geometry in cold metal transfer welding using back propagation neural network. Int J Adv Manuf Technol 93:385–392
Nandan G, Kumar G, Arora KS et al (2022) MIG and CMT brazing of aluminum alloys and steel: a review. Mater Today: Process 56(1):481–488
Selvi S, Vishvaksenan A, Rajasekar E (2018) Cold metal transfer (CMT) technology – an overview. Def Technol 14(1):28–44
Kim JS, Lee JP, Park MH et al (2014) A study on prediction of the optimal process parameters for GMA root-pass welding in pipeline. Procedia Eng 97:723–731
Chen ZD, Wang ZJ, Wang FR et al (2023) Feasibility study on sensing and prediction of backside weld geometry in cold metal transfer welding of X65 pipeline in vertical-up position. J Manuf Processes 85:1173–1186
Fan CJ, Lv FL, Chen SB (2009) Visual sensing and penetration control in aluminum alloy pulsed GTA welding. Int J Adv Manuf Technol 42(1–2):126–137
Chen H, Lv F, Lin T et al (2009) Closed-loop control of robotic arc welding system with full-penetration monitoring. J Intell Robot Syst 56(5):565–578
Wang ZJ, Zhang YM, Wu L (2012) Adaptive interval model control of weld pool surface in pulsed gas metal arc welding. Automatica 48(1):233–238
Zou SY, Wang ZJ, Hu SS et al (2020) Control of weld penetration depth using relative fluctuation coefficient as feedback. J Intell Manuf 31:1203–1213
Cao Y, Wang ZJ, Hu SS et al (2021) Modeling of weld penetration control system in GMAW-P using NARMAX methods. J Manuf Process 65:512–524
Lv N, Xu YL, Li SC et al (2017) Automated control of welding penetration based on audio sensing technology. J Mater Process Technol 250:81–89
Aviles-Vias JF, Rios-Cabrera R, Lopez-Juarez I (2016) On-line learning of welding bead geometry in industrial robots. Int J Adv Manuf Technol 83(1):217–231
Lou YJ (1998) Intelligent control for pulsed GTAW dynamic process based on image sensing of weld pool. Dissertation, Harbin Institute of Technology (in Chinese)
Chen SB, Lou YJ, Wu L et al (2000) Intelligent methodology for sensing, modeling and control of pulsed GTAW: part 1 - bead-on-plate welding. Weld J 79(6):151s–163s
Tsai CH, Hou KH, Chuang HT (2006) Fuzzy control of pulse GTA welds by using real-time root bead image feedback. J Mater Process Technol 176(1–3):158–167
Gao XD, Huang SS, Yu YL (2000) Fuzzy neural networks for control of penetration depth during GTAW. China Weld 9(1):1–8
Wang ZJ, Zeng ZT, Wu SJ et al (2023) Weld penetration control of wire-filled pulsed gas tungsten arc welding of pipe in the horizontal position. Weld World 67:1793–1807
Li XR, Shao Z, Zhang YM et al (2013) Monitoring and control of penetration in GTAW and pipe welding. Weld J 92:190s–196s
Li XR, Zhang YM (2014) Predictive control for manual plasma arc pipe welding. J Manuf Sci Eng 136(4):041017
Funding
This study is supported by the National Natural Science Foundation of China (Grant No.: 52375374).
Author information
Authors and Affiliations
Contributions
Zhijiang Wang: conceptualization, methodology, formal analysis, resources, writing (review and editing), funding acquisition, project administration.
Zhendong Chen: methodology, software, formal analysis, investigation, data curation, visualization, writing—original draft.
Shaojie Wu: formal analysis, validation, writing—review and editing.
Caiyan Deng: formal analysis, validation, supervision.
Zhichen Lin: software, formal analysis, data curation, writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
The authors give their consent for the publication of identifiable details, which can include photograph(s) and/or videos and/or case history and/or details within the text to be published in Welding in the World.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XII - Arc Welding Processes and Production Systems
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, Z., Chen, Z., Wu, S. et al. Fuzzy control of backside weld width in cold metal transfer welding of X65 pipeline in the vertical-up position. Weld World 68, 829–842 (2024). https://doi.org/10.1007/s40194-023-01649-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01649-6