
Abstract
Variations in laser beam welding parameters can significantly influence weld pool shape and microstructure formation in stainless steel (SS) alloys. Fusion zone development using high travel speeds and low overall heat input promotes rapid solidification and high cooling rates. The difference in solidification rate within the weld pool is strongly influenced by changes in the weld pool geometry, which is directly dependent on process parameters. Therefore, a complete understanding of weld pool geometry as a function of process conditions is crucial to predicting solidification phenomena and avoiding weldability-related issues such as solidification cracking or an undesirable ferrite/austenite phase balance. In this work, the effect of laser weld parameters on the transition from conduction to keyhole mode welding was determined and related to microstructure formation in six SS alloys. The alloys had WRC-1992 Creq/Nieq ratios ranging from 1.7 to 2.8. The 1.7 Creq/Nieq alloy was a commercially available 304L SS, while the 2.7 Creq/Nieq was a 2205 duplex stainless steel. Compositions were also tested between these extremes. Both transverse and longitudinal view sections were evaluated to determine solidification behavior and phase fractions. Electron backscatter diffraction patterns were used extensively to determine phase fractions. Relationships among penetration mode (conduction vs. keyhole), composition (Creq/Nieq), and microstructure (solidification mode and phase fraction) are presented and compared to rapid weld solidification diagrams from the literature. The results presented here provide a more complete picture of rapid solidification phenomena associated with laser welds in SS alloys over a wide range of compositions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Laser beam welding (LBW) is a high energy density (HED) fusion welding process that enables energy to be concentrated in a small area to efficiently melt and coalesce materials. HED welds are commonly performed autogenously and can be controlled to produce fusion zone geometries that exhibit drastically different shapes and aspect ratios, as shown in Fig. 1. Welds are commonly categorized as conduction or “keyhole” mode, where conduction mode refers to the method of heat transfer, and keyhole mode represents the transverse cross-sectional shape of the fusion zone. Relatively low power densities and/or short interaction times produce conduction mode welds that are loosely recognized as having depth-to-width aspect ratios less than one [1]. Keyhole mode welds have aspect ratios greater than one [1] as a consequence of high-power densities and/or long interaction times. The keyhole mode is attributed to significant vaporization and the ability to transfer energy deeper into the workpiece.

Laser weld geometries in 304L SS produced using different powers and travel speeds at a 500-µm beam diameter
The nature of high energy density allows for low linear heat input as compared to other fusion welding processes [2]. However, the low heat input can cause metallurgical issues generated through rapid solidification rates (> 100 mm/s [3, 4]) and steep thermal gradients (104 K/mm [5]). Cooling rates, a product of the solidification rate and thermal gradient, are reported to be greater than 105 K/s [4]. The metallurgical issues associated with the solidification rates and thermal gradients may include solidification cracking [3, 6, 7]; martensite formation [8, 9]; low toughness [10]; precipitate formation [11,12,13]; and/or elemental loss [14, 15].
Prior literature has shown the influence of travel speed and/or solidification rate on solidification and phase stability for SS alloys [16,17,18]. Solidification as primary ferrite has been well established for mitigating solidification cracking susceptibility [3, 16, 17]. Research has also addressed the difficulty associated with welding duplex stainless steels using HED processes. Under standard arc welding conditions, duplex stainless steels solidify as primary ferrite and are designed to produce 50% ferrite‒50% austenite ratios for optimal corrosion and mechanical properties. Under the extreme cooling rate conditions imposed by HED processes, the ferrite-to-austenite transformation is suppressed and high levels of ferrite may be present in the weld metal [14, 19, 20]. Achieving acceptable phase balance in HED welds may require preheating to reduce cooling rates [12] or post-weld heat treatment and allow for austenite formation and growth. Other methods utilize nitrogen shielding gas to eliminate vaporization losses of nitrogen, a potent austenite stabilizer, and increase the austenite phase fraction [12, 21].
In addition, literature showed the variations in solidification modes and/or microstructural morphologies for HED welding of stainless steel alloys [16,17,18, 22]. Suutala [18] showed that high solidification rates favored primary austenite solidification modes in austenitic stainless steels below Cr/Ni equivalencies of 1.61. Nakao et al. [22] characterized six different solidification modes for ternary Fe–Cr–Ni alloys. However, the ternary alloys are relatively high in chromium (≈27 wt%) and nickel (≈16 wt%) concentrations relative to commercially available austenitic and duplex stainless steels. Elmer [17] produced an electron beam microstructural “map” of phase fractions relative to travel speed and Cr and Ni contents. Similarly, Lippold [16] generated a microstructural map for pulsed LBW data indicating the primary austenite versus primary ferrite solidification modes.
The difficulty in associating a single solidification rate or travel speed to microstructural formation stems from the large variation in weld pool shapes that can be produced using a HED process. Fundamental research from David and Vitek [5, 23] showed the variation in solidification rates between conduction and keyhole mode weld pools based on interpretations of pool profiles from transverse cross-sections. Likewise, David et al. [24] showed that the pool shape substantially influenced dendrite growth patterns on a single crystal, nickel-base alloy. In conduction mode welds, dendrite growth proceeds based on the gradual curvature of the boundary, whereas in keyhole mode welding, there was directional growth along the weld centerline and a sharp transition to horizontal growth from the fusion boundary. These distinct, geometric transitions lead to significant changes in dendrite growth directions and are apparent in polycrystalline materials. The ability to produce a large variation of LBW pool geometries is shown in Fig. 1, and the variation in growth directions appears as an “hourglass” pattern where the etching response indicates the variation in microstructure morphology.
The underlying mechanism for selective solidification of ferrite versus austenite is attributed to dendrite tip undercooling [5, 16, 25]. As the undercooling (ΔT) required to form a dendrite increases, the dendrite growth velocity increases, and the dendrite tip radius decreases [16, 25, 26]. Lippold [16] showed a critical solidification growth rate (Rc) where undercooling and composition allowed for austenite, as compared to ferrite, to develop a higher dendrite tip temperature, and become the preferred primary solidification phase. Significant changes in the weld pool geometry influenced the solidification growth rate and allowed for a transition from primary ferrite to primary austenite solidification within the same weld. Such transitions that are driven by local solidification conditions reinforce why it is imperative to understand weld pool evolution under varying LBW process parameters. In addition, the weld pool shape and heat input will also influence the thermal gradient and cooling rate in the solid state, which will subsequently dictate the phase balance in the weld.
The solidification rate can be estimated based on the travel velocity, or movement of the solid–liquid interface relative to the weld pool boundary, and the angle of the boundary relative to the travel direction [25, 27]. This two-dimensional computation is shown in Eq. 1.
where:
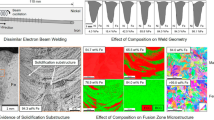
The work presented here shows how LBW parameters can influence the fusion zone geometry and influence the ferrite/austenite phase balance in a wide range of stainless steel alloys which all nominally solidify as primary ferrite. Partial penetration, bead-on-plate laser beam welds were deposited on six SS alloys, ranging from type 304L SS (1.7 Creq/Nieq = 1.7) to a 2205 duplex stainless steel (Creq/Nieq = 2.8). The four other materials consisted of experimental, near-ternary Fe–Cr–Ni alloys spanning Creq/Nieq between these extremes. A representation of the alloy compositions plotted on a microstructural map from prior literature is shown in Fig. 2. The horizontal lines at approximately 5 mm/s and 150 mm/s represent the range of travel speeds investigated. Although Fig. 2 is based on solidification rate, it can be assumed that the weld centerline maintains the maximum solidification velocity. As shown, the pre-existing map contains limited information for Cr/Ni equivalencies greater than 1.75 at the travel speeds analyzed. These areas of interpolated information were further analyzed in this study to develop a more comprehensive tool to predict microstructural evolution as it relates to SS alloys.

Previous microstructural map from Lippold [16] with vertical lines added showing the Cr/Ni equivalencies investigated in this study. The horizontal, dashed lines represent the range of travel speeds utilized
2 Experimental procedures
This section describes the weld procedures, preparation techniques, measurement methods, and material compositions. All laser welds were bead-on-plate and maintained at parameters to control the penetration such that the maximum penetration was approximately 66% of the workpiece thickness (4.75 mm). By maintaining partial penetration, variations in heat flow or cooling rate differences due to changes in heat conduction were assumed to be negligible. More detail pertaining to the procedures is available in Reference [28].
2.1 Weld procedures
Laser beam welds were produced using an IPG Photonics® YLS-6000 (Yb3+ doped) fiber laser with a 300 µm fiber diameter. The optics consisted of an IPG Photonics® D50 Wobble Head with a 150 mm collimation lens and a 300 mm focusing lens. This produced an ideal, sharp-focus beam diameter of 600 µm. Confirmation of the beam diameter and profile was performed using a Primes FM120 Focus Monitor [29], and the raw data was exported and analyzed using script written in MATLAB® to compute and confirm the second moment beam diameter (D2M) [30].
Plots of the laser intensity distribution at sharp focus for 1000 W and 1600 W are shown in Fig. 3 a and b, respectively. The laser output power was measured using an Ophir 10 K-W-BB-45-V3 power sensor and Ophir Juno power meter and StarLab v3.6.2 software. All reported laser powers are based on adjustments according to the power sensor measurement and not the laser setting. The optics were attached to and manipulated using a Yaskawa Motoman MC2000 robot with DX100 controller. For plume suppression, a cross-jet of compressed air was applied approximately 12 mm above the weld surface. Industrial grade (99.997% purity) Ar shielding gas was applied at 45 CFH (≈21.2 LPM) trailing the weld and approximately 3 mm above the weld surface. This cross-jet and shielding setup was consistent for all welds. All welds were made in a single pass with the alloy at room temperature (≈20 °C). There was essentially no visible oxidation on the weld surface.

Laser intensity distributions at sharp focus at 1000 W (a) and 1600 W (b)
2.2 Chemical analysis
The chemical compositions, except carbon, nitrogen, oxygen, and sulfur, were measured using optical emission spectroscopy (OES). The OES instrument was an AMETEK SPECTROMAX. OES sample preparation involved grinding with 60-grit aluminum oxide abrasive paper. All experimental alloys were measured with compositions corrected based on a manufacturer 304L reference standard. The 304L and 2205 were measured with their respective reference standard. All reported values measured via OES are an average of three measurements. Carbon, sulfur, and phosphorus were measured via combustion analysis. Nitrogen and oxygen were measured using inert gas fusion. These measurements were performed according to ASTM E1019-18 [31].
2.3 Materials
The chemical compositions of the six materials investigated are provided in Table 1. The experimental alloys are designated M58, M45, M53, and M54. These “specialty” alloys contain lower C, N, Cu, Nb, and Mo as compared to 304L and 2205. Comparison of the Creq/Nieq relationships is shown in Table 2 for each alloy. These empirically determined equivalency formulae are from the work of Kujanpaa et al. [32], Hammar and Svensson [33], and Kotecki and Siewert [32] and are provided for reference in the Appendix.
2.4 Material preparation
Metallographic samples of welds were prepared by sectioning using a water-cooled abrasive saw, mounting in conductive Bakelite, and grinding in successive steps using 240, 400, 600, 800, and 1200-grit SiC abrasive paper. Samples were placed on a vibratory polisher using 0.05 µm colloidal silica suspension for approximately 12 h. Electro-chemical etching was performed using 10% oxalic acid in distilled water at a constant voltage of 6 V for ≈20 s. Micrographs were captured using an Olympus® GX53 inverted microscope with PAX-it!™ 2 v1.5.1.0 software.
Preparation for scanning electron microscopy and electron backscattered diffraction (EBSD) was performed via the same method as optical microscopy. However, the samples were analyzed in the unetched condition after polishing using 0.05 µm colloidal silica.
2.5 Scanning electron microscopy
Scanning electron microscopy was performed using a Thermo Fisher Scientific Inc. Apreo, equipped with a field emission gun (FEG). Electron backscattered diffraction (EBSD) utilized an EDAX® high-speed Hikari camera with a charged-coupled device (CCD) sensor. The accelerating voltage was 20 kV, and the beam current was set to 13 nA. The working distance was 20 mm, and EBSD scans were performed at a 500 × magnification and a 0.5 µm step size. The samples were positioned at a 70° tilt from horizontal. Data collection was performed using EDAX OIM DCv7.3.1 software, where OIM stands for “orientation imaging microscopy.” Data analysis was performed using OIM Analysis™ v8.6.0028 software.
3 Results and discussion
3.1 Weld pool profiles and solidification rates
It was assumed that by, maintaining the travel velocity and abruptly extinguishing the laser beam, the weld pool depression solidified without significant backfilling and effectively quenched in the geometry of the progressing pool. With this assumption, longitudinal sections and macro-photos of the weld-end surfaces were used to construct approximate weld pool shapes. Macro-photos of the weld termination at 1000 W and a travel speed of 5 mm/s and 50 mm/s are provided in Fig. 4 a and b, respectively. Weld Termination macro-photos at 1600 W and travel speeds of 50 mm/s and 100 mm/s are shown in Fig. 5 a and b, respectively.

304L SS weld termination photographs. 1000 W of power at a 5 mm/s, b 50 mm/s

304L SS weld termination photographs. 1600 W of power at a 50 mm/s, b 100 mm/s
The slow travel speed and high heat input at 1000 W and 5 mm/s (Fig. 4a) created a circular weld pool comparable to low travel speeds in GTAW. The high energy density at 1600 W developed pools that maintained a “tear-drop” shape throughout the travel speeds analyzed. Beneath the weld surface, these elongated profiles developed drastically different shapes depending on the input parameters. Transverse and longitudinal cross-sections at 50 mm/s for 1000 W and 1600 W are shown in Fig. 6 a and b, respectively. Figure 6 a shows the nearly vertical grain growth from the root to the surface. The etching response in Fig. 6b indicated that the transition into keyhole mode welding generated grain growth nucleating from the root that became impeded by grain growth orthogonal to the welding direction.

Transverse (left) and longitudinal (right) weld sections for 50 mm/s at 1000 W (a) and 1600 W (b). Longitudinal micrographs are from stitched photos originally captured at 50 ×
At 1000 W and 5 mm/s, a sharp transition in velocity vectors was created from the root to the weld surface as shown in Fig. 7. This resulted in solidification rates slowing from nearly 4 mm/s (30°) to 0.7 mm/s (82°). Increasing the travel speed to 50 mm/s and eliminating a high aspect ratio weld produced uniform weld pool elongation and solidification rates of ≈17–20 mm/s (67–70°).

Schematic showing angles of the solid–liquid interface from a longitudinal weld termination cross-section at 1000 W and 5 mm/s (left) and 50 mm/s (right)
At 1600 W and 50 mm/s, a region developed where the solidification rate approached the travel velocity. In Fig. 8, the longitudinal sections showed the difference in solidification rate based on weld parameters and the location within the weld pool. The 100mm/s travel speed showed minimal change in solidification rate based on weld pool location. The solidification rate was ≈12–16 mm/s. However, at 50mm/s travel speed, the solidification rate varied from 18 mm/s (68°) near the weld surface up to the travel speed of 50 mm/s. Further, towards the root, the solidification rate decreased to ≈26 mm/s due to a decreased angle (58°).

Schematic showing angles of the solid–liquid interface from a longitudinal weld termination cross-section at 1600 W and 50 mm/s (left) and 100 mm/s (right)
For the welds produced at 1600 W, the maximum solidification rate along the weld centerline was the greatest for the slower travel speed (50 mm/s). This was solely attributed to the large variation in weld pool geometry because the solidification rate became equivalent to the travel speed at 50 mm/s. This is shown on the left of Fig. 8. However, the highest solidification rate at 100 mm/s and along the weld centerline was ≈30 mm/s. Although slower travel speeds are generally regarded as mitigating solidification cracking, a substantial change in pool shape may alleviate cracking through a reduction in solidification rate.
3.2 Microstructure analysis
Figure 9 shows a schematic of the traced, transverse fusion zone section, and the approximate location that all the following optical micrographs and EBSD scans were captured. Figure 10 shows transverse, optical micrographs, and EBSD phase data for laser welds on all SS alloys at 1000 W and a 5 mm/s travel speed. The phase maps include an overlay of the EBSD image quality map to visually accentuate the phase boundaries.

Schematic showing locations of optical micrographs and EBSD scans for each weld parameter

Laser weld optical micrographs (left) and matching EBSD phase fractions (right) at 1000 W of power and a 5 mm/s travel speed: 304L (a), M58 (b), M45 (c), M53 (d), M54 (e), 2205 (f). For the EBSD images, red/dark is austenite, and green/light is ferrite
The optical micrograph in Fig. 10a shows a primary ferrite (FA-type) solidification mode in 304L SS based on the skeletal ferrite morphology. The EBSD phase map of 304L revealed a relatively large fraction of ferrite, which does not directly reflect the skeletal morphology shown in the optical micrograph. The EBSD maps and optical micrographs were not captured from the same cross-section, and the ferrite results for the 304L are believed to have been highly influenced by non-homogeneity in the base material composition. The M58 alloy solidified in FA-mode and showed a similar skeletal morphology as 304L. However, the EBSD phase analysis consisted of negligible amounts of ferrite. The fine regions of detected ferrite appear as a morphology consistent with δ-ferrite formation from solidification. Increasing the WRC-1992 Creq/Nieq to 2.1 (M45) produced a transition to what is believed to be a primary ferrite (F-mode) solidification followed by a solid-state austenite transformation and relatively equiaxed austenite grains (Fig. 10c). The 2.2 Creq/Nieq alloy (M53) also showed F-mode solidification and solid-state austenite transformation at the ferrite grain boundaries, and extensive Widmanstätten austenite (Aw) nucleating at the ferrite grain boundaries. The near-ternary alloy at a 2.8 Creq/Nieq (M54) also showed F-mode solidification with small amounts of Aw nucleating at the ferrite grain boundaries (Fig. 10e). The 2205 duplex stainless steel (DSS) at a 2.7 Cr/Ni Eq. also exhibited F-type solidification and minimal amounts of Aw at the grain boundaries but also formed intragranular chromium nitrides (CrN/CrN2) [34]. This is evident in the optical micrograph by the speckled appearance and chromium nitride denuded regions near the grain boundaries where austenite transformation occurred allowing for a higher solid solubility of nitrogen.
Figure 11 shows the transverse optical micrographs and EBSD data at 1000 W and 50 mm/s. As in Fig. 10, The 304L weld (Fig. 11a) contained a relatively large fraction of retained ferrite as compared to M58 (Fig. 11b). No ferrite was present in the M58 alloy at a 1.8 Creq/Nieq. This higher travel speed decreased the Aw structures present in the M45 and M53 alloys. M45 showed a decrease in ferrite (Fig. 11c), but the ferrite content increased in M53 (Fig. 11d). Both are believed to represent FA-type solidification with a massive transformation to austenite. The higher travel speed eliminated the solid-state Aw transformation for M54 (Fig. 11e) and the 2205 DSS (Fig. 11f). A noticeable grain size reduction is also observed in the 2.7 and 2.8 Creq/Nieg equivalent alloys. Figure 11 f also shows chromium nitrides, particularly around the pore in the upper left.

Laser weld optical micrographs (left) and EBSD phase fractions (right) at 1000 W of power and a 50 mm/s travel speed: 304L (a), M58 (b), M45 (c), M53 (d), M54 (e), 2205 (f). For the EBSD images, red/dark is austenite, and green/light is ferrite
At 1600 W and 50 mm/s, a distinguishable weld centerline developed in the keyhole mode welds as shown in Fig. 12. At these weld centerlines, it is expected that the solidification rate approached that of the travel speed as previously illustrated in Fig. 8. Within the keyhole, solidification largely occurs with grains growing from the fusion boundary horizontally to the weld centerline. The 304L and M58 alloys contain nearly 100% austenite appearing as an FA solidification morphology based on the chemically etched microstructure. However, the M58 alloy weld centerline contained a distinct, lightly etched region denuded of compositional segregation, which indicates a possibility of primary austenite (A-type) solidification (Fig. 12b). Through the retention of ferrite, solidification structures were present in the M45 and M53 alloys as shown in Fig. 12 c and d, respectively. Although austenite is present along the grain boundaries in M54 and 2205 DSS, each alloy contains over 98% ferrite.

Laser weld optical micrographs (left) and EBSD phase fractions (right) at 1600 W of power and a 50 mm/s travel speed: 304L (a), M58 (b), M45 (c), M53 (d), M54 (e), 2205 (f). For the EBSD images, red/dark is austenite, and green/light is ferrite
Increasing the travel speed to 100 mm/s at 1600 W showed a slight increase in ferrite for 304L (Fig. 13a) but a negligible change for the M58 (Fig. 13b) and M45 (Fig. 13c) welds. However, the M53 ferrite fraction decreased as shown in Fig. 13d. Nearly all the austenite formation was suppressed in M54 (Fig. 13e) and 2205 (Fig. 13f). The grains grew with minimal width (≈20 µm) but with lengths spanning a substantial fraction of the weld pool.

Laser weld optical micrographs (left) and EBSD phase fractions (right) at 1600 W of power and a 100 mm/s travel speed: 304L (a), M58 (b), M45 (c), M53 (d), M54 (e), 2205 (f). For the EBSD images, red/dark is austenite, and green/light is ferrite
With similar Creq/Nieq values, 304L maintained higher ferrite across all parameters as compared to the M58 alloy. Why this was occurring is not fully understood, but results from Rodelas et al. [35] suggested that deformation-induced martensite during mechanical polishing may generate erroneous and misleading ferrite measurements when analyzed via EBSD. To investigate this possibility, Vickers hardness indents at 1 kg were made in the weld metal of both alloys prior to performing an EBSD scan. The area around the indents showed no indication of induced martensite as shown in Fig. 16 in the Appendix. However, it is believed that the 304L plate contained a significant variation in alloy distribution, as previously mentioned. Depending on the cross-section, the EBSD measured ferrite fraction varied within the base material.
Solidification may be influenced by grain size and stable phases within the base metal. The grain size was not consistent between alloys, and the M58 alloy grain size was not homogenous. The variation in grain size and distribution between 304L and M58 is shown in the Appendix in Fig. 17a and 17b, respectively. In addition to base material grain size and phase fractions, there will be an influence regarding the varying proportions of alloying elements during solidification. Diffusion rates, partitioning, and back diffusion of interstitial alloys will all affect the room temperature phase stability. These reasons are also probable explanations for the variations in phase fractions between the M45 and M53 alloys with similar Creq/Nieq.
The low aspect ratio (conduction mode) welds exhibited nearly unimpeded columnar grain growth from the root towards the weld surface. This was evident in the transverse optical micrograph, EBSD results, and the centerline, longitudinal sections. Although higher travel speeds are generally related to greater susceptibility to solidification cracking, the drastic change in HED weld profiles indicated that shallower weld pools caused by conduction mode can maintain solidification rates below that of keyhole mode welds at higher travel speeds. Therefore, a higher potential for solidification cracking is possible with high aspect ratio welds.
3.3 Microstructure maps
Plots of the EBSD phase fractions relative to WRC-1992 Creq/Nieq ratio for welds made at 1000 W and 1600 W are shown in Fig. 14 a and b, respectively. The higher travel speed, lower heat input welds at 1600 W shifted the projected 50/50 austenite-to-ferrite transition from a 2.2 to a 2.3 WRC-1992 Creq/Nieq. Most importantly, the 2205 DSS formed only small amounts of austenite at the LBW parameters evaluated.

Ferrite fractions versus WRC-1992 Creq/Nieq at 1000 W (a) and 1600 W (b)
Figure 15 shows an updated microstructural map utilizing preexisting data from Elmer [17] and Lippold [16] in addition to the microstructural data generated in this study. A significant contribution from this study showed that a fully ferritic microstructure was shifted to relatively high Creq/Nieq values and at travel speeds exceeding 50 mm/s. This approximation further aids in predicting future LBW microstructural transformation behavior at higher Creq/Nieq values. However, information is still needed to definitively identify the boundaries between the different microstructure regimes.

Finally, while this study involved only laser beam welding, it is expected that the results presented here will also apply to other rapid solidification processes including electron beam welding and additive manufacturing methods that use HED processes. Validation of the data presented in Fig. 14 and the microstructure map in Fig. 15 is needed to fully understand the effects of rapid solidification rates and high cooling rates on microstructure prediction in stainless steels which solidify as delta ferrite.
4 Conclusions
Large variations in laser beam welding process parameters can strongly influence the weld metal microstructure in stainless steels that solidify as delta ferrite. Over a large range of power input and travel speed, it was shown that development of the weld pool can significantly alter weld pool geometries, grain orientation, and solidification rates. The important findings of this investigation are as follows:
-
1.
Grain growth was nearly vertical in low (< 1) depth-to-width aspect ratio welds made in a conduction mode. Therefore, it can be assumed that a relatively uniform solidification rate was maintained throughout the weld pool.
-
2.
Keyhole or high aspect ratio welds created a large range of solidification rates, and the keyhole region created a location with solidification rates nearly equal to the travel speed.
-
3.
At 1600 W, the high aspect ratio weld generated a solidification rate ≈20 mm/s higher than a low aspect ratio weld produced at twice the travel speed.
-
4.
The as-welded 50/50 ferrite-to-austenite fractions in SS alloys would require WRC Cr/Ni Eq. near ≈ 2.2–2.3.
-
5.
Extensive use of electron backscattered diffraction (EBSD) provided new insight into weld metal phase fractions and provides better correlations between the WRC Creq/Nieq value and ferrite content in stainless steel laser welds.
-
6.
A new microstructural map for laser beam welding is proposed that defines microstructure regions at WRC Creq/Nieq values exceeding 1.8.
References
American Welding Society (2007) Laser beam welding, cutting, and associated processes. In: Welding Handbook Volume 3 Welding Processes, Part 2, Kautz D, Merchant VE, Milewski JO, Powers DE (eds), 9th edn. American Welding Society, Miami, 503–560
Patterson T, Hochanadel J, Sutton S, Panton B, Lippold J (2021) A review of high energy density beam processes for welding and additive manufacturing applications. Weld World 65(7):1235–1306. https://doi.org/10.1007/s40194-021-01116-0
Lippold JC (1985) Centerline cracking in deep penetration electron beam welds in type 304L stainless steel. Weld J 64(5):127s-136s
Vitek JM, Dasgupta A, David SA (1983) Microstructural modification of austenitic stainless steels by rapid solidification. Metall Trans A Phys Metall Mater Sci 14 A(9):1833–1841
David SA, Vitek JM (1989) Correlation between solidification parameters and weld microstructures. Int Mater Rev 34(1):213–245. https://doi.org/10.1179/imr.1989.34.1.213
V. C. Kreuter V, Lippold JC (2016) Ductility-dip cracking susceptibility of commercially pure Ni and Ni-base alloys utilizing the strain-to-fracture test. In: Cracking Phenomena in Welds IV. (eds) Thomas Bollinghaus, J. C. Lippold and C. E. Cross, Springer, 145–159
Lienert TJ, Lippold JC (2003) Improved weldability diagram for pulsed laser welded austenitic stainless steels. Sci Technol Weld Join 8(1):1–9. https://doi.org/10.1179/136217103225008847
Baeslack WA, Davis JR, Cross CE (1993) Selection and weldability of conventional titanium alloys. In: ASM Handbook, Volume 6: Welding, Brazing, and Soldering, (eds) Olson DL, Siewert TA, Liu S, Edwards GR, vol 6. ASM International, 507–523
Baeslack WA III, Becker DW, Froes FH (1984) Advances in titanium alloy welding metallurgy. J Met 36(5):46–58. https://doi.org/10.1039/c2ay25041a
Varol I, Lippold JC, Baeslack WA (1992) Welding of duplex stainless steels. Key Eng. Mater 69-70:217–252
Lippold JC, Kotecki DJ (2005) Welding metallurgy and weldability of stainless steels. John Wiley & Sons, Inc
Baghdadchi A, Hosseini VA, Hurtig K, Karlsson L (2021) Promoting austenite formation in laser welding of duplex stainless steel—impact of shielding gas and laser reheating. Weld World 65(3):499–511. https://doi.org/10.1007/s40194-020-01026-7
Omura T, Kushida T, Komizo Y (2000) Microstructural features and corrosion properties in laser welded duplex stainless steels. Weld Int 14(4):257–260. https://doi.org/10.1080/09507110009549176
Karlsson L (2012) Welding duplex stainless steels - a review of current recommendations. Weld World 56(5–6):65–76. https://doi.org/10.5937/zzk1802065k
Berger J (2018) Effect of preferential vaporization during laser rewelding on the solidification and cracking response of type 304L stainless steel alloys with systematically varied manganese contents, Masters Thesis, The Ohio State University
Lippold JC (1994) Solidification behavior and cracking susceptibility of pulsed-laser welds in austenitic stainless steels. Weld J 73(6):129s–139s
Elmer JW, Allen SM, Eagar TW (1989) Microstructural development during solidification of stainless steel alloys. Metall Mater Trans A 20, 2117–2131. https://doi.org/10.1007/BF02650298
Suutala N (1983) Effect of solidification conditions on the solidification mode in austenitic stainless steels. Metall Trans A 14:191–197. https://doi.org/10.1007/BF02651615
Muthupandi V, Bala Srinivasan P, Seshadri SK, Sundaresan S (2003) Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steel welds. Mater Sci Eng A 358(1–2):9–16. https://doi.org/10.1016/S0921-5093(03)00077-7
Taban E, Kaluc E (2011) Welding behaviour of duplex and superduplex stainless steels using laser and plasma arc welding processes. Weld World 55(7–8):48–57. https://doi.org/10.1007/BF03321307
Keskitalo M, Mäntyjärvi K, Sundqvist J, Powell J, Kaplan AFH (2015) Laser welding of duplex stainless steel with nitrogen as shielding gas. J Mater Process Technol 216:381–384. https://doi.org/10.1016/j.jmatprotec.2014.10.004
Nakao Y, Nishimoto K, Zhang WP (1988) Effects of rapid solidification by laser surface melting on solidification modes and microstructures of stainless steels. Trans Japan Weld Soc 19(2): 20–26
David SA, Vitek JM, Boatner LA, Rappaz M (1995) Application of single crystals to achieve quantitative understanding of weld microstructures. Mater Sci Technol 11(9):939–948. https://doi.org/10.1179/mst.1995.11.9.939
David SA, Vitek JM, Babu SS, Boatner LA, Reed RW (1997) Welding of nickel base superalloy single crystals. Sci Technol Weld Join 2(2):79–88. https://doi.org/10.1179/stw.1997.2.2.79
Rappaz M, David SA, Vitek JM, Boatner LA (1989) Development of microstructures in Fe-15Ni-15Cr single crystal electron beam welds. Metall Trans A 20:1125–1138. https://doi.org/10.1007/BF02650147
Rappaz M, David SA, Vitek JM, Boatner LA (1990) Analysis of solidification microstructures in Fe-Ni-Cr single-crystal welds. Metall Trans A 21:1767–1782. https://doi.org/10.1007/BF02672593
Kou Sindo (2003) Welding Metallurgy, 2nd edn. John Wiley & Sons Inc, Hoboken
Patterson T (2021) Understanding weld formation and microstructure evolution in laser welded stainless steels and Ti-6Al-4V, PhD Dissertation, The Ohio State University
PRIMES GmbH, FocusMonitor FM+, https://www.primes.de/en/products/beam-distribution/focus-measurement/focusmonitor-fmplus.html (accessed Nov. 02, 2021)
International Standards Organization, ISO 11146–1:2005 Lasers and laser-related equipment – test methods for laser beam widths, divergence angles and beam propagation ratios – part1: stigmatic and simple astigmatic beams. International Standards Organization, 2005
ASTM E1019–11: standard test methods for determination of carbon, sulfur, nitrogen, and oxygen in steel and in steel, iron, nickel, and cobalt alloys by various combustion and fusion techniques. West Conshohocken, PA, United States: ASTM International, 2011
Kujanpää V, Suutala N, Takalo T, Moisio T (1979) Correlation between solidification cracking and microstructure in austenitic and austenitic-ferritic stainless steel welds. Weld Res Int 9(2):55–75
Hammar O, Svennson U (1979) Influence of steel composition on segregation and microstructure during solidification of austenitic stainless steels. Solidif Cast Met 192: 401–410
Knyazeva M, Pohl M (2013) Duplex steels. Part II: carbides and nitrides. Metallogr Microstruct Anal 2(5):343–351. https://doi.org/10.1007/s13632-013-0088-2
Rodelas JM, Maguire MC, Michael JR (2014) Deformation‐induced martensite formation in austenitic stainless steel welds. Sandia National Laboratories, Albuquerque, NM, USA. https://www.osti.gov/servlets/purl/1115084 (accessed Nov. 02, 2021)
Kotecki DJ, Siewert TA (1992) WRC-1992 Constitution diagram for stainless steel weld metals: a modification of the WRC-1988 diagram. Weld J 71(5):171s–178s
Acknowledgements
The authors thank Los Alamos National Laboratory (LANL) for providing financial support and recognize the contributions of Dr. Matt Johnson and Dr. David Tung who served as the LANL mentors for this project. Also, the authors thank IPG Photonics®, specifically, Kevin Arnold and the Midwest Operations group for their support of OSU’s high-power laser lab.
Electron microscopy was performed at the Center for Electron Microscopy and Analysis (CEMAS) at the Ohio State University.
Funding
This research was supported through the National Science Foundation (NSF) sponsored Industry/University Cooperative Research Center (I/UCRC): Manufacturing and Materials Joining Innovation Center (MA2JIC) under grant number 1822144.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Appendix
Appendix
Suutala Creq/Nieq equivalency formula [32]
Hammar and Svennson Creq/Nieq equivalency formula [33]
WRC-1992 Creq/Nieq equivalency formula [36]

Analysis of potential deformation-induced martensite in 304L (a) and M58 (b) by depositing a hardness indent (HV1.0) in the as-polished material

Comparison of ferrite content and grain size in the same heat of 304L (a) and M58 (b) with a HV1.0 hardness indent showing no indication of deformation-induced martensite. The 304L section contained a very high amount of ferrite. A comparison to the same heat at another location is shown in Fig. 18

EBSD scan of 304L base material
Rights and permissions
About this article

Cite this article
Patterson, T., Lippold, J. & Panton, B. Laser weld formation and microstructure evolution in stainless steel alloys. Weld World 66, 1521–1534 (2022). https://doi.org/10.1007/s40194-022-01285-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01285-6