
Abstract
The formations and fracture behavior of the AA2A14-T6 aluminum alloy friction stir welded (FSWed) joints are investigated under different ratios of rotational speed to welding speed (n/v). The relationship between the viscous layer (δ) and the rheological layer (ξ) is the key factor to determine the welding quality of joints. When δ < ξ, loose microstructure, needle-like, dispersive, or through void is generated in the joint as the n/v decreases. When δ ≥ ξ, the defect-free joints can be obtained. The through void greatly weakens the tensile properties, and the tensile specimens fracture in the stir zone (SZ). Other defects mainly influence the ultimate strength and the elongation, and the joints fracture at the SZ/thermo-mechanically affected zone or the base material/heat-affected zone (BM/HAZ). The defect-free joints have the largest tensile properties and fracture at the BM/HAZ. Based on the above analysis, the reasonable quality assessment criteria of the FSWed joint need to combine with four aspects: internal formation, strength, plasticity, and fracture behavior. Meanwhile, according to the reasonable matching relationship between δ and ξ, the critical conditions of FSW process parameters for the 2A14-T6 aluminum alloy can be obtained.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
As a solid-state welding method, friction stir welding (FSW) has advantages such as low welding peak temperature, low residual stress, small deformation, and low energy consumption and is a green method with low to no polluting emissions [1, 2]. It has great advantages for connecting aluminum alloys [3,4,5,6,7]. Patel et al. [8] reported that the rotational speed and welding speed control heat generation or heat input during the welding process and reviewed that different types of defects were observed in joints at large speed or low welding speed. Liu et al. [9] investigated the relationship between the ratio of welding speed to rotational speed (v/n) and formation of 2017-T351 aluminum alloy FSWed joints. Rradisavljevic et al. [10] reported the effect of the ratio of n/v on formation and mechanical properties for 2024-T351 aluminum alloy and pointed out that the differences in mechanical properties of joints were related to welding defects. It is therefore necessary to select the appropriate combination of the rotational speed and the welding speed for a defect-free joint with a good metallurgical bond and mechanical properties [8].
The physical meaning of the v/n represents the length of the material advanced by the welding tool per cycle [11, 12]. The value of v/n belongs to the process requirement. There is a layer of softened material being viscous around the welding tool due to high temperature during the FSW process, similar to the viscous boundary layer around the moving object in the fluid [13]. The flow stress of the viscous layer is the lowest, and the value is only 0.1–1 MPa [14]. The thickness of viscous material is a key factor to determine the quality of welded joint [13]. During the welding process, the materials transferred by the welding tool per cycle must be viscous materials with less flow stress to obtain defect-free joints. When the thickness of the viscous material is less than the length of the material advanced by the welding tool per cycle, other materials with high flow stress near the viscous material should be transferred by the welding tool. Consequently, the material in stir zone (SZ) shows unstable material flow, which causes welding defects such as loose microstructure, void and even tunnel [12, 15, 16]. Therefore, the criterion for realizing the stable welding condition is that the thickness of the viscous material is greater than or equal to the thickness of the length of the material advanced by the welding tool per cycle [13].
The thickness of viscous material is related to the heat input during welding process. The larger the heat input, the greater the thickness of viscous material in front of the welding tool. The ratio of n/v represents the heat input during the welding process [17, 18]. Consequently, the thickness of the viscous material is proportional to the value of n/v. Changing any parameter (rotational speed or welding speed), the viscous material around the welding tool and transferred material by the welding tool are both influenced. It is significant to confirm the reasonable matching relationship between rotational speed and welding speed to ensure enough heat input per unit length of the weld and to make the material of the SZ stable transfer. However, there is limited literature on the relationship between viscous material and transferred material.
This study investigated the internal formation, hardness, strength, elongation, and fracture properties of FSWed joints under different values of n/v. Based on this, we obtain the quality assessment criteria of the FSWed joint and establish critical conditions of FSW process parameters for 2A14-T6 aluminum alloy by the reasonable matching relationship between viscous material and transferred material.
2 Experimental process
This study selected 8-mm-thick AA2A14 aluminum alloy as the research object. The temper of the base material (BM) is T6, i.e., solid solution treatment and complete artificial aging. Table 1 shows the chemical compositions and tensile properties of the BM. The testing plate was cut to 150 mm and 300 mm parallel to and perpendicular to the rolling direction, respectively, and welding experiments were conducted perpendicular to the rolling direction. Prior to welding, upper and lower surfaces and butt surfaces were ground using sandpapers and washed using alcohol.
Figure 1 shows the geometry and the actual picture of the welding tool. The diameter of the shoulder with the concave concentric circle is 18 mm, and the length of the pin with conical right-hand thread is 7.8 mm. In order to obtain adequate material flow along the plate thickness, three tapered planes are evenly distributed on the conical screw surface along the length direction of the pin.

Welding tool used in the FSW
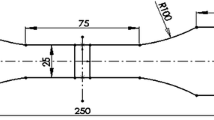
Table 2 shows the FSW welding parameters. The design scheme of the welding parameters is based on the previous experimental results of our group [5, 12, 13]. The results show that the FSWed joint is defect-free, and the excellent mechanical properties for 6-mm-thick 2A14-T6 aluminum alloy FSWed joints are obtained at 600/180 r/mm. In order to improve work efficiency, the range of the process parameters is expanded. The rotational speed and welding speed are in the range of 200–1000 rpm and 150–300 mm/min, respectively. In order to simplify the expression of the welding parameters, n/v represents the ratio of the rotational speed to welding speed, and v/n represents the advancing length of the welding tool per cycle. The metallographic specimens and tensile specimens were cut perpendicular to the welding direction, and 25 mm weld away from the locations of start and end was abandoned, as shown in Fig. 2a. Figure 2b and c show the schematics of the metallographic specimen and the tensile specimen. After cutting, the metallographic specimens were sanded and polished and then eroded using Keller reagent. The cross sections of joints were observed using an optimal microscope (OM). The tensile tests were conducted in accordance with ISO 6892-1:2009. The tensile properties were averaged by three specimens. The fracture surfaces and fracture cross sections were observed using a scanning electron optimal and the OM, respectively.

a Sampling locations. b, c Schematic of metallographic specimen and tensile specimen
3 Experimental results
3.1 Cross-section morphologies of FSWed joints
Figure 3 shows the partition of the cross section and microstructures of different zones for the AA2A14-T6 aluminum alloy FSWed joint. The joint is characterized by the BM, heat-affected zone (HAZ), thermo-mechanically affected zone (TMAZ), and SZ. The grains of the BM are consisted of stripped structures and mainly determined by the rolling technology (Fig. 3b). The SZ is constitutive of fine equiaxed grains and no obvious directionality (Fig. 3c). The equiaxed recrystallized grains have also been reported in 5086 and 7075 aluminum alloys during the friction stir processing [19]. The grains have been bent and deformed, and the shape is elongated in the TMAZ (Fig. 3d). The microstructure of the HAZ has no obvious change and still retains the characteristics of the BM. However, the grains of the HAZ are coarsened (Fig. 3e). Due to different actions between the shoulder and the pin, SZ can be divided into shoulder-affected zone (SAZ) and pin-affected zone (PAZ). The morphologies of advanced side (AS) and retreated side (RS) at the edge of the SZ are asymmetric.

a Partition of AA2A14 aluminum alloy FSWed joint; microstructures of b BM, c SZ, d TMAZ, and e HAZ
Figure 4 shows the cross sections of joints under different values of n/v. The n/v influences the heat input and material flow, which causes differences in formation of the SZ and plastic deformation of the TMAZ. When the values of n/v are larger than 1000/240 r/mm, the defect-free joints can be obtained (Fig. 4a–b, g–i); when the values are in the range of 800/300–800/210 r/mm (Fig. 4c–f), voids occur and they enlarge from the PAZ of AS to the center of the SZ as the n/v decreases. Moreover, the voids present needle-like (Fig. 4c) and then gradually dispersion distribution as the n/v decreases (Fig. 4d–f). When the values of n/v are in the range of 200/180–1000/180 r/mm (Fig. 4b, g, j–l), the continuous voids are observed inside the joint under a lower value of 200/180 r/mm (Fig. 4j), and the size of the defect gradually reduces and even disappears as the n/v increases.

Cross sections under different values of n/v: a 800/150, b 800/180, c 800/210, d 800/240, e 800/270, f 800/300, g 1000/180, h 1000/210, i 1000/240, j 200/180, k 400/180, and l 600/180 r/mm
There is an obvious boundary between the SZ and the TMAZ in the AS. The material in both sides of the zones undergo diffusion connection under thermo and mechanical actions, and the deformation degree of the TMAZ reflects the thermo and mechanical behaviors of the boundary. When the n/v is larger than 800/210 r/mm, the TMAZ adjacent to and away from the SZ bends upward and the width of the TMAZ is rather large, which leads to an inverted arched TMAZ (Fig. 4a–c, g–h, l). The TMAZ at the edge of the SZ bends upwards, and the width is narrowed down with the decrease of the n/v (Fig. 4d, e). When the n/v is lower than 600/180 r/mm, the TMAZ away from the SZ has almost no bending (Fig. 4f, j–k).
3.2 Mechanical properties of FSWed joints
Figure 5 shows the microhardness distributions of FSWed joints under different values of n/v. The hardness values of SZ, TMAZ, and HAZ are lower than the BM. For the precipitate strengthening aluminum alloys, the change of the hardness needs to be explained in combination with grain refinement strengthening and precipitation strengthening [20]. The highest temperature in the SZ causes maximum dissolution of the precipitated phases [8], which could reduce the hardness of the SZ. The fine equiaxed grains in the SZ undergo grain refinement strengthening [21]. However, the grain refinement strengthening cannot completely compensate for the decrease of hardness caused by the dissolution of precipitated phases, and finally the hardness of SZ is lower than the BM.

Microhardness distributions of joints under different values of n/v. a 800/150–180 r/mm. b 800/210–300 r/mm. c 200–600/180 r/mm. d 800–1000/180 r/mm
Due to bending and deformation of grains, work hardening of the TMAZ occurs. As the distance from the SZ increases, the hardening effect gradually weakens. The work hardening of the TMAZ does not compensate for the decrease in hardness caused by the dissolution of the precipitated phases, so the hardness of TMAZ is also lower than that of the BM. The HAZ is only subjected to thermal cycle, and grains and precipitated phases may be both coarsened [5]. Thus, the hardness of HAZ is still lower than the BM.
When the n/v is in the range of 600–1000/180–300 r/mm, with the increased distance from the SZ the hardness of the TMAZ gradually decreases, and the lowest hardness occurs in the TMAZ/HAZ. After that, the hardness of the HAZ gradually increases with the increased distance from the SZ. Thus, the microhardness distributions of the cross sections present W-shaped. With the decrease of n/v (200–400/180 r/mm), the hardness of the SZ is the lowest, and the TMAZ is almost non-existent (Fig. 4j–k). The hardness of the HAZ increases with the increase of distance from the cross section, and thus, the hardness distribution at 200–400/180 r/mm presents U-shaped.
The differences in hardness distributions are mainly caused by the hardness values of the SZ. The change of the welding parameters changing the peak temperature during the welding process influences not only the quantity and size of the precipitated phases but also the grain size [8]. Under these circumstances, grain refinement strengthening and a decrease in hardness caused by dissolution of the precipitated phases ultimately determine the hardness of the SZ [20].
The hardness of the SZ in the range of 200–400/180 r/mm is obviously lower than that in other values of n/v. The lower rotational speed cannot provide enough energy for the dynamic recrystallization; thus, the dynamic recrystallization is incomplete and grain refinement strengthening does not work [19]. Thus, the lowest hardness occurs in the SZ at lower ratio of n/v. With the increase of the n/v, the heat input gradually increases, and much more precipitated phases are dissolved. Furthermore, the dynamic recrystallization is gradually complete, and the grain refinement strengthening is gradually increased. Thus, the hardness of the SZ is gradually increased. When the rotational speed increases to a certain extent, the dynamic recrystallization is completed, and the grain refinement strengthening cannot enhance, while the high temperature makes the precipitated phases continue to dissolve or completely dissolve, and the hardness of the SZ does not change or even decreases (800–1000/180 r/mm). The different hardness of the SZ leads to different hardness distributions of joints under different ratios of n/v.
Figure 6 shows the stress-strain curves of tensile specimens under different values of n/v. The stress-strain curves can be divided into two stages: an elastic deformation stage and a plastic deformation stage. The essence of the elastic deformation is the elastic distortion produced by the lattice structure of metal under the action of external force. The elastic mode is insensitivity to microstructure, and it mainly depends on the interatomic binding force. Thus, the stress-strain curves have the same elastic deformation stage regardless of the defects in the joint. The plastic deformation stage represents the ability to resist deformation. The plastic deformation stage varies with the n/v. The elastic stage reflects the variation regulation of yield strength, and the plastic stage represents the ultimate strength and elongation.

Stress-strain curves of tensile specimens under different values of n/v. a 200–1000/180 r/mm. b 1000/180–240 r/mm. c 800/150–300 r/mm
Figure 7 shows the fracture locations of tensile specimens under different values of n/v. When n/v is larger than 800/210 r/mm, the top surfaces of tensile specimens fracture at the edge of the SZ, and the fracture paths almost present 45° shear fracture (Fig. 7a–c and g–h). With the decrease of the n/v, the top surface of the tensile specimens is broken partly at the SZ and partly at the edge of the SZ (Fig. 7d). Continuing to reduce the n/v, the top surface of the tensile specimen totally fractures at the center of the SZ, and fracture path is linear pattern or slant-linear pattern (Fig. 7e–f, i). When the n/v increases from 200/180 to 800/180 r/mm, fracture locations of tensile specimens gradually change from the center of the SZ (Fig. 7j) to the SZ and the edge of the SZ (Fig. 7k) and to only the edge of the SZ (Fig. 7b).

Fracture locations of tensile specimens. a 800/150 r/mm. b 800/180 r/mm. c 800/210 r/mm. d 800/240 r/mm. e 800/270 r/mm. f 800/300 r/mm. g 1000/180 r/mm. h 1000/210 r/mm. i 1000/240 r/mm. j 200/180 r/mm. k 400/180 r/mm. l 600/180 r/mm
4 Discussion and analysis
4.1 Effect of n/v on macrostructure of FSWed joints
A junction structure at the edge of the SZ on the AS (Fig. 8a) can be observed from the partial magnified view of the cross section in Fig. 4. This junction structure is usually characterized by SAZ, PAZ, and TMAZ, and due to different material flow rates at these three regions, the welding defects can be easily generated [22]. Thus, the junction structure is a weak region in the whole FSWed joint. Different morphologies of junction structures can be observed under different values of n/v. When the values of n/v are 200/180 and 400/180 r/mm, the boundary between the SAZ and the PAZ is unclear, and the junction structure is almost non-existent. Furthermore, the width of the TMAZ is narrow (Fig. 8c) and even almost non-existent (Fig. 8b), which lead to great differences in morphologies between the SZ and the region outside the SZ. When the n/v increases to 600–1000/180 r/mm, the junction structure is composed of SAZ, PAZ, and TMAZ, thereby reducing the differences in microstructures between the SZ and the region outside the SZ (Fig. 8d–g).

Junction structures of joints under different n/v values. a Location of junction structure. b 200/180 r/mm. c 400/180 r/mm. d 600/180 r/mm. e 800/180 r/mm. f 1000/180 r/mm. g 800/150 r/mm. h 800/210 r/mm. i 800/240 r/mm. j 800/270 r/mm. k 800/300 r/mm
Changing the welding speed at the rotational speed of 800 rpm, different types of defects are observed in the junction structure (Fig. 8e, g–k). When the n/v is reduced to 800/210 r/mm from 800/150–180 r/mm, the junction structure starts to occur loose microstructure (Fig. 8h); needle-like (Fig. 8i) and dispersive void (Fig. 8j), and they gradually increase to continuous void as the n/v decreases (Fig. 8k).
The welding parameters influence the formation not only on the top region of the joint but also at the bottom of the joint. During the welding process, the material in the AS is sheared by the welding tool, while the material in the RS is squeezed by the welding tool and the material from the AS to the RS. The width of the TMAZ in the RS (Fig. 9b, d, f) is rather larger than that in the AS (Fig. 9c, e, g), which allays the difference in microstructures between the SZ and the BM in the RS. At the low rotational speed, the TMAZ at the bottom of the joint is almost non-existent (Fig. 9b, c); the width and deformation degree of the TMAZ are both increased with the increase of the rotational speed. The squeezing action influences the microstructure of the TMAZ and the SZ. The material sheared from AS to RS is squeezed into the AS again under the action of the welding tool, and welding speed and rotational speed of the welding tool both affect the formation of the SZ. Under the unreasonable welding parameters, void (Fig. 9c) or tunnel [23] can be generated in the joint. The welding defects disappear with the increase of the rotational speed. Chen et al. [24] were mainly focused on the formation mechanism of the welding defects.

a Measurement location. b, c 200/180 r/mm. d, e 600/180 r/mm. f, g 1000/180 r/mm
Different formations of the SZ and the junction structure and thermo-mechanical behavior of the SZ/TMAZ can be observed in the joints under different values of n/v, which easily influence the strength and fracture characteristics of tensile specimens.
4.2 Effect of n/v on strength of FSWed joints
Strength and elongation are extracted from the stress-strain curves in Fig. 6. The ultimate strength and yield strength of the joints under the same welding parameters are in one column in Fig. 10. The ultimate strength and yield strength of the AA2A14 aluminum alloy are 462.1MPa and 421.6MPa, respectively. The strength of welded joints is lower than that of the BM (Fig. 10a), and thus the AA2A14 aluminum alloy FSWed joints belong to under-matched joints. The values of yield strength of all the welded joints at different values of n/v are equal, while the ultimate strength and elongation of joints vary with the n/v.

Strength distributions of tensile specimens
When the values of n/v are in the range of 800/150–300 r/mm, 1000/180–240 r/mm, and 400–1000/180 r/mm, the ultimate strength and elongation of the joints with void or loose microstructures are lower than those of defect-free joints. The influence of n/v on ultimate strength and elongation of the defect-free joints is small. The maximum value of the elongation is obtained at 800/180 r/mm.
Different types of defects have different reactions under external load. The needle-shaped defects mainly cause stress concentration under external load; the tunnel-shaped defects greatly reduce the effective load-carrying area of the specimens. The defects cause the specimens to have macroscopic gap and weaken the coordination. The existence of defects makes the cracks directly propagate without initiating. When the n/v is 200/180 r/mm (Fig. 6c), the through void dramatically reduces the ultimate strength of the joint, and the elongation of joint is quite small. With the increase of the n/v (400–800/180 r/mm), the welding defects gradually reduce and even disappear, and the ultimate strength and elongation gradually increase. For the defect-free joints, deformation coordination capacity to resist the external load increases. Furthermore, the crack first initiates and then propagates until the joints fracture. Thus, the value of n/v controls the strength and elongation by controlling size and morphologies of welding defects.
Strength factor (ultimate strength of the welded joint/ultimate strength of the BM) is about 75%. For the joint with needle-like or dispersive void, strength factor is reduced to about 70%. For the joint with large through void, the ultimate strength is only 253.7MPa, responding to 54.9% of the strength factor.
The elongation of the BM is 13.9%. Compared with the BM, the elongation of the welded joints is reduced widely (Fig. 11). The elongation of the joint with a biggest defect is lowest, and the value is only 1.4%, and the elongation factor (elongation of the welded joint/elongation of the BM) is only 10.1%. The elongation of welded joints firstly increases and then decreases with increased n/v. The largest value of the elongation can reach 3.62% under the n/v of 800/180 r/mm, and the elongation factor reaches 26.0%.

Elongation distributions of tensile specimens
Figure 12 shows the relationship between n/v and tensile properties. In terms of the welding defects, the coordinate axis of the n/v can be divided into three regions. Region I refers to a low-value zone where through void exists. Region II refers to a middle-value zone where the void occurs. A defect-free zone is regarded as region III.

Relationship between n/v and tensile properties
For metal material, the design stress should be lower than yield strength of the metal material. The ultimate strength and elongation of joints in region I are dramatically lower than those in regions II and III. In the case of overload, the structure of region I would suddenly fracture. The fluctuation of ultimate strength in regions II and III is small varying with the n/v. The elongation in region II is lower than that in region III. Thus, the dispersive void has a small influence on the ultimate strength, but a large influence on the elongation. The elongation is more sensitive to the n/v. The ratio of n to v indicates that the number of the cycle per unit length of the welding tool advances, namely heat input. Thus, the elongation is more sensitive to the heat input. Taking the strength of 250 MPa and the elongation of 3% as the reference line, the joint strength and elongation in the region I cannot meet the requirement. In the region II, the strength meets the requirement but elongation does not meet the requirement. In region III, the strength and elongation both meet requirements.
4.3 Effect of n/v on fracture behavior of FSWed joints
The welded joints undergo plastic deformation at different degrees under the external load, and their fracture properties also indirectly reflect formation and strength of welded joints. The fracture cross section of all the tensile specimens in Fig. 7 is observed, and Fig. 13 summarizes the fracture types. All the tensile specimens fracture at the AS, and fracture locations include three different types. Type A is located at the boundary between the BM and the HAZ (BM/HAZ) (Fig. 13a); type B is located at the boundary of the SZ and the TMAZ (SZ/TMAZ) (Fig. 13b, c); and type C is completely located at the SZ (Fig. 13d).

Fracture locations. a Type A. b, c Type B. d Type C
Table 3 shows the relationship between the n/v and the formation and tensile proerties. The tensile specimens with type A have the largest ultimate strength, and the fracture surfaces are smooth (Fig. 14a) or step-typed (Fig. 14b) responding to defect-free joints and joints with needle-like defects, respectively. Furthermore, the tensile properties of the joints with the smooth fracture surfaces are greater than those with the step-typed fracture surfaces. For the type B, dispersive void can be observed in the SZ, and the fracture surfaces are characterized by step-typed or rugged features. For the joint with loose microstructure, the fracture surface is loose (Fig. 14d). The ultimate strength and elongation of tensile specimens with type B are smaller than those with type A, while the values of yield strength are almost equal. For the fracture specimens with type C, voids present continuous distribution in the joint, and the yield strength and elongation of the joint are both widely reduced. The tensile specimens with type C have the lowest tensile properties. Moreover, the fracture surfaces are layered or present trace of material flow (Fig. 14e, f).

Fracture surfaces and magnified views: (a) smooth surface, (b) step-typed surface, (c) rugged surface, (d) loose surface, (e) layered surface, and (f) trace of material flow
Although ultimate strength and elongation of tensile specimens with type B have a slight decrease compared with those with type A, the fracture location transfers from the BM/HAZ to the SZ/TMAZ, and the fracture surface transfers from the smooth surface to step-typed features. For the joints with needle-typed, dispersion-typed, and through-typed defects, the tensile specimens fracture along the BM/HAZ, the SZ/TMAZ, and the SZ, respectively, and the tensile properties are gradually reduced in turn. When the tensile specimens have the same fracture type, the tensile properties of the joints with the rugged fracture surface, the loose fracture surface, the layered structure, and the trace of material flow fracture surface reduce in turn. Thus, the fracture behavior of the tensile specimens directly reflects tensile properties and the formation of joints. Comprehensive understanding of internal formation, tensile strength and fracture behavior of joints is of guiding significance in engineering application for revealing the fracture mechanism of tensile specimens and predicting the fracture locations of joints.
For the defect-free joint, the microhardness values of the SZ are higher than those of the HAZ and TMAZ (Fig. 5a and d), and there is no defect in the SZ. It can be concluded that the material in the SZ flows adequately and is connected tightly under the stir action of the welding tool. Thus, the SZ has high resistance to deformation. Due to large plastic deformation, the width of the bending material of the TMAZ is rather large (Fig. 8e, f). These reasons reduce the differences in microstructures between the BM and the SZ, and there are no welding defects such as crack or void in the junction structure also leading to tight connection of the SZ/TMAZ. Under the external load, the slight surface indentation of the SZ reduces the effective load-carrying area, and thus, the stress concentration is generated at the edge of the SZ (points A and A’ in Fig. 15a). With the increase of the external load, the HAZ with the lowest hardness occurs yielding (Fig. 15b). As the external load continues to increase, HAZ occurs obvious plastic deformation. When the external load exceeds the ultimate load of the joint, the tensile specimens fracture along the HAZ adjacent to the BM (Fig. 15c). This fracture type is referred to type A, and the obvious plastic deformation can be observed in the fracture specimen (Fig. 7a, b), and the ultimate strength and elongation reach the largest (Fig. 10).

Schematic of the fracture mode for type A. a Stress concentration points. b Yielding stage. c Fracture stage
When material of the welding tool advancing length per cycle is viscous, the material transferred by the welding tool from the AS to the RS can be successfully squeezed into the AS again due to the small flow stress of the viscous material. Thus, there are no welding defects in the joints (800/150–180 r/mm). If the n/v decreases to the 800/210 r/mm, the number of the cycles per unit length is reduced, namely the decreased heat input, and the viscous material around the welding tool is reduced. However, the advancing length of the welding tool per cycle is increased. Thus, the welding tool may drive the thermo-plastic material to fill the space in the AS. Due to the large flow stress of the thermo-plastic material, the SZ may generate needle-like void (Fig. 8h), and the deformation degree and width of the TMAZ are both decreased (Fig. 2c). However, the decrease of the load-carrying area caused by the small void is still smaller than that caused by the surface indentation, and the hardness of the HAZ is still the minimum value in the whole joint (Fig. 5b). Thus, the tensile specimens with needle-typed void or loose microstructures still fracture in type A.
When the values of the n/v continue to reduce (800/240–300 r/mm), the viscous material around the welding tool continues to reduce, but the advancing length of the welding tool per cycle is increased. Thus, the welding tool drives much more thermo-plastic material, and then the resistance of the material in the SZ becomes larger. The poor material flow results in the number and the size of the void at the bottom of the SZ are both increased, and the void starts to occur in the junction structure (Fig. 8i). Moreover, the plastic deformation degree and the width of the TMAZ are both reduced (Fig. 2d–f), thereby reducing interface connection strength of the SZ/TMAZ. Under the external load, stress concentration points are located at the welding defects at the bottom of the SZ and in the junction structure (points B and B’), and the welding defects become the original crack initiations. With the increased load, the boundary between the SZ and the TMAZ occurs uncoordinated deformation. The crack initiations directly propagate along the SZ/TMAZ (Fig. 16b). When reaching ultimate strength, the tensile specimens fracture (Fig. 16c).

Schematic of type B. a Cracking stage. b Propagating stage. c Fracturing stage
When the n/v is rather small, the absence of the viscous material around the welding tool from the bottom to top is serious. The material flow of the SZ is poor, and the TMAZ is almost non-existent (Fig. 8b). Thus, the height of the defects is close to even larger than half of the plate thickness (Fig. 2j), which dramatically reduces the load-carrying area of the tensile specimens. Furthermore, the hardness of the SZ is the lowest in the whole joint (Fig. 5c). Thus, the SZ is the weak region in the whole joint. Under the external load, void occurs fast coalescence to form cracks through the bottom of the entire SZ (Fig. 17a). With the increase of the load, the crack tip (point C) propagates along the SZ with the lowest hardness and the poorest connection strength (Fig. 17b). Because the effective load-carrying area of the SZ becomes small, the tensile specimens have the smallest load-carrying capacity and rapidly fracture (Fig. 17c). Thus, the strength of the tensile specimen with type C is the lowest, and fracture surface has the features of material flow.

Schematic of type C. a Void coalescence. b Propagating stage. c Fracturing stage
From the above analysis, morphologies and microhardness of the SZ, the SZ/TMAZ, and the BM/HAZ are critical factors to determine strength and fracture behavior of welded joints. The relationship between viscous material in front of the welding tool and the material transferred by the welding tool per advancing unit length decides the formation of the joint. This relationship can be expressed by the thicknesses of the viscous material and the transferred material. The thicknesses of this viscous material and transferred material are referred to viscous layer (δ) and rheological layer (ξ), respectively. The thickness of viscous material is associated with the heat input. Rradisavljevic et al. [10] pointed out that the heat input can be characterized by the n/v. The thickness of the viscous material increases with the increase of the heat input, and thus, the viscous layer is proportional to the heat input. Thus,
where k represents the coefficient of the viscous layer.
For formula (1), v ≠ 0, while during the welding process, the condition at v = 0 indicates that the welding tool only rotates relative to testing plates. In this condition, when rotational speed reaches a critical value, the heat inputs no more change and then δ is a constant maximum value.
Rheological layer, ξ, is a process requirement and shows material transferred per unit length.
Thus, through the above analysis, the criterion for achieving stable welding is
After transformation,
When n/v=800/180 r/mm, the formation of the joint is good and the elongation reaches the maximum values. When n/v=800/210 r/mm, the needle-like void occurs in the junction microstructure. Thus, under the critical condition of n/v=800/180 r/mm, δ = ξ(\( k\frac{n}{\vartheta }=\frac{v}{n}\Big) \), the coefficient of the viscous layer can be calculated, and k = 0.05.
Combined with formula (2), formula (5) can be also expressed as
Note that the coefficient of the viscous layer determines the thickness of the rheological layer. If the welding speed or rotational speed is fixed, the limit value of rotational speed or welding speed can be obtained by formula (6). Namely,
When rotational speed is 1000 rpm, the limit value of the welding speed is calculated as 223 mm/min. At the welding speed of 180–210 mm/min, formation of the SZ is good, and the fracture presents type A. When the welding speed increases to 240 mm/min, the fracture mode becomes type B. At the rotational speed of 600 rpm, the limit value of the welding speed can reach 134 mm/min. When the welding speed reaches 180 mm/min, the fracture type of the tensile specimen is type B although there are no obvious defects in the joint. Thus, the value of k is credible under selected welding parameters.
In conclusion, the characteristics of joint quality need to combine internal formation, yield strength, ultimate strength, elongation, and fracture properties. When δ ≥ ξ, the defect-free joint can be obtained, tensile specimens have the largest values and fracture along the BM/HAZ. When δ < ξ, the welding defects occur at the bottom of the SZ or in the junction structure, and the sizes and morphologies of the welding defects vary with the n/v. When the needle-like or dispersive voids occur in the joint, the welding defects slightly decrease the ultimate strength and elongation. When the welding defects seriously reduces the load-carrying area of the joint, tensile specimens fracture in the SZ.
5 Conclusions
This study investigates the formations of defects and tensile properties of AA2A14-T6 aluminum alloys FSWed joints under different ratios of n/v. The conclusions can be drawn as follows.
-
(1)
When δ < ξ, different types of defects can be observed in the junction microstructure, and the through void is gradually reduced to dispersive void, needle-like void, and loose microstructures with increasing n/v. When the increase of n/v makes δ ≥ ξ, the defect-free joints can be obtained.
-
(2)
The ultimate strength and elongation of the joints with defects are lower than those of the defect-free joints. The defect-free joints fracture at the BM/HAZ. The joint with different types of defects fracture at the BM/HAZ or SZ/TMAZ. The joints with through void fracture at the SZ.
-
(3)
The joints with smooth fracture surface have the largest elongation, and the tensile properties of joints with step-typed features, layered features, or trace of material flow decrease in turn. Internal formation, strength, elongation, and fracture behavior should be used as common evaluation indictors to determine reasonable n/v.
-
(4)
Based of the above analysis, the coefficient of the viscous layer, k, is deduced by the matching relationship between δ and ξ (δ = ξ). The k determines the ξ, and the limit value of the welding speed (\( v\le n\sqrt{k} \)) or rotational speed (\( n\ge \frac{v}{\sqrt{k}\ } \)) can be calculated at known rotational speed or welding speed.
References
Amir M, Taher A, Milad M, Rezgar H (2019) Tensile properties of friction stir welding of thermoplastic pipes based on a novel designed mechanism. Weld World 63:691–699
Huang YX, Meng XC, Xie YM et al (2018) Friction stir welding/processing of polymers and polymer matrix composites. Compos A Appl Sci Manuf 105:235–257
Sun T, Roy MJ, Strong D et al (2018) Weld zone and residual stress development in AA7050 stationary shoulder friction stir T-joint weld. J Mater Process Technol 263:256–265
Yan X, Ma H, Xiong LY et al (2018) Effect of lateral offset on microstructure and strength of friction stir welded 2A14-T6 aluminum alloy. Int J Adv Manuf Technol 97:3893–3902
Ambrosio D, Wagner V, Garnier C, Jacquin D, Tongne A, Fazzini M, Cahuc O, Dessein G (2020) Influence of welding parameters on the microstructure, thermal fields and defect formation in AA7075-T6 friction stir welds. Weld World 64:773–784
Meng XC, Huang YX, Cao J et al (2021) Recent progress on control strategies for inherent issues in friction stir welding. Prog Mater Sci 115:100706. https://doi.org/10.1016/j.pmatsci.2020.100706
Mishra RS, Sidhar H (2016) Friction stir welding of 2XXX aluminum alloys including Al-Li alloys. Denton, USA
Patel V, Li W, Wang G, Wang F, Vairis A, Niu P (2019) Friction stir welding of dissimilar aluminum alloy combinations: state-of-the-art. Metals 9(3). https://doi.org/10.3390/met9030270
Liu HJ, Fujii H, Maeda M, Nogi K (2003) Tensile properties and fracture locations of friction-stir-welded joints of 2017-T351 aluminum alloy. J Mater Process Technol 142(3):692–696
Radisavljevic I, Zivkovic A, Radovic N, Grabulov V (2013) Influence of FSW parameters on formation quality and mechanical properties of Al 2024-T351 butt welded joints. Trans Nonferrous Metals Soc China 23(12):3525–3539
Chen ZW, Cui S (2007) Tool-workpiece interaction and shear layer flow during friction stir welding of aluminium alloy. Trans Nonferrous Metals Soc China A01:258–261
Ma H, Wang Y, Tian ZJ et al (2019) Gap-tolerance control for friction stir butt welding of 2A14 aluminium alloy. Measurement. 148:106915. https://doi.org/10.1016/j.measurement.2019.106915
Ma H, Tian ZJ, Xiong LY et al (2018) Thermal behavior and pre-molten viscousness layer simulation of friction stir welding on 2A14-T6 aluminum alloy. Aeron Manuf Tech 61(8):55–61
Pei X, Dong P (2017) A selectively-coupled shear localization model for friction stir welding process window estimation. Int J Mach Tool Manu 123:89–104
Le Jolu T, Morgeneyer TF, Denquin A et al (2014) Microstructural characterization of internal welding defects and their effect on the tensile behavior of FSW joints of AA2198 Al-Cu-Li alloy. Metall Mater Trans A 45(12):5531–5544. 2
Singh VP, Patel SK, Kuriachen B, Suman S (2020) Investigation of general welding defects found during friction-stir welding (FSW) of aluminium and its alloys. Advances in Additive Manufacturing and Joining. https://doi.org/10.1007/978-981-32-9433-2_51
Morishige T, Kawaguchi A, Tsujikawa M, Hino M, Hirata T, Higashi K (2008) Dissimilar welding of Al and Mg alloys by FSW. Mater Trans 49(5):1129–1131
Luo J, Xiang JF, Yuan L, Lin HX, Wu XR, Xie DZ (2020) Heat transfer and metal flow behavior of AA7075 high-strength aluminum alloy in a new current-induced friction stir welding with a multi-physics field model based on the inverse method and parameter scanning batch processing technique. Int J Adv Manuf Technol 111:2615–2635
Jiang HJ, Zhang B, Liu CY, Yang ZX, Ma ZY (2019) Mechanical and damping behavior of age-hardened and non-age-hardened Al alloys after friction stir processing. Acta Metall Sin 32:1135–1141
Gemme F, Verreman Y, Dubourg L et al (2011) Effect of welding parameters on microstructure and mechanical properties of AA7075-T6 friction stir welded joints. Fatigue Fract Eng M 34(11):877–886
Patel V, Li W, Vairis A, Badheka V (2019) Recent development in friction stir processing as a solid-state grain refinement technique: microstructural evolution and property enhancement. Crit Rev Solid State 44(5):378–426
Wu TK, Luo HT, Guo H et al (2019) Numerical simulation of temperature field and material flow in friction stir welding. Adv Intell Syst Res 168:333–338
Tao BH, Xia F, Zhang TH (2019) Effect of welding parameters on junction structure and fracture behavior of friction-stir-welded joints of 2024 aluminum alloys. J Mater Eng Perform 28(8):5172–5185
Chen HB, Yan K, Lin T, Chen SB, Jiang CY, Zhao Y (2006) The investigation of typical welding defects for 5456 aluminum alloy friction stir welds. Mater Sci Eng 433(1-2):64–69
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
About this article

Cite this article
Wang, Y., Ma, H., Chai, P. et al. Strength and fracture behavior of AA2A14-T6 aluminum alloy friction stir welded joints. Weld World 65, 1483–1499 (2021). https://doi.org/10.1007/s40194-021-01131-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-021-01131-1