
Abstract
To improve automotive fuel economy, automobile manufacturers are minimizing the weight of the body-in-white. To do this, they are adopting new 3rd generation advanced high strength steels that have excellent strength and ductility. However, these steels are also prone to liquid metal embrittlement (LME) cracking; intergranular cracks caused by molten zinc, from the galvanized coating, penetrating the steel substrate during the resistance spot welding (RSW) process. These cracks are not acceptable to automobile manufacturers as it is unknown how LME cracks affect joint strength during weld service. To decrease LME cracking, extensive research into understanding its governing metallurgy, optimizing welding parameters, and comparing the LME sensitivity of multiple grades has been done. Most of this work was done using hot-tension testing or RSW testing. However, as there is no standard methodology for these tests, producing results that were difficult to compare. This review examined test methodologies for hot-tension and RSW testing LME severity. It was determined that the usefulness of LME testing could be improved if test methods reflected the temperature and stress-state of the welding process, facilitated comparisons between tests, and quantified results were reported. Recommendations are provided to improve hot-tension and RSW tests to meet these goals.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To minimize the impact of vehicle CO2 emissions on the environment, there is a need to improve vehicle fuel economy [1]. This can be effectively done by light weighting vehicles, where it has been shown that 100 kg of vehicle mass requires a fuel consumption of 0.15 L/100 km [2], therefore, weight reduction is a significant part of plans to improve vehicle fuel economy [3]. However, reducing vehicle weight without sacrificing passenger safety requires the use of materials with higher specific strength. Although this may be accomplished using low density materials such as aluminium, magnesium, or carbon fibre materials, use of higher strength steels are more economical [4]. To fulfil this need, many types of steels have been developed [5]. However, it has been seen that when these steels are spot welded, surface cracks are formed. These cracks are due to heat from the welding process melting the zinc coating used for corrosion resistance, which in-turn flows into steel grain boundaries at the substrate surface, causing a brittle intergranular cracking phenomenon called liquid metal embrittlement (LME) [6].
LME cracking in automotive steels occurs when liquid zinc comes in contact with a susceptible microstructure in the presence of tensile stresses. This has been noted in resistance spot welds (RSW) made in new high strength/high ductility advanced high strength steels (3G AHSS) such as quench and partition (Q&P) steels [7, 8], or medium Mn (MedMn) transformation induced placidity (TRIP) steels [9,10,11,12], particularly when welds are made with high heat input at or near the expulsion current [13, 14]. LME cracking is typically found in three locations of the welds: near the weld centre or indent, around the weld periphery or shoulder, and at the edge of the weld nugget in the sheet interface or the notch [10, 15]. The formation of LME cracking at the weld shoulder is of major concern to automotive assemblers, as this is deemed non-compliant by weld quality standards [16] and has been shown to affect weld tensile shear and impact strength, if cracks are sufficiently long and oriented across the load path [17,18,19]. Due to the impact that these cracks have on automotive weld quality, finding LME resistant welding procedures and low LME susceptible steel grades is a high priority for automotive manufacturers.
As the formation of LME cracks is limiting the use 3G AHSS for RSW applications, there is a large research effort into understanding and controlling LME. This is divided up into four main thrusts: understanding the role of grain characteristics [20], alloying [9, 21, 22] and coating transformations [23,24,25] on LME, understanding the role of welding parameters [14, 26,27,28] on LME, understanding the role of joint construction and industrial variability [17, 29] on LME, and finally comparing the LME susceptibility of various materials when RSW [9, 13, 21, 30]. This research is being pursued through various experimental means, where steels are subjected to either hot-tension testing (heating to a set temperature and then pulled in tension) or welding using RSW. After testing, cracks are compared using various metrics and conclusions are drawn along the narrow scope of the individual study.
Although the literature studying LME susceptibility is of high quality and brings insight to the understanding of how individual factors contribute to LME, the factors that contribute to LME are vast. Changing weld process parameters can affect both the temperature and stress fields during the welding process, both of which are known to affect LME. As well, steel is alloyed with at least 7 common elements (C, Mn, Si, Cr, Mo, Nb, Ti), not to mention impurities like S and P or residual elements like Ni, Cu, and Sn, all of which may affect LME response to welding. Lastly, there is the influence of base material microstructure, which although is often noted in studies, its influence on LME has never been directly tested. With this wide array of variables, it is impossible to test all factors in one study to understand both individual effects and possible interactions. Therefore, the only way to get deep insight into the LME phenomenon, and which materials are most suited for producing crack-free welds, is by comparing the results from multiple studies. Currently, studies may only be compared in a qualitative fashion as there is little alignment on testing methodology for either hot-tension or weld testing. This results in the same problem as expressed by Segal’s Law “A man with a watch knows what time it is. A man with two watches is never sure”. If the welding community is carrying out LME tests using different metrics, how can we compare the LME susceptibility of materials tested from different studies, how can we know which factors advance and retard LME cracking during RSW in a manufacturing environment? The present review examines the methodologies used to test LME in the literature. It first examines what researchers wished to learn from their various experiments; then, it examines the hot-tension testing and RSW methodologies used to understand LME. From this examination, guidelines are presented to improve testing, and specific recommendations are made to standardize hot-tension and RSW tests to the presented guidelines. Although there is some examination of general tests that are done to understand LME metallurgy, process optimization, and the effects of manufacturing issues (i.e. sheet gaps, and electrode misalignment), the focus of this study will be on tests carried out to determine and rank the LME susceptibility of materials. To be of most use, the results from these tests need to be comparable across multiple studies to understand the relative LME susceptibility of examined materials. Therefore, standardization will most improve the usefulness of this type of work. However, some aspect of the testing guidelines from of this review may also be applied more broadly to other LME testing, to broadly standardize how LME is tested and measured.
2 Purpose of LME tests
As discussed previously, there are four basic inquires being done to understand LME and decrease LME during manufacturing. These are the investigation of: LME metallurgy, optimization of the welding process, determining how joint stack-up and other manufacturing issues affect welding, and lastly, LME susceptibility testing. Due to the nature of each type of study, tests have been used differently for each investigation. However, regardless of the nature of the study, it always must be asked whether the experimental procedures used in the present studies are similar enough to the welding process to generate results are applicable to cracking seen during automotive production. To facilitate discussion of how test parameters affect observations and results, the reviewed LME tests have been divided into two categories, namely material-related and manufacturing-related (including process optimization) tests.
2.1 Material-related LME testing
Understanding the metallurgy governing LME is the broadest area of LME studies. This research investigates the role of alloying additions (predominately Si), the movement of zinc during the LME process and the role of grain boundary characteristics. Only the first two will be described below, as there are few studies understanding the role of grain boundary characteristics on LME, and the experimental techniques used in these studies are relatively similar.
Work done investigating the role of alloying was carried out in two different ways. Tumuluru [9] compared the LME susceptibility of three steels using hot-tension testing and RSW (the specifics of these tests will be discussed in Section 3), whereas Hong et al. [22] furnace heat-treated their samples. Although both sets of researchers came to the same conclusions, increasing Si content in steel increases its susceptibility to LME, the studies came to the conclusions through different means, and found that the role of Si in suppressing LME was due to different mechanisms. Tumuluru showed that increasing steel Si content decreased the fraction of low angle grain boundaries, which is known to suppress LME during RSW testing [20] (see Fig. 1), whereas Hong et al. showed that increasing steel Si content suppressed the formation of zinc-rich α-Fe (see Fig. 2), which acts as a barrier to zinc penetration. It should be noted that the heat treatments used by Hong et al. were orders of magnitude longer than the 233 ms welding time used by Tumuluru [9], so it cannot be definitively concluded that the increased LME sensitivity of the high Si steels during welding observed by Tumuluru was due to the lack of a zinc-rich α-Fe barrier, as there may not have been sufficient time to form this barrier in any of the tested steels. Instead, the increased LME susceptibility of the 1.4 wt.% Si observed by Tumuluru was most likely due to the identified suppression of low angle grain boundaries, or alternatively, grain boundary embrittlement, which Si is known to cause [31].

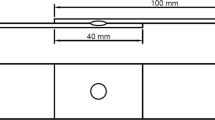
Grain misorientation in the weld zones of materials made with various base material Si contents [9]. This image is from the Welding Journal Research Supplement Effect of silicon and retained austenite on the liquid metal embrittlement cracking behavior of GEN3 and high-strength automotive steels by M. Tumuluru in the Dec 2019 issue is being republished with permission of the American Welding Society (AWS)

Zinc-steel substrate interface after heat treatment of zinc-coated steels containing between 0 and 1.5 wt.% Si at 800 °C for between 60 and 300 s [22]
Work was also done to understand how zinc flows during LME cracking. Kang et al. [23] analysed the elemental distribution in LME cracks induced during hot-tension tests to understand the zinc transport mechanisms responsible for feeding LME cracks. They found that the zinc content near the crack opening was 70–84 wt.% zinc (remainder Fe) (see Fig. 3 a and b), indicating that it was liquid during hot-tension testing at 850 °C. However, zinc was also found along the grain boundary beyond the crack root, here the zinc content was only 16 wt.%. This low zinc content indicated that zinc grain boundary diffusion occurred beyond the crack root. However, due to the low heating rate used in the experiment (10 °C/s), the zinc dissolved the edges of the crack, it could not be determined if the initial grain boundary transport of zinc occurred as a liquid phase along the grain boundary and grain boundary diffusion occurred afterwards, or if grain boundary diffusion occurred first from the surface, then liquation of the grain boundary occurred near the crack opening as a result of increasing zinc content. Although both models proposed by the authors are plausible, they are mutually exclusive explanations of zinc transport during LME. This work was repeated by Razmpoosh et al. [32] who found similar elemental profiles in LME cracks created by laser welding TWIP steels under a pre-applied tension. In that work, heating occurred much more rapidly, so the LME crack had a clear brittle appearance (see Fig. 3 c and d), which could not have been caused by the infiltration of a liquid iron-zinc alloy down the grain boundary. Therefore, Razmpoosh et al. was able to show that zinc penetration in LME first occurs by grain boundary diffusion; then, liquid zinc fills the crack after it opens.

SEM micrograph of LME crack made with a heating rate of 10 °C/s and hot-tension testing a as seen using backscatter electron imaging, b revealing the local zinc content as measured by electron probe microanalysis [23], and one made by laser welding with applied tension as analysed using c electron backscatter detection image quality map and d the associated elemental analysis [32]
The above work described grain boundary zinc transport during LME, but the supply of zinc is also important. Kang et al. [33] used a hot-tension tests and furnace heat-treating experiments to show that when zinc coated 22MnB5 was heated to 900 °C, at a slow heating rate (5 °C/s), and subjected to tension, a zinc-rich α-Fe layer that forms between the steel substrate and the zinc coating inhibited zinc flow, which protected the underlaying steel from LME cracking (see Fig. 4). However, LME was present at lower heat-treating temperatures (600 °C and 700 °C), where the protective zinc-rich α-Fe layer could not grow. When this work was repeated using faster heating rates (500 °C/s) by Murugan et al. [25], it was seen that time was required to grow a sufficient zinc-rich α-Fe layer to inhibit LME. When samples were held at 850 °C for 1 s and 50 s after heating, they exhibited LME cracking, whereas the sample held for 100 s did not (see Fig. 5).

LME cracks induced in 22MnB5 after samples were heated to a 500 °C, b 600 °C, c 700 °C, and d 900 °C at 5 °C/s held for 5 min and pulled to 40% elongation [33]

LME cracks induced in MedMn TRIP steel after samples were heated to 850 °C at 500 °C/s and held for a 1 s, b 50 s, and c 100 s and pulled to 40% elongation [25]
When conducting experiments to understand the underlying mechanisms controlling the LME process, hot-tension testing can be a very flexible tool for conducting experiments. Both thermal cycles and stresses can be tailored to measure the reaction kinetics and stress-response to define the metallurgical characteristics needed to gain deep understanding. However, the above examples also show that conclusions from these tests must be viewed in the context of the experimental parameters, which can highly influence results and conclusions. Therefore, when carrying out fundamental studies to understand the phenomena observed during the welding process, care must be taken to ensure that the experimental parameters used approximate those during welding.
2.2 Optimizing the welding process
As the purpose of research into understanding LME is to reduce LME occurrence during assembly welding, it should not be surprising that much work has been done to optimize the welding process to minimize LME. The majority of this work has been done using resistance spot welding tests on simplified production joints. Generally, the joints were construction of two similar materials. The work can be generally grouped into two types. First there are statistically designed experiments where researchers changed many typical parameters, and secondly there were studies where only one parameter was changed. Most of the work was only internally consistent within the examined study, so it is difficult to compare the results from multiple studies. Some of these studies will be discussed below with the emphasis being on the welding practices and how successfully they were maintained during the study to understand the tested parameters. The studies presented below should not be considered an extensive review of this area; they were chosen to highlight issues that will be discussed in Section 3.
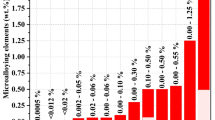
The use standard statistical design of experiment methods to test the LME response to welding parameters was used in two studies [7, 14]. Both experiments were setup using a standard two-sheet similar material joint. These studies found that LME severity increased with increasing current and weld time, and decreased with increasing force, and slightly decreased with increasing hold time (see Fig. 6. Although these studies did not provide much evidence for the mechanisms responsible for the observed LME behaviour, these results matched other tests. It was shown that increasing welding current and time increased both the temperature and strain in the area surrounding the weld, increasing the severity of the factors causing LME [28]. Increasing electrode force improved thermal contact with between the electrode and the work piece, which served to minimize the sheet temperature and minimized LME [10]. It should be noted that stress did increase with increased electrode force; however, it seems that material temperature had a larger influence of LME in this case. Finally, increasing hold time decreased LME, as it allowed the sheet surface to cool before electrode extraction; this had two effects. First it reduced the temperature of the indent while the electrode was contact with the material. Secondly, it promoted heat transfer, limiting the tensile forces that occurred after electrode retraction from the material surface. Otherwise, increasing hold time ensured that when the weld surface experienced tension on electrode retraction, surface temperature was near or below the zinc melting temperature and tensile stresses were limited [11].

Influence of standard welding parameters on observed LME severity in welds in TRIP690 as a function of welding force, current, weld time and hold time [14]
Research methods to investigate specific welding parameters such as current pulsing [14, 26, 34, 35], electrode geometry [27, 28, 36], and electrode force [10, 17] need to be designed carefully due to the interlinked nature of spot welding parameters. Changing pulsing for example can change heat generation leading to a change in overall heat input, which from Fig. 6 has been shown to affect LME. Therefore, it is unknown whether change in observed LME behaviour is due to change in heat input or pulsing. Similar correlation issues may also be seen when testing electrode geometry and electrode force, which affect the nature of the current density through the joint and the electrode/sheet contact at the joint surface. For example, to understand how current pulsing changes heat distribution through the weld cycle, Ashiri et al. [35] showed that if a two-pulse weld is used, instead of a single pulse weld, LME cracking can be delayed. This increased weld current range as well as increasing the critical nugget diameter for LME formation from 5.24 to 5.74 mm (see Fig. 7). This study focused on using pulsing to extend the current range between the minimum current needed to form the minimum weld size and the maximum current before expulsion or LME occurred. From this study it was unclear how pulsing suppressed LME or what the interaction between pulsing and nugget size was. Research by Wintjes et al. [26] held nugget size constant while changing pulsing conditions. This work showed that varying pulsing conditions has a complex relationship with the factors that are responsible for LME. It was shown that when a short pulse was followed by a long pulse, there is little zinc alloying with the Fe substrate, so it is easy for zinc to flow into cracks causing LME. When a long pulse followed by a short pulse was used, the substrate overheats, causing electrode collapse with its associated tensile stresses, leading to LME. However, two equal pulses balance these factors showing the minimum LME cracking. Similarly, when the effect of electrode force on LME was tested, it was seen that increasing electrode force without increasing current would decrease nugget size [17] due to decreased contact resistance. However, if welding current is increased along with force, the effects of force and heat input may be decoupled, clearly showing that LME decreases with increasing electrode force [10].

Proposed welding schedule to reduce LME a where the weld is heated with a long low current pulse and the nugget is grown by increasing weld current with a shorter pulse. When welded with b a single weld current welds have a narrow current range, but using the c pulsed schedule current range is widened, however nugget diameter is reduced [35]
Further to the studies discussed above, the role of electrode geometry on LME severity has also been investigated. These studies showed that the relationship between electrode geometry was complicated, where LME severity decreased as electrode face diameter [27, 28] and face radius [27] increased, and as electrode geometry changed from truncated cone (most severe LME) to ball nosed to radiused electrodes (least severe LME) [27, 28, 36], due to how these electrode geometries affect the temperature and stress field during welding. Although, it is important to understand the role electrode geometry on LME to optimize the welding process, it is difficult to quantify the role of electrode geometry on LME when comparing results from tests conducted with different electrodes.
As previously stated, tests to optimize welding parameters are difficult to standardize because optimization work leads to use of non-standard parameters. However, due to the interactions between the factors responsible for LME cracking, it is easy to design tests where changes to tested factors affect the LME response due to unintentional changes in secondary factors (such as heat input). Therefore, when conducting optimization work, researchers must take care when designing experiments to ensure that major factors responsible for LME are held constant throughout the experiment. Only by doing this can a deep analysis of experimental result be done, improving production welding methodologies.
2.3 Manufacturing-related LME testing
Due to manufacturing issues (i.e. joint gaps, electrode misalignment) during vehicle assembly, it is known there will sometimes be part fit-up issues during welding. With the increased yield strength of 3G AHSS, these issues can be larger due to larger increased material springback [37]. The misalignment will cause gaps, angular offsets, and electrode misalignment during welding [29, 37]. During the welding process, this will change the stress experienced by the joint as more force is used to close these gaps [37] and change the temperature distribution as the contact between the electrode and workpiece changes. Both the increased stress and change in temperature distribution will affect LME, which is important to quantify. Similar to tests on process optimization, work on manufacturing issues is difficult to standardize. These tests, and associated results, are very particular to each individual joint. It should be noted, work has been done to understand how industrial variability affects LME response. Gaul et al. [29] investigated the effects of angular misalignment and eccentric cooling, and Meschut et al. [17] investigated how electrode alignment, and gap affected LME response. Both of these studies showed that the appearance of LME resulting from these factors was similar to LME cracks seen when material was stressed before welding (see Fig. 8). Although these tests were able to measure how industrial variability affected LME, these studies could not separate the effects from increased stresses due to non-ideal joint construction, and changes in process parameters needed to produce satisfactory welds. For example, when welding a joint with a gap, increased force is needed to close the gap [37]. It is unknown how increasing force, which decreases LME severity (see Fig. 6) was counteracted by the increased stress in the welded sheet, due to the sheet stretching necessary to close the gap, resulted in the observed LME. It is clear that much care is needed to design controlled experiments to examine how the above manufacturing issues affect LME without confounding the results with changes in LME response due to the parameter changes needed to produce quality welds.

Results of spot welding LME tests to show a baseline LME response of DP1200 as well has how LME is affected by b lateral electrode offset, c angular electrode offset and d gap between the welded sheets [17]
2.4 Material LME susceptibility testing
The last major classification of LME testing is ranking the LME sensitivity of materials. This type of testing is of major use to automotive companies as it allows them to compare the welding performance of new materials to those that are already in-use with known weldability. These results can therefore be used by automotive companies to make decision about which materials may be for automotive construction, and for steelmakers to guide their steel design decisions. Due to impact of this type of work, and the need to run this work in a standardized fashion, the typical tests for this work will be examined in depth in Section 3.
3 LME testing variations
Currently, LME testing has not been included in any of the North American [38] or European [39, 40] standards on material weldability. However, there have been some efforts within private companies, such as GM [41], to develop internal testing standards. Even without public standard tests, research has been done to compare the LME susceptibility of various steel grades. These weldability tests have typically been done using one of two methods. Either materials are tested using hot-tension testing, typically done using a Gleeble® thermo-mechanical tester (although there are some exceptions where custom machines were used [42, 43]), or by resistance welding a standard joint, which is then inspected for LME damage. The philosophy behind both approaches is slightly different. In tests involving hot-tension testing, samples are typical subjected to a thermal cycle approximating the weld cycle and loaded while held at an elevated temperature. LME susceptibility is determined by either LME observations from the materials surface or changes in tensile properties. Spot weld testing is done by producing welds using extreme conditions that are known to cause cracking, then LME susceptibility is determined by measuring the resulting cracks. Further details about how various studies are conducted and assessed may be found in the sections below.
3.1 Hot-tension testing
3.1.1 Hot-tension testing test procedures
Due to the flexibility and control of hot-tension testing, it is a popular method for examining LME susceptibility. Hot-tension testing allows samples to be heated to a precise temperature to determine temperature dependant properties without needing to know the interplay between stresses and thermal history that happen during welding. Stresses can be applied directly so mechanical properties at failure can be known as opposed to weld tests, where stresses result from differences in thermal expansion throughout the sample [11, 36].
With direct control over the temperature and loading of the sample, there has been much variation in testing parameters chosen by various research groups. From the tests reported in literature ranking the LME susceptibility of various materials, the following variations have been noted: samples have been tested with a zinc coating on either one or both sides, testing has been done in both air and inert atmosphere (Ar), heating rates have varied from 10 to 1000 °C/s, the delay between when the testing temperature is reached and application of force ranged between 0 and 300 s (stabilization time), and strain rates have varied between 0.0013 and 25 1/s (see Table 1).
When the mechanical results from hot-tension testing with different parameters are compared, it may be seen that the hot ductility of zinc coated steels decreased (higher LME severity) with increased heating rate, and decreased (lower LME severity) with increased stabilization time and strain rate, as may be seen from the greater difference between the ductility of coated and uncoated test coupons (see Fig. 9). The observed changes in hot-tension behaviour are due to how each parameter affects time at temperature. As seen in Section 2.1 these conditions can have a large effect on the metallurgical transformations that occur between the coating and the steel substrate, which affect the LME behaviour. Excluding stabilization time, it may be seen that heating and strain rate can significantly affect the time for iron-zinc interdiffusion. When heating to 800 °C, a susceptible temperature in most studies [9, 49, 54, 55], it may be seen that increasing heating rate from 100 °C/s to 500 °C/s will decrease the time a sample spends above 500 °C before it is strained from 3 s to 0.6 s (see Fig. 10). Sample loading also provides time for diffusion to occur. In samples heated at 500 °C/s, the sample temperature is above 500 °C for 1.6 s when strained to 10% (a typical LME susceptible failure strain) at a strain rate of 0.1 1/s, whereas it is only warmer than 500 °C for 0.61 s when strained at 10 1/s. It should be noted though, that previous work shows there is not a significant impact of iron-zinc diffusion when samples are held at temperature for up to 50 s [25] (see Fig. 5). Furthermore, it has been see that Q&P is strain rate sensitive, where elongation decreases with increasing strain rates from 0.1 1/s to 1.0 1/s [56] when strained at temperatures up to 180 °C. The strain rate sensitivity is shown in Fig. 9c where the ductility dip widens as strain rate increases. Therefore, when designing hot tension parameters, both metallurgical processes (iron-zinc diffusion) and strain rate dependencies of the material must be considered when designing parameters. There is much less data available to understand how the number of zinc coated sides on a coupon affects LME results. If the coupon is coated on both sides, it stands to reason that two LME cracks will form from either edge. These cracks will grow until there is sufficient stress for fast fracture to occur through the uncracked region of the sample. So how the number of coated sides will affect test results depends on the difference between stress concentration factor of a single-sided and a double-sided crack. According to Schijve [57], the difference is less than 2% for a double-side crack where each crack has extended less than 15% of the thickness of the sheet. Therefore, it is believed that a coupon coated with zinc on both sides will result in two LME cracks growing from either edge. It will result in approximately the same mechanical response as a coupon coated with zinc on one side. However, it should be noted that the post-failure analysis of a single-side coated sheet may be easier as the LME crack will be longer. Finally, on atmosphere, it is undisputed that testing in air will oxidize the zinc. It is strongly believed that LME during welding occurs in the presence of air, as LME on the weld shoulder is not covered by the electrode, and LME in the electrode indent occurs after electrode retraction [11], however, Beal [52] showed that atmosphere does not affect hot-tension results.


Variation in the length of time a Gleeble specimen is above 500 °C during an 800 °C LME test done with various heating and strain rates
Due to the effect of heating on iron-zinc diffusion, zinc availability for LME [25], and the strain rate sensitivity of Q&P steels [56], it is believed the testing variations noted in Table 1 will affect LME testing results. For the reasons stated in Section 2.1, to be relevant, test parameters used for hot-tension testing must be similar to those experienced during welding. Modelling from a previous LME study [36] showed that the weld shoulder experiencing LME had a heating rate of 3800 °C/s, followed by a delay of 0.3 s between the time the peak temperature was reached and electrode collapse, when the area showing LME (the shoulder), experienced a strain rate of 0.25 1/s. Although this represents one set of experimental conditions, it is believed that most welding conditions will not vary radically from those above. If the testing conditions shown on Table 1 are plotted against the above welding conditions, it may be seen that the vast majority of the tests either had much slower heating rates or much longer stabilization times than found in RSW (see Fig. 11). Therefore, it is expected that different LME severity measurements may result if the hot-tension testing parameters used for these tests were more reflective of the temperature-stress history experienced during RSW. It is expected that using the test methods described in Table 1 there was more time for iron-zinc diffusion to form either a zinc-rich α-Fe that would block zinc flow required for LME, or zinc liquation on grain boundaries. This is demonstrated by the observed zinc-rich α-Fe layer seen at the zinc coating/substrate interface when the strain rate used for hot-tension testing was slowed from 10−1 to 10−3 1/s in a recent study by Kang et al. [51]. Likewise, the maximum stabilization time used should ensure stable test conditions but be short enough to prevent iron-zinc interactions that are not seen in RSW. To determine the maximum stabilization time, it is not sufficient to limit processing time to less than 50 s as would be assumed from Fig. 5, as Murugan et al. [25] also showed that LME sensitivity increased when the test sample was held at temperatures between 1 and 50 s (see Fig. 12). It is assumed that the increase with LME sensitivity was due to zinc liquation of the grain boundaries (see Fig. 3), which was caused by grain boundary diffusion of zinc. To prevent liquation, the stabilization time must be limited to 1.5 s, as it take about 3.2 s for grain boundary diffusion of zinc [58] to result in a liquation concentration of zinc (89 at% at 900 °C) 5 μm from the sheet surface (half of the typical minimum accepted crack length [35]), and about 1.5 s is needed to strain samples to 10% at 0.1 1/s. Consideration of the above led to the recommended hot-tension testing parameters of a heating rate of 500–5000 °C/s, a maximum stabilization time of less than 1.5 s and a strain rate between 0.1 and 1.0 1/s. The recommended parameters are shown as a green box in Fig. 11.

Heating rates and stabilization time that LME Gleeble testing has been carried out at

Elongation of hot-tension tests (LME sensitivity) of samples that were heated to 850 °C and held for various stabilization times (stated hold time above) [25]
3.1.2 Failure metrics
Hot-tension testing is evaluated using both semi-quantitative and quantitative methods. To evaluate the results semi-quantitatively, samples are examined for cracking after they have been strained to a set elongation. LME susceptibility is determined by the observed cracking severity [23]. Although this is effective, this technique can only discriminate between samples in rough gradations. More commonly, LME evaluation is carried out by comparing the stress-strain response of the zinc-coated and uncoated materials (zinc-coated materials that have been stripped of the coating) during hot-tension testing (see Fig. 13). Often, the strength and elongation values of the zinc coated results are normalized against those of the bare material to calculate a relative or absolute decrease in ductility or strength (see Fig. 9c). However, to do this, the failure point of the test must be clear. Determination of the yield strength and ultimate tensile strength are straight-forward, however, there is not an obvious choice for determination of the failure elongation. There are four possible elongation values to use: elongation at peak load [9, 25], total elongation, the elongation showing the steepest drop in stress-strain curve (lowest derivative of stress with respect to elongation), and the elongation when the load drops to half the value of the peak load [48]. From these four metrics, it is believed that total elongation may be disregarded because it captures elongation associated with areas of the sample cracked due to LME and areas cracked due to fast fracture. Furthermore, total elongation is inconsistent. From the data of three replicate tests taken from a previous study [59], it was seen that total elongation varied between 4.2 and 7.9%, whereas the elongation at peak stress varied between 0.76 and 1.21%, and the elongation of the steepest stress drop varied 1.21–2.68% (see Fig. 14). Although elongation at peak stress shows the narrowest range, consideration must be given to what these values represent within the context of the test. It is believed that, similar to the decrease in engineering stress measured at the point of strain localization during tensile testing, the peak stress during hot-tension testing represents the point of crack initiation and local straining, when the sample cross-section begins to decrease. It is suspected that the strain at the steepest drop during hot-tension testing represents the transition between LME crack growth and failure due to fast fracture. Using the elongation measured when the load drops to half the peak value differs from the previous two methods as it is unknown what the physical meaning of this load is. However, it should be mentioned that the range of elongations was 2.32–3.26% (see Fig. 14), which is similar to elongation ranges for the other two failure elongation methods used. Unfortunately, there is no data to back-up any of the proposed hypotheses, as all testing was either done to 40% elongation or to failure (see Table 1). To definitively show which metric is most useful as an elongation value, interrupted hot-tension tests need to be done to determine the state of LME at the discussed elongation values.

Comparison between the flow curves of zinc coated (EG) and bare materials subjected to hot-tension testing at 800 °C [54]

Mechanical response of a Gleeble LME hot-tension test shown as a a standard engineering stress-engineering strain curve and b a curve graphing the derivative of engineering stress with respect to strain against strain. Adapted from [59]
3.2 Spot welding tests
On the surface, most spot welding test method used to determine LME susceptibility are very similar to each other. Joints are constructed and welded using typical production parameters. After welding, the resultant cracks are measured and the results from the various materials are compared. Although these tests are seaming very similar, the detailed parameters are quite different, which makes results from various studies impossible to compare with certainty.
3.2.1 Spot welding test variations
In general, the parameters for most RSW tests are based in either publicly accessible standards for material approval such as SEP1220-2 [39], ISO 18272 [40], or AWS D8.9 [38]; however, there are also examples in the literature where company’s internal welding standards were used [15]. These standards offer the basis for selecting the parameters of weld time, and force, which both have a large influence on LME cracking (see Fig. 6), as well as electrode face diameter, which also influences LME [27, 28]. However, here the similarities end. To produce measurable differences in LME crack response from tested materials, joints must be welded using welding parameters that produce severe LME. Without severe parameters, cracks may form in only highly LME sensitive materials. Typically, this is done by one of two methods. Either welds are made at, or above, the expulsion current [13, 21, 29, 30, 35, 41, 60], or welds are made using a dissimilar sheet joint where the tested material is welded to a lower strength steel [17, 30]. It should be noted though, some tests have used alternate methodologies (see Table 2). LME response becomes more severe with increasing current, as this will increase weld temperature, which will increase both the time that weld is at crack susceptible temperatures, between 600 and 950 °C [33, 50, 53, 55, 63], and increase stress [64]. Although, the mechanism by which welding a dissimilar joint configuration increases LME severity is unknown. It is possible that that differences in the thermal expansion coefficients of the high strength and plain carbon steels [65] increase tensile stresses in the radial direction from the weld, as the welded materials do not expand uniformly. However, even with the differences between welding procedures, most tests were carried out using domed electrodes (see Table 2). This could be because domed electrodes have been noted to increased LME severity compared to flat electrodes [27, 28, 36], or it could be that this electrode geometry is of interest to industry.
As noted above, different philosophies were used when selecting welding parameters for the various LME welding tests. When the tests were compared it was seen that there was no relation between the heat input (approximate combination of welding time and current) of the various tests (see Fig. 15). As already discussed, this means that some of the tests would be done with very high LME susceptible parameters (high current and weld time) and some with low LME susceptible parameters (low current and weld time). Although, it is acknowledged that thicker materials need to be welded with more heat to increase weld size, if there was a single philosophy used to test all samples, then it would be expected that welds of increasing thickness would be welded with increasing welding time and current, which is not the case. The scatter in the testing parameters means that results may only be compared within tests. Much of the differences between tests may be due to how welding current was chosen. Some studies chose welding current in relation to the expulsion current, some chose it in relation to nugget size, and some chose maximum current where cracking was not observed (see Table 2). It is thought that choosing the current with respect to expulsion and maximum crack-free current leads the observed variation in parameters. The expulsion current is a function of material strength as well as thermal properties, as it is the current at which the material is not longer capable of containing the ferrostatic pressure of the nugget. It stands to reason that steels with greater high temperature flow stress can contain larger nuggets [66], and therefore the LME testing conditions would have higher heat input. Selecting the test current by determining the maximum crack-free current will likewise confound the results with other material issues such as resistivity (a function of material composition [67]) and material strength which affects interfacial resistance. Of the three methods to determine testing current, use of nugget size will best ensure that all welds in various materials are made with approximately equivalent heat input. Although, it is acknowledged, that heat capacity is also a function of material composition, which will change how much heat is needed to make a particular sized weld from one alloy to another. However, it is suspected that changes in necessary heat input due to heat capacity would result in a smaller change in material-to-material heat input than any of the other methods to determine welding current. However, even if a single philosophy is not used to choose welding current, data may still be compared between tests if a point-of-comparison is used to relate the results of one test to another. This would be a common material tested in both studies. Inclusion of such a material would allow the data from one data set to be compared to another, by enabling a conversion factor to be calculated.

Relation of welding parameters used from various past studies on LME sensitivity testing
3.2.2 Modified welding tests
Although most tests used to compare the LME susceptibility of various materials were done with very typical welding parameters (see Table 2), there are two notable exceptions, these are: tests done while the welding coupon was loaded externally [68, 69], and tests using a series of increasing current pulses [41]. Both tests are interesting as neither relate directly to the manufacturing environment. However, each may be used for a purpose. Welding using an applied load has been seen to create LME cracks in the same matter as welding with a gap, welding using a three-sheet joint, and welding an AHSS sheet to a thick sheet of mild steel (see Fig. 16). Due to the similarities in cracking results, welding using an applied load may allow the effect of these manufacturing factors on stress to be quantified. Welding with increasing current pulses may be likewise useful. This welding schedule will promote cracking in both the welder shoulder by promoting electrode collapse [36] and the weld indent by increasing temperature in the weld before electrode retraction [11]. Use of these extreme parameters could be used to determine the crack susceptibility of very low susceptible materials (i.e. low carbon and high strength low alloy steels). By investigating the crack susceptibility of these low susceptible materials, the influence of aggravating factors such as gaps, electrode misalignment, and material thickness can be quantified without creating excessive numbers of cracks.

LME test welds made using in a a DP1200/mild steel configuration under normal conditions, b DP1000/DP1000 configuration under applied load, c DP1200/mild steel configuration made with gap, d DP1200/mild steel/mild steel configuration, e a DP1000/1 mm mild steel configuration and f) a DP1000/2 mm mild steel configuration [17]
3.2.3 LME cracking metrics
In spot welding LME susceptibility tests, the procedure used to measure LME cracking is as important as the welding procedure. As seen in Section 3.1.2, the characterization metric can affect the LME severity ranking. In general, three types of measurement techniques have been used in past studies. These are quantitative metrics, semi-quantitative metrics, and pass/fail metrics. Quantitative and semi-quantitative metrics focus on measurable aspects of the crack. Typically cracking is judged on: average crack depth [13, 17], maximum crack depth [9, 21, 22, 30], cumulative crack length [9, 15], crack frequency (cracks per weld) [9, 13, 22], crack distribution [70], percentage of welds exhibiting cracking [29] or some combination these [9, 13, 22]. Due to the high variability associated with crack length and frequency measurements [13], some researchers use LME metrics to divide materials into broad categories (i.e. low, medium, high LME susceptibility) [21, 30]. Although the use of semi-quantitative results can be used to broadly determine the LME response of materials, it is not fine enough to be used to determine how small changes in alloy composition affect LME characteristics. It should also be noted that most studies do not report how LME cracks are measured, perpendicular to the material surface, the straight-line distance from the crack opening to its root, or the distance following the crack. This subtlety also affects reported crack depth, especially for cracks that meet the sheet surface at shallow angles or exhibit many changes in direction.
There are two issues with the use of crack measurements to classify LME severity. First, measurement of cracks assumes that crack dimensions are linked to changes in mechanical properties, which is the purpose welds serve. Secondly, the vast majority of crack dimensions are measured from the weld cross-section. This has the obvious issue that only a small fraction of the total cracks within a weld are revealed. To address the first issue, it has been shown that longer cracks will degrade weld strength more than shorter cracks [18, 71], However, the cracks must be located across the load path of the weld to have a large effect on strength. Otherwise, long cracks are a necessary, but not a sufficient requirement for weld strength degradation. Even though the use of cracking dimensions and distribution as an LME severity metric is widespread, there has been little work done to determine if the metric is meaningful. As the purpose of a weld is to provide a structural joint, it is thought that LME cracking severity should be judged in terms of how it degrades weld strength. Most work investigating LME cracking have not shown a correlation between cracking metrics and mechanical properties. In fact, the two most common metrics (maximum crack length and crack frequency) were seen to poorly correlate to strength degradation or had too much variability for strong conclusions to be made (see Fig. 17 a and b). This being said, it was also shown that the average (geometric mean) crack length and crack frequency could be combined and normalized by sheet thickness to develop a metric (cracking index or CI) that correlated well to strength degradation (see Fig. 17c) [13]. Even though cracking metrics can be correlated to weld properties, it is still acknowledged that crack distribution is generally measured from a weld cross-section. How well cracks revealed from an individual cross-section represent the entirety of a weld’s crack distribution, is still a matter of study, and will not be pursued in this work. However, work has been done to characterize the total number of cracks existing in a particular weld using X-ray computed tomography (CT) scans [17, 28]. This work showed that all cracks, open at both exterior and interfacial surfaces, may be measured and represented (see Fig. 18). Thus, full knowledge of the crack distribution may be gained with respect to the direction of the applied load. This full weld crack distribution has been shown to qualitatively correlate to static and impact weld strength [17].

Relation between a maximum (95th percentile) crack length, b crack frequency (cracks per weld), and c cracking index and degradation of tensile shear strength for various welds exhibiting LME [13]

Representation of location and depth of LME cracks surrounding a weld as measured using X-ray CT-scan [17]
The final metric used to evaluate LME severity is based on a pass/fail standard. It should be noted that this was only seen in one test [41]. This evaluation is based on quantitative evaluations similar to the studies discussed above. In this case, Karagoulis [41] divided the weld into several regions (indent, notch, inner and outer shoulder) and developed a maximum acceptable crack dimension for each of these regions, depending on the current a weld was made at. If the cracks found in a particular area of the weld exceed the acceptable limits, the material is deemed to fail. Although within the context of the current review, this test is classified as having a pass/fail criterion; it is based on the same metrics as used for the quantitative evaluations above. Pass/fail criteria offers very little insight to how subtle changes to material characteristics improve LME performance; however, it is able to provide unambiguous insights to manufacturers about which materials are suitable for production.
4 General guidelines for testing methodology
4.1 General guidelines on LME test development
The present review showed that there is much LME testing research being carried out. The work that is being done fulfils multiple purposes from understanding the mechanism responsible for LME, to optimizing the welding process to reduce LME, to understanding how the LME susceptibility of various materials compare to each other. However, due to the variations in how these tests have been run, it is very difficult to compare results to each other. In some cases, changes in methodology produced contradicting conclusions between studies. Therefore, experimental methodologies should be designed with the following objectives in mind.
-
1.
Testing procedures need to reflective of the final application.
The goal of the cited LME studies was to determine materials capable of making sound welds in a production environment. To understand and decrease cracking during welding, the used experimental parameters must be applicable to the thermal cycle and stress states experienced in welding. If experimental parameters differ too far from those experienced during welding, generated results are not applicable to welding applications. This also applies to other applications where LME is seen, such as hot stamping where materials experience much slower heating rates and much longer stabilization times than experienced in welding [72]. By matching the experimental procedures to the final application, the final results will be most predictive of welding performance metallurgical processes during testing and the final application will be similar.
-
2.
Results from multiple tests must be comparable.
As a large amount of LME testing is required to fully understand how the welding process, material composition, and steel mechanical properties affect LME, multiple tests are needed to fully explore these issues. Therefore, results from multiple tests must be able comparable to reduce to overall work required. This requires general agreement on basic hot-tension and welding parameters so that the temperature history and stress state within the samples tested in multiple labs are similar. As well, appropriate metrics should be chosen to design tests so that unaccounted for material properties do not confound with variables being investigated.
-
3.
Results must be quantified and related to properties of interest.
If the purpose of eliminating LME cracks from welds is to ensure that welds in automotive assembly can safely join parts even under severe loading (i.e. crash), LME severity must be judged on mechanical strength. To evaluate welds based on crack geometry or distribution (crack depth or frequency), then these factors must be shown to relate to weld mechanical properties. Furthermore, with the current state of understanding of LME process and governing metallurgy, little further advancement that can be made using semi-quantitative measures.
4.2 Further work needed to develop standards
To implement the above recommendations into hot-tension and RSW testing, further work will be needed to understand appropriate testing parameters.
4.2.1 Hot-tension testing
Of the two most popular testing methods hot-tension testing is by far the most flexible, as such, there has been large variations in test methods used by researchers. To make testing more consistent and applicable to the welding environment, the following should be implemented.
Hot-tension testing parameters should have a heating rate between 500 and 5000 °C/s, have a stabilization time at peak temperature before straining of no more than 1.5 s, and have a strain rate ranging from 0.1 to 1.0 1/s (green square in Fig. 11). These parameters are similar to those experienced by the weld in LME cracking situations. As well, these parameters will ensure that grain boundary liquation due to grain boundary diffusion of zinc will not occur and materials will not exhibit strain rate sensitivity when pulled at excessively high strain rates.
Further understanding of the measurements must be done. It must be understood how the elongation at the peak strength and at the steepest decrease in stress relate to LME cracking in the hot-tension coupon as well as the temperature and stress state of areas of the weld exhibiting LME initiation and growth.
4.2.2 Resistance spot welding testing
RSW testing is very applicable to assembly welding. In general, most testing is already based on industrial standards, which offer a generic set of guidelines that are similar to parameters used in many automotive assembly operations. Furthermore, most welds are being made at or near expulsion, which is also very similar to industrial practices. However, currently there is no standard practice as to what welding current should be selected to conduct tests. This means that materials are being welded at various heat inputs, which is known to impact LME cracking. Furthermore, welding current is typically being chosen relative to the expulsion current. As this is a function of welding current, time and material strength, this also adds an inherent variability to heat input used for LME testing. It is thought that using nugget diameter to define welding current, as was done by Tumuluru [9], is better practice, as nugget diameter is less influenced by other variables. To ensure that welding occurs near the expulsion current, the nugget diameter may be chosen so that it is at, or slightly above, that of the electrode face (which is generally a function of sheet thickness [38,39,40]). To further enable comparison between tests made using different welding parameters, a common material should be included in test data. This material should be a high strength commodity steel such as a zinc-coated 22MnB5.
To quantify LME cracking severity and relate cracking to mechanical properties, further work must be done to confirm that the quantifiable metrics, like the cracking index, are generally applicable to all steels. Furthermore, the relation between cracking severity and mechanical properties must be extended to cross-tension and KS-II [73] geometries.
Work must also be done to understand how manufacturing issues such as gap, electrode misalignment, and welding joints constructed of multiple or dissimilar sheets affect stress during welding. This may be done by comparing the LME resulting from these setup conditions to cracking resulting from welds made under an external applied load. Although it is acknowledged that this simplified approach may neglect changes to temperature distribution and current density, it may be a useful tool to generalize the problem. By this simplification, it may be understood how each of these situations increase the stress on the joint and be used to design standards to define maximum allowable out-of-specification joint setup to avoid LME cracking in particular joints.
5 Conclusion
Automotive companies are trying to incorporate stronger 3G AHSS into their designs. However, adoption of these steels is being slowed by the tendency of 3G AHSS to exhibit LME cracks when spot welded during automotive assembly. There has been much work to understand the mechanisms governing LME cracking, optimizing welding parameters to minimize LME cracking, and compare the crack sensitivity of various 3G AHSS steel designs. Most of this work has been done using either hot-tension or resistance spot welding tests. However, methodologies to carry out these tests have not been standardized. This resulted in much work being done using a large variety of parameters so that results from various studies cannot be readily compared, and comparison of results can draw contradictory conclusions. Sometimes, the chosen parameters do not reflect the thermal and stress cycles that occur during automotive assembly spot welding. A review of the testing methodologies used by various studies was completed, from which it was proposed that spot welding testing may be unified by the following three guidelines:
-
1.
Testing procedures need to reflective of the final spot welding application.
-
2.
Results from multiple tests must be comparable.
-
3.
Results must be quantified and related to properties of interest.
To fulfil these guidelines, it is proposed that future hot-tension testing be done at a heating rate between 500 and 5000 °C/s, have a stabilization time of no more than 1.5 s, and elongated using a strain rate ranging from 0.1 to 1.0 1/s. To understand the appropriate end of test elongation measurement, further work must be done to understand how the elongation at the peak strength and at the steepest stress decrease relate to LME crack initiation and growth during hot-tension testing, as well as how the stress state at these elongation values relate to the temperature and stress experienced by the weld during LME cracking.
The welding current during RSW testing of LME sensitivity must be chosen using a standard nugget diameter. Using nugget diameter to determine weld current will standardize heat input between materials, as it will minimize how much material properties (i.e. strength) affects the testing current. The nugget diameter chosen should be at, or slightly above, the face diameter of the welding electrode. This will ensure that welding is still done at, or slightly above, the expulsion current and the resulting welding parameters will be sensitive to LME cracking. A standard steel sample, such as zinc-coated 22MnB5, should be included in future tests. This would give a point-of-reference to compare the LME sensitive of steels measured from multiple research labs. Further work must be done to develop quantifiable LME metrics that relate cracking severity to mechanical properties. It must be shown that they are applicable to all steels and relations must be made between the cracking metric and joint strength in tensile shear, and cross-tension fracture modes in both static and crash loading. Also, research must be done to determine how factors such as weld gap, electrode alignment and dissimilar sheet joints affect stress during welding that leads to LME.
Adoption of these recommendations into the future tests and standards will improve the usefulness of generated results. It will ensure that the test methods will relate to welding conditions used in the production environment. Furthermore, it will improve the comparability of results generated from multiple studies. Going forward, even if we continue to wear multiple watches, we will at least know how the time on one watch compares to another.
References
Keith DR, Houston S, Naumov S (2019) Vehicle fleet turnover and the future of fuel economy. Environ Res Lett 14:021001. https://doi.org/10.1088/1748-9326/aaf4d2
Koffler C, Rohde-Brandenburger K (2010) On the calculation of fuel savings through lightweight design in automotive life cycle assessments. Int J Life Cycle Assess 15:128–135. https://doi.org/10.1007/s11367-009-0127-z
Berger L, Lesemann M, Sahr C (2009) SuperLIGHT-CAR–the multi-material car body. In: 7th European LS-DYNA Conference. Stuttgart, pp. 1–10
Taub A, De Moor E, Luo A et al (2019) Materials for automotive lightweighting. Annu Rev Mater Res 49:327–359. https://doi.org/10.1146/annurev-matsci-070218-010134
Keeler S, Kimchi M, Mooney PJ (2017) Advanced high-strength steels application guidelines version 6.0. Brussels
Bhattacharya D (2018) Liquid metal embrittlement during resistance spot welding of Zn-coated high-strength steels. Mater Sci Technol 34:1809–1829. https://doi.org/10.1080/02670836.2018.1461595
Ling Z, Chen T, Kong L, Wang M, Pan H, Lei M (2019) Liquid metal embrittlement cracking during resistance spot welding of galvanized Q&P980 steel. Metall Mater Trans A Phys Metall Mater Sci 50:5128–5142. https://doi.org/10.1007/s11661-019-05388-6
Ling Z, Chen T, Wang M, Kong L (2020) Reducing liquid metal embrittlement cracking in resistance spot welding of Q & P980 steel. Mater Manuf Process 35:1392–1399. 1–8. https://doi.org/10.1080/10426914.2020.1779935
Tumuluru M (2019) Effect of silicon and retained austenite on the liquid metal embrittlement cracking behavior of GEN3 and high-strength automotive steels. Weld J 98:351S–364S. https://doi.org/10.29391/2019.98.029
Choi DY, Sharma A, Uhm SH, Jung JP (2019) Liquid metal embrittlement of resistance spot welded 1180 TRIP steel: effect of electrode force on cracking behavior. Met Mater Int 25:219–228. https://doi.org/10.1007/s12540-018-0180-x
DiGiovanni C, Bag S, Mehling C, Choi KW, Macwan A, Biro E, Zhou NY (2019) Reduction in liquid metal embrittlement cracking using weld current ramping. Weld World 63:1583–1591. https://doi.org/10.1007/s40194-019-00790-5
Benlatreche Y, Ghassemi-Armaki H, Duchet M, et al (2017) Spot-weld integrity of Zn-coated 3rd Gen. advanced high strength steels in presence of LME. In: International Automotive Body Congress, IABC 2017 DEARBORN - Papers. Dearborn
Wintjes E, DiGiovanni C, He L, Biro E, Zhou NY (2019) Quantifying the link between crack distribution and resistance spot weld strength reduction in liquid metal embrittlement susceptible steels. Weld World 63:807–814. https://doi.org/10.1007/s40194-019-00712-5
Kim YG, Kim IJ, Kim JS, Chung YI, Choi DY (2014) Evaluation of surface crack in resistance spot welds of zn-coated steel. Mater Trans 55:171–175. https://doi.org/10.2320/matertrans.M2013244
Tolf E, Hedegård J, Melander A (2012) Surface breaking cracks in resistance spot welds of dual phase steels with electrogalvanised and hot dip zinc coating. Sci Technol Weld Join 18:25–31. https://doi.org/10.1179/1362171812Y.0000000068
American Welding Society (2013) D8.1M:2013 specification for automotive weld quality resistance spot welding of steel. American Welding Society, Miami
Meschut G, Böhne C, Rethmeier M, et al (2020) AHSS Implementation Solutions-LME Program. Brussels
DiGiovanni C, Han X, Powell A, Biro E, Zhou NY (2019) Experimental and numerical analysis of liquid metal embrittlement crack location. J Mater Eng Perform 28:2045–2052. https://doi.org/10.1007/s11665-019-04005-2
Choi D-Y, Uhm S-H, Enloe CM, et al (2017) Liquid Metal embrittlement of resistance spot welded 1180TRIP steel-effects of crack geometry on weld mechanical performance. In: Materials Science and Technology. pp. 454–462
Razmpoosh MH, Macwan A, Goodwin F, Biro E, Zhou Y (2020) Role of random and coincidence site lattice grain boundaries in liquid metal embrittlement of iron (FCC)-Zn couple. Metall Mater Trans A Phys Metall Mater Sci 51:3938–3944. https://doi.org/10.1007/s11661-020-05857-3
Sierlinger R, Gruber M (2017) A cracking good story about liquid metal embrittlement during spot welding of advanced high strength steels. In: 5th International Conference on Steels in Cars and Trucks. Amsterdam-Schipol, pp. 1–15
Hong SH, Kang JH, Kim D, Kim SJ (2020) Si effect on Zn-assisted liquid metal embrittlement in Zn-coated TWIP steels: importance of Fe-Zn alloying reaction. Surf Coat Technol 393:125809. https://doi.org/10.1016/j.surfcoat.2020.125809
Kang H, Cho L, Lee C, De Cooman BC (2016) Zn penetration in liquid metal embrittled TWIP steel. Metall Mater Trans A 47:2885–2905. https://doi.org/10.1007/s11661-016-3475-x
Jeon W, Sharma A, Jung JP (2020) Liquid metal embrittlement of galvanized TRIP steels in resistance spot welding. Metals (Basel) 10:787–809
Murugan SP, Kim J, Kim J, Wan Y, Lee C, Jeon JB, Park YD (2020) Surface & Coatings Technology. Role of liquid Zn and α-Fe (Zn) on liquid metal embrittlement of medium Mn steel: an ex-situ microstructural analysis of galvannealed coating during high temperature tensile test. Surf Coat Technol 398:126069. https://doi.org/10.1016/j.surfcoat.2020.126069
Wintjes E, DiGiovanni C, He L, Bag S, Goodwin F, Biro E, Zhou Y (2019) Effect of multiple pulse resistance spot welding schedules on liquid metal embrittlement severity. J Manuf Sci Eng 141:101001. https://doi.org/10.1115/1.4044099
Murugan SP, Mahmud K, Ji C, Jo I, Park YD (2019) Critical design parameters of the electrode for liquid metal embrittlement cracking in resistance spot welding. Weld World 63:1613–1632. https://doi.org/10.1007/s40194-019-00797-y
Böhne C, Meschut G, Biegler M, Frei J, Rethmeier M (2020) Prevention of liquid metal embrittlement cracks in resistance spot welds by adaption of electrode geometry. Sci Technol Weld Join 25:303–310. https://doi.org/10.1080/13621718.2019.1693731
Gaul H, Brauser S, Weber G, Rethmeier M (2011) Methods to obtain weld discontinuities in spot-welded joints made of advanced high-strength steels. Weld World 55:99–106. https://doi.org/10.1007/BF03321547
Benlatreche Y, Dupuy T, Ghassemi-Armaki H, Lucchini L (2019) Methodology for liquid metal embrittlement (LME) evaluation of coated steels during spot welding. In: 72nd Annual Assembly of the International Institute of Welding. Bratislava, pp III-1959–19M
Briant CL, Banerji SK (1978) Intergranular failure in steel: the role of grain-boundary composition. Int Met Rev 23:164–199. https://doi.org/10.1179/imtr.1978.23.1.164
Razmpoosh MH, Biro E, Chen DL, Goodwin F, Zhou Y (2018) Liquid metal embrittlement in laser lap joining of TWIP and medium-manganese TRIP steel: the role of stress and grain boundaries. Mater Charact 145:627–633. https://doi.org/10.1016/j.matchar.2018.09.018
Kang JH, Kim D, Kim DH, Kim SJ (2019) Fe-Zn reaction and its influence on microcracks during hot tensile deformation of galvanized 22MnB5 steel. Surf Coat Technol 357:1069–1075. https://doi.org/10.1016/j.surfcoat.2018.08.010
Lei M, Pan H, Zuo D, et al (2019) Method of resistance spot welding of galvanized high-strength steel with good joint performance. 10
Ashiri R, Shamanian M, Salimijazi HR, Haque MA, Bae JH, Ji CW, Chin KG, Park YD (2016) Liquid metal embrittlement-free welds of Zn-coated twinning induced plasticity steels. Scr Mater 114:41–47
DiGiovanni C, He L, Pistek U, Goodwin F, Biro E, Zhou NY (2020) Role of spot weld electrode geometry on liquid metal embrittlement crack development. J Manuf Process 49:1–9. https://doi.org/10.1016/j.jmapro.2019.11.015
Hou W, Cretteur L, Kelley S (2009) Effect of gap on AHSS RSW weldability. SAE Tech Pap 2009-01–0030. https://doi.org/10.4271/2009-01-0030
American Welding Society (2012) AWS D8.9:2012 test methods for evaluating the resistance spot welding behavior of automotive sheet steel materials. American Welding Society, Miami
Verlag Stahleisen GmbH (2011) Testing and documentation guideline for the joinability of thin sheet of steel-part 2: resistance spot welding (SEP 1220-2). Düsseldorf
European Committee for Standardization (2016) Resistance welding-weldability-part 2: evaluation procedures for weldability in spot welding (ISO 18278-2:2016). Geneva
Karagoulis M (2019) Resistance spot welding-LME cracking susceptibility test procedure for coated sheet steels
Fritzsche C (2019) Prüfmethoden zur Charakterisierung des Auftretens von LME beim Widerstandspunktschweißen von Stählen. In: 24. DVS-Sondertagung - Widerstandsschweissen 2019. Duisburg, 171–183
Barthelmie J, Schram A, Wesling V (2016) Liquid metal embrittlement in resistance spot welding and hot tensile tests of surface-refined TWIP steels. IOP Conf Ser Mater Sci Eng 118:012002. https://doi.org/10.1088/1757-899X/118/1/012002
Bhattacharya D, Cho L, van der Aa E, Ghassemi-Armaki H, Pichler A, Findley KO, Speer JG (2020) Transgranular cracking in a liquid Zn embrittled high strength steel. Scr Mater 175:49–54. https://doi.org/10.1016/j.scriptamat.2019.09.006
Bhattacharya D, Cho L, Ghassemi-Armaki H, et al (2018) Quantitative assessment of the characteristics of liquid metal embrittlement during resistance spot welding of Zn-coated high-strength steels. In: Sheet Metal Welding Conference XVIII. Livonia, pp. 3A – 4
He L (2020) Investigation of liquid metal embrittlement in advanced high strength steels. University of Waterloo
Murugan SP, Kim J, Kim J, Wan Y, Lee C, Jeon JB, Park YD (2020) Role of liquid Zn and α-Fe(Zn) on liquid metal embrittlement of medium Mn steel: an ex-situ microstructural analysis of galvannealed coating during high temperature tensile test. Surf Coat Technol 398:126069. https://doi.org/10.1016/j.surfcoat.2020.126069
Ponder K, Ramirez A, Ghassemi-Armaki H (2020) LME evaluation of 3rd Gen. advanced high strength sheet steels. In: Joining in Car Body Engineering 2020. Detroit
Massie DJW (2019) Investigation of influencing factors in liquid metal embrittlement of advanced high strength steel. University of Alabama
Kim D, Kang JH, Kim SJ (2018) Heating rate effect on liquid Zn-assisted embrittlement of high Mn austenitic steel. Surf Coat Technol 347:157–163. https://doi.org/10.1016/j.surfcoat.2018.04.081
Kang JH, Hong SH, Kim J, Kim SJ (2020) Zn-induced liquid metal embrittlement of galvanized high-Mn steel: strain-rate dependency. Mater Sci Eng A 793:139996. https://doi.org/10.1016/j.msea.2020.139996
Beal C (2012) Mechanical behaviour of a new automotive high manganese TWIP steel in the presence of liquid zinc. INSA de Lyon
Jung G, Woo IS, Suh DW, Kim SJ (2016) Liquid Zn assisted embrittlement of advanced high strength steels with different microstructures. Met Mater Int 22:187–195. https://doi.org/10.1007/s12540-016-5579-7
Beal C, Kleber X, Fabregue D, Bouzekri M (2012) Liquid zinc embrittlement of twinning-induced plasticity steel. Scr Mater 66:1030–1033. https://doi.org/10.1016/j.scriptamat.2011.12.040
Frappier R, Paillard P, Le Gall R, Dupuy T (2014) Embrittlement of steels by liquid zinc: crack propagation after grain boundary wetting. Adv Mater Res 922:161–166. https://doi.org/10.4028/www.scientific.net/AMR.922.161
Zou DQ, Li SH, He J (2017) Temperature and strain rate dependent deformation induced martensitic transformation and flow behavior of quenching and partitioning steels. Mater Sci Eng A 680:54–63. https://doi.org/10.1016/j.msea.2016.10.083
Schijve J (2009) Stress intensity factors of cracks. In: Fatigue of structures and materials, 2nd ed. Springer, pp 105–140
Dohie JS, Cahoon JR, Caley WF (2007) The grain-boundary diffusion of Zn in α-Fe. J Phase Equilib Diffus 28:322–327. https://doi.org/10.1007/s11669-007-9093-y
Beal C, Kleber X, Fabregue D, Bouzekri M (2012) Embrittlement of a zinc coated high manganese TWIP steel. Mater Sci Eng A 543:76–83. https://doi.org/10.1016/j.msea.2012.02.049
Sigler DR, Schroth JG, Yang W, et al (2008) Observations of liquid metal-assisted cracking in resistance spot welds of zinc-coated advanced high-strength steels. In: Sheet Metal Welding Conference XIII. Livonia, MI, pp. 1–1
Benlatreche Y, Dupuy T, Ghassemi-armaki H, Lucchini L (2019) Methodology for liquid metal embrittlement (LME) evaluation of coated steels during spot welding. In: The 72nd annual assembly of the International Institute of Welding (IIW). Bratislava
International Organization for Standardization (2009) Resistance welding-spot welding electrode caps ISO 5821:2009(E). Geneva
Beal C, Kleber X, Fabregue D, Bouzekri M (2011) Liquid zinc embrittlement of a high-manganese-content TWIP steel. Philos Mag Lett 91:297–303. https://doi.org/10.1080/09500839.2011.559177
Ashiri R, Haque MA, Ji C-W, shamanian M, Salimijazi HR, Park YD (2015) Supercritical area and critical nugget diameter for liquid metal embrittlement of Zn-coated twining induced plasticity steels. Scr Mater 109:6–10. https://doi.org/10.1016/j.scriptamat.2015.07.006
Ashiri R, Mostaan H, Do PY (2018) A phenomenological study of weld discontinuities and defects in resistance spot welding of advanced high strength TRIP steel. Metall Mater Trans A Phys Metall Mater Sci 49:6161–6172. https://doi.org/10.1007/s11661-018-4900-0
Safanama DS, Marashi SPH, Pouranvari M (2012) Similar and dissimilar resistance spot welding of martensitic advanced high strength steel and low carbon steel: metallurgical characteristics and failure mode transition. Sci Technol Weld Join 17:288–294. https://doi.org/10.1179/1362171812Y.0000000006
Myzaud Y, Parnière P (1974) Etude du Recuit des Tôles mince d’acier extra-doux par résistivité électrique. Mémoires Sci Rev Métallurgie 71:415–422
Frei J, Rethmeier M (2018) Susceptibility of electrolytically galvanized dual-phase steel sheets to liquid metal embrittlement during resistance spot welding. Weld World 62:1031–1037. https://doi.org/10.1007/s40194-018-0619-1
Frei J, Biegler M, Rethmeier M, Böhne C, Meschut G (2019) Investigation of liquid metal embrittlement of dual phase steel joints by electro-thermomechanical spot-welding simulation. Sci Technol Weld Join 24:624–633. https://doi.org/10.1080/13621718.2019.1582203
Murugan S, Mahmud K, Park Y-D (2018) The influence of electrode geometry on liquid metal embrittlement cracking in resistance spot welding of advanced high strength steel. In: International Insititute of Welding Annual Meeting. Bali, Indonesia, pp III-1876–18
Choi D, Uhm S, Enloe C et al (2018) Liquid metal embrittlement of resistance spot welded 1180TRIP steel-effects of crack geometry on weld mechanical performance. In: In: Contributed Papers from Materials Science and Technology 2017 (MS&T17). MS&T17, Pittsburg, pp 454–462
Takahashi M, Nakata M, Imai K, Kojima N, Otsuka N (2017) Liquid metal embrittlement of hot stamped galvannealed boron steel sheet-effect of heating time on crack formation. ISIJ Int 57:1094–1101. https://doi.org/10.2355/isijinternational.ISIJINT-2016-730
Yang YP, Gould J, Peterson W, Orth F, Zelenak P, al-Fakir W (2013) Development of spot weld failure parameters for full vehicle crash modelling. Sci Technol Weld Join 18:222–231. https://doi.org/10.1179/1362171812Y.0000000082
Funding
This work was funded by a Discovery Grant provided by the Natural Sciences and Engineering Research Council of Canada (NSERC).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
About this article

Cite this article
DiGiovanni, C., Biro, E. A review of current LME test methods and suggestions for developing a standardized test procedure. Weld World 65, 865–884 (2021). https://doi.org/10.1007/s40194-020-01050-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-01050-7