
Abstract
Joining technology of metal and dissimilar materials is attracting attention in various industrial fields. Especially in the automotive industry, the joining of metal and plastics is expected to be a key technology for weight reduction. A new joining technology of metal to plastics has been developed by laser surface pretreatment to metal. The pretreatment is done by a continuous wave (cw) single mode fiber laser. High energy density and high scanning speed are required for making characteristic surface shapes of metal that are suitable for joining. The characteristic shape is not just a simple corrugation, but has tunnel-like shapes, which is called as stitch anchor. In the present work, a laser beam of 10–30 μm in diameter is focused on the work piece. The intensity is more than 10 MW/cm2. To make stitch anchor, the laser beam is moved at more than 2 m/s using Galvano-mirrors. It is confirmed that the characteristic surface shape is not only good for metal-plastics joining, but also for metal-metal, metal-rubber, and metal-adhesive-metal joining.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Global warming is a large issue and various countermeasures against it have been worked on. Fuel economy improvement and CO2 gas emission control are the two most important challenges that the automotive industry faces today. Therefore, the weight reduction of the transportation vehicle is required. Materials used for automobiles are mostly changing from low carbon steels to combination of steels, light alloys such as aluminum and magnesium alloys and polymer matrix composites [1].
One of the potent countermeasures is weight reduction using composites parts with metals and dissimilar materials in the automotive industry. Currently, the metal-dissimilar material joining technology with high strength and reliability is needed. Some joining technologies have been proposed. [2,3,4,5,6,7,8].
In the present work, effects of the process parameters in laser processing on the tensile strength of joints and the formation mechanism of the characteristic surface shape were investigated.
2 Experimental procedure
2.1 Materials
In the present work, aluminum alloy (A5052), austenitic stainless steel (SUS304) and brass (C2801) were used. For investigation of the effects of the process parameters on tensile strength, A5052 was used. The dimension of specimen is 50 mm × 10 mm × 2 mm. For investigation of the mechanism of forming characteristic surface shape, A5052, SUS304, and C2801 were used. Those dimensions were 15 mm × 2 mm × 1 mm. In order to measure the tensile strength of joint, polyamide6 with glass fibers which were 30 wt% of the resin weight (PA6 + GF30) were used for the joint with the metals. The tensile strength of PA6 + GF30 was 168 MPa.
2.2 Laser system
Figure 1 shows a schematic drawing of the laser system. A continuous wave (cw) ytterbium (Yb) fiber laser and an optical system were connected by a process fiber. The wavelength of a cw Yb fiber laser was 1070 nm. An optical system was consisted of a collimator and a 2D Galvano scanner. Details of the optical system are shown in Fig. 2 and Table 1. The diameter of the process fiber (d1) was 13 μm. The focusing distance (f1) between the fiber tip and the collimator lens was 80 mm. The focusing distance (f2) between the focusing lens and the metal surface was 100 mm. Therefore, the spot diameter (d2) on the metal surface was calculated as Eq. 1, and d2 was 16.3 μm.

Schematic drawing of laser system

Schematic drawing of the optical system
2.3 Laser processing
Figure 3 and Table 2 shows the laser processing of the pretreatment to metal surface for joining of metal and plastics. The processing area was 20 mm2 on the metal surface. Energy density (E) at the spot area (A) was 137 MW/cm2. The laser energy density was calculated as Eq. 2. Laser power (P) was measured by using laser power meter (Ophir Optronics Solutions, Inc.).

Schematic drawing of the laser processing
The laser was bi-directionally irradiated from “Start” to “End” in the processing area at even intervals. In this case, the laser scanning speed was 10 m/s, and the distance between each laser line which is called “pitch” was 0.05 mm. When the laser was irradiated to “End”, the laser was returned to “Start” again. The laser was irradiated again from “Start” to “End” at the same position. This operation was carried out repeatedly. In the present work, effects of the process parameter on the tensile strength were investigated in the number of repetition.
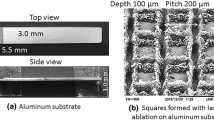
Figure 4 show results of SEM observation of metal surface after the laser processing. Table 3 shows maximum depths of surface roughness at the number of repetition of 1, 5, 10, 15, 30, and 60. Tabletop scanning electron microscope TM3030 (Hitachi High-Technologies Corporation) was used for SEM observation. Maximum depths were measured by using microscope VR-3200 (KEYENCE CORPORATION). The maximum depth increased with increasing with the number of repetition. The complicated surface roughness was formed at each the number of repetition except the number of repetition of 1.

Photographs of SEM observation of metal surface after the laser processing at each the number of repetition. a 1. b 5. c 10. d 15. e 30. f 60
2.4 Preparation of joint
An injection machine was used for joining of A5052 and PA6+GF30. Figure 5 shows the schematic drawing of the insert molding. At first, the metal was inserted in the mold. Next, melted resin was injected into the mold. The resin was inserted in conditions that the cylinder temperature was 280 °C and the mold temperature was 100 °C. Finally, the metal and the resin were jointed. The dimension of tensile specimen is shown in Fig. 6. The tensile specimen was complied with the ISO19095 standard.

Schematic drawing of joining process

Dimension of tensile specimen
2.5 Tensile test
Figure 7 shows schematic drawing of tensile test. The test environments were 23 °C and 50% RH. The test speed was 10 mm/min. The distance between chucks was 50 mm.

Schematic drawing of tensile test
2.6 X-ray CT observation
To observe the stitch anchor, X-ray CT (computed tomography), Xradia MicroXCT-400 (Zeiss) was used. The observation region was 8 mm3. The resolution was 2.5 μm.
3 Experimental result and discussion
3.1 Tensile strength of A5052/PA6+GF30 joint
The relationship between tensile strength of A5052/PA6+GF30 joint and the number of repetition is shown in Fig. 8. The tensile strength was increased with increasing the number of repetition until 30. The strength at the number of repetition of 30 was 68 MPa. However, the tensile strength was decreased until the number of repetition of 60. Additionally, the standard deviation of the tensile strength was increased. Compared to another joining technology, 68 MPa of tensile strength was much higher than previously reported [2,3,4,5,6,7,8].

Relationship between tensile strength of A5052/PA6+GF30 joint and the number of repetition
3.2 Fractographies of fractured surface
Fractographies of fractured surfaces of tensile specimen by using a SEM after tensile test are shown in Fig. 9. Fractured surfaces of metal side and resin side were observed respectively. The amount of cohesive fracture of PA6+GF30 within the observed area was increased to 3%, 13%, 22%, 27%, and 70% with increasing the number of repetition from 1, 5, 10, 15, and 30 respectively. It is believed that anchor effects were exhibited by complicated surface roughness. However, the amount of cohesive fracture of resin was decreased to 8% at the number of repetition of 60. It is believed that anchor effects were decreased because the surface roughness at the number of repetition of 60 was melted by adding high thermal energy. Further, fractured pieces of A5052 were observed on resin side at each the number of repetition except 1. These results show that high anchor effects were exhibited.

Photographs of SEM observation of fractured surface after tensile test at each the number of repetition
3.3 Cross section of joint
In order to clarify the anchor mechanism, the cross section of A5052/PA6+GF30 joint at the number of repetition of 10 was observed by using a SEM. The fractograph of SEM observation in cross section of A5052/PA6+GF30 joint is shown in Fig. 10.

Photograph of SEM observation in cross section of A5052/PA6+GF30 at 10
Complicated surface roughness was observed. Further, the closed areas which were filled with PA6+GF30 were also observed in A5052 side. It is believed that the resin was flowed into the tunnel-like shape and the “stich anchor” which is the structure that resin was stitched on metal surface is exhibited. Figure 11 shows the schematic drawing of the “stitch anchor”. It seems that this characteristic shape was the key factor of high tensile strength.

Schematic drawing of the “stitch anchor” structure
3.4 X-ray CT observation
In order to clarify the mechanism of forming the characteristic shape like the “stitch anchor” structure, X-ray CT observation was conducted. The method of the X-ray CT observation is shown in Fig. 12 and Table 4. A5052, SUS304, and C2801 were prepared for investigating the difference between types of materials. The processing area was 10 mm of the metal surface. The number of repetition was 1. Energy density at the spot area was 137 MW/cm2. In this observation, an effect of processing speed on the pretreatment shape was also investigated.

Schematic drawing of the laser processing for X-ray CT observation
The result of X-ray CT observation of A5052 specimen is shown in Fig. 13. In the transverse cross section of A5052 specimen at a scanning speed of 2 m/s, no voids were observed. However, at a scanning speed of 4 m/s, a void was observed. Further, a void was also observed at a scanning speed of 6 m/s. At scanning speeds of 8 and 10 m/s, a pit was observed respectively. In the top view of A5052 specimen, there were also some pits at scanning speeds of 8 and 10 m/s. In the longitudinal cross section of A5052 specimen at a scanning speed of 2 m/s, the metal was just melted, and no voids were observed. However, at a scanning speed of 4 m/s, 5 voids were produced in A5052 specimen. Further, the number of void was increased to 10 m/s with increasing scanning speed from 6 to 10 m/s. Additionally, the void generation position was came closer to the surface. Finally, the voids were connected at a scanning speed of 10 m/s. In addition, some voids were connected with the atmosphere over the metal surface. Therefore, the tunnel-like shape was formed.

Photographs of X-ray CT observation of A5052. a Transverse cross section. b Top view. c Longitudinal cross section
The result of X-ray CT observation of SUS304 specimen is shown in Fig. 14. In the transverse cross section of SUS304 specimen at a scanning speed of 2 m/s, no voids were observed, and a void was observed at a scanning speed of 4 m/s. This phenomenon was similar to A5052 specimen. At scanning speeds of 8 and 10 m/s, a pit was observed respectively. However, in the top view of SUS304 specimen, there were no pits at scanning speeds of 8 and 10 m/s. In addition, a groove was observed. In the longitudinal cross section of SUS304 specimen at a scanning speed of 2 m/s, the metal was just melted, and no voids were observed. Nine voids were produced at a scanning speed of 4 m/s in SUS304 specimen. At a scanning speed of 6 m/s, 10 voids and the tunnel-like shape were observed. Only a groove was observed at scanning speeds of 8 and 10 m/s. Compared to A5052 specimen, the scanning speed at which the tunnel-like shape was formed was 6 m/s. However, some voids were observed at a scanning speed 6 m/s. In addition, a groove was observed at high scanning speed of 8 and 10 m/s. It seems that the optimal scanning speed for forming complicated shape was existed between 6 and 8 m/s considering the result of X-ray CT observation of A5052 specimen.

Photographs of X-ray CT observation of SUS304. a Transverse cross section. b Top view. c Longitudinal cross section
The result of X-ray CT observation of C2801 specimen is shown in Fig. 15. In the transverse cross section of C2801 specimen at a scanning speed of 2 m/s, a void was already observed. A void was also observed at a scanning speed of 4 m/s. At a scanning speed of 6 m/s or higher, a pit was observed. In the top view of C2801 specimen, there were some pits at scanning speeds of 4 m/s, and only a groove was observed at 6 m/s or higher. In the longitudinal cross section of C2801 specimen at a scanning speed of 2 m/s, 10 voids were produced in the C2801 specimen. The tunnel-like shape was observed at a scanning speed of 4 m/s. A groove was existed in C2801 specimen at 6 m/s or higher. As SUS304 specimen, the scanning speed for forming complicated shape was different compared to A5052 specimen. From these results, it seems that it is necessary to find the optimal scanning speed for every metal in order to generate the “stitch anchor”.

Photographs of X-ray CT observation of C2801 specimen. a Transverse cross section. b Top view. c Longitudinal cross section
3.5 Present work and future issue
In order to confirm the mechanism of forming the characteristic shape like the “stitch anchor” structure, a simplified observation of one bead on metal surface that was irradiated in one repetition was conducted by using X-ray CT. However, the parameters including the number of repetition, the pitch, and the energy density were not taken into account. It is considered that the further analysis is required. Tensile strengths of the joint of resin and metal which surface was irradiated by cw laser in diverse condition were measured. Figure 16 shows the relationship between energy density and scanning speed in various joinable laser surface pretreatment conditions. If the laser surface pretreatment condition in that tensile strength was more than 5 MPa, it is acknowledged as “joinable” because it was not able to be removed by hand. The plots in Fig. 16 are only results of A5052, SUS304, and C2801 specimens. According to Fig. 16, when the scanning speed is more than 2 m/s and the energy density is more than 10 MW/cm2, it is believed that the joints of metal and resin is possible.

Relationship between energy density and scanning speed in various joinable laser surface pretreatment conditions
In addition, it was confirmed that a lot of kind of materials including polyamid6 resin, polybutyleneterephtha-late resin, polycarbonate resin, polyphenylenesulfide resin, epoxy resin, fluorine-contained rubber, and silicon rubber were able to join to the metal which was treated by a cw Yb single mode fiber laser in the present work. Furthermore, it was confirmed that steel, zinc, magnesium, titanium, die-cast, and any other metal materials were able to join by this laser pre-treatment.
4 Conclusion
Laser pretreatment of metal surface to make characteristic surface shapes has been developed using a cw single mode fiber laser. These shapes had tunnel-like shapes which are called as the “stitch anchor”. In order to make the “stitch anchor”, the laser beam which was the energy density of more than 10 MW/cm2 was scanned at more than 2 m/s using Galvano-mirrors.
The tensile strength of A5052/PA6+GF30 joint was increased with increasing the number of repetition until 30. The strength at the number of repetition of 30 was 68 MPa. Further, it was confirmed that the characteristic surface shape is not only good for metal-resin joining, but also for metal-metal, metal-rubber, and metal-adhesive-metal joining.
In order to confirm the mechanism of forming the characteristic shape like the “stitch anchor” structure, a simplified observation of one bead on metal surface that was irradiated in one repetition was conducted by using X-ray CT. As a result, the scanning speed for forming the complicated shape was different for every metal. It seems that it is necessary to find the optimal scanning speed for every metal in order to generate the “stitch anchor”. However the parameters including the number of repetition, the pitch, and the energy density were not taken into account. It is considered that the further analysis is required.
References
Mallick PK (2010) Materials, design and manufacturing for lightweight vehicles. Woodhead Publishing Limited, Cambridge
Amend P, Pfindel S, Schmidt M (2013) Thermal joining of thermoplastic metal hybrids by means of mono- and polychromatic radiation. Phys Procedia 41:98–105
Heckert A, Zaeh MF (2014) Laser surface pre-treatment of aluminum for hybrid jointswith glass fibre reinforced thermoplastics. Phys Procedia 56:1171–1181
Taiseiplas Co. Ltd.: JP2012-232583A (2012)
Yamase Electric Co. Ltd.: WO2007-072603A (2007)
Daicel Polymer Ltd.: JP2014-018995 (2014)
Okayama prefecture: JP2010-194908A
Maeda T (2017) Proceeding of the 87th laser materials processing conference
Acknowledgments
The authors wish to extend their special thanks to the contributions of Kohsuke Morimoto and Weihong Gu (Daicel Corporation) in analyzing the cross sectional observation.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
About this article

Cite this article
Uno, T., Itakura, M., Okuyama, N. et al. Laser surface pretreatment of metal for joints of metal and dissimilar materials. Weld World 65, 937–945 (2021). https://doi.org/10.1007/s40194-020-01041-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-01041-8