
Abstract
Graphite was successfully brazed to TZM alloy using the Ti-56Ni, Ti-8.5Si, Ti-33Cr and Ti-30V-3Mo brazing filler materials, respectively, and the corresponding brazing temperatures ranged from 1300 to 1700 °C. The results show that the microstructure of TZM/graphite braze metal was composed of NiTi and Ni3Ti compounds when using Ti-56Ni brazing filler, and the discontinuous TiC compounds were found at the Ti-56Ni/graphite side. When using the Ti-8.5Si, Ti-33Cr and Ti-30V-Mo brazing fillers, the metallurgical combination was obtained due to the formation of the Ti-Mo solid solution at the TZM/brazing filler side and the TiC reaction layer at the graphite/brazing filler side. The fracture was occurred at the interface of TiC/graphite during shear test, which indicated the poorer bonding strength between the graphite and granular TiC.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Graphite is an excellent high-temperature-resistant material due to its sublimation temperature at 3747 ± 50 °C under normal pressure. Graphite also shows many advantages, such as high electrical conductivity, thermal conductivity and chemical stability. However, its tensile strength is poor, which limits its application in structural components. Realizing the connection between graphite and metals is a potential method for applying in complex structure, which can take advantage of its comprehensive properties [1, 2]. Brazing is an effective method to get the above-mentioned dissimilar joining, and the well connection interface. Dong et al. [3] studied the brazing of graphite/molybdenum using Ti-Zr brazing fillers. Mao et al. [4] and Zhang et al. [5] studied the effects of brazing fillers composition and brazing temperature on the reaction behavior of graphite/copper and properties of copper alloy brazed joints. He et al. [6] found that the graphite was successfully joined to Hastelloy N alloy by using Au foil at 980 °C, 1020 °C, 1060 °C and 1100 °C for 0.5 h, respectively. Yu et al. reported that a low-temperature brazed joint of aluminum to graphite was obtained by using Sn-Ag-Ti solder foil in ultrasonic vibration-assisted environment [7].
Molybdenum alloys can be used in many fields such as aerospace, electronics and nuclear industries due to their high melting point, good mechanical properties at high temperature and excellent electrical and thermal conductivity [8]. Not only molybdenum alloys but also graphite is widely used as high-temperature materials in atomic energy, electric vacuum devices, aerospace and other fields [9,10,11,12]. Brazing is one of the preferred methods for joining graphite to molybdenum alloys [13].
The thermal expansion coefficient of graphite and molybdenum at room temperature is (0.6–4.3) × 10−6/°C and 4.9 × 10−6/°C, respectively. As a result, cracking tends to occur at the graphite due to the lower tensile strength and the larger brazing thermal stress, and the joints often show large residual stress. Graphite is hard to be wetted by general brazing filler metal duo to its high surface stability related to the covalently bonded carbon elements.
Generally, strong carbide forming elements such as Ti, Zr, Cr, Al, Si and Mo have been introduced into the brazing filler metals, which can increase the wettability and form a good interface. However, intergranular infiltration is highly prone to happen when brazing molybdenum and molybdenum alloys using active brazing fillers, and the formed brittle phase in the joints extremely limit the joint performance [2, 14,15,16,17]. At present, few studies were reported on brazing graphite to titanium–zirconium–molybdenum (TZM) alloys above 1200 °C [18,19,20,21].
In this study, titanium–zirconium–molybdenum (TZM) alloy and graphite were brazed using Ti-56Ni, Ti-8.5Si, Ti-33Cr and Ti-30V-3Mo brazing fillers, respectively, at temperatures ranging from 1300 to 1700 °C, respectively. The interfacial reaction mechanisms of brazing fillers/TZM and brazing fillers/graphite were studied, and the influence of interfacial reaction behavior on the microstructure and properties of brazed joints was investigated.
2 Materials and methods
Commercial TZM plate with a thickness of 5 mm was employed as the base metal in this study. The nominal composition of TZM is (0.4–0.55% wt%) Ti, (0.07–0.12% wt%) Zr, (0.01–0.04% wt%) C and the balance Mo. Graphite plate is of high purity with a thickness of 5 mm.
Titanium-based brazing filler metals were prepared by arc melting method. The nominal composition was Ti-56Ni, Ti-8.5Si, Ti-33Cr and Ti-30V-3Mo (wt%), respectively. The brazing fillers were cut into 0.8-mm sheets by wire cutting, polished by sandpaper and washed in ethyl alcohol before using.
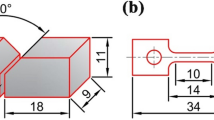
The TZM and graphite were cut into blocks with two kinds of forms (5 mm × 5 mm × 5 mm and 10 mm × 10 mm × 5 mm). The Ti-based brazing filler materials were sandwiched between TZM and graphite blocks, as shown in Fig. 1. The TZM/graphite brazing was carried out in vacuum brazing furnace under a vacuum of (2–5) × 10−3 Pa. A lap joint form was employed with the overlap width of the brazing process parameters are shown in Table 1.

Schematic diagram of the brazed joint
The brazing temperature was slightly higher than the liquidus, and the wettability of Ti–Si alloy on the TZM board was poor. When the brazing temperature was increased to more than 1500 °C, the Ti–Si alloy was wetted well on the TZM board.
The brazed joint was cut from the brazed specimen by wire cutting, and the sample was polished with SiC sandpaper, and then polished with a diamond polishing paste to observe the microstructure. The microstructure of the brazing fillers was observed using a Phenom Scanning Electron Microscope (SEM), and the composition distribution of the brazing filler micro-area was analyzed by energy-dispersive spectrometer (EDS).
Shear test was carried out using MTS E45.105 Universal mechanical testing machine. The shear strength of five parallel samples was averaged in each group.
3 Results and discussion
3.1 Microstructure of braze metal
Figure 2 shows the microstructure and map scanning analysis of TZM/graphite joint brazed with Ti-56Ni filler metal, and EDS analyses of the feature points are listed in Table 2. As can be seen from Fig. 2, TZM can be successfully brazed to graphite using Ti-56Ni brazing filler. The elemental distribution and microstructure of the joint were analyzed by the map scanning and feature point EDS testing.

Microstructure and map scanning of the braze metal of TZM/Ti-56Ni/graphite joint
It is known from Fig. 2 that Ti and C elements are aggregated to the interface of brazing filler/graphite (zone III). Ti and Ni elements gather at the center of the braze metal (zone II).
According to the EDS test results in Table 2, NiTi and Ni3Ti phases were formed at the center of the braze metal. Metallurgical bonding between the brazing filler and graphite was achieved by the formation of TiC owing to the reaction between Ti and C. Mo dissolved in the NiTi and Ni3Ti phases to achieve the metallurgical bonding at the TZM side.
Figure 3 shows the microstructure and map scanning results of TZM/graphite joint brazed with Ti-8.5Si filler metal, and Table 3 shows the EDS analyses of feature points in the braze metal. It can be seen that the TZM can successfully brazed to graphite by using Ti-8.5Si filler metal as the seam.

Microstructure and map scanning of the braze metal of TZM/Ti-8.5Si/graphite joint
From the elemental map scanning analysis in Fig. 3, Ti and C were aggregated to the interface between graphite and the brazing filler (zone III), Si element accumulated in the center of the braze metal (zone II), and Mo element distributed in the phase region which containing Ti element in the brazed joint. The Mo diffused from the base metal to the center of the braze metal and dissolved into them.
According to the EDS analysis results shown in Table 3, it can be concluded that metallurgical combination of TZM and brazing filler occurred due to the formation of Ti–Mo solid solution in the brazing interface. The TiC compound formed at the interface of filler metal/graphite, which achieved the metallurgical bonding. In the center of the braze metal, Ti–Mo solid solutions, Ti–Si phases, and small amount of dispersed TiC particles (point 3) were formed. The atomic ratio of Ti to Si in the Ti–Si phase was close to 5:4, so the Ti–Si phase can be determined as Ti5Si4 compound.
Figure 4 shows the microstructure and map scanning analysis results of the TZM and graphite brazed joints using Ti-33Cr alloys, and Table 4 shows the EDS analyses of the feature points in the braze seam. The brazing interface was clearly seen without defects such as obvious holes and poor fusion.

Microstructure and map scanning of the braze metal of TZM/Ti-33Cr/graphite joint
As seen from Fig. 4, the aggregation of Ti and C occurred at the interface between the brazing filler and the graphite (zone III). Cr, Mo, and Ti were distributed evenly in the braze metal (zone II).
According to the results of EDS analysis shown in Table 4, it is known that the metallurgical bonding was achieved due to the formation of the Ti–Mo solid solution at the interface between TZM and the brazing filler, and Cr element melted into Ti–Mo solid solution. The TiC compound was formed at the interface between the brazing filler and the graphite to achieve metallurgical bonding. In the center of the braze metal, Mo element melted into the Ti–Cr solid solution and small amount of dispersed TiC particles were formed.
Figure 5 shows the microstructure and map scanning analysis results of the TZM and graphite brazed joints using Ti-30V-3Mo alloys. Table 5 shows the EDS analyses of feature points in the braze metal. It can be seen that TZM alloy and graphite can be successfully brazed using Ti-30V-3Mo. The interface of brazed joint can be seen clearly without defects such as holes and cracks.

Microstructure and map scanning of the braze metal of TZM/Ti-30V-3Mo/graphite joint
Element distribution
The Ti and C were aggregated to the interface between the brazing filler and the graphite. Moreover, Ti and C were accumulated in the braze metal region. The V was distributed in the brazed seam rather than at the interface. The distribution of Mo element in the braze metal is similar to that of the V element in the area.
Microstructure of interface and braze metal
According to the EDS spectrum analysis shown in Table 4, the Ti–Mo solid solution containing V element was formed at the interface between TZM and the brazing filler, which contributed to the realization of metallurgical bonding between them. At the interface between the brazing filler metal and the graphite, Ti was reacted with C element to form TiC, which achieved the metallurgical bonding. Ti–V solid solution in which Mo dissolved into was formed in the center of the braze metal, and TiC compound was also found.
3.2 Interfacial reaction behavior
According to the above analyses, the metallurgical bonding was achieved by the formation of Ti–Mo solid solution when brazing TZM to graphite using titanium-based brazing fillers such as Ti-56Ni, Ti-8.5Si, Ti-33Cr, and Ti-30V-3Mo.
At the interface between the brazing filler metal and the graphite, metallurgical bonding was achieved due to the formation of the TiC compound, which resulted from the reaction between Ti and C elements. When using Ti-56Ni to braze TZM and graphite, discontinuous TiC compound was formed in the interface between the brazing filler metal and graphite, whereas continuous TiC layer was formed when using Ti-8.5Si, Ti-33Cr, and Ti-30V-3Mo alloys to braze TZM to graphite, and the thickness of the TiC layer was about 10 μm, 9.5 μm, and 25 μm, respectively. The continuous TiC layer prevented further reaction between Ti and graphite; thus, there was one layer of TiC compound at the interface only. However, when the brazing temperature was raised to 1680 °C, the diffusion ability of Ti and C elements was strengthened when using Ti-30V-3Mo alloys. A large amount of TiC compound was generated at the center of the braze joint since C element permeated through TiC layer to react with Ti element further.
3.3 Mechanical properties of brazed joints
The shear strength of TZM/graphite brazed joints using four kinds of titanium-based brazing fillers has little difference, ranging from 9 to 12 MPa. Figure 6 shows the fracture morphologies of the TZM/graphite joints. It can be seen that there were no obvious tearing ridge or dimples, which indicated the fracture was characterized by brittle.

Fracture morphologies of the TZM/graphite joints: a Ti-56Ni fracture TZM side, b Ti-56Ni fracture graphite side, c Ti-8.5Si fracture TZM side, d Ti-8.5Si fracture graphite side, e Ti-33Cr fracture TZM side, and f Ti-30 V-3Mo fracture TZM side
Combined with the results of the energy spectrum analyses (Table 6), at the surface of TZM side in the TZM/Ti-56Ni/graphite fracture sample (Fig. 6a), which was the phase composition was Ti, and “pits” was appeared on the graphite side (Fig. 6b). Fracture occurred at the interface between the brazing filler and graphite.
The phase composition in the fracture surface near TZM side in TZM/graphite joints was composed of TiC compound and small amount of graphite when using the Ti-8.5Si, Ti-33Cr, and Ti-30V-3Mo alloys. Pits were also found in the graphite side where fracture occurred when using the Ti-8.5Si brazing filler. The fracture occurred at the bonding interface between TiC layer and graphite when using other three kinds of brazing fillers.
Figure 7 shows the fracture morphology of the TZM side of the TZM/Ti-30V-3Mo/graphite. It can be seen that the TiC compound at the fracture was distributed as granular shape, and the upper surface diameter of the particles was 2 to 3 μm. The smooth surface of the TiC particles resulted the low bonding strength between TiC and graphite.

Fracture morphology of the TZM side of the TZM/Ti-30V-3Mo/graphite
When brazing TZM and graphite with Ti-8.5Si, Ti-33Cr, and Ti-30 V-Mo, the center of braze metal was composed of Ti-Mo, Ti-Cr, Ti-V solid solution, Ti-Si compound, and small amount of TiC compound. There existed a TiC compound layer at the interface between the brazing filler and the graphite. Due to the mismatch of physical properties between TiC compound and graphite, the uncoordinated shear deformation during testing and the low bonding strength between TiC and graphite made the shear fracture occur at the TiC compound layer and graphite interface.
4 Conclusions
-
(1)
The typical interfacial microstructure of TZM-graphite used Ti-56Ni brazing filler metal was consisted of TZM/NiTi, and Ni3Ti/incontinuous TiC/graphite. The central of the brazed joints were composed of NiTi and Ni3Ti phases. Generated TiC was distributed discontinuously, at the interface between the brazing filler metal and graphite.
-
(2)
The typical interfacial microstructure of TZM-graphite used Ti-8.5Si brazing filler metal was consisted of the TZM/Ti–Mo solid solution, Ti5Si4/continuous TiC/graphite. Large-block Ti5Si4 compounds were distributed in the center of the brazed joint. Continuous TiC compounds were generated at the interface between the brazing filer metal and graphite.
-
(3)
The typical interfacial microstructure of TZM-graphite used Ti-33Cr brazing filler metal was the TZM/Ti-Mo solid solution, and Ti–Cr solid solution/continuous TiC/graphite. The Ti–Mo solid solution formed at the interface between the brazing filler metal and TZM, and the Ti–Cr solid solution formed in the center of the brazed joint. The continuous TiC compounds formed at the interface between the brazing filler metal and graphite, resulting in metallurgical bonding between them.
-
(4)
TZM and graphite were brazed at high temperature using Ti-based brazing filler metals, and the shear strength range of the joint was 9–12 MPa. TiC compounds were formed at the interface between each brazing filler metal (Ti-56Ni, Ti-8.5Si, Ti-33Cr, and Ti-30V-3Mo) and graphite, and the brazing joint was fractured at the junction of TiC compounds and graphite. Therefore, the joint strength between TZM and graphite was similar to that between TiC and graphite. (5) TZM and graphite were brazed at high temperature using Ti-based brazing filler metals, and the shear strength range of the joint was 9 ~12 MPa. TiC compounds were formed at the interface between Ti-56Ni, Ti-8.5Si, Ti-33Cr, and Ti-30V-3Mo brazing filler metals and graphite, and the brazing joint was fractured at the junction of TiC compounds and graphite. Therefore, the joint strength between TZM and graphite is similar to that between TiC and graphite.
References
Yamada Y, Yanase M, Miura D, Chikuba K (2016) Novel heatsink for power semiconductor module using high thermal conductivity graphite. Microelectron Reliab 64:484–488
Ghosh S, Chakraborty R, Dandapat N, Pal KS, Basu D (2012) Characterization of alumina–alumina/graphite/monel superalloy brazed joints. Ceram Int 38(1):663–670
Dong L, Chen W, Hou L, Wang J, Song J (2017) Metallurgical and mechanical examinations of molybdenum/graphite joints by vacuum arc pressure brazing using Ti-Zr filler materials. J Mater Process Technol 249:39–45
Mao Y, Peng L, Wang S, Xi L (2017) Microstructural characterization of graphite/CuCrZr joints brazed with CuTiH2Ni-based fillers. J Alloys Compd 716:81–87
Zhang J, Wang T, Liu C, He Y (2014) Effect of brazing temperature on microstructure and mechanical properties of graphite/copper joints. Mater Sci Eng A 594:26–31
He Y, Yang J, Shen H, Wang L, Gao Z (2016) Brazing graphite to hastelloy N superalloy using pure-Au filler metal: bonding mechanism and joint properties. Mater Des 104:1–9
Yu W, Liu S, Liu X, Liu M, Shi W (2015) Interface reaction in ultrasonic vibration-assisted brazing of aluminum to graphite using Sn-Ag-Ti solder foil. J Mater Process Technol 221:285–290
Leitner DLK, Knabl W, Eidenberger-Schober M, Huber K, Lorich A, Clemens H, Maier-Kiener V (2018) Grain boundary segregation engineering in as-sintered molybdenum for improved ductility. Scr Mater 156:60–63
Zhang L, Pei J, Zhang L, Long J, Zhang J, JooNa S (2019) Laser seal welding of end plug to thin-walled nanostructured high-strength molybdenum alloy cladding with a zirconium interlayer. J Mater Process Technol 267:338–347
Song XG, Han GH, Hu SP, Zhao HY, Li Y, Wang MR, Shi B (2019) Evaluation of TZM/ZrCp-W joint brazed with Ti-35Ni filler: microstructure and mechanical properties. Mater Sci Eng A 742:190–200
Hatami Ramsheh H, Faghihi Sani MA, Kokabi AH (2013) Microstructure and mechanical properties of MoSi2–MoSi2 joints brazed by Ag-Cu-Zr interlayer. Mater Des 49:197–202
Han G, Bian H, Zhao H, Song X, Li Y, Liu D, Cao J, Feng J (2018) Interfacial microstructure and mechanical properties of TZM alloy and ZrC particle reinforced tungsten composite joint brazed using Ti-61Ni filler. J Alloys Compd 747:266–275
Tabernig B, Reheis N (2010) Joining of molybdenum and its application. Int J Refract Met Hard Mater 28(6):728–733
Chan H, Liaw DW, Shiue RK (2004) Microstructural evolution of brazing Ti–6Al–4V and TZM using silver-based braze alloy. Mater Lett 58(7–8):1141–1146
Han G, Wang Y, Zhao H, Song X, Cao J, Feng J (2017) Vacuum brazing of TZM alloy to ZrC particle reinforced W composite using Ti-28Ni eutectic brazing alloy. Int J Refract Met Hard Mater 69:240–246
Song X, Tian X, Zhao H, Si X, Han G, Feng J (2016) Interfacial microstructure and joining properties of titanium-zirconium-molybdenum alloy joints brazed using Ti-28Ni eutectic brazing alloy. Mater Sci Eng A 653:115–121
Wei-Hsing T, Tsung-Te C, Ching-Ti K, Wang S-Y, Biing-Jyh W (2018) Thermal diffusivity of graphite paper and its joint with alumina substrate. J Eur Ceram Soc 38(1):187–191
Zhang L, Zhang B, Sun Z, Tian X, Lei M, Feng J (2019) Tailoring microstructure and mechanical performance of the graphite-Ni based superalloy brazed combination used for molten salt reactors through thermal exposure. J Alloys Compd 782:981–985
Chen Z, Bian H, Hu S, Song X, Feng J (2018) Surface modification on wetting and vacuum brazing behavior of graphite using AgCu filler metal. Surf Coat Technol 348:104–110
Mao Y, Yu S, Zhang Y, Guo B, Deng Q (2015) Microstructure analysis of graphite/Cu joints brazed with (Cu-50TiH2)+B composite filler. Fusion Eng Des 100:152–158
Kimiaki N, Yoshihisa S, Yoshinari M, Kazuhiro N (2012) Characteristics of dissimilar laser-brazed joints of isotropic graphite to WC–Co alloy. Mater Sci Eng B 177(7):520–523
Funding
This work is supported by Zhongyuan High Level Talents Special Support Plan (Grant No. 204200510031), and Zhengzhou Major Science and Technology Innovation Special Project (Grant No. 2019CXZX0065), and Open Fund of National Joint Engineering Research Center for Abrasion Control and Molding of Metal Materials (Grant No. HKDNM2019011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVII - Brazing, Soldering and Diffusion Bonding
Rights and permissions
About this article

Cite this article
Lu, Q., Long, W., Zhong, S. et al. TZM/graphite interface behavior in high-temperature brazing by Ti-based brazing filler materials. Weld World 64, 1877–1885 (2020). https://doi.org/10.1007/s40194-020-00967-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-00967-3