
Abstract
Among the factors that influence welding defects, arc interruption is an important and unavoidable problem. When the welding torch swings during narrow gap pulsed gas metal arc welding (P-GMAW), arc interruption phenomenon always occurs at the same position along the torch trajectory and is therefore governed by some concrete conditions. Prior to arc interruption, the arc exhibits a distinct shape and the voltage signals fluctuate significantly. Internal causes of the distinct arc shape were investigated, and it was found that narrowness of the gap played an important role. As the metal vapor is easily ionized, the arc rises along with the rising vapor plume, expanding beyond the end of the wire and forming an approximately parabolic shape. The effect of narrow grooves on the droplets and weld beads, especially when the torch deviates from the groove center, will be beneficial for the generation and collection of metal vapor. Since the arc will always be prolonged prior to interruption and the voltage will fluctuate, the arc interruption of this kind can be predicted and eliminated, thus improving the welding quality of narrow gap.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Narrow gap welding is preferred for manufacturing of thick plates because it can improve the welding efficiency while reducing the welding heat input and thermal deformation. Sidewall fusion difficulty is the key challenge of this technology, which contributes greatly to the welding defects. To improve the qualification rate of narrow gap welding, related technologies have been widely studied. In terms of narrow gap arc sensing, Li et al. [3] used support vector machine methods to predict torch deviation with the aim of designing better arc sensors to improve seam-tracking accuracy. Moreover, Baek et al. [1] proposed a method for measuring seam width with the arc sensor, which was used in the orbital welding system. In terms of welding arc behavior characteristics, high-speed cameras and signal acquisition systems have been used to study the corresponding arc shape, droplet transition, and arc signals. Liu et al. [4] discovered the “jump sidewall” behavior in the narrow gap P-GMAW process, which shows that narrow grooves have a critical effect on arc behavior. Lan et al. [2] investigated the effects of arc-sidewall distance on arc appearance in narrow gap MAG welding and established the relationship between the arc-sidewall distance and arc stability. Zhang et al. [7] reported the arc climbing phenomenon and changes in the droplet transfer path and also revealed the related mechanisms. Furthermore, some new techniques were also used in narrow gap welding. For example, Shelyagin et al. [5] adopted laser-arc hybrid method and Wang et al. [6] adopted magnetically assisted welding method in narrow gap welding process.
Arc interruption can have a significant impact on weld quality, particularly in narrow gap welding. When arc interruption occurs, heat and mass transfer processes are also interrupted and the arc must be re-ignited. In addition, arc interruptions cause sudden changes in the arc signal, which can dramatically affect weld quality, especially when certain processes are controlled via feedback information from the arc signal, such as real-time control of weld penetration based on the audible arc sound and seam tracking based on arc voltage feedback.
Although arc interruption cannot be completely avoided at present, it would be helpful to reveal the underlying mechanism in terms of monitoring and potentially controlling arc interruption phenomenon, thereby improving weld quality. During narrow gap pulsed gas metal arc welding (P-GMAW) experiments, arc interruption occurs at the same position along the welding torch trajectory, suggesting that arc interruption phenomenon is governed by predetermined welding conditions. Thus, the aim of this paper is to reveal the general rules and internal causes of arc interruption in narrow gap P-GMAW and offer future directions for further optimizing parameters of narrow gap welding.
2 Arc interruption in narrow gap P-GMAW
2.1 Observed arc interruption with deviation of welding torch trajectory
2.1.1 Experimental setup
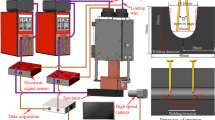
An oscillating torch welding test bench, as shown in Fig. 1, was used to study arc interruption in narrow gap P-GMAW. The swing amplitude, swing speed, and torch height were automatically adjusted using two different modes: (1) moving welding torch and stationary workpiece and (2) moving workpiece and stationary welding torch. The signal acquisition system measured voltage and current, while synchronously measuring the relative position (with 0.1 mm precision) between the welding torch and sidewall.

Oscillating narrow groove welding torch test bench
Dimensions of the workpiece groove are illustrated in Fig. 2a. By increasing the welding wire extension, the wire oscillated from the left side to the right side in the groove, as shown in Fig. 2b. The welding parameters are listed in Table 1.

Size and appearance of narrow gap groove in workpiece used in experiments: a dimensions of groove; b photograph of groove
A Fronius welder (TPS 3200) was used as the welding power source, and the I/I control mode was adopted so that changes in the arc length did not directly affect the welding current. The arc voltage, which is proportional to the arc length, was monitored, and the average input current was controlled by adjusting the pulse frequency, resulting in changes in wire extension and arc length recovery. Under the I/I mode, the current signal is always stable, even if short circuit occurs during the welding process. However, the voltage rapidly decreases if short circuit occurs. When arc interruption occurs during welding, the current drops to zero while the voltage increases to prepare for re-igniting the arc. Signal characteristics of arc interruption and short circuit are illustrated in Fig. 3. After arc interruption, the arc is re-ignited by continuously feeding the welding wire. During the early stage of arc re-ignition, the arc length is short, the pulse frequency is high, and short-circuit transition occurs at high frequency.

Signal characteristics of arc interruption and short circuit
2.1.2 Observation of arc interruption phenomenon
Experiments were carried out with different deviations using the operating parameters listed in Table 1. When the center of the welding torch oscillation significantly deviates from the groove center, the welding arc is easily interrupted. Signal characteristics of narrow groove P-GMAW with welding torch deviations of 0.2 mm and 0.7 mm to the left are shown in Fig. 4. Experimental data were collected for 11 swing cycles and about 600 pulse cycles. In Fig. 4, the blue rectangular curve represents the swing signal. Rising edges of the swing signal represent the right wall position and falling edges represent the left wall position. Short-circuit transitions when the torch is near the sidewall can be observed in Fig. 4a, but no arc interruption occurs. However, in Fig. 4b, five arc interruptions can be observed with a swing torch deviation of 0.7 mm to the left.

Signal characteristics of narrow groove P-GMAW with oscillating torch: a 0.2 mm Jdeviation of swing torch to the left; b 0.7 mm deviation of swing torch to the left
2.2 Signal characteristics when arc interruption occurs
To analyze the influence of torch deviation on arc behavior, characteristics of the arc signal were first analyzed during stable welding, and then compared with the arc signal characteristics when arc interruption occurs.
2.2.1 Arc signal characteristics during stable welding
Arc signal characteristics of the stable welding process are illustrated in Fig. 5. The base stage ends at ①, and the voltage and current increase rapidly thereafter, reaching a peak value at ②. Then, the voltage and current begin to decline. At ③, the current decreases from about 500 A to about 100 A and the voltage decreases from about 30 V to about 20 V. At this time, droplets are formed and ready to be transferred. At ④, droplet transition begins and the arc length and voltage increase slightly. At ⑤, droplet transition is complete and the current and voltage are reduced to the set value of the base stage, which is controlled by the welding machine. Thereafter, the voltage and current remain stable in the base value stage for a long time. During stable welding, voltage and current characteristics change according to preset laws of the control system. Droplet transition is completed in one pulse period, and signal variation is consistent throughout each pulse period.

Important voltage nodes in a single pulse period
2.2.2 Arc signal characteristics with arc interruption
Detailed signal characteristics, previously presented in Fig. 4b, of the five arc interruptions are shown in Fig. 6. From Figs. 4b and 6, it can be found that:
-
a.
Voltage signals of the base stages fluctuate significantly before arc interruption occurs. The voltage does not fall to the set value of the base stage; instead, fluctuation increases, as shown in Fig. 7.
-
b.
Arc interruption phenomenon occurs when the welding torch swings from the right to left limit position (when swing signals are at the highest level) and at the base value stage of the pulse period.
Fig. 6 
Detailed signal characteristics when arc interruption phenomena occur: a first arc interruption; b second arc interruption; c third arc interruption; d fourth arc interruption; e fifth arc interruption
Fig. 7 
Arc signal characteristics during stable welding and before arc interruption


Although the arc signal is mainly controlled by the welding power system, the arc signal can also be affected by external factors, such as groove constraints, shielding gas, and molten pool flow. During the base stage, the input current is very low. Therefore, arc stability is poor and the ability of the arc to resist the influence of external factors is also extremely low. Under these conditions, if the influence of external factors becomes stronger than the ability of the welding machine to control the arc, arc interruption will occur.
Since the arc signal does not change according to a predetermined law in the same way that stable welding process does, certain conditions must affect the welding arc. Determining which external factors affect the arc will provide valuable information that can be used to predict, and perhaps even prevent, arc interruption and can contribute to welding power design and analysis of welding arc behaviors.
2.3 Arc behavior when arc interruption occurs
The arc shape was observed via high-speed camera images. Before each arc interruption, the base-stage arc enters a special state. The arc is stretched upward like a rubber band between the end of the welding wire and the bottom of the groove, as shown in Fig. 8a. When the arc becomes elongated, arc interruption occurs.

Representative high-speed camera images of a arc morphology before arc interruption and b variation of the arc shape in the base value stage before arc interruption
Variation of the arc shape before arc interruption is illustrated in Fig. 8b. After droplet transfer, the welding current decreases to a set value at the base stage and the arc still stretches from the end of the wire to the bottom of the molten pool. Over time, the arc is stretched further upward and gradually expands beyond the end of the wire, forming an approximately parabolic shape. Once this arc shape appears, arc interruption will inevitably occur.
3 Internal factors influencing arc interruption in narrow gap P-GMAW
3.1 Effect of narrow gap on P-GMAW arc
During the narrow gap welding process, the sidewall plays a significant role in pulse frequency variation. When the welding torch swings towards the sidewall, the arc becomes shorter and shorter. To maintain a stable arc length, the average current must be increased by increasing the pulse frequency, which accelerates melting of the welding wire.
When the welding torch swings away from the sidewall, the average current output from the welding power supply is reduced by decreasing the pulse frequency (accomplished by increasing the base time), thereby slowing down the wire melting rate. As shown in Fig. 9, assuming that the arc length can be recovered immediately, the reduction of wire extension caused by accelerated burning during time increment Δt is:
where α is the groove angle, v is the velocity of the torch swinging towards (or away from) the sidewall, and Δu is the increment of welding wire burning speed (positive when moving towards the sidewall and negative when moving away from the sidewall). That is

Schematic diagram of arc length, which is adjusted by moving the welding torch towards the sidewall
According to Eqs. (1) and (2), if the torch moves a certain distance towards (or away from) the sidewall, a smaller groove angle α will result in a greater reduction (increment) of wire extension and a greater increase (decrease) in the wire burning rate. That is, increase (decrease) in the pulse frequency is much greater when the groove angle is smaller.
At the same time, when the arc climbs upwards along the sidewall (when the torch is close to the sidewall), the arc melts the sidewall and the angle of the narrow gap groove becomes smaller or even upright (0 degrees), as shown in Fig. 10. Therefore, when the torch moves away from the sidewall, the groove angle is much smaller than when the torch moves towards the sidewall. Moreover, the rate of decrease of pulse frequency is much higher when the torch moves away from the sidewall compared with when the torch is moving towards the sidewall, as shown in Fig. 11.

Influence of arc behavior and its effects on arc sidewall: a arc sidewall climbing phenomenon and b arc melts the sidewall and creates upright groove sidewall

Pulse frequency when torch moves towards and away from sidewall
3.2 Effect of narrow gap on droplet transition
3.2.1 Overheated droplets form when torch moves away from the sidewall
The pulse frequency varies as the torch moves either towards or away from the sidewall, leading to significant differences in heat input. This in turn leads to differences in the droplet heat content, which can result in overheated droplets. The base period is much longer at low pulse frequency that at high pulse frequency. Droplets formed during the longer base period and constant pulse period absorb more heat from each pulse, and the droplet volume is also larger than normal.
To compare the energy gained by droplets when the torch moves towards or away from the sidewall, the energy gained by each droplet in a single cycle can be calculated as
where m and n indicate the start and end of a single pulse cycle. In order to separate the continuous pulse periods, the time when the welding current reaches the peak value is designated as the start time of the pulse, and the time when the welding current reaches the peak value once more is the end time of the pulse and the start time of the next pulse period. m represents the sequence number of the start time; n represents the sequence number of the end time; t is the time interval for sampling each data point, that is, the reciprocal of sampling frequency; and η is the percentage of energy from the output welding power gained by the droplets. The results presented in Fig. 12 clearly show that energy gained by the droplet during each pulse cycle changes depending on whether the torch moves towards or away from the sidewall. When the torch moves away from the sidewall, the droplet energy increases dramatically, which can easily lead to overheating of the droplet.

Droplet energy as torch moves towards or away from sidewall
3.2.2 Effect of torch deviation on droplet transition path
During narrow gap welding with a swing torch, when the center of the torch oscillation deviates from the groove center, the torch is close to one sidewall and farther from the other. On the closer side, the arc climbs higher and overheating of the droplet becomes more severe. Furthermore, the droplet transition path clearly changes under the spot pressure. Taking torch deviation to the left as an example, as the droplet moves away from the wire axis towards the right sidewall, an inclined weld is formed since the right side of the weld will be higher than the left side, as shown in Fig. 13 a and b.

Influence of torch swing deviation on droplet transfer and groove morphology (deviation of 0.7 mm to the left): a droplets path; b inclined weld bead
3.3 Internal causes of repeated arc interruption
Representative images of the interrupted arc shown in Fig. 8 suggest that special behavior of welding arc and droplet transition play an important role in arc interruption. The acute angle of narrow gap sidewall leads to significant overheating of the droplet when the torch moves away from the sidewall. When the center of the torch oscillation deviates from the groove center, overheating becomes more severe.
Changes in the droplet transition path lead to the overheated droplets being transferred from the sidewall to the bottom of the valley. Since the bottom of the valley can easily become saturated with vapor released by the overheated droplets, vapor will rise along the sidewall. Moreover, the ionization energy of metal vapor is much lower than that of the shielding gas (ionization energy of Fe vapor is 762.5 kJ mol−1, that of Ar is 1520.6 kJ mol−1, and that of CO2 is 1330.5 kJ mol−1). The characteristics of narrow gap welding described above provide appropriate conditions for arc interruption.
As discussed above, arc interruption phenomenon will always occur at the base value stage of a certain pulse period because the arc is in the “free” state during the base value stage. At this stage, the current is small and the electromagnetic force in the arc space is not enough to ensure the arc stretching along the direction of the wire axis. Therefore, the arc always searches for the path that requires the least energy to establish a conductive channel. Building a conductive channel along the rising path of metal vapor requires the least amount of energy.
When metal vapor continuously rises beyond the end of welding wire, the arc presents a special shape similar to a parabola. This makes the actual arc length much longer than the distance between the end of welding wire and the molten pool. At this time, if the welding current cannot increase rapidly enough (for example, the arrival of the pulse stage) to ensure the arc forms along the axis between the end of the wire and the weld pool, the arc will continue to extend along the path of rising metal vapor and can be easily “pulled off”. Thus, arc interruption will occur. The interruption process in narrow gap welding is illustrated in Fig. 14.

Internal causes of repeated arc interruption
In summary, the narrow gap leads to overheated droplets and changes in the droplet transition path, which creates the right conditions for arc interruption phenomenon to occur. When the torch deviates from the center of oscillation, inclined weld beads form and vapor in the valley of the groove can easily become saturated, which is a prerequisite for arc interruption. This is why arc interruption always occurs as the torch swings from one side to the other.
To avoid arc interruption in narrow gap P-GMAW, the center of the welding torch oscillations must be aligned with the groove center. In addition, arc interruptions can be predicted since the arc voltage fluctuates before arc interruption. Moreover, since fluctuations always occur at the base stage of each pulse cycle, arc interruption phenomenon can be successfully avoided by increasing the pulse frequency and reducing the base stage time of the pulse cycle.
4 Conclusions
During narrow gap pulsed gas metal arc welding (P-GMAW) experiments, arc interruption occurs at the same position along the welding torch trajectory, suggesting that arc interruption phenomenon is governed by predetermined welding conditions. Thus, the aim of this paper is to reveal the general rules and internal causes of arc interruption in narrow gap P-GMAW and offer future directions for further optimizing parameters of narrow gap welding.
This paper presented an arc interruption phenomenon that occurred in narrow gap P-GMAW and investigated the internal causes. The following conclusions can be summarized:
-
(1)
For swing torch narrow gap welding, when the center of the welding torch oscillations significantly deviates from the groove center, the welding arc is easily interrupted. A relationship exists between the position of the welding torch when interruption occurs and the direction of welding torch deviation, which always occurs in the base value stage of the P-GMAW process.
-
(2)
During several pulse periods prior to arc interruption, the voltage at the base stage does not decrease to the set value but fluctuates or rises. Although the arc stretches between the wire tip and the molten pool surface, it becomes even more elongated as the metal vapor increases, exhibiting a parabolic shape. When the arc becomes over-stretched, it will break.
-
(3)
In the narrow gap welding process, when the welding torch moves away from the sidewall, overheated droplets easily form, providing the right conditions for generating metal vapor. When the welding torch deviates from the groove center, overheating of droplets is more severe, and droplet transition also changes, resulting in an inclined weld bead. As a result, metal vapor at the bottom of the valley can easily become saturated and rise along the groove sidewall, creating suitable conditions for arc elongation. Finally, when stiffness of the arc is low, the arc is in an almost free state, which is a key factor for arc elongation and interruption.
References
Baek D, Moon HS, Park SH (2017) Development of an automatic orbital welding system with robust weaving width control and a seam-tracking function for narrow grooves. Int J Adv Manuf Technol 93(1–4):767–777
Lan H, Zhang HJ, Zhao DL, Chen AJ, Lin SY (2015) Effects of arc-sidewall distance on arc appearance in narrow gap MAG welding. In: Tarn TJ, Chen SB, Chen XQ (eds) Robotic welding, intelligence and automation. RWIA 2014: advances in intelligent systems and computing, vol 363, pp 35–45
Li W, Gao K, Wu J (2014) SVM-based information fusion for weld deviation extraction and weld groove state identification in rotating arc narrow gap MAG welding. Int J Adv Manuf Technol 74(9–12):1355–1364
Liu WJ, Li LY, Yue JF, Yan PJ, Liu XH (2017) Research on the “jump sidewall” behavior and its signal characteristics in narrow gap p-mag welding. Int J Adv Manuf Technol 91(1–4):1189–1196
Shelyagin V, Khaskin V, Bernatskyi A, Siora A, Sydorets VN, Chinakhov DA (2018) Multi-pass laser and hybrid laser-arc narrow-gap welding of steel butt joints. Mater Sci Forum 927:64–71
Wang J, Sun Q, Zhang T, Zhang S, Liu Y, Feng J (2018) Arc characteristics in alternating magnetic field assisted narrow gap pulsed GTAW. J Mater Process Technol 254:254–264
Zhang G, Shi Y, Zhu M, Fan D (2017) Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. J Mater Process Technol 245:15–23
Funding
The Natural Science Foundation of China (No. U1733125), the Natural Science Foundation of Tianjin City (CN) (No. 18JCYBJC19100), the Natural Science Foundation of Tianjin City (CN) (No. 17JCZDJC38700), the National Natural Science Foundation of China (No. 51705361), and the Natural Science Foundation of Tianjin Municipal Science and Technology Commission (No. 2017KJ080) provided the financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Study Group 212 - The Physics of Welding
Rights and permissions
About this article

Cite this article
Liu, W., Jia, Z., Yue, J. et al. Arc interruption phenomena and internal causes in narrow gap P-GMAW. Weld World 64, 1779–1787 (2020). https://doi.org/10.1007/s40194-020-00957-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-00957-5