
Abstract
Several publications deal with the influence of the initial fiber orientation in joining parts on the weld strength of fiber-reinforced thermoplastics. The welding partners have been sawn before welding. Preparing the joining parts after injection molding is not suitable since it is an additional manufacturing step. Since injection molding results in a non-uniform fiber orientation, there is a possibility that the position of the weld influences weld characteristics. The influence of the initial fiber orientation was investigated by preparing parts with longitudinal or transverse initial fiber orientation. Short and long glass fiber-reinforced thermoplastics with a glass fiber content of 30% have been welded by hot-plate and vibration welding. The initial fiber orientation in non-welded parts influences the weld strength: longitudinal fibers are more advantageous for the weld strength than transverse fibers. The influence of the position of the weld in injection-molded parts was investigated by welding the plates at the end of the flow path, at the sawn gate, and at the lateral side. The weld strength is similar at the gate or at the end of the flow path. For PA-GF30, the weld strength at the gate is even higher. Positioning the weld at the lateral side in injection-molded parts results in significantly lower weld strengths for short and long glass fiber-reinforced thermoplastics in hot-plate and vibration welding.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction and motivation
The joining of fiber-reinforced plastics (FRP) plays an important role in fiber-composite technology and makes it possible to produce complex products for lightweight construction. Conventional FRP consist of a thermoset matrix and can be joined in different ways. Joining processes include mechanical processes, adhesive bonding, casting, and forming. Fiber-reinforced plastics with a thermoplastic matrix differ from conventional fiber-reinforced plastics in that their properties include an ability to melt. This means that for fiber-reinforced thermoplastics, there is also the option of using welding as another joining process. Here, the part to be joined is melted in the joining area and then joined under pressure and cooled.
When welding, there is a melt flow in the welding bead during the joining phase due to the joining pressure, which is known as compressive yielding. Based on the direction of flow, compressive yielding results in a fiber orientation, that is, perpendicular to the joining direction. The reinforcing effect of the fibers then only occurs when the fibers are oriented parallel to the load direction, which generally corresponds to the joining direction. In the weld seam, the fibers do not effectively strengthen the matrix material due to the transverse orientation. This means that when welding fiber-reinforced plastics, significantly, lower welding factors are achieved compared to when welding non-reinforced thermoplastics, i.e., the weld seam strength of fiber-reinforced plastics is significantly lower than their material strength. The loss in strength is compensated for by using a greater wall thickness. In order to utilize the full lightweight construction potential of thermoplastic fiber-reinforced plastics, a transverse orientation of the fibers in the weld seam must be avoided to increase the weld seam strength of fiber-reinforced plastics.
The issue of welding fiber-reinforced plastics has already been the subject of a lot of research. Various approaches to increasing weld seam strength focus, for example, on the influence of process parameters [2, 11,12,13], the formation of the weld seam [3, 15], the structure of the heating element [5], changing the material properties [14], and compression of the welding bead [2]. Another possible influencing factor that has been identified is the orientation of fibers in the joining part (hereinafter referred to as the initial fiber orientation). There are several publications researching the influence of the initial fiber orientation on the fiber orientation of the weld seam. Bucknall et al. used glass fiber reinforced PP injection-molded plates (“injection-molded, edge-gated, rectangular bars”) as joining parts [4] in hot-plate welding. These were welded parallel to the direction in which the main fibers were oriented (0°) and perpendicular to the direction in which the main fibers were oriented (90°). The maximum weld seam strengths achieved were equally high for both orientations (longitudinal and transverse to the joining direction). This is because the fiber orientation in the weld seam is similar regardless of the initial fiber orientation in the joining part. By directing the melt flow into the welding bead, the fibers are turned so that they are oriented mainly in the welding plane and therefore perpendicular to the joining direction. Kagan et al. also found that in the vibration welding of glass fiber reinforced polyamide, there were similar fiber orientations in the weld seam for different fiber orientations in the joining part [KLS + 96]. At the South German Plastics Institute (SKZ), investigations into hot-plate and infrared welding of glass fiber reinforced PP, PA, and ABS also used test specimens with different fiber orientations. Firstly, test specimens were welded using injection molding at the end of the flow path, where the majority of fibers are oriented transversely to the joining direction [2]. Secondly, the end of the flow path of the injection-molded test specimen was sawn off to ensure that the main fiber orientation on the joining surface was in the joining direction. In hot-plate welding, as well as in infrared welding, the weld seam strength of sawn test specimens was sometimes greater and sometimes less than the weld seam strength of injection-molded test specimens. The different levels of thermal conductivity of the joining surfaces of sawn and injection-molded test specimens was named as one of the reasons for the different weld seam strengths.
Research results thus far do not make it possible to make any clear statement regarding the influence of the initial fiber orientation on the weld seam strength of fiber-reinforced thermoplastics, meaning there is still a need for further research in this area.
2 Experimental method
2.1 Materials
The experiments were carried out with several glass fiber reinforced materials. To determine the influence of fiber length on the weld characteristics, two types of PP with 30% fiber concentration each are used: short glass fiber reinforced PP-GF30 and long glass fiber-reinforced PP-LGF30. Investigations on the influence of melt viscosity in welding of fiber reinforced thermoplastics, two types of PA: PA-GF30 with a higher viscosity than standard polyamide types and PA-GF30EF with flow additives for a comparatively low viscosity. The material manufacturer promises improved weldability for hot-plate and vibration welding for PA-GF30 compared to other PA types due to higher shear-thinning behavior and higher viscosity.
2.2 Welding
The welding processes used are hot-plate welding and vibration welding. The welding parameters were determined based on findings from previous investigations in common sectors [8, 10]:
Hot-plate welding:
-
Melt-layer thickness L0/component thickness d = 0.34…0.48
-
Joining displacement sJ/melt-layer thickness L0 = 0.75…0.90
-
Joining velocity vJ = 5…9 mm/s
-
Hot-plate temperature THP [°C] = TM + 80…100 °C
Vibration welding:
-
Welding pressure 1 pW1 [MPa] = 0.5 MPa
-
Welding pressure variation pW1/pW2 = 1/1
-
Joining displacement sJ = 1.4 mm
-
Amplitude a = 0.5 mm
The joining parts are injection-molded plates of the following geometry:
-
A = 60 mm × 60 mm × 2 mm
-
B = 130 mm × 70 mm × 3 mm
Two different plates were used for the following reason. Plate A is molded over a flash gate, and plate B is molded over a film gate. This means that there was a uniform orientation of fibers along the width of the plate in plate A, which made it easier to create defined initial fiber orientations. However, the joining area is too small for the vibration-welding machine, so a larger plate is used for this welding process.
2.3 Fiber orientation
Computed tomography (CT) analysis provides three-dimensional recording of a scanned part. Fibers are detected by gray-value gradients [6]. Based on the orientation of single fibers, the average orientation tensor for a given region of interest is calculated. Figure 1 shows the coordinate systems in the non-welded part (a) and in the weld (b). x represents the squeeze-flow direction, y the joining direction, and z the direction of the weld length which is the vibration direction in vibration welding. Generally, the joining direction is equal to the load direction. For analysis of the fiber orientation in the joining parts and in the weld, a nanofocus computer tomography system (NanoCT) called phoenix nanotom s (GE Measurement & Control Solutions) in combination with the analyzing software VGStudio MAX 2.2 (Volume Graphics) was used at the laboratory of Kunststofftechnik Paderborn.

Coordinate systems in the non-welded part (a) and in the weld (b)
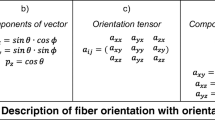
Advani and Tucker proposed to describe the orientation of a rigid cylindrical fiber in three-dimensional space by two angles (Fig. 2a). The orientation tensor is based on the formulation of a unit vector P with the Cartesian components px, py, and pz (Fig. 2b, c). The components of the orientation tensor are dyadic products of vector P; e.g., axx = px ∙ px [1, 13].

Description of fiber orientation with orientation tensor
The orientation in x-, y-, and z-direction is described by the components on the principle diagonal of the orientation tensor (axx, ayy, azz). The sum of these components is 1. Fibers aligned along x-axis uniformly are described by axx equals 1 and ayy and azz equal 0. Randomly, in the x-y-plane oriented, fibers are described by axx and ayy equal 0.5 and azz equals 0 [BT92, 13].
Further information on the fiber orientation analysis can be found in [10].
The fiber orientation in the middle layer of a plate is shown in Fig. 3. On the lateral edge, the fibers are in the direction of flow, while the fibers turn more and more with decreasing distance to the end of the flow path. At the end of the flow path on the opposite side to the gate, the fibers are oriented transverse to the flow direction. For the investigations on the influence of the initial fiber orientation in welding of fiber-reinforced plastics, the joining parts must be prepared with a strong fiber orientation in the joining zone: parts are created with many fibers oriented parallel to the joining direction as well as parts are created with many fibers oriented transverse to the joining direction. Cutting the plates longitudinally to the flow direction, plates are prepared with fibers at the cut surface oriented parallel to the joining direction. Welding of the parts will be done on the cut surface. In order to achieve a joining surface with fibers oriented transversely to the joining direction, the lateral edge layer is sawn off (Fig. 3 left hand side). This is necessary because the fiber orientation directly at the lateral edge is irregular due to the fast freezing of the melt in the injection molding process. At a distance of 4 mm from the edge, the fiber orientation is nearly constant in the flow direction.

Fiber orientation in parts to be welded with different initial fiber orientations: longitudinal and transverse
Three different types of plates are considered in the presented investigations:
-
Injection-molded plates to be joined at the end of the flow path
-
Plates with initial fiber orientation longitudinal to the joining direction
-
Plates with initial fiber orientation transverse to the joining direction
The values of the components of the fiber orientation tensors in the joining area are compared for the three different types of plates in Table 1, using plate A made of PP-GF30 as an example. Plates with a transverse orientation have a higher number of fibers compared to injection-molded plates at the end of the flow path, with these fibers being oriented in the z direction; the number in the joining direction (y) is similar. However, plates with a longitudinal orientation have around 2.5 times as many fibers oriented in the joining direction compared to injection-molded plates at the end of the flow path.
Cutting parts before joining to achieve an advantageous fiber orientation would be an additional step in the production process. This raises production time and costs. The only possibility to influence the fiber orientation after injection molding is to choose the position of the weld in injection-molded parts. Therefore, the B plates are welded in such a way that the welding seam is located in different positions on the injection-molded plates (Fig. 4). Usually, in the majority of applications, the welding seam is at the end of the flow path (joining area 1). In the gate area, many fibers are oriented in the direction of flow, meaning the fiber orientation is similar to the sawn plates with an initial longitudinal orientation (see Tables 1 and 2). The fiber orientation on the lateral site is similar to the orientation at the end of the flow path.

Weld positions on an injection-molded plate B
2.4 Tensile testing
To determine the weld seam strength, short-term tests are carried out on a universal tensile testing machine. The welding bead is not processed before the test. The selected test speed is consistently 20 mm/min based on the guideline 2203-2 of the German Welding Society [7].
3 Results
3.1 Influence of the initial fiber orientation
The A plates were joined with different initial fiber orientations (injection-molded, longitudinal and transverse) (see Fig. 3) in the hot-plate welding process, while B plates with different initial fiber orientations were used for the vibration welding. The weld seam strengths that were achieved for the hot-plate and vibration welding are shown in Fig. 5. The welding parameters were the same for all plates made of one material.

Weld strength for different initial fiber orientations for hot-plate welding (a) and vibration welding (b)
In hot-plate welding, the initial fiber orientation influences the weld strength. With longitudinal fiber orientation, a higher weld strength is achieved than with transverse fiber orientation. For short fiber reinforced materials, the weld strength of injection-molded parts welded at the end of the flow path is higher than the weld strength of parts with initial fiber orientation longitudinal or transverse to the joining direction. Only for long glass fiber-reinforced PP, the weld strength is higher with a longitudinal fiber orientation in the parts to be joined.
In vibration welding, the influence of the initial fiber orientation is not as distinct as in hot-plate welding. For PP-GF30 and PA-GF30, the weld strength is on the same level for initial longitudinal fiber orientation and initial transverse fiber orientation. The reason for the lower influence of the initial fiber orientation on the weld strength in vibration welding compared to hot-plate welding might be the reorientation of the fibers due to the vibrating motion [9]. For PP-LGF30 and PA-GF30EF, the weld strength with initial longitudinal fiber orientation is higher than with initial transverse fiber orientation. The weld strength of injection-molded parts welded at the end of the flow path is only for PP-GF30 and PA-GF30 higher than for the cutted plates with longitudinal or transverse fiber orientation. This can be explained by the fact that in the sawn plates (longitudinal and transverse), there is no closed matrix layer on top of the joining plane, while at the end of the flow path, the fibers are enclosed by matrix material. This means that the amount of fibers in the weld seam is greater in sawn joining parts than in standard welds. The greater fiber content may lead to a greater weakening of the matrix material in the welding plane.
The fiber orientation in the weld for hot-plate welded PP-LGF30 are presented in Fig. 6. The typical transverse orientation of the fibers can be seen in the weld of all three-plate types. Only for initial longitudinal fiber orientation, fiber bridging in the weld from one to the other joining part is achievable (Fig. 6b). The crossing fibers and the high amount fibers oriented in the joining direction (ayy) in the weld (Fig. 7a) result in a weld strength, that is, 63% higher than in a weld at the end of the flow path of an injection-molded joining part (welding factor 0.63).

Fiber orientation in the weld of PP-LGF30 with different initial fiber orientations in the joining part: injection-molded (a), longitudinal (b), transverse (c)

Fiber orientation and weld strength for different initial fiber orientations for hot-plate welding of PP-LGF30 (a) and PP-GF30 (b)
In the hot-plate welding of short glass fiber-reinforced thermoplastics, fiber bridging, and high fiber orientation in the joining direction is also observed for initial longitudinal fiber orientation. However, these observations do not result in higher weld strength compared to injection-molded parts (Fig. 7b). The reason might be that long glass fibers are able to transmit higher forces than short glass fibers so that the reinforcement is stronger with bridging long fibers.
In vibration welding, it is not possible to achieve fiber bridging in the weld independent on the initial fiber orientation. This can be ascribed to the reorientation of the fibers due to the welding forced in combination with the vibrating motion [9].
3.2 Influence of the weld position
The position of the weld in injection-molded plates influences the weld strength (Fig. 8): the weld strength on the lateral side is lower than at the end of the flow path or at the gate. Only for PP-GF30 in hot-plate welding and PA-GF30EF in vibration welding, these differences are not significant and the weld strength is at the same level at the end of the flow path, at the lateral side, and at the gate.

Weld strength for different initial fiber orientations for hot-plate welding (a) and vibration welding (b)
The weld strength at the gate, where about 40% of the fibers are oriented in the joining direction (Table 2), is only for PA-GF30 significantly higher than at the end of the flow path or the lateral side. This is only observable partially for PA-GF30EF and PP-LGF30.
Although the highest effects of the initial fiber orientation were observed for PA-GF30, Fig. 9 shows CT scans of the weld of hot-plate welded PP-LGF30 in the different weld positions. The reason for choosing the CT scans of PP-LGF30 is the better visibility of long compared to short glass fibers.

Fiber orientation in the weld of hot-plated welded PP-LGF30 with different weld positions: end of the flow path (a), gate (b), and lateral side (c)
The usual transverse orientation of fibers is visible in all scans. Only when the weld is placed at the gate, fibers are bridging the weld from one joining part into the other. The analysis of the fiber orientation tensor makes the visual impression clearer (Fig. 10 and Fig. 11). In a weld placed at the gate, there are up to four times as many fibers oriented in the joining direction (y) than in a weld at the end of the flow path (a) or on the lateral side (c). However, as Fig. 11 shows for PP-LGF30, the greater fiber orientation in the joining direction does not always result in a higher weld strength. The components of the fiber orientation tensor are similar for the welds at the end of the flow path and at the lateral side. Nevertheless, the weld strength at the lateral side is significantly smaller than at the end of the flow path. Additionally, the characteristics of the matrix material at the positions of the plates to be welded influence the weld. One assumption is that the mold-filling process and the different cooling conditions at the lateral side and the end of the flow rate results in different morphological characteristics of the matrix material. This in turn might result in a different weld strength because the matrix material is mainly responsible for the weld strength of fiber reinforced thermoplastics.

Fiber orientation and weld strength for different weld positions for PP-LGF30 for hot-plate welding (a) and vibration welding (b)

Fiber orientation and weld strength for different weld positions for PA-GF30 for hot-plate welding (a) and vibration welding (b)
4 Summary and outlook
In short and long glass fiber-reinforced thermoplastics, the influence of the initial fiber orientation on the weld seam strength and the fiber orientation in the weld seam was investigated in hot-plate and vibration welding. Therefore, plates have been prepared to be welded at areas with a high amount of fibers oriented parallel (longitudinal) or transverse to the joining direction.
The initial fiber orientation in non-welded parts influences the weld strength. The results show that a longitudinal initial fiber orientation is better for the achievable weld strength than a transverse fiber orientation. For long glass fiber-reinforced PP, the parts with longitudinal fibers achieve a 63% higher weld strength in hot-plate welding than injection-molded parts welded at the end of the flow path. This can be ascribed to fibers bridging the weld from one into the other part. Fiber bridging was also observed for short glass fiber-reinforced materials in hot-plate welding, but it does not result in higher weld strength. In vibration welding, the influence of the initial fiber orientation is smaller due to the vibrating motion. Fiber bridging was not achieved.
Choosing the position of the weld in an injection-molded part is the only possibility to influence the initial fiber orientation after injection molding. To analyze the achievable weld strength in dependence on the position of the weld, an injection-molded plate has been welded at three different positions: at the end of the flow path, at the sawn gate, and at the lateral side. At the gate, about 40% of the fibers are oriented in the joining direction. In this position, the weld strength is higher than at the lateral side. However, the weld strength at the end of the flow path is only for PA-GF30 significantly lower than at the gate.
The weld should be located at the gate or at the end of the flow path to achieve acceptable weld strengths. Positioning the weld at the lateral side in injection-molded parts results in significantly lower weld strengths for short and long glass fiber-reinforced thermoplastics in hot-plate and vibration welding.
Abbreviations
- a :
-
Amplitude
- ABS:
-
Acrylonitrile butadiene styrene
- a xx, a yy, a zz :
-
Component of orientation tensor
- CT:
-
Computed tomography
- d:
-
Thickness
- DVS:
-
German Welding Association
- FRP:
-
Fiber-reinforced plastics
- GF:
-
Glass fiber-reinforced
- HP:
-
Hot plate (welding)
- LGF:
-
Long glass fiber-reinforced
- L 0 :
-
Melt-layer thickness after heating
- P:
-
Unit vector
- PA:
-
Polyamide
- PP:
-
Polypropylene
- p W :
-
Welding pressure
- p x, p y, p z :
-
Component of the unit vector P
- ROI:
-
Region of interest
- s J :
-
Joining displacement
- T HP :
-
Hot-plate temperature
- v J :
-
Joining velocity
- Vib:
-
Vibration welding
- σW :
-
Weld strength
References
Advani SG, Tucker CL (1987) The use of tensors to describe and predict fiber orientation in short fiber composites. J Rheol 31(8):751–784 John Wiley & Sons
Baudrit B (2014) Entwicklung innovativer Technologien zum Heizelementstumpf- und Infrarot-Schweißen von mineralgefüllten und faserverstärkten Kunststoffen. Forschungsbericht der SKZ - KFE gGmbH Kunststoff-Forschung und -Entwicklung zu dem AiF-geförderten Vorhaben 17303 N
Bates P, Couzens D, Kendall J Vibration welding of continuously reinforced thermoplastic composites. J Reinf Plast Compos, Vol. 14, July 2001, Sage Publications, pp. 344–354, 2001
Bucknall CB, Drinkwater IC, Smith GR (1980) Hot plate welding of plastics: factors affecting weld strength. Polymer engineering and science, April 1980, Vol. 20, no. 6, pp. 432–440. Wiley-VCH Verlag, Weinheim
Brüßel A (1999) Fertigungstechnische und werkstoffspezifische Aspekte zum Fügen von Thermoplasten mittels Heizelement. Universität-Gesamthochschule Paderborn, Dissertation
Dierig T, Becker B, Reinhart C, Günther T (2012) Fiber composite material analysis in aerospace using CT data. 4th International Symposium on NDT in Aerospace, 13.-15. November 2012, Augsburg,
DVS (August 2010) Prüfen von Schweißverbindungen an Tafeln und Rohren aus thermoplastischen Kunststoffen. Richtlinie DVS:2203–2202
Fiebig I, Schöppner V (2016) Investigation on factors influencing fiber orientation in welding of fiber reinforced thermoplastics. 69th annual assembly of the International Institute of Welding (IIW). In: Melbourne (Australien)
Fiebig I, Schöppner V (2016) Influence of the initial fiber orientation on the weld strength in welding of glass fiber reinforced thermoplastics. Int J Polymer Sci 2016
Fiebig I, Schöppner V (2018) Factors influencing the fiber orientation in welding of fiber-reinforced thermoplastics. Welding in the World (2018) 62:997–1012
Gehde M, Giese M, Ehrenstein GW (1997) Welding of thermoplastics reinforced with random glass mat. Polym Eng Sci, April 1997, Vol. 37, No. 4, pp. 702–714, Wiley-VCH Verlag, Weinheim
Kagan V, Bednarczyk C, Siu-Ching L, Smith GR (1999) US-patent 5.874.146: performance of vibration welded thermoplastic joints
Kamal MR, Chung Y-M, Gomez R Three-dimensional fiber orientation in vibration welded joints of glass fiber reinforced polyamide-6. Polym Compos, 2008, Vol. 20, No. 9, Wiley-VCH Verlag, Weinheim, pp. 954–963, 2008
Krause F, Linder T (2016) Mehr Leistung beim Kunststoffschweißen – Vier neue Polyamidtypen für Bauteile unter der Motorhaube. Kunststoffe 9 (2016), Carl Hanser Verlag, München, S. 202–204
Rudolf R, Neitzel M, Strohfuss W (1997) Interaction of variables in welding of continuous fiber reinforced thermoplastics. 29th International SAMPE Technical Conference 29:462–474
Acknowledgements
The IGF Project 18702 N of the research association “Forschungsvereinigung Schweißen und verwandte Verfahren e. V. des DVS. Aachener Straße 172. 40223 Düsseldorf” was on the basis of a resolution of the German Bundestag, promoted by the German Ministry of Economic Affairs and Energy via AiF within the framework of the program for the promotion of joint industrial research and development (IGF).
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XVI - Polymer Joining and Adhesive Technology
Rights and permissions
About this article

Cite this article
Fiebig, I., Schoeppner, V. Influence of fiber orientation and weld position in welding injection-molded fiber-reinforced thermoplastics. Weld World 62, 1301–1309 (2018). https://doi.org/10.1007/s40194-018-0649-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0649-8