
Abstract
To explore the influence of calcium fluoride on underwater wet welding process stability, the relevance of calcium fluoride in the flux to metal transfer mode and arc stability was discussed in the process of underwater wet welding using a set of wires with various calcium fluoride contents. The metal transfer images were obtained using X-ray imaging system and the electric signal detection system was used to collect arc voltage and welding current signals synchronized with the film frames. Three metal transfer modes, i.e., repelled globular transfer, surface tension transfer, and spatter-like metal droplet transfer, were observed during the underwater wet welding process. The spatter-like metal droplet transfer mode was put forward firstly. Increasing the contents of calcium fluoride in the wire from 0 to 65%, the proportion of surface tension transfer mode steadily climbed from approximately 15 to 40% while that of spatter-like metal droplet mode declined from 53 to 35%. The arc stability of the welding process firstly deteriorated and then ameliorated with the increasing calcium fluoride content.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Due to its low cost, easy operation, high production efficiency, and simple device, underwater wet welding is widely used in the sunken vessel salvage engineering, offshore oil engineering, submarine pipeline engineering, ship emergency maintenance, and nuclear equipment repairing [1, 2]. Underwater wet welding technology can be divided into two main types, shielded metal arc welding (SMAW) and flux cored arc welding (FCAW), although there has also been an intense interest in underwater friction stir welding (FSW) of Al-alloys in recent years [3, 4]. The FCAW is most commonly used for the potential for high deposition rates and adaptation to automated equipment. For FCAW, it is no doubt that the ingredient of the wire containing steel stripe and flux is the determinant for the welding process and quality [5]. In the component of flux, the calcium fluoride is widely employed due to its good ability of forming gas, slaggability, and especially excellent dehydrogenization. So, the better understanding of the effect of calcium fluoride on the underwater wet welding process stability is of much importance for the development of a welding technique.
The main role the calcium fluoride plays is to control the hydrogen content in the weld metal. Matsushita and Liu [6] studied the effect of various fluorides on diffusible hydrogen in the weld and believed fluoride reacted with hydrogen in the arc atmosphere to form HF insoluble in liquid metal. Besides, Kuzmenko and Guzej [7] discovered that CaF2 would react with oxide and produce gaseous reactants that reduce the partial pressure of H2. Simultaneously, it would reduce the hydrogen ion content in the arc, which made the arc stability deteriorated and affected nonnegligibly metal transfer. Liu et al. [8] explained that the CaF2 was decomposed into Ca atom and F atom. For the high electronegativity, the fluorine atom is easy to absorb free electron in the arc and form the F-ion. Then, the F-ion is apt to combine with positive ion (like H+), which reduces the conducting particles in the arc and weakens the arc electrical conductivity. The research of Leonard [9] showed that CaF2 was easy to react with O2 to produce F2 in the oxidation environment. F2 will cool the arc and make the arc shrink according to the minimum voltage principle, which describes the phenomenon of arc automatic contraction to reduce the energy loss under the nonnatural cooling by surrounding medium. As a result, with increasing CaF2 content, the depletion in number of free electrons and conducting particles intensify and electric conductive section reduces, which weakens the arc electrical conductivity and deteriorates the arc stability. However, the contact between the CaF2 and welding process stability got too little care in the underwater wet welding though that were widely concerned in onshore welding.
As for underwater wet welding process stability, the increased pressure during the wet welding process performed at ambient pressure with no physical barrier between water and welding arc worsen the welding process stability. Moreover, Pessoa et al. [10] evaluated the influence of porosity variation on weld metal properties and showed that as the amount of oxygen and hydrogen present in the welding pool was higher due to water dissociation, increasing porosity and hydrogen-induced cracks were produced in underwater wet method. All the issues mentioned above have close relation with the heat and mass transfer process which has unique characteristics in underwater wet method because of the effect of the surrounding water.
Metal transfer process, as a main channel of mass transfer in welding process, describes the liquid metal flow that occurs from the welding consumable to the workpiece during the welding process. There are abundant studies to argue that metal transfer has decisive effect on the welding arc stability, weld formation, and welding quality. For FCAW, Sun et al. [11] discussed the factors influencing metal transfer of flux-cored wire and found that the main factors are the component of flux, the shape of wire section, the diameter of wire, the thickness of the steel stripe, and the welding parameters. Lots of works have been carried out to study the droplet transfer process in FCAW. Most of them focus on the metal transfer classification and the influence of welding parameters on the metal transfer. Matsuda et al. [12] argued that there were three different modes of metal transfer for self-shielded flux cored arc welding as bridging transfer mode, free flight transfer mode, and bridging without arc interruption mode. While Liu et al. [13] classified the metal transfer mode in FCAW into bridging transfer without arc interruption, repelled globular transfer, and globular transfer. When it comes to underwater wet welding, there were some penetrating researches for the past few years. Guo et al. [14] found four fundamental metal transfer modes: the globular repelled transfer mode, the surface tension transfer mode, the submerged arc transfer mode, and the explosive short-circuit transfer mode, while the last one was rarely observed. And they persisted that the metal transfer mode of underwater wet welding was a mixed transfer mode, composing of former three, rather than a single transfer mode. Jia et al. [15] and Zhang et al. [16] contrastively studied the metal transfer mode and its effect on weld geometry and microstructure during under water and in the air FCAW. The influence the component of flux on metal transfer was studied by many researchers in the onshore welding. Meng et al. [17] studied the effect of flux materials on surface tension of drops of electrodes. Sun et al. [11] summarized the influence of several main cored components on the metal transfer.
As the capacity to stably make the arc burn and reappear during the welding process, arc stability is always regard as the judgment of welding process stability. There are many methods for determining arc stability. Among these methods, Li et al. [18] suggested that analyses of electrical signals are the most competitive due to the advantages of the simplicity as well as reliability. Recent research work was conducted concerning the arc stability as follows. Luksa [19] tested the signals of welding current, welding voltage, arc power, and detected artificial disturbances of welding arc stability in these tested signal. The results showed that it was possible to detect imperfections related to phenomena that took place in welding arc and affected the gas shield of the welding arc or the length of wire extension. In a study on underwater shielded arc welding, Guo et al. [20] explained the contact of arc voltage and the underwater wet flux-cored arc welding process stability and the result indicated the metal transfer mode and the protective bubble effect, which vary with voltage, affect the stability of the welding process.
As stated above, the CaF2 plays the key role in FCAW process stability estimated usually by metal transfer and arc stability, which were widely concerned in onshore welding but get too little care in the underwater wet welding. Therefore, the metal transfer and arc stability of FCAW in the underwater welding are studied in the research. In addition, the contact between calcium fluoride content and underwater wet welding process stability will be explored. The result will help to get the better understanding of underwater wet welding processing and give guidance for adding calcium fluoride in the wire.
2 Experiment
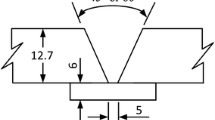
One of the most commonly utilized stainless steels, 304 stainless steel, is chosen as the base metal, and its dimensions are 250 mm × 60 mm × 15 mm. Chemical compositions of the base metal are given in Table 1. The filler material is a CaF2–Al3O2 slag system self-shielded flux-cored wire with a diameter of 1.6 mm. The steel stripe is pure nickel (the percent of nickel content exceeding 99 wt%) with a thickness of 0.5 mm and a width of 12 mm. To explore the effect of calcium fluoride on the underwater welding process, five kinds of wires with different contents of calcium fluoride, i.e., 0%, 20%, 35%, 50%, 65%, added in flux are prepared in the Luoyang Sunrui Special Alloy Materials Co., Ltd. The welding process is conducted in a water tank at a water depth of 0.5 m. A SAF-FRODIGI@WAVE500 welding power supply was used as the constant voltage welding power source. Welding polarity of direct current electrode positive (DCEP) is used during experimental welding and the welding voltage is 29 V, the current is 200 A with the 2.0 mm/s welding speed and 15 mm wire extension.
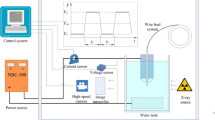
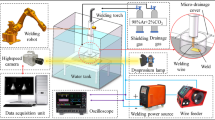
Due to X-ray having a shorter wavelength than visible light, it can traverse relatively thick objects without being much absorbed or scattered. Because of these unique properties, X-ray may be able to overcome the adverse effect of the water surrounding to capture clear images of metal transfer in underwater welding. Successfully, a set of X-ray imaging system has been developed for imaging the metal transfer process of underwater wet welding, which consists of a micro-focused X-ray tube, an image intensifier and a high-speed camera (frame rate is 2000 f/s). The clear images of metal transfer have been obtained from welding experiments by using this X-ray imaging system [2].
To quantitatively determine the arc stability, a real-time electrical signal real-time acquisition system is successfully established. The system consists of a current sensor (LT 508-S6), a voltage sensor (LV 25-P), a data acquisition card (USB6210), and a computer. The instantaneous values of current and voltage in the welding process can be converted into a 0- to 10-V voltage signal through Hall sensors, and the voltage signal can then be processed and transformed into digital information using the data acquisition card and stored in the computer. Hall sensors are adopted to acquire the welding current and voltage signals in real time at a frequency of 10 kHz. The procedures for signal acquisition and processing are written in LABVIEW.
3 Result and discussion
3.1 Influence of calcium fluoride on metal transfer mode
3.1.1 Classify of metal transfer
The welding process is imaged using X-ray imaging system during underwater wet welding using flux-cored wire for stainless steel. After analyzing these images and acquiring the characteristic of metal transfer, three metal transfer modes are observed, which refer to repelled globular transfer, surface tension transfer, and spatter-like metal droplet transfer. The spatter-like metal droplet transfer is defined as a new transfer mode in this paper. The former two transfer modes usually occur in onshore welding and their representative processes are showed in Figs. 1 and 2, respectively.

Process of repelled globular transfer mode during underwater wet welding

Process of surface tension transfer mode during underwater wet welding
In Fig. 1, the droplet is growing up in the side of the wire under the repelling force, from 2431 to 2516.5 ms. Then, the droplet grows up to the maximum size, 2.8 mm approximately. At the moment, the surface tension between the droplet and the molten metal on the wire end and other resistance forces fail to support the weight of the droplet. As a result, the droplet falls into the molten pool at 2539 ms. But the transfer mode changes when the droplet is so large that, without separating from the write, it gets in contact with the molten pool. The droplet slips into molten pool under the surface tension between the droplet and the pool, which is the definition of surface tension transfer. The process is shown in Fig. 2, the droplet is growing up in the side of the wire, as same as the way in the repelled globular transfer, from 2287.5 to 2359 ms. Then, the droplet has a large size and moves down along the wire, from 2359 to 2378 ms. And the droplet comes into contact with the molten pool at 2383 ms. Finally, the droplet descends into the molten pool under the surface tension at 2389 ms.
Comparing with the two kinds of transfer modes described above, spatter-like metal droplet transfer mode is firstly put forward. In arc welding, the spattering is defined as particles of molten metal expelled from the wire tip or the molten pool during welding. The molten metal moving away from the wire after breaking from the tip of wire is generally classified as spatter in onshore welding as it will ultimately adhere to the base metal or the solidified weld instead of falling into the molten pool. However, it is of much discrepancy for underwater wet welding process. Specifically, the overwhelming majority of droplets whose trajectory likes that of the spattering will return to the molten pool after moving away from the wire for a certain time. The process is shown in Fig. 3. Driven by the strong repulsive force, the droplet is thrown up from the end of the wire (frame a of Fig. 3). Then, the droplet keeps moving away from molten pool from 4522.5 to 4582.5 ms. After arriving the furthest and the highest location, the droplet does not keep moving away, but its moving direction is changed to be reverse. The droplet will transfer into the molten pool placidly, like the droplet below the arrow which is blending in the molten pool from 4657.5 to 4736 ms (frame e–h of Fig. 3), or combine with later one and ultimately fall into the molten pool, like the droplet in the dotted line (frame e–h of Fig. 3). The process that the droplet firstly forms a “spatter” and finally drops into the molten is defined to be a new metal transfer mode, spatter-like metal droplet transfer. Comparing with the general mater transfer modes, the spatter-like metal transfer mode has a smaller average droplet diameter of approximately 2.24 mm and a lower average transfer frequency of 6.03 Hz.

Process of spatter-like metal droplet transfer mode during underwater wet welding
3.1.2 Formation mechanism of spatter-like metal transfer mode
When it comes to the process of droplet expelling from the tip of the wire, the literature [21] had clarified thoroughly. Nonetheless, there was no more exploration about the reason why the droplet backtracked to the molten pool and the force model of the droplet building in the literature did not meet the unique behavior.
Figure 4a is the schematic diagram of forces acting on the droplet isolated from the wire and molten pool. Without the role of arc, there are not traditional forces, such as electromagnetic force, acting on the droplet, only gravitational (G), gas flow drag force (F1), and movement resistance (F2). After detaching from the wire, the droplet moves upwards under the inertance. The velocity of the moving droplet decline sustainedly until the droplet stopping under movement resistance and the difference between gravitational and gas flow drag force where the former is greater than the latter. Then, the droplet comes to a head, as shown in Fig. 4b. As we all know, force is the decisive factor to change motion state of an object. Therefore, when the droplet is changing direction and moving toward the wire, there certainly will be a force acting on the droplet in the direction of the wire, the F′ in Fig. 4b. In our opinions, two kinds of forces contribute to the abnormal action of the droplet: the radial compressive force (Fr) and the external plasma drag force (Fe). The two kinds of forces forming process and mechanism are discussed in detail in the following.

Schematic of force condition on the droplet. (a) Upward movement of molten droplet. (b) Droplet on the top
As all know, the air sac is the prerequisite for the underwater wet welding. Indeed, generated by electrolysis of water and the chemical reaction of gas forming constituents in the flux in underwater wet welding process, a mass of gas form and rise close to the wire, whereas there is rarefied gas far away from the wire axially, as shown in Fig. 5a.

Schematic of horizontal force. (a) State of gas in the wet welding process. (b) Schematic of radial compressive force. (c) Schematic of external plasma drag force
Under the condition of constant pressure in the air sac, the more gas, the more rising speed. As a result, the gas near the wire is quicker than these farther away from the wire. According to the Bernoulli principle, an increase in the speed of the fluid occurs simultaneously with a decrease in pressure. When the droplet floats in the air sac, the gas around the droplet have different rise velocity which results in different pressure. To be specific, the inner side of the droplet near the wire has the bigger pressure, and the outside has the small one. This pressure difference will result in a net force, as shown in Fig. 5b. The net force is defined as radial compressive force (Fr) because the direction is away toward the wire no matter where the droplet is.
Besides the force caused by gas pressured difference mentioned above, the external plasma drag force (Fe) also offers the lateral force component. The arc is conical as the tip of the wire is far more cabined than the workpiece in arc welding. Thus, arc contraction force is not uniform in the arc. There is greater arc contraction force near the wire, which results in an axial pressure gradient in the arc. A thrust in the direction from the wire to the workpiece generates under the pressure gradient. Driven by the axial thrust, high-temperature gas near the wire is pushed to the workpiece. New gas above the wire is requested to supplement the loss of the gas below the wire due to the high-temperature gas flow in the arc. So, plasma jet is formed along the dotted line direction as shown in Fig. 5c, which is deemed to push the droplet and the force is defined as external plasma drag force (Fe). As stated above, the radial compressive force and the external plasma drag force contribute to the abnormal action of the droplet. The multi-physical phenomena maybe get clearer by simulation, which will be studied in next work.
3.1.3 Influence of calcium fluoride on metal transfer mode
With the further analysis of the images obtained from underwater wet welding with different calcium fluoride contents in the wire, it is believed that the three transfer modes mentioned above are all observed in every experiment. However, the proportion of each metal transfer mode alters with various calcium fluoride contents. The variation trend is shown in Fig. 6. Exceeding 50% with low contents of calcium fluoride, the proportion of spatter-like metal droplet transfer steadily declines with the increase of calcium fluoride contents, while that of surface tension transfer sustainedly increases. Proportion of repelled globular transfer shows the tendency to slightly lower.

Proportion of every metal transfer mode in underwater wet welding using a series of wires with different calcium fluoride contents
The forces acting on the droplet play a decisive role on the metal transfer mode on the basis of the metal transfer static force balance theory demonstrated by Kim and Eagar [22]. Forced model of droplet in underwater wet welding has been built in preliminary study [23]. It was clear that there were six kinds of forces, i.e., gravitational (G), plasma drag force (F1), electromagnetic force (Fe), surface tension (Fs), the vaporization force (Fa), and gas flow drag force (FL) acting on the droplet. Additionally, the gas pressure is deemed to affect droplet transfer process during underwater wet welding which is always ignored in in-air welding process except for the research [24] concerned self-shielded flux-cored wire.
On account of chemical reactions of fluxes and hydrogen separating out from the liquid metal, the droplet is full of gas during the process of forming and transiting to the molten pool. In this research, the chemical reaction mainly refers to the reaction between fluorion and hydrogen ion. The fluorion pyrolyzed by the calcium fluoride reacts with the hydrogen ion formed via the electrolysis of water. The formation is the stable gas compound, HF, and the reaction equation is showed below:
H++F− = HF. (1)
Besides, the droplet will depart the center of the wire with the growing up where the temperature is high and the hydrogen solubility is great. The hydrogen will be dissolved out from the droplet with lower temperature and lesser hydrogen solubility. The pressure intensity inside the droplet will increase with the gas. As a result, the inwall will be subject to the gas pressure (Fg) vertically, as shown in Fig. 7. The effect of the gas pressure can be not concerned when the gas in the droplet is very low. Nonetheless, when there is much gas in the droplet and the force is larger, the gas pressure plays a significant role in metal transfer modes and spatter generation. As a result, Wang and Song [25] hold the view that the gas pressure is the second dominant force acting on the droplet in the metal transfer process of electrode arc welding.

Schematic of force acting on the droplet
According to the research [21], gas flow drag force (FL) is represented by FL = 6πμrDUo, where μ is viscosity coefficient of gas in bubble, rD is the radius of droplet, U0 is the flow velocity. The droplet will be larger under the influence of gas pressure (Fg). Because of the effect of Fg and FL, the resistance for metal transfer increase obviously. Therefore, the droplets exhibit the repulsive status when they are growing up under the huge resistance in all kinds of metal transfer modes.
Otherwise, the calcium fluoride will react with oxygen in the oxidizing environment. The product, F2, will refrigerate the arc, which makes the cross section of arc shrink. Reducing the heating area of the droplet and lowering the temperature will increase the surface tension. As a result, the surface tension on the droplet distinctly increases with adding the calcium fluoride content in the wire. Furthermore, the gas formed in formula 1 will increase with the calcium fluoride content. As a result, the gas pressure (Fg) and the gas flow drag force (FL) climb steadily. Otherwise, as formula 1 reacts strongly, the electromagnetic force (Fe) will decline sustainedly with the decrease of conducting particle, H+ mainly, in the arc.
With lower content of calcium fluoride in the wire, the surface tension between the droplet and the wire tip is small, while the transition resistance, like gas flow drag force (FL) and electromagnetic force (Fe), plays the major role. As a result, the resistance acting on the droplet exceeds the resultant force of surface tension and the gravity (G). So, the droplet is liable to separate from the wire lip in the direction away from the wire, and then the droplet will get back toward the molten pool under the radial compressive force and external plasma drag force. On this occasion, the spatter-like metal transfer will be the main way of metal transfer.
As more calcium fluoride is added to the wire, the surface tension soar, meanwhile, the resistance increases, too. The droplet exhibits the rejection state when it is growing up under the resistance. However, the droplet cannot be thrown away for great surface tension between the droplet and the wire. So, the duration of the droplet staying at the wire tip is longer and the size of the droplet is bigger. As all known, the thick droplet is more likely to contact the molten pool, and then the droplet transfers to the pool under the surface tension between the droplet and the pool. Therefore, the proportion of surface tension mode is superior with high calcium fluoride contents being added in the wire.
3.2 Influence of calcium fluoride on arc stability
Arc stability, which is the capacity to stably make the arc burn and reappear during the welding process, is unquestionable to be one of the indices for the determination of mass transfer process stability. In this experiment, the stability of the arc in the underwater wet welding process is evaluated through two indices calculated from the instantaneous values of current and voltage. In addition, the effect of the CaF2 content on the arc stability in underwater wet welding is investigated.
3.2.1 Effect of CaF2 content on the arc stability
Four methods based on analysis of the arc voltage and welding current signals for determining the arc stability during underwater wet welding were put forward in the previous study [26]. The comprehensive current and voltage cyclograms and intuitive coefficients of variation of voltage and current are adopted here.
Cyclograms show the voltage as a function of the current and the density of the working point in the cyclograms reflects the arc stability. The current and voltage cyclograms of underwater wet welding using the flux-cored wires with different CaF2 content are shown in Fig. 8. Though three regions, i.e., short-circuit area, arc extinction area, and arc burning area, are observed in every cyclograms, the density of working points in every region vary along CaF2 content. When there is no CaF2 in the wire, as shown in Fig. 8a, the arc burning area is intensive and the working points in the short-circuit area and arc extinction area are infrequent, which indicates the arc is very stable. In addition, it can be observed that, with increasing CaF2 content, the arc burning area becomes more extensive and infrequent, which indicates the arc is very stable. In addition, it can be observed that, with increasing CaF2 content, the arc burning area becomes more extensive and dispersive, and the intensity of the working point in the short-circuit area and arc extinction area strengthen significantly, which indicates that the proportion of short circuit and arc extinction increases. The intensity of the working point in the arc extinction area and short-circuit area reach their maximum at 35% CaF2 content and 50% CaF2 content, respectively, and weaken subsequently with further increase of the CaF2 content.

Current and voltage cyclograms with varying contents of calcium fluoride: a 0%, b 20%, c 35%, d 50%, and e 65%
The welding current and voltage are further analyzed to visually exhibit the influence of CaF2 content on arc stability. By setting an arc extinction voltage threshold of 50 V and a short-circuit voltage threshold of 15 V, the proportion of the arc extinction time, short-circuit time, and unstable arc burning time (the sum of the fault arc and short-circuit time) is calculated on computer, as shown in Fig. 9. The proportion of the unstable arc burning time climbs up and then decline with the increase of CaF2 content. Therefore, the arc stability of the welding process firstly deteriorates and then ameliorates with increasing CaF2 content.

Dependence of arc abnormal burning on calcium fluoride contents
To easily and intuitively judge the degree of arc stability, the coefficients of variation of the voltage and current are analyzed. The coefficient of variation, defined as the quotient of the standard deviation and the mean, is always applied to judge the degree of dispersion of a set of data. Therefore, an increase in the coefficient of variation indicates a decrease in the stability of the welding process. Figure 10 exhibits the evolution of the coefficient of voltage variation and the coefficient of current variation at different CaF2 content. The results show the coefficients of variation of the voltage and current increase with the CaF2 content when the content of CaF2 is below 50% and indicates the welding arc burning gradually deteriorates with the increase of CaF2 content in a certain range, whereas the arc stability will improve with further increasing CaF2 content, which is consistent with the aforementioned conclusion.

Dependence of the variation coefficients of voltage and current on calcium fluoride contents
3.2.2 Influence mechanism of CaF2 content in the wire on arc stability
As mentioned above, the CaF2 is decomposed into Ca atom and F atom. For the high electronegativity, the fluorine atom is easy to absorb free electron in the arc and form the F-ion. Then, the F-ion is apt to combine with positive ion (like H+), which reduce the conducting particle in the arc and weaken the arc electrical conductivity. As a result, the depletion in number of free electrons and conducting particles intensify with increasing CaF2 content, which weaken the arc electrical conductivity and deteriorate the arc stability.
In addition, as stated in Section 3.1.3, the proportion of spatter-like metal transfer decreases and that of surface tension metal transfer increases with CaF2 content. Although there is some perturbation when the droplet is getting in and getting out in the process of spatter-like metal transfer, it will not give rise to short circuit and arc breaking. The arc burning is relatively stable under this metal transfer mode. Whereas the droplet will touch to the molten pool before breaking from the wire in the process of surface tension metal transfer which is part of short-circuit process in essence. The more frequency of short circuit will have fluctuation in the arc and worsen the arc stability.
After CaF2 content reaching a certain value, the reaction in formula 1 comes to the saturated state. Excess ion decomposed by CaF2 will be the conducting particle and enhance the arc electrical conductivity. So, the arc stability will improve with continue increasing the CaF2 content.
4 Conclusions
The metal transfer process and the arc stability in the underwater wet welding are investigated, and effects of CaF2 on underwater wet welding process stability are explored. Main conclusions can be drawn as follows:
-
(1)
Repelled globular transfer, surface tension transfer, and spatter-like metal droplet transfer are found to be main three transfer modes in the underwater wet welding process. The spatter-like metal droplet transfer is firstly put forward as a new transfer mode. There are two kinds of force contributed to the spatter-like metal droplet transfer, as radial compressive force (Fr) and external plasma drag force (Fe).
-
(2)
The proportion of surface tension transfer mode increases as that of spatter-like metal droplet transfer mode declines with the adding the calcium fluoride content in the wire, which is mainly caused by the larger surface tension.
-
(3)
The analysis of current and voltage cyclograms and intuitive coefficients of variation of voltage and current both show that the arc stability of the welding process firstly deteriorates and then ameliorates with the increasing calcium fluoride content, which is mainly caused by the process reaction participated by CaF2 and the different proportion of metal transfer mode with various calcium fluoride contents.
References
Kralj S, Garašić I, Kožuh Z (2008) Diffusible hydrogen in underwater wet welding. Weld World 52:687–692
Guo N, Du Y, Maksimov S, Feng J, Yin Z, Krazhanovskyi D, Fu Y (2017) Study of metal transfer control in underwater wet FCAW using pulsed wire feed method. Weld World 1:1–8
Çam G, İpekoğlu G (2017) Recent developments in joining of aluminum alloys[J]. Int J Adv Manuf Technol 91(5–8):1851–1866
Çam G (2014) Friction stir welded structural materials: beyond Al-alloys. Int Mater Rev 56(1):1–48
Shi Y, Hu Y, Yi YY, Lin SQ, Li ZH (2017) Porosity and microstructure of underwater wet FCAW of duplex stainless steel. Metall Micro Analy 6(5):383–389
Matsushita M, Liu S (1999) Hydrogen control in steel weld metal by means of fluoride additions in welding flux: Dept. of Metallurgical and Metarials Engineering.Colorado School of Mines
Kuzmenko VG, Guzej VI (2005) Pore formation in weld metal in submerged arc welding with surface saturation of grains with fluorine. Paton Weld J 2:14–17
Liu F, Yang C, Lin S, Wu L, Su S (2003) Effect of weld microstructure on weld properties in A-TIG welding of titanium alloy. T Nonferr Metal Soc 13(4):876–880
SIS LB (1977) Welding flux cored electrodes in N2-CO2 and N2-Ar atmospheres. Weld J 53(7):211–216
Pessoa ECP, Bracarense AQ, Zica EM, Liu S, Perez-Guerrero F (2006) Porosity variation along multipass underwater wet welds and its influence on mechanical properties. J Mater Process Tech 179(1–3):239–243
Sun X, Wang HH, Zhang HQ (2006) Control of usability quality in flux-cored wire based on metal transfer theory. Electric Weld Mach 36(11):5–10
Matsuda F, Ushio M, Kuwayama N, Koyama K (1983) Metal transfer characteristics in self shielded flux cored arc welding for mild steel and 50kgf/mm2 class tensile steel (report I) : metal transfer mode and feasibility of welding (Welding Physics, Process & Instrument). Trans JWRI 12:19–25
Liu HY, Li ZX, Li H, Shi YW (2008) Study on metal transfer modes and welding spatter characteristics of self-shielded flux cored wire. Sci Technol Weld Join 13(8):777–780
Guo N, Fu Y, Feng J, Du Y, Deng Z, Wang M, Tang D (2016) Classification of metal transfer mode in underwater wet welding. Weld J 95(4):133–140
Jia CB, Zhang Y, Zhao B, Hu JK, Wu CS (2016) Visual sensing of the physical process during underwater wet FCAW. Weld J 95(6):202–209
Zhang Y, Jia CB, Zhao B, Hu JK, Wu CS (2016) Heat input and metal transfer influences on the weld geometry and microstructure during underwater wet FCAW. J Mater Process Tech 238:373–382
Meng QS, Wang B, Lu WX (1993) Effect of flux materials on surface tension of drops of electrodes. Trans China Weld Institut 02:63–68
Di L, Yonglun S, Feng Y (2000) Online monitoring of weld defects for short-circuit gas metal arc welding based on the self-organizing feature map neural networks [C]// Proceedings of the IEEE-INNS-ENNS International Joint Conference. 2000:239–244
Luksa K (2006) Influence of weld imperfection on short circuit GMA welding arc stability. J Mater Process Tech 175(1):285–290
Guo N, Du YP, Feng JC, GuoW DZQ (2015) Study of underwater wet welding stability using an X-ray transmission method. J Mater Process Technol 225:133–138
Guo N, Guo W, Du YP, Fu YL, Feng JC (2015) Effect of boric acid on metal transfer mode of underwater flux-cored wire wet welding. J Mater Process Tech 223:124–128
Kim YS, Eager TW (1993) Analysis of metal transfer in gas metal arc welding. Weld J 72:6(3):1143–1152
Guo N, Guo W, Xu CS, Du YP, Feng JC (2015) Effect of boric acid concentration on viscosity of slag and property of weld metal obtained from underwater wet welding. J Mater Eng Perform 24(6):2563–2568
Zhuo LX, Huang FP, Chen BG, Jin LH (2001) Control on the droplet transfer of self-shielded flux-cored wire. J Mech Eng 37(7):108–112
Wang B, Song YL (2012) Welding arc phenomenon and the usability of welding consumables. China Machine Press, Beijing
Guo N, Xu C, Du Y, Wang M, Feng J, Deng Z, Tang D (2016) Effect of boric acid concentration on the arc stability in underwater wet welding. J Mater Process Tech 229:244–252
Acknowledgements
This study received financial support from the State Key Development Program for Basic Research of China (2013CB035502), the Shandong Provincial Key Research and Development Plan (2016ZDJS05A07, 2017CXGC0922), and Natural Science Foundation of Shandong Province (ZR2017QEE005).
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
About this article

Cite this article
Guo, N., Xu, C., Du, Y. et al. Influence of calcium fluoride on underwater wet welding process stability. Weld World 63, 107–116 (2019). https://doi.org/10.1007/s40194-018-0642-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0642-2