
Abstract
In the work, a 5%Cr weld metal for the 9Cr/2.25Cr dissimilar welded joint was designed. The creep rupture, tensile, and impact behaviors of the weld metal and welded joint were tested and compared with those of the dissimilar welded joint with the 2.25%Cr weld metal. The result showed that the alloy design of the 5%Cr weld metal had a significant effect on reducing the degree of carbon migration at the joint interface. The interfacial creep damage and early failure tendency were reduced greatly. V and Nb in combination with N were added to enable creep strength at elevated temperatures by the formation of MX particles. Creep rupture tests at 540 °C showed good agreement with the alloy design, and no failures were observed in the weld metal for long-term cross-weld creep specimens, indicating that the newly designed 5%Cr weld metal was of adequate creep strength for use with dissimilar welded joint. The excellent tensile strength and adequate toughness showed good agreement with the rationality of tempering parameters.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The increase of steam temperature and pressure in ultra-supercritical fossil fuel-fired power plants and the related improvements to levels of efficiency only can be realized by the use of advanced materials with much enhanced mechanical properties [1, 2]. The choice of the materials depends on the steam parameters in the particular sections. For instance, advanced 9%Cr creep strength enhanced ferritic (CSEF) steel has been developed for the turbine rotor which is the critical component of the power plant and can affect power plant efficiency and safety [3, 4]. However, considering the conventional constraint on forging capacity and flexibility in structure design, a more economical approach is to substitute part of 9%Cr steel that is exposed to the lower temperature with cheaper 2.25%Cr ferritic steel which also can fully utilize the unique properties of different materials [5]. For large-scale turbine rotor with heavy section, narrow gap submerged arc welding (NG-SAW) is a proven cost-effective manufacturing practice with high deposition efficiency and excellent welding quality in which multilayer and multipass are utilized. Unfortunately, differences in the structural, chemical, and mechanical properties of different base metals make the microstructural and microchemical stability and comprehensive mechanical properties of dissimilar weld joint an area of major concern [6].
Above all, creep rupture is, for many critical components servicing at elevated temperatures, the primary failure mode. Creep strength is an important issue in material development and life design of the components used in power plants [7,8,9]. Besides, adequate toughness at ambient temperature should also be taken into account to avoid problems which possibly occur during the startup and shutdown of the power plant [10]. And enough tensile strength at both room and elevated temperatures is also essential. For dissimilar welded joints, several typical weak zones of creep strength have been investigated [11,12,13,14]. Firstly, when exposed to post-weld heat treatment (PWHT) or service temperatures, the carbon migration occurs as a result of a difference in carbon activity between the weld metal and base metals of different chemical compositions. The carbon diffuses to the material with higher carbide-forming element contents especially higher Cr element [12, 15]. Such a migration of carbon leads to a carbon-depleted zone, a soft zone characterized by low volume fraction of carbide precipitates in the low Cr steel. On the high Cr steel side, a carbon-enriched zone develops, which is a hard zone characterized by a higher volume fraction of carbide precipitates. The low carbon zone which experiences few grain boundary-pinning effects exhibits much poorer creep rupture strength than that of the carbon-enriched zone. So the development and concentration of a triaxial stress state and accumulation of deformation result in premature creep failure of the weldment at the welded joint interface [13]. The evaluation of dissimilar welded joint made between P(T)91 and P(T)23 in creep has demonstrated a similar propensity for premature failure due to carbon migration [16]. Besides, adequate creep strength of the weld metal is essential. According to the variety of the filler metals, the weld metals are characterized by a martensitic lath structure or bainitic structure. The loss of creep rupture strength has extensively been investigated for 2.25–3Cr bainitic steels and 9–12Cr martensitic steels [9]. The proposed mechanisms are due to the occurrence of microstructure degradation during creep exposure and are classified as dissolution of fine M2X or MX carbonitrides and precipitation of new phases [7, 8, 17]. MX particles (where M is Nb or V and X is C or N) are very fine and thermally stable particles to enable prolonged periods of exposure at elevated temperatures. The MX particles are classified into VN and NbC. Parts of N atoms in VN and C atoms in NbC are substituted with C and N, respectively [18]. Thus, MX particles are important for improving creep strength. The other typically creep failure occurs over the fine grain region (FGHAZ), intercritical region (ICHAZ), or overtempered region in the heat-affected zone (HAZ) which is classified as type IV cracking [14]. The triaxial state of stress that develops in the specimen is the main reason for the development of creep cavitation in the FGHAZ or ICHAZ, which leads to type IV cracking. And metallurgical features such as coarse carbide precipitates in the FGHAZ or ICHAZ may increase the possibility of creep void nucleation [19]. Creep cavities have always been found to be associated with large carbide particles. This has been attributed to the higher stress concentration at the interface between the carbide particles and the soft matrix in the HAZ [20].
These issues can, however, be avoided when creating rotors for steam turbines through much stricter process design, such as the use of proper filler metals and PWHT parameters. Several kinds of consumables have been taken into account for the dissimilar welded joint between the 9%Cr CSEF steel and the 2.25%Cr ferritic steel [15, 21,22,23]. Matching welding filler metals to both base metals have been used. However, serious carbon migration occurs at the joint interface [21, 22]. Besides, relatively high temperature in PWHT is required for the matching weld metal to the higher alloyed base metal to acquire enough creep strength and adequate toughness which is not appropriate for the lower alloyed base metal. Another approach to fulfill the dissimilar welded joint is led to the use of a nickel-based filler metal to avoid carbon migration. But the failure of these joints was attributed to differences in the coefficient of thermal expansion between the weld metal and the base metals which results in the stress concentration at the joint interface [15, 23]. The 2.25%Cr weld metal matching to the lower alloyed base metal is generally used in practical production among the consumables mentioned above. Nevertheless, appropriate welding filler metal for the 9Cr/2.25Cr dissimilar welded joint has not been fully developed and investigated. Development of consumables that avoid the carbon migration and provide the required weld metal creep resistance is a major concern.
In the present work, a 5%Cr welding filler metal has been designed for the 9Cr/2.25Cr dissimilar welded joint based on a combination of physical metallurgy principles and thermodynamic modeling (Table 1). The novelty of this welding filler metal compared to other weld metal of previous works is the achievement of a good balance of the Cr content between the weld metal and the base metals to avoid the interfacial creep damage and early failure tendency caused by carbon migration. Secondly, the 5%Cr welding filler metal obtains the achievement of creep strength improvement by the addition of V, Nb, and N to promote the formation of MX particles as very fine and thermally stable particles. In addition, the mechanical properties including creep strength, tensile, and impact toughness were investigated and compared with those of the dissimilar welded joint with 2.25%Cr weld metal to demonstrate the rationality and effectiveness of the alloy design and PWHT procedure.
These results intend to be used for the future improvements to the design and manufacturing of 9Cr/2.25Cr dissimilar welded turbine components with the aim of increasing the comprehensive mechanical properties especially the creep strength of the dissimilar welded turbine components at higher temperature.
2 Materials and experimental procedures
2.1 Thermodynamic modeling
The types and contents of the elements in the welding filler metal and the heat treatments for the welded component are the key parameters which have a great influence on the mechanical properties of the welded joint. With the help of thermodynamic calculation, the time and costs of trial and error of conventional alloy development can be reduced [8, 24]. The Thermocalc software has been employed for the design of the welding filler metal. The software is linked with various databases and interfaces, where all the thermodynamic information is stored [25]. Thermocalc has been used for calculations of the phase equilibria and the evaluation of phase stabilities, so that the influence of composition (addition of elements) and heat treatments on the martensitic/ferritic filler metal can be modeled [26]. In our work, all calculations were carried out with the Thermocalc database TCFE7 (TCS Steel and Fe-alloys Database). Thermodynamic calculation results were carried out over the temperature range from 400 to 1600 °C, and the phases including liquid, ferrite, austenite, and precipitation of secondary phases such as various carbides, nitrides, carbonitrides, and Laves were allowed to exist.
2.2 Materials and test component manufacturing
Two large size, dissimilar welded rotors of advanced 9%Cr CSEF steel (FB2) and 2.25%Cr ferritic steel (25Cr2NiMo1V), with diameter of about 900 mm, were manufactured using the NG-SAW technique in a multilayer and multipass process. The depth of the welds is about 150 mm and the width of the welds is about 30 mm. The compositions of the base metals are given in Table 2. PWHT at 660 °C and holding time of 20 h was carried on the two components to relieve the residual stress and obtain better comprehensive mechanical properties for the dissimilar welded joints. In our work, two types of filler wire were prepared for the manufacturing of two test components, respectively. The final chemical compositions of the weld metals are shown in Table 1. The newly designed 5%Cr welding filler material and 2.25Cr-1Mo welding filler material in our work are referred to as the 5%Cr weld metal and 2.25%Cr weld metal, respectively. The dissimilar welded joint with 5%Cr weld metal and 2.25%Cr weld metal are referred to as the 5%Cr welded joint and 2.25%Cr welded joint in this study, respectively.
2.3 Mechanical properties tests
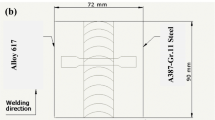
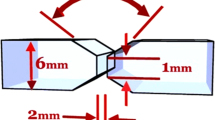
The impact toughness, tensile, and creep rupture properties of the weld metal and dissimilar weldment were tested, respectively. Figure 1 shows the schematic of the specimens prepared for the mechanical properties tests.

Schematic of the specimens prepared for creep, tensile, and impact tests (dimensions in mm): a the method to machine the creep, tensile, and impact specimens from the test component; b the shape and dimensions of the creep rupture test specimen; c the shape and dimensions of the tensile specimen; d the shape and dimensions of the impact specimen
The rod-shaped uniaxial creep rupture specimens with 10 mm in diameter and 50 mm gauge in length were adopted in the creep rupture tests according to ISO 204:2009 standard [27]. Two types of specimens were taken from the dissimilar weldments and weld metals, respectively. The method to machine the two types of specimens from the test component is shown in Fig. 1a. For the dissimilar welded joint specimens, the weld metal was placed at the center of each specimen. The shape and dimensions of the specimens are shown in Fig. 1b. Long-time creep rupture tests were performed at 540 °C under different stresses with single lever type constant load tensile creep testing machines.
Tensile specimens were prepared with a gauge length of 60 mm and a diameter of 10 mm (shown in Fig. 1c). Standard specimens adopted in the tensile experiments were tested using the GNT1000Y-P testing machine at the constant rate of 1 × 10−3 s−1, and the tests were conducted at both room and elevated temperatures according to ISO 6892-1:2009 standard [28] and ISO 6892-2:2011 standard [29]. The elevated temperatures chosen for the test were 470, 500, 540, and 565 °C. At each temperature, the weld metal specimens and dissimilar welded joint specimens were comparatively tested. The method to machine the two types of tensile specimens was the same as that of creep rupture specimens.
Charpy V-notch specimens were machined from the center of the welded joint (Fig. 1a) with the dimension of 55 mm × 10 mm × 10 mm (Fig. 1d). The V-type notch perpendicular to the weld surface is located at the center of the weld metal. The specimens were tested over a range of temperatures according to ISO 148-1:2016 standard [30].
2.4 Microstructure investigation
The microstructure of the dissimilar welded joints was analyzed in the initial state (after tempering at 660 °C/20 h) and after creep by an optical microscope (OM, Olympus CX14) and a scanning electron microscope (SEM, TESCAN LYRA3 operating at 200 kV). All sectioning of the specimens was carried out using wire cut electric discharge machine. The sectioned specimens were polished using conventional metallographic procedures and chemically etched by Villela’s reagent (5 ml hydrochloric acid, 1 g picric acid, 100 ml ethanol).
Vickers hardness measurements (HV0.2) were carried out using HV-1000 microhardness tester according to ISO 6507-1:2018 standard [31]. Microhardness profile across the dissimilar welded joint was performed on the samples with a constant load of 200 g for 10 s at room temperature.
Quantitative chemical analysis was performed using an electron probe micro-analyzer (EPMA, JXA8230) to determine the distribution of carbon content across the fusion zone of the welded joint.
The microstructure of 5%Cr weld metal was analyzed in the initial state by transmission electron microscopy (TEM, JEOL JEM 2010F operating at 200 kV). The chemical composition was analyzed by an energy-dispersive X-ray detector (EDS) attached to the TEM. The thin foil TEM specimens were prepared from 3-mm-diameter cylinder removed from the weld metal. The cylinder was cut into disks with the thickness of 500 μm, then the disks were ground to a final thickness of 60 μm using SiC paper, and further, the disks were electropolished to the thickness of less than 100 nm using Struers TenuPol-5 Electropolisher with a 5% perchloric acid/methanol solution cooled to − 25 °C. Twin jet electropolishing at a current of 30–40 mA was used.
3 Results and discussion
The welding filler material to undertake responsibility of connecting advanced 9%Cr/2.25%Cr dissimilar creep-resistant steels and withstand severe working conditions was designed considering the following three factors. Firstly, carbon migration which had a detrimental effect on the creep strength of the dissimilar welded joint should be reduced by means of different element additions. Besides, the basic metallurgical principles should be considered to ensure the creep property of the welding filler material matched that of the low alloyed base metal. In addition, considering the highest appropriate tempering temperature the low alloyed base metal could be subject to, the peak temperature during PWHT for the dissimilar welded joint was chosen as 660 °C at which the welding filler material was tempered sufficiently and possessed optimum comprehensive mechanical properties including enough creep strength, excellent tensile strength at both room and elevated temperatures, and adequate toughness.
A description of the effect of the different element additions seems to be necessary in order to explain its relevance for the design of the welding filler material. And the related mechanical test results and microstructure characterization were discussed.
3.1 Carbon migration investigation
3.1.1 Alloy design for mitigation of carbon migration
The composition adjustment of Cr is flexible and the mole percent of Cr is the highest among the carbide-forming elements in the welding filler metal; thus, the choice of Cr content is the most important. 5%Cr has been added in order to reduce the carbon migration. The Cr content in the 5%Cr welding filler metal is between the two kinds of base metals. As a result, the degrees of carbon migration at the joint interface on both sides are lower than those between the 2.25%Cr weld metal and advanced 9%Cr base metal. This 5%Cr ferritic weld metal is characterized by a tempered martensitic lath structure [32]. Besides, special carbide-forming elements have been taken into account. The addition of V and Nb has a positive effect on reducing the degree of carbon migration by the way of reducing the carbon activity [21]. More importantly, such elements are important alloy elements which significantly improve the degree of creep strength. The discussion of the effect on creep strength follows in Section 3.2.
3.1.2 Microstructure, hardness, and alloy distribution characterization
To better illustrate the correlation between the alloy design and the reduced degree of carbon migration for the 5%Cr welded joint, the microhardness and carbon content distribution across the welded joint were tested. OM and SEM investigations were carried out to characterize the microstructure features at the joint interface in the initial state and after creep.
Figure 2 demonstrates the metallographic features of the two kinds of dissimilar welded joints in the initial state. The lines in the OM metallographs are the boundary between the weld metal and HAZ. Figure 2a, b reveals that there occurs a carbon-enriched zone in the HAZ of the 9%Cr base metal adjacent to the fusion boundary both in the 2.25%Cr welded joint and the 5%Cr welded joint. The one in the 2.25%Cr welded joint is a 65-μm strip which is much more noticeable than that in the 5%Cr welded joint with the width of 40 μm. The SEM images of the carbon-enriched zone and carbon-depleted zone are the enlargements marked by black dashed boxes in the OM images. In the carbon-enriched zone of the 2.25%Cr welded joint, secondary phases could be easily observed inside gains. Rapid precipitation and coarsening of secondary phases occurs at the grain boundaries by their agglomeration. On the contrary, few carbides could be found in the carbide free ferrite of the carbon-depleted zone compared with the bainite in the weld. The low carbon zone tends to dissolve carbides and, therefore, experiences no grain boundary-pinning effects. This leads to recrystallization of grains in the region. So the creep strength of the carbide free ferrite in the carbon-depleted zone is much lower than that of the surrounding microstructure [6, 18, 33]. In the carbon-depleted zone of the 5%Cr welded joint, the microstructure presents tempered martensite with fine nanosize precipitates which is favorable to produce good creep property. The coarsening of the precipitates in the carbon-enriched zone is less serious than that in the carbon-enriched zone of the 2.25%Cr welded joint. Thus, the creep strength difference between the carbon-depleted zone and the surrounding microstructure in the 5%Cr welded joint is much lower than that in the 2.25%Cr welded joint due to the degree of carbon migration reduction which is beneficial for the creep property improvement of the dissimilar welded joint. Figure 2c, d shows the microstructure adjacent to the fusion line on the 2.25%Cr steel side. The carbon migration occurring in the 5%Cr welded joint results in the formation of the carbon-enriched zone in the weld near the fusion line (Fig. 2d). The degree of carbon migration is much lower than that in the 2.25%Cr welded joint.

OM metallographs and SEM micrographs of a 2.25%Cr welded joint and b 5%Cr welded joint adjacent to the fusion line on the 9%Cr steel side and OM metallographs and SEM micrographs of c 2.25%Cr welded joint and d 5%Cr welded joint adjacent to the fusion line on the 2.25%Cr steel side: in the initial state
Vickers microhardness profiles across the dissimilar welded joints are presented in Fig. 3a, b. Partial enlarged views of the microhardness profiles across the fusion lines are presented in Fig. 3c, d, and the corresponding carbon content is shown in Fig. 3e, f. The microstructure evolution of the carbon-enriched zone and the carbon-depleted zone on 9%Cr steel side after creep is presented in Fig. 4.

Microhardness profile and carbon content across the welded joints: a microhardness distribution across the welded joint on 9%Cr steel side; b microhardness distribution across the welded joint on 2.25%Cr steel side; c partial enlarged view of microhardness distribution marked by dashed box in a; d partial enlarged view of microhardness distribution marked by dashed box in b; e carbon content distribution at the joint interface on 9%Cr steel side; and f carbon content distribution at the joint interface on 2.25%Cr steel side

SEM micrographs adjacent to the fusion line on 9%Cr steel side after creep: a, b carbon-depleted zone and c carbon-enriched zone in 2.25%Cr welded joint (creep cavities indicated by white arrows, 6480 h/170 MPa/540 °C), d carbon-depleted zone, and e carbon-enriched zone in 5%Cr welded joint (9820 h/160 MPa/540 °C)
The original microhardness of the advanced 9%Cr base metal is about 275 HV because of the high-temperature-tempered martensite. And the original microhardness of the 2.25%Cr base metal with the bainite matrix is about 240 HV. When it comes to the HAZ on 9%Cr steel side, the microhardness increases gradually due to the welding process which leads to the inhomogeneous microstructure in the HAZ. The evolution of the microstructures can be rationalized based on the phase transformation and the stability of the precipitates in the HAZ. Especially in the coarse grain HAZ (CGHAZ) near the fusion line, the peak temperature is high enough to dissolve the carbide precipitates that effectively pin the austenite grain boundary. In the absence of these precipitates, the austenite grains can grow. So a significant high value of microhardness is observed in the CGHAZ due to the formation of coarse martensite structure. However, the microhardness changes dramatically adjacent to the fusion line for the 2.25%Cr welded joint due to the carbon migration (shown in Fig. 3c). The microhardness value jumps from about 320 HV to nearly 385 HV in the carbon-enriched zone where the peak value of the carbon content is more than 0.16 mass% although the carbon content surrounding is between 0.11 and 0.12 mass%. On the contrary, the microhardness drops dramatically in the carbon-depleted soft zone to the value of only 225 HV with the carbon content lower than 0.10 mass% which also falls below the microhardness of the base metals. The formation of the hard-soft-hard sandwich structure in microhardness is detrimental for the creep strength due to the plastic strain concentration in the soft zone during the creep rupture test. Several investigations [18, 34, 35] have shown that the triaxial state of stress at the interface of the fusion line increases with the creep strength difference, which is the key factor responsible for the creep fracture. With the creep rupture test going on, the carbon migration continues to deteriorate. As shown in Fig. 4c, the precipitation of the carbides is accelerated and the coarsening of the carbides is accompanied by their agglomeration at the grain boundaries after 6480 h creep at 540 °C/170 MPa compared with the initial state shown in Fig. 2a. The microhardness and creep strength differences between the carbon-depleted zone and the surrounding microstructure increase during service which contribute to the accumulation of the plastic strain and the concentration of triaxial stress state at the interface of the welded joint. As a result, creep damage may occur in the carbon-depleted zone during the creep rupture test. As shown in Fig. 4a, b (the enlargement is the backscattered electron image), numerous creep voids are found nucleating at the grain boundaries and nearby. During the tests with the experimental parameters of lower stress and longer creep time, the creep voids may continue to grow and coalesce with each other resulting in a facet crack of single grain size. Finally, the propagation of the crack results in fracture. The change of microhardness adjacent to the fusion line for the 5%Cr welded joint is not as much as that of the 2.25%Cr welded joint due to the carbon migration reducing. The microhardness value increases to 340 HV in the carbon-enriched zone with peak carbon content of below 0.15%. No obvious decrease of microhardness and carbon content occurs in the carbon-depleted zone. After 9820 h creep at 540 °C/160 MPa, the microstructure of the carbon-depleted zone displays martensite with the coarsening of precipitates at the grain boundaries (Fig. 4d). And no creep void occurs in the area. The coarsening of the precipitates in the carbon-enriched zone is significantly reduced compared with the microstructure in the carbon-enriched zone in the 2.25%Cr welded joint.
When it comes to the HAZ on 2.25%Cr steel side, a soft zone (indicated in Fig. 3b), where hardness drops dramatically, occurs due to overtempering in welding processing causing large amounts of precipitates [6]. The value of microhardness in the soft zone is only 215 HV which is the significant lowest microhardness in the whole welded joint for both the 2.25%Cr welded joint and the 5%Cr weld joint. Although a slight carbon migration occurs adjacent to the fusion line for the 5%Cr welded joint (shown in Fig. 3f), there is no obvious decrease of microhardness in the carbon-depleted zone with the microhardness higher than 250 HV (Fig. 3d) which is also higher than that of the 2.25%Cr base metal.
Based on the above analysis, the alloy design of the 5%Cr weld metal has a significant effect on reducing the degree of carbon migration adjacent to the fusion line of the dissimilar welded joint which reduces the microhardness and creep strength difference between the carbon-depleted zone and the surrounding microstructure. The interfacial creep damage and early failure tendency of the dissimilar welded joint with the 5%Cr weld metal has been reduced greatly.
3.2 Creep rupture property
Creep strength is one of the most important issues in the 5%Cr welding filler metal alloy design besides carbon migration. So the compositional design was then concentrated on the improvement of creep strength. And the Thermocalc software was employed for the creep strength design of the welding filler metal which was based on the service temperature and the tempering temperature. The service temperature designed for the welded joint was 540 °C. The tempering temperature chosen for the welding filler metal should consider the optimum tempering temperatures which are suitable for the dissimilar base metals to keep their higher yield stress for steam turbine rotors. Because the appropriate tempering temperatures for the 9%Cr base metal and 2.25%Cr base metal are 650–730 °C and not more than 660 °C, respectively [18], the conceivable tempering temperature for the weld metal could be 650–660 °C. Considering the demand of relaxing the welding residual stress for the welded turbine components with heavy section further, the tempering temperature chosen for the welding filler metal was 660 °C. The alloy partners Cr, Mo, N, Nb, V, Si, Mn, and Ni which are the essential elements for the creep-resistant steels were used for the alloy design. The contents of the alloys were identified based on the basic metallurgical principles and studying the calculated phase equilibria considering the following two factors. Firstly, only the M23C6 carbides, MX carbides, carbonitrides, and nitrides which are the principal and most stable secondary phases formed in these steels and provide the creep strength by stabilizing the subgrain and dislocation structure could appear at the tempering temperature (660 °C). In addition, the Laves phase and Z phase which are detrimental for the creep strength should be avoided or reduced at the service temperature (540 °C).
A description of the effect of the different element additions on creep strength was made in order to explain its relevance for the creep strength design of the welding filler material as follows, and the thermodynamic modeling results and creep rupture tests results were discussed.
3.2.1 Alloy design for creep strength
5%Cr has been added in order to reduce the degree of carbon migration in Section 3.1. In addition, Cr provides the necessary oxidation and corrosion resistance, as well as the strengthening of the material by precipitation of the M23C6 carbides.
To achieve sufficient creep strength at service conditions, it is necessary to provide sufficient solid solution and precipitate strengthening. 1% Mo has been added to provide effective solid solution strengthening.
To keep the pinning force of the secondary phases at a high level, the coarsening rate should be low. The coarsening rate of M23C6 particles is much larger than that of MX particles at elevated temperatures in service [36]. It has been reported that the conventional 5Cr-0.5Mo steel (T5) and conventional 9Cr-1Mo steel (T9) are generally lower in stress rupture and creep strength than the 2.25Cr-1Mo steel (T22) because the strength at elevated temperatures typically drops off with an increase in Cr resulting in a higher coarsening rate of M23C6 particles [37]. Therefore, it is important to improve the creep strength by dispersion of nanosize MX particles in the 5%Cr welding filler metal besides M23C6 carbides. V and Nb in combination with C and N are stable carbide, carbonitride, and nitride formers, which promote the formation of MX particles (where M is Nb or V and X is C or N) as very fine and thermally stable particles to enable prolonged periods of exposure at elevated temperatures. Nevertheless, an increase in Nb and N content results in accelerated microstructure degradation during creep with more rapid precipitation of Z phase at the expense of consuming previously existing fine MX particles which is detrimental for the creep strength [38]. So between 0.02 and 0.04% of Nb has been added to the welding filler material, and between 0.03 and 0.05% of N has been added to the welding filler material; 0.2% V has been added at the same time.
Si has been added to provide further oxidation resistance. However, excessive Si content promotes the aggregation of carbides and accelerates the coarsening of Laves phase which may cause a loss of creep strength at long times, because such phase consumes existing fine precipitates or solute-hardening atoms [39]. So the Si content was set between 0.1 and 0.2% according to the heat treatment and service conditions.
Ni is often added to welding filler metal to improve toughness properties [40] and Mn is needed for solid solution strengthening. Nevertheless, Ni is detrimental for creep strength. Increase in Ni content results in accelerated microstructure degradation with more rapid coarsening of M23C6, dissolution of MX, and precipitation of coarse M6X and Laves [41]. As Mn+Ni content strongly influences the Ac1 temperature, a further restriction has been sought to ensure that the temperature during PWHT is clearly below the Ac1 temperature. Hence, it has been decided to set the Mn content at 0.5% and Ni content at 0.4%.
3.2.2 Thermodynamic modeling results and microstructure investigation
The result of equilibrium calculation of the welding filler metal was modeled by Thermocalc. In particular, the phase fields at the tempering temperature (660 °C) and the highest service temperature (540 °C) are of interest.
Figure 5a shows the calculated types and mole fractions of phases as a function of temperature for the 5%Cr weld metal and Fig. 5b shows the same calculation results of the 2.25%Cr weld metal a contrast. The tempering temperature and service temperature have been indicated by dotted lines in the images, respectively.

Calculated types and mole fractions of phases as a function of temperature for a 5%Cr weld metal and b 2.25%Cr weld metal. The tempering temperature referring to T1 and the service temperature referring to T2 are indicated by dotted lines
The chemical composition of the 5%Cr weld metal (Table 1) was designed to obtain ferrite, M23C6 carbides, MX carbides, carbonitrides, and nitrides at the tempering temperature of 660 °C. Thermocalc calculation shows that the 5%Cr weld metal indeed contains these phases. No Laves phase is expected in the initial microstructure of the 5%Cr weld metal. The MN nitrides correspond to V-rich precipitates which mainly contain V and N and few Cr, Nb, and C (shown in Fig. 6a), whereas M(C,N) refers to Nb-rich particles with C and also few amounts of V and N (shown in Fig. 6b).

The calculated equilibrium distribution of elements in different precipitates in 5%Cr weld metal and 2.25%Cr weld metal: a MN nitride, b M(C,N) carbonitride and c Laves phase in the 5%Cr weld metal, d M(C,N) and e M6C carbide in the 2.25%Cr weld metal. The tempering temperature referring to T1 and the service temperature referring to T2 are indicated by dotted lines
The stable phases present in the 5%Cr weld metal at the service temperature are ferrite, M23C6 carbides, V-rich MN nitrides, Nb-rich M(C,N) carbonitrides, and Laves phase. The mole fractions of the M23C6 carbides and V-rich MN nitrides remain stable. The Nb-rich M(C,N) carbonitrides continue to precipitate which is beneficial for the creep strength and reduces the carbon activity. The types of phases as a function of temperature in Fig. 5a indicate that the precipitation of Laves phase starts around 590 °C. The precipitation of Laves phase which contains Fe, Cr, Mo, and Si consumes existing solute-hardening atoms such Mo and Cr (shown in Fig. 6c). It causes a loss of long-term creep strength [42].
Thermocalc calculation (shown in Fig. 5b) of the 2.25%Cr weld metal shows that the stable phases present are ferrite, M(C,N) precipitates, and M6C carbides at tempering temperature of 660 °C. The M(C,N) precipitates mainly contain V and C and also few amounts of Nb and Mo (shown in Fig. 6d), whereas the M6C carbides contain Mo, C, and Fe and few amounts of Cr (shown in Fig. 6e). There is a distinct decrease in the amount of M(C,N) precipitates with the temperature decreasing from the tempering temperature to the service temperature. On the other hand, the M6C carbides continue to precipitate during the service temperature. The precipitation of M6C carbides during creep constrains the evolution of the bainitic microstructure. The precipitation of M6C carbides reduces the content of Mo in solution, which is the key factor for the solid solution strengthening in the steel [43].
Figure 7 shows the initial microstructure of the 5%Cr weld metal. The M23C6 carbides are the most abundant precipitates in the microstructure. The M23C6 precipitates are mostly placed on lath boundaries. At such preferential sites, the effective surface energy is lower; thus, the free energy barrier is diminished and nucleation is facilitated. Nano-sized MX particles are detected on lath boundaries and, within the lath, the weld metal. TEM-EDS results show that the V-rich MX precipitates are V-rich particles which contain N and few amounts of C, Nb, and Cr, whereas Nb-MX are Nb-rich precipitates which contain C and few amounts of N, V, and Cr. The TEM-EDS results show good agreement with the thermodynamic modeling results.

TEM micrographs of initial microstructure of the 5%Cr weld metal and EDS results of secondary phases: a M23C6 particles along the lath boundaries indicated by white arrows and MX particles along the lath boundaries and within the laths indicated by black arrows; b the dislocations pinned by the M23C6 particle, V-rich MX particle, and Nb-rich MX particle; and c the EDS results of the M23C6 particle, V-rich MX particle, and Nb-rich MX particle shown in b
3.2.3 Creep rupture tests
After the alloy design, the test components were manufactured. The creep rupture strength of the newly designed 5%Cr welded metal and the 5%Cr dissimilar welded joint was tested at 540 °C under different stresses. The creep rupture tests results are presented in Fig. 8. The fitted curves in the image show the extrapolated long-term creep rupture strength according to the obtained creep rupture test results. The extrapolation algorithm is based on the Larson-Miller parameter method which is one of the most extensively used extrapolation techniques for predicting creep life of creep-resistant steels under the thermally activated creep process of stress rupture [44].

Comparison of stress versus time to rupture curves for weld metals and dissimilar welded joints at 540 °C
The obtained test results show that the creep fracture of both the 5%Cr and 2.25%Cr welded joints is located at the overtempered HAZ on 2.25%Cr steel side where the lowest microhardness occurs in the whole welded joint. Thus, the 5%Cr welded joint and the 2.25%Cr welded joint show the same creep strength with the creep rupture time no more than 104 h. The soft zone in the HAZ region is the weakest link in the welded joint. Premature creep failure (type IV cracking) has been observed to originate in that region and is common to all CSEF alloys [6]. Type IV cracking forms toward the outer edge of the visible HAZ, beside the parent metal, and is exclusively a creep cracking mechanism that occurs after long durations. This classification of service cracking in weldments devised by Schüller et al. [45], which describes the location of cracking relative to the weld, is still used today. Besides, the creep strength of the 5%Cr weld metal is slightly higher than that of the 2.25%Cr weld metal. Both of the weld metals have higher creep rupture strength than that of the dissimilar welded joints at the service temperature. With emphasis on long-term creep behavior, the creep strength and microhardness difference at the interface of the 2.25%Cr welded joint may increase due to the deterioration of carbon migration, which may promote the onset of acceleration creep and hence cause premature rupture at the joint interface. It can be assumed that the loss of creep strength for the 2.25%Cr welded joint may take the form of a sigmoidal inflection in creep rupture data after long operating times in Fig. 8.
3.3 Tensile and impact toughness properties
For the 9Cr/2.25Cr dissimilar welded turbine components running at elevated temperatures, excellent creep rupture strength is essential but adequate tensile strength must be guaranteed in the service condition. The improvement of tensile strength is attractive to designers who want to reduce the components’ wall thicknesses, and thereby minimizes thermal stresses for a more reliable plant which is subject to temperature cycles in an effort to respond to the peak and troughs of demand. In order to take full advantage of the tensile properties of the base metals, it is necessary for the weld metal to have the similar tensile strength as that of the base metals at least.
Even though the 9Cr/2.25Cr dissimilar welded turbine components are used at high temperature, where toughness is not matter of concern, it is important that the welded joints show an adequate toughness at ambient temperature, for fabrication and construction steps and for startup/shutdown considerations. However, there are some contradictions between the creep resistance and the toughness. In the 5%Cr weld metal, the creep resistance is due to Cr, Mo, V, Nb, and N which act as precipitation strengtheners. Fine carbide and nitride precipitates form during tempering and give to the material its creep. These elements which improve the creep resistance are known to be detrimental for toughness in weld metal [46, 47]. The challenge is then to achieve the best toughness/creep compromise. The 5%Cr weld metal has been designed to give 0.40% Ni to improve toughness.
The tensile and impact toughness properties of the 5%Cr weld metal have been investigated and compared with those of the dissimilar welded joint with 2.25%Cr weld metal to demonstrate the rationality and effectiveness of the alloy design and PWHT procedure.
3.3.1 Tensile performance of weld metal and welded joint
Figure 9 shows the tensile test results. The ultimate tensile strength (UTS, Rm) and yield strength (YS, Rp0.2) are further obtained and presented in Fig. 9a, b. Increasing the temperature, the UTS and YS of weld metals and dissimilar welded joints decrease gradually, while the percentage of total elongation and reduction in area at fracture increases (Fig. 9c, d). Regarding the failure locations for the 5%Cr welded joint and 2.25%Cr welded joint, careful observations during tensile tests showed that the yielding started from the 25Cr2NiMo1V base metal and the subsequent plastic deformation accumulated in this zone until final failure both at room and elevated temperatures.

The tensile results obtained at room temperature (25 °C) and at 470, 500, 540, and 565 °C for weld metal and dissimilar welded joint: a ultimate tensile strength, b yield strength, c the percentage of total elongation at fracture, and d the percentage of reduction in area at fracture
It is clearly seen that the UTS of the 5%Cr weld metal and the 2.25%Cr weld metal is approximately equivalent at room temperature. However, the UTS of the 5%Cr weld metal is higher than that of the 2.25%Cr weld metal at elevated temperatures. And the UTS of the two kinds of weld metals is obviously higher than that of the dissimilar welded joints for the entire test temperature range which indicates that the UTS of the weld metals is higher than that of the 25Cr2NiMo1V base metal. The UTS test results of the two kinds of weld metals at elevated temperatures show to be slightly different from those tested at room temperature, at which diffusion of atoms can be neglected. In the course of plastic deformation, the strain increases due to increase in dislocation density and formation of dislocation substructures. At elevated temperature, diffusion of atoms and vacancies assists dislocations to pass through the other dislocations and particles. The addition of Cr, Mo, and Nb reduces the diffusion of the vacancies and alloying elements which results in higher UTS in the 5%Cr weld metal. With respect to the YS, the results of the two kinds of weld metals are approximately equivalent which are slightly higher than those of dissimilar welded joints at elevated temperatures. In the ASME code, allowable stress is given by two-thirds of YS when the two-thirds of YS is lower than one-quarter of UTS, but given by one-quarter of UTS when the one-quarter of UTS is lower. For the two kinds of weld metals, UTS plays an important role when determining the allowable stress. So the 5%Cr weld metal is a potential candidate for higher allowable stress working conditions [8]. The percentage of total elongation and reduction in area at fracture of the 5%Cr weld metal is higher than that of 2.25%Cr weld metal which is contributed to the more uniform plastic deformation of the 5%Cr weld metal compared with the 2.25%Cr weld metal.
3.3.2 Impact toughness of weld metal
Figure 10 shows the Charpy impact energy and percentage of brittle fracture appearance as a function of temperature after PWHT. The room temperature is marked by T1 in the images. The mean absorbed energy of the 5%Cr weld metal and 2.25%Cr weld metal at room temperature is 50.1 and 80.4 J, respectively. As shown in Fig. 10a, the absorbed energy of the 5%Cr weld metal is about 200.0 J at 120 °C (termed as upper shelf energy, USE) and 3.5 J at − 40 °C (termed as lower shelf energy, LSE). The ductile-brittle transition temperature (marked by T2 in the image) is defined as temperature when brittle fracture accounts for 50 vol% of fracture surface, and is 32 °C based on the curve. Figure 10b shows the mean value of USE in the 2.25%Cr weld metal is 191.5 J at 60 °C and the mean value of LSE is 13.5 J at − 40 °C, respectively. The ductile-brittle transition temperature of the 2.25%Cr weld metal (marked by T3 in the image) is 7 °C which is lower than that of 5%Cr weld metal.

Charpy impact energy and percentage of brittle fracture appearance at various temperatures from − 40 to 120 °C: a 5%Cr weld metal and b 2.25%Cr weld metal. T1 denotes room temperature (25 °C). T2 and T3 denote the ductile-brittle transition temperature of the 5%Cr weld metal and the 2.25%Cr weld metal, respectively
According to EN ISO 3580-2011 standard [48], the mean absorbed energy values of the 91 grade weld metal at room temperature should be above 47 J and the lowest individual value should be above 38 J at the same time. At temperature of concern during typical start-up and overhaul of the turbine rotors, i.e., room temperature and around, all values of the 5%Cr weld metal are above 50 J which meet the requirement, with some individual values displaying absorbed energy values far in excess of the requirement. With respect to the values reported for the FB2 base steel at 20 °C, which ranges between 30 and 50 J [3], the values of 5%Cr weld metal is generally higher. Besides, the value of USE for the 5%Cr weld metal is higher than that of the 2.25%Cr weld metal which indicates the higher elevated temperature impact toughness for the 5%Cr weld metal. The benefit of high USE may be of little merit if the greatest risk of cracking is during start-up or overhaul. It is of great value if problems with cracking at temperatures above 100 °C are of concern.
4 Conclusions
In the present work, the 5%Cr welding filler metal for the 9Cr/2.25Cr dissimilar welded joint was designed. The dissimilar welded rotors were successfully fabricated by UNG-SAW using multilayer and two-pass techniques. And the creep rupture, tensile, and impact behaviors of the weld metal and dissimilar welded joint were tested. Carbon migration investigation and its influence on creep strength were carried out by the microstructure, hardness, and alloy distribution characterization. The results were compared with those of the dissimilar welded rotor with 2.25%Cr weld metal. The following conclusions can be drawn:
-
1.
The alloy design of the 5%Cr weld metal had a significant effect on reducing the degree of carbon migration at the joint interface which reduced the microhardness and creep strength difference between the carbon-depleted zone and the surrounding microstructure. The interfacial creep damage and early failure tendency of the dissimilar welded joint with the 5%Cr weld metal were reduced greatly.
-
2.
Thermocalc calculations showed to be a reliable tool for alloy development of welding filler metal. V and Nb in combination with N were added to enable prolonged periods of exposure at elevated temperatures by the formation of MX particles as very fine and thermally stable particles. Predicted phases were designed based on the phase diagram information and the processing parameters (tempering and service temperatures). The TEM result showed good agreement with the Thermocalc calculation results.
-
3.
Creep rupture tests at 540 °C proved that the creep rupture strength of the 5%Cr weld metal was slightly higher than that of the 2.25%Cr weld metal. No failures were observed in the weld metal for long-term cross-weld creep specimens, indicating that the newly designed 5%Cr weld metal was of adequate creep strength for use with dissimilar welded joint.
-
4.
With increasing temperature, the tensile strength of the 5%Cr weld metal was slightly higher than that of the dissimilar welded joint. And the fracture location of all welded joint samples existed in the 25Cr2NiMo1V base metal. The uniform plastic deformation of the 5%Cr weld metal during the tensile tests was almost equivalent to that of the welded joint.
-
5.
The mean absorbed energy of the 5%Cr weld metal at room temperature was 50.1 J which was in excess of the requirement. And the ductile-brittle transition temperature was determined around 32 °C which was higher than that of 2.25%Cr weld metal. However, at higher temperatures, the 5%Cr weld metal demonstrated superior performance. The tensile and impact test results showed good agreement with the rationality of the PWHT procedure.
References
Kern TU, Staubli M, Scarlin B (2002) The European efforts in material development for 650 C USC power plants—COST522. ISIJ Int 42:1515–1519
Kosman W (2010) Thermal analysis of cooled supercritical steam turbine components. Energy 35:1181–1187
Rothwell J, Abson D (2010) Performance of weldments in advanced 9% Cr steel–‘FB2’. Mater High Temp 27:253–264
Sklenička V, Kuchařová K, Svoboda M, Kloc L, Buršík J, Kroupa A (2003) Long-term creep behavior of 9–12% Cr power plant steels. Mater Charact 51:35–48
Shige T, Magoshi R, Itou S, Ichimura T, Kondou Y (2001) Development of large-capacity, highly efficient welded rotor for steam turbines. Mitsubishi Heavy Ind 38:6–11
David SA, Siefert JA, Feng Z (2013) Welding and weldability of candidate ferritic alloys for future advanced ultrasupercritical fossil power plants. Sci Technol Weld Join 18:631–651
Hald J (2008) Microstructure and long-term creep properties of 9–12% Cr steels. Int J Press Vessel Pip 85:30–37
Abe F, Kren TU, Viswanathan R (2008) Creep-resistant steels. Woodhead Publishing, Cambridge
Abe F (2004) Bainitic and martensitic creep-resistant steels. Curr Opin Solid State Mater Sci 8:305–311
Lin R, Cui H, Lu F, Huo X, Wang P (2016) Study on the microstructure and toughness of dissimilarly welded joints of advanced 9Cr/CrMoV. J Mater Res 31:3597–3609
Laha K, Latha S, Bhanu Sankara Rao K, Mannan SL, Sastry DH (2001) Comparison of creep behaviour of 2.25 Cr–1Mo/9Cr–1Mo dissimilar weld joint with its base and weld metals. Mater Sci Technol 17:1265–1272
Foret R, Zlamal B, Sopousek J (2006) Structural stability of dissimilar weld between two Cr-Mo-V steels. Weld J 85:211–217
Laha K, Chandravathi KS, Bhanu Samkara Rao K, Mannan SL, Sastry DH (2001) An assessment of creep deformation and fracture behavior of 2.25 Cr-1Mo similar and dissimilar weld joints. Metall Mater Trans A 32:115–124
Abson DJ, Rothwell JS (2013) Review of type IV cracking of weldments in 9–12% Cr creep strength enhanced ferritic steels. Int Mater Rev 58:437–473
Anand R, Sudha C, Karthikeyan T, Terrance ALE, Saroja S, Vijayalakshmi M (2009) Effectiveness of Ni-based diffusion barriers in preventing hard zone formation in ferritic steel joints. J Mater Sci 44:257–265
Vodárek V, Střílková L, Kuboň Z (2009) Creep behaviour and microstructure of a heterogeneous P23/P91 weld. Metal Com 5:19–21
Abe F, Taneike M, Sawada K (2007) Alloy design of creep resistant 9Cr steel using a dispersion of nano-sized carbonitrides. Int J Press Vessel Pip 84:3–12
Maruyama K, Sawada K, Koike J (2001) Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int 41:641–653
Laha K, Chandravathi KS, Parameswaran P, Bhanu Sankara Rao K, Mannan SL (2007) Characterization of microstructures across the heat-affected zone of the modified 9Cr-1Mo weld joint to understand its role in promoting type IV cracking. Metall Mater Trans A 38:58–68
Francis JA, Mazur W, Bhadeshia HKDH (2006) Review type IV cracking in ferritic power plant steels. Mater Sci Technol 22:1387–1395
Heuser H, Jochum C, Bendick W, Hahn B, Fuchs R (2007) Welding of dissimilar joints of new power plant steels. In: Viswanathan R, Gandy D, Coleman K (eds) Proc. 5th international conference on advances in materials technology for fossil power plants. ASM International, Florida, pp 863–873
Vodárek V, Kuboň Z, Foret R, Hainsworth SV (2008) Microstructural evolution in P23/P91 heterogeneous welds during creep at 500-600 °C. Weld World 52:233–238
Coleman K, Gandy D (2007) Alternative filler materials for DMWs involving P91 materials. In: Viswanathan R, Gandy D, Coleman K (eds) Proc. 5th international conference on advances in materials technology for fossil power plants. ASM International, Florida, pp 940–967
Schneider A, Inden G (2005) Simulation of the kinetics of precipitation reactions in ferritic steels. Acta Mater 53:519–531
Rojas D, Garcia J, Prat O, Sauthoff G, Kaysser-Pyzalla AR (2011) 9% Cr heat resistant steels: alloy design, microstructure evolution and creep response at 650 °C. Mater Sci Eng A 528:5164–5176
Thermo-Calc Software (2017) TCFE9: TCS Steel and Fe-alloys Database. http://www.thermocalc.com/media/10306/tcfe9_extended_info.pdf. Accessed 25 Dec 2017
ISO 204:2009 (2009) Metallic materials-uniaxial creep testing in tension-method of test. International Organization for Standardization, Geneva
ISO 6892-1:2009 (2009) Metallic materials-tensile testing-part 1: method of test at room temperature. International Organization for Standardization, Geneva
ISO 6892-2:2011 (2011) Metallic materials-tensile testing-part 2: method of test at elevated temperature. International Organization for Standardization, Geneva
ISO 148-1:2016 (2016) Metallic materials-Charpy pendulum impact test-part 1: test method. International Organization for Standardization, Geneva
ISO 6507-1:2018 (2018) Metallic materials-Vickers hardness test-part 1: test method. International Organization for Standardization, Geneva
Cai GJ, Andrén HO (1998) Microstructural change of a 5% Cr steel weld metal during tempering. Mater Sci Eng A 242:202–209
Sudha C, Paul VT, Terrance ALE, Saroja S, Vijayalakshmi M (2006) Microstructure and microchemistry of hard zone in dissimilar weldments of Cr-Mo steels. Weld J 85:71s–80s
Perrin IJ, Hayhurst DR (1999) Continuum damage mechanics analyses of type IV creep failure in ferritic steel crossweld specimens. Int J Press Vessel Pip 76:599–617
Cane BJ, Middleton CJ (1981) Intergranular creep-cavity formation in low-alloy bainitic steels. Met Sci 15:295–301
Taneike M, Abe F, Sawada K (2003) Creep-strengthening of steel at high temperatures using nano-sized carbonitride dispersions. Nature 424:294–296
Gianfrancesco AD (2016) Materials for ultra-supercritical and advanced ultra-supercritical power plants. Woodhead Publishing, Cambridge
Danielsen HK, Hald J (2006) Behaviour of Z phase in 9–12% Cr steels. Energy Mat 1:49–57
Abe F, Tabuchi M, Semba H, Igarashi M, Yoshizawa M, Komai N, Fujia A (2007) Feasibility of MARBN steel for application to thick section boiler components in USC power plant at 650 °C. Proc. 5th international conference on advances in materials technology for fossil power plants. ASM International, Florida, pp 92–106
Arivazhagan B, Prabhu R, Albert SK, Kamaraj M (2009) Microstructure and mechanical properties of 9Cr-1Mo steel weld fusion zones as a function of weld metal composition. J Mater Eng Perform 18:999–1004
Vodarek V, Strang A (1997) Effect of nickel on the precipitation processes in 12CrMoV steels during creep at 550 °C. Scr Mater 38:101–106
Abe F (2008) Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci Technol Adv Mater 9:01–15
Miyata K, Sawaragi Y (2001) Effect of Mo and W on the phase stability of precipitates in low Cr heat resistant steels. ISIJ Int 41:281–289
Ghatak A, Robi PS (2016) Modification of Larson–Miller parameter technique for predicting creep life of materials. Trans Indian Inst Metals 69:579–583
Schüller HJ, Haigh L, Woitscheck A (1974) Cracking in the weld region of shaped components in hot steam lines. Der Machinenschaden 47:1–13
Barnes A, Abson D (2003) The effect of composition on microstructural development and toughness of weld metals for advanced high temperature 9–13% Cr steels. 2nd international conference integrity of high temperature welds, IOM Communications Ltd., London
Chovet C, Galand E, Leduey B (2008) Effect of various factors on toughness in P92 SAW weld metal. Weld World 52:18–26
EN ISO 3580-2011 (2011) Welding consumables - covered electrodes for manual metal arc welding of creep-resisting steels – classification. British Standards Institution, London
Funding
This work was supported by the National Natural Science Foundation of China [grant number 51775300].
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
About this article

Cite this article
Li, Y., Li, K., Cai, Z. et al. Alloy design of welding filler metal for 9Cr/2.25Cr dissimilar welded joint and mechanical properties investigation. Weld World 62, 1137–1151 (2018). https://doi.org/10.1007/s40194-018-0618-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0618-2